双金属复合锤头的研制
双金属复合锤头的消失模铸造工艺
双金属复合锤头的消失模铸造工艺作者:马清杰来源:《城市建设理论研究》2013年第16期摘要:从锤头材质选择、复合工艺设计和热处理工艺等方面研究双金属复合锤头的铸造工艺技术。
结果表明,采用镶铸工艺时,液态-固态体积比大于8∶1,其结合面牢固,结合质量良好。
用消失模生产双金属复合锤头,工艺技术简单,产品生产成本低,成品率高,使用寿命为高锰钢的3~4倍。
关键词:锤头;镶铸工艺;双金属;消失模铸造;热处理中图分类号:TG2文献标识码: A 文章编号:前言锤头是建材、矿山、化工等行业使用的锤式破碎机上的关键配件, 也是易损件。
传统锤头多以高锰钢铸造, 利用高锰钢在受到冲击载荷下发生加工硬化的特点来提高耐磨性, 但其耐磨性远不适于高效低耗的现代化生产需要[1-2]。
由于锤头寿命短而频繁停机更换, 降低了设备运转率, 故有必要寻求一种新材料新工艺, 以提高锤头的性能和使用寿命。
双金属复合锤头锤柄采用韧性良好的材质, 锤端采用耐磨性良好的材质, 并采用一定的生产工艺将两者有机地结合起来, 使锤头同时满足韧性和耐磨性的要求。
一、复合锤头材质的设计锤头的失效主要是在工作状态下高速旋转,与物料发生猛烈碰撞, 工作部位受到强烈冲击磨损。
因此, 锤柄只需较高的强韧性。
锤头的传统材质高锰钢是一种纯奥氏体组织耐磨钢, 具有出色的力学性能, 其抗拉强度可以达到1000MPa 以上, 伸长率最高可以达到100%,冲击韧度达到300J/cm2, 硬度可达200HB 左右。
高铬铸铁是一种优良的耐磨材料, 但具有较低的强韧性, 冲击韧度一般只有5~7 J /cm2, 受到冲击时易发生断裂。
因此以高铬铸铁为工作端硬质点, 以高锰钢作为支撑相和锤柄。
采用高铬铸铁和高锰钢生产双金属复合锤头, 使其接合面为冶金结合, 可以更好地满足锤头的要求。
组成锤头的两种材料的化学成分如表1 所示。
二、试验方法熔炼锤头材料的设备为1.0 t中频感应炉。
用自制电阻丝切割机制作聚苯乙烯泡沫塑料(EPS)模样,混制涂料设备为球磨搅拌机,五面壁抽式专用砂箱,一维振动台振实型砂,远红外烘烤房烘烤模样,SK-20水环式真空泵系统抽真空,RT2-220-12台车式热处理炉进行锤头热处理。
他“翱翔”于耐磨材料领域——记本溪三阳铸业有限公司董事长、总经理、高级工程师魏加强

屋外虽然骄阳似火,而当记者走进本溪三阳铸业有限公司董事长、总经理、高级工程师魏加强宽敞的办公室,感受到的却是凉爽怡人的清风拂面。
魏加强,一个很有意思、很特别的名字,与许多不同凡响的事业联系在了一起,这是吸引我们来采访他的“特别理由”———已过“知天命”的年龄,高大而健壮,满面红光,丝毫没有一点“老”的影子。
翩翩的风度和儒雅的谈吐很难让我们相信他就是10年前那个和爱人一起推车送货的魏总。
为将来“独飞”而储备知识魏总以前在政府工作,当过副镇长,在本溪县建委做过供暖公司副总经理。
而在此前的若干年里,一向学习优异的魏总只有一个美丽的梦想:考进大学,多学知识,将来为国家多做事情。
但由于家庭的原因,他的这个梦想终于成了梦想。
但他从不泄气,上不了大学就坚持自学,历史上中外不少名人都没进过大学校门而最终成才的事实一直在鼓励和鞭策着他。
魏总好象天生对机械“偏爱”,他参加工作先做的是车工。
经过实践的锻炼,使他的技艺有了非常的长进。
后来组织送他去辽阳农机校学习,从而打下了理论功底。
用魏总的话形容:“开始我只有一只翅膀就是实践经验,后来学习理论加上了另一只翅膀我就想飞……”但头脑清醒的魏总还是没有“飞”,因为他知道自己虽然“长”了“翅膀”,但还是很稚嫩的,要想“飞”就要“翅膀”硬起来。
于是,在他的努力和组织的关怀下,他从一个在全国来讲名不见经传的农业县,“飞”进了北京自修工业大学深造了三年多。
由于知识、视野的增长和开拓,他不但吸足了机械领域里的“营养”,进一步夯实了理论基础,而且他还喜欢并掌握了铸球、衬板、勺头、小叶板和铸锻等耐磨材料生产技术。
这是水泥企业必不可少的耐磨材料,这为他日后自己“独自高飞”而打下了坚实的基础。
“四道光环”助他“独飞”魏总学习归来继续做官,可他当官和有些人不同。
他不喝不抽,离麻将桌和舞池也远远的。
工作勤勤恳恳,任劳任怨,一天到晚在企业里忙。
“那您的业余爱好是什么呢?”记者好奇的问魏总。
“除了工作,我的业余爱好就是看书学习。
高铬铸铁堆焊锤柄双金属复合锤头的开发研究

目前锤式破碎机在 电厂 , 煤矿等单位具有广泛 的应用 , 由于锤式破碎机破碎 的物理硬度和强度都 不是太高 ,在破碎过程中受到的冲击力不是很大 , 普通的高锰钢锤 头不能通过加工硬化来提高锤头 的硬度和耐磨性 ,而 双金属复合锤头是 比较理想 的, 锤柄采用韧性较好的铸钢材料 , 锤端采用耐磨 性较好 的高铬铸铁材料 ,采用镶铸法浇注而成 , 使 锤头满足耐磨性 , 然而铸钢 的熔点较高 , 与锤端复 合时难 以达到冶金结合 , 容易 出现锤头松动 、 脱落 的现象【 ” 。另外锤端附近的锤柄的耐磨性较低 , 承受
2 0 1 3年第 2 期 2 0 1 3年 4月
・
铸
造 设
备
与
工
艺
F O U N D R Y E Q U I P M E N T A N D T E C HN O L O G Y
试验 研究 ・
高铬铸铁堆焊锤柄双金属 复合锤 头的开发研 究
吴振 卿 , 宫红 亮 。 高 华, 徐绍 娟 , 张 严, 肖 靖。 尹维 召
W U Z h e n- q i n g, GONG Ho n g- l i a n g, GAO Hu a, XU S h a o a n,ZHANG Y a h, XI AO J i n g, u t e o fMa t e r i a l s S c i e n c e a n d E n g i n e e i r n g , Z h e n g z h o u U n i v e r s i t y , Z h e n g z h o u H e n a n 4 5 0 0 0 1 , C h i n a )
双金属复合锤头的生产工艺
双金属复合锤头的生产工艺
双金属复合锤头的生产工艺主要包括以下步骤:
1. 材料准备:准备两种不同材质的金属材料,一般选用高硬度的钢材和高韧性的钢材。
2. 切割:将两种金属材料分别切割成合适的形状和尺寸。
3. 上下料:将高硬度的钢材放在模具的下部,高韧性的钢材放在模具的上部。
4. 冲压:使用冲床将两种金属材料进行冲压,使其形成锤头的形状。
5. 焊接:将冲压成型的双金属片进行焊接,使其紧密结合。
6. 热处理:将焊接好的双金属片进行热处理,提高其硬度和韧性。
7. 切削:将热处理后的双金属片进行切割,使其形成单个锤头。
8. 加工:对切割后的锤头进行精加工,以得到最终的产品形态和尺寸。
9. 表面处理:对锤头进行表面处理,提高其耐腐蚀性和耐磨性。
10. 检测和质量控制:对生产出的双金属复合锤头进行严格的检测和质量控制,确保产品达到要求。
11. 包装和出货:将符合要求的双金属复合锤头进行包装,并进行出货。
液固双金属复合铸造结合界面温度场的模拟

收稿日期:2008_02—16 作者简介:邱逊(1983一),男,浙江义乌人。在读硕士,主要从事铸造过
程温度场研究。 基金项目:河南省科技厅自然科学基金项目,项目编号:511052400
万方数据
图1锤头试验模型
·29·
韧性。保证锤头工作时不断裂。锤柄预先放置在砂 型中,预热温度在800℃左右,然后进行复合铸造, 向型腔内浇人复合的锤头部分,出铁温度l 580℃。 浇注温度l 560℃。柄部进行表面预处理,以免在 预热及浇注过程中被氧化。降低金属液的表面张 力,增加它与浇注的高铬铸铁液的润湿性[2】。
3.刘高碘 温度场的数值模拟 1999 4.周丹晨 铸件温度场,应力场仿真与工艺优化设计系统的设计开发[学位论文] 2001 5.谭真.郭广文 工程合金热物性 1994 urentiu Nastac A Monte carlo.Approach for simulation of heat flow in sand and metal mold easting 1998
关注的问题是复合界面的固体表面是否发生熔融
以实现冶金结合。由于铸造过程中结合界面温度变
化难以实测,计算机模拟就成了首选方法。
,
基于有限元方法的ANSYS数值模拟软件是解
决温度场等工程问题的大型工程模拟软件,广泛应 用于各种工业领域[1]。本文借助有限元软件ANSYS
对液一固双金属复合铸造过程中界面的温度场进行
Temperature Field Simulation of the Liquid—Solid Interface
Bimetal Composite Casting
QlU Xun.删Zhen.-qing
(Schoot ofMaterial Science and Engineering,,刀aengzhou UnbJersity,Zhengzhou Henan 450002,China)
双金属复合锤头铸造与热处理工艺
铸 造·锻 压 (6) Casting & Forging
双金属复合锤头铸造与热处理工艺
Cast and Heat Tr eatment Technology of Bimetal Hammer
冯小平 ( 西华大学 材料科学与工程学院, 四川 成都 610039)
中图分类号: TG249.9
文献标识码: B
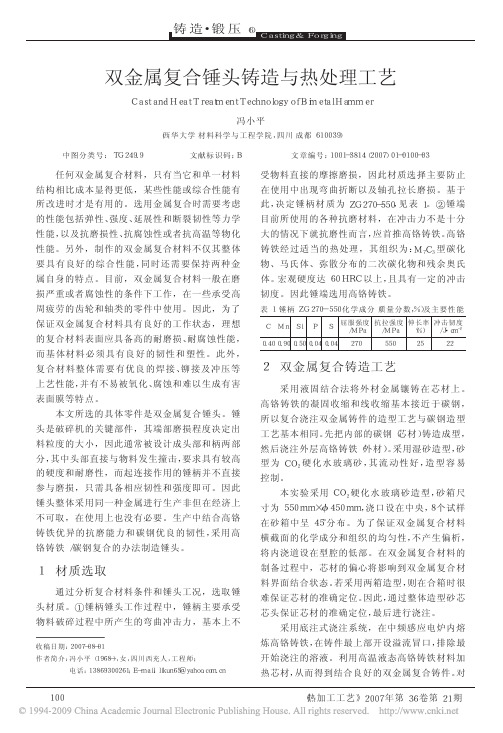
面的性能越好, 结合强度也越高。浇注温度过低, 铸件的结合面处容易产生冷隔、缩孔等缺陷。但
是, 如果浇注温度过高, 容易产生热裂缺陷, 凝固 缓慢, 碳化物生长较为粗大, 共晶组织粗化, 降低 高铬铸铁的抗磨能力和力学性能。另外, 过分提
高高铬铸铁浇注温度, 增加了熔炼时间, 浪费资 源, 同时增加了合金元素的烧损率。含铬 12%~ 21% 的 铬 钼 白 口 铸 铁 的 液 相 温 度 与 其 含 碳 和 合 金 元素的关系见表 2 和图 1。
[4] 韩茵, 陈诗键. 铸造铝合金组织对力学性能的影响[J].理化检 测- 物理分册, 2003, 9( 11) : 555-559.
采用底注式浇注系统, 在中频感应电炉内熔 炼高铬铸铁, 在铸件最上部开设溢流冒口, 排除最 开始浇注的溶液。利用高温液态高铬铸铁材料加 热芯材, 从而得到结合良好的双金属复合铸件。对
双液复合锤头铸造工艺_概述说明以及解释

双液复合锤头铸造工艺概述说明以及解释1. 引言1.1 概述在现代工业生产中,锤头的铸造工艺一直是一个重要的领域。
通过改良和创新锤头铸造工艺,可以提高锤头的性能、延长使用寿命,并降低生产成本。
双液复合锤头铸造工艺是一种应用广泛且效果卓越的铸造技术。
1.2 文章结构本文将从以下几个方面对双液复合锤头铸造工艺进行全面概述和解释:引言、双液复合锤头铸造工艺概述、双液复合锤头铸造工艺说明以及双液复合锤头铸造工艺解释。
1.3 目的本文旨在向读者系统介绍双液复合锤头铸造工艺,包括其背景、原理、流程和步骤,同时还会详细说明原材料选择与配比要点、锻造设备与工具准备要点,以及具体操作过程和注意事项要点。
此外,我们还会解释该工艺的优势、关键技术以及在工业应用领域中的应用情况。
通过阅读本文,读者将全面了解双液复合锤头铸造工艺,为实际应用提供参考和指导。
请注意,以上内容仅作为“1. 引言”部分的示例,请根据实际情况进一步扩充。
2. 双液复合锤头铸造工艺概述2.1 锤头铸造工艺背景双液复合锤头铸造工艺是一种以金属材料为基础,通过特定的加热和冷却过程制造铸件的技术。
传统的锤头铸造工艺存在着一些缺陷,例如易产生气孔、疏松等问题,影响了锤头的使用寿命和性能。
因此,人们不断探索新的改进方法,最终发展出了双液复合锤头铸造工艺。
2.2 双液复合锤头铸造原理介绍双液复合锤头铸造采用两种不同性质的金属液体进行组合,并利用它们在温度和密度上的差异,在特定条件下进行流动和形成所需形状。
其中一个金属液体具有较高的流动性和低的凝固温度,被称为“流动金属”,而另一个金属液体具有较高的凝固温度和较低的流动性,被称为“凝固金属”。
2.3 工艺流程和步骤概述双液复合锤头铸造工艺包括以下主要步骤:1. 原材料准备:根据锤头的设计要求,选择适当的金属材料作为流动金属和凝固金属,并进行相应的配比。
2. 准备模具:制作一个与所需锤头形状相匹配的模具,确保能够容纳流动金属和凝固金属流入的空间。
公司简介及产品介绍
公司简介及产品介绍西安中星材料有限责任公司创建于一九九七年,隶属于西安建筑科技大学产业集团,其前身为西安建筑科技大学耐磨材料研究所,是在西安市科委的积极支持下,为加速科技成果转化而创建的具有独立法人资格的高新技术企业。
我公司依托技术力量雄厚的高等学府,汇集了高等院校一大批教授、专家、工程技术人员,配备较为齐全的加工设备和化验检测设备,承担了国家级和省市级科研项目二十余项,已获得国家专利13项。
经过十多年的成长与发展,公司已经形成研究开发耐磨、耐热、耐腐材料,并生产销售“双金属复合耐磨管道、耐磨铸件、堆焊类管件”的经营格局,且于2004年响应陕西省铜川市“为提升铜川产业层次,促进科教兴铜”战略,同时能更好的发挥我公司科研技术优势,推动科技成果产业化,铜川市政府于当年招商引进我公司在铜川新区购地202亩,建设“西安建筑科技大学研发、人才培训及生产基地”。
此项目于2007年建成投产后,不但解决公司产量产能瓶劲,而且业已成为教育部耐磨材料与技术工程研究中心、陕西省耐磨材料工程技术研究中心、陕西省纳料材料与技术重点实验室、西安市耐磨材料与技术工程研究中心、西安建筑科技大学耐磨材料研究所的中级试验基地,至今科研生产成绩斐然,现已形成产学研为一体的现代化企业态势。
公司主营产品有:双金属复合耐磨管道(弯管、直管、异形管)、双金属复合耐磨铸件、耐磨衬板、堆焊耐磨磨盘、堆焊耐磨磨辊、堆焊耐磨复合板、破碎机耐磨备件等耐磨配件其中双金属复合耐磨管道以良好的产品性能为市场高度认可,该产品广泛应用于电力行业、有色金属类厂矿企业,深受用户好评,成为耐磨管道新一代革新产品,取得了良好的经济效益和社会效益。
其主要特点与性能介绍如下:1、综合性能好复合管的外壁采用钢管,内衬采用高铬耐磨合金材料,形成了较好的冶金结合,既具有高合金材料的耐磨、耐腐蚀特性,又有较高的机械强度和较高的抗冲击性能,解决了单一材质难以调和的可焊性和耐磨性的矛盾,使材料性能优势发挥到最佳程度,使用安全可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双金属复合锤头的研制
左正国;李淑宏;许瑾
【期刊名称】《浙江冶金》
【年(卷),期】2009(000)002
【摘要】介绍研制成功的一种新型的双金属耐磨铸造材料,这种材料采用高铬铸铁和ZGD290-510两种金属液双层浇注而成,耐磨性、韧性都大大高于传统的高锰钢,比较了两种材料各自的使用特性,解决了高锰钢使用中存在的难题.
【总页数】3页(P31-33)
【作者】左正国;李淑宏;许瑾
【作者单位】杭州钢铁集团公司,杭州,310022;杭州钢铁集团公司,杭州,310022;杭州钢铁集团公司,杭州,310022
【正文语种】中文
【中图分类】TF7
【相关文献】
1.高铬铸铁-铸钢双金属复合锤头的研制 [J], 吴振卿;卢广玺;汤文伯
2.双金属耐磨复合锤头的研制和应用 [J], 许云华;方亮
3.双金属复合锤头的试制 [J], 熊映; 刘晨辉
4.电渣熔铸双金属复合锤头的研制 [J], 杨勇勤;胡须忠
5.双金属复合锤头的研制及生产 [J], 张军;吴振卿;熊博文
因版权原因,仅展示原文概要,查看原文内容请购买。