4000td生产线氮氧化物超低排放改造
燃煤电厂超低排放改造后环保设备运行管理李超

燃煤电厂超低排放改造后环保设备运行管理李超发布时间:2021-08-27T09:33:34.517Z 来源:《基层建设》2021年第15期作者:李超[导读] 经过几年运行过程的考验,燃煤电厂超低排放改造后,在运行过程中的典型性和普遍性问题逐一显现。
大唐山西发电有限公司太原第二热电厂山西太原 030041摘要:经过几年运行过程的考验,燃煤电厂超低排放改造后,在运行过程中的典型性和普遍性问题逐一显现。
为了探究其原因,通过调查燃煤电厂超低排放改造情况,从煤种的适应性、运行条件、已完成改造机组污染物监测结果等情况来看,排放的烟尘、二氧化硫、氮氧化物污排放浓度均可达到超低排放要求,但是否能长期、稳定、经济高效的保持超低排放运行,与燃煤电厂的日常运行管理与维护有重要关系,燃煤电厂不仅要从技术层面进行加强,更需要从管理角度给予足够的重视。
关键词:燃煤电厂;超低排放改造;环保设备;运行管理1超低排放改造后出现的问题1.1脱硝系统超低改造后的问题1.1.1锅炉低氮燃烧锅炉低氮燃烧脱硝效果受到机组尺寸、过剩空气系数、电厂负荷、煤种等多种因素的影响。
与高效燃烧所要求的条件相反,低氮燃烧不利于煤粉的燃烧,进而影响蒸汽温度(过热和再热气温),导致飞灰含碳量显著增加,CO浓度增加,燃烧效率降低,燃烧劣质煤燃烧时火焰稳定性降低,甚至可能出现炉膛水冷壁严重高温腐蚀问题。
1.1.2SCR脱硝超低改造技术大部分超低排放燃煤电厂脱硝系统改造的主要技术措施是采用旧催化剂替换新催化剂,或增加催化剂交替层数,改造方法和措施较为简单,烟气流动均匀,关键问题较多,如对氨喷射系统的优化调整没有考虑,造成脱硝系统在实际运行中存在许多问题,如脱硝反应器出口NOx质量浓度偏差大,氨逸出质量浓度过高,注氨不均匀,流场不均匀。
1.1.3SNCR超低改造脱硝技术SNCR脱硝技术主要应用于循环流化床锅炉超低改造技术,脱硝效率可达70%左右。
实际运行中存在的一些问题,SNCR脱硝技术经常发生因喷氨管或喷嘴堵塞现象,炉体脱硝效率下降,严重时在SNCR脱硝系统停机,后续脱硝系统压力增加,长期超负荷运行,降低SCR脱硝系统的脱硝效率,输出过量的氮浓度,氨逸出。
超低排放改造出现的问题难点及处理方法

超低排放改造出现的问题难点及处理方法摘要:在我国工业化大发展的过程中,燃煤机组对于我国的工业发展起到了十分关键的作用,但也给环境污染带来了诸多的问题,主要是二氧化硫、氮氧化物、烟尘等污染物的排放,燃煤电厂占全国总排放量的1/3,燃煤机组的超低排放,是环境大气治理的必然选择,由于是现役机组的改造,会带来诸多的问题。
前言就目前我国的工业发展现状而言,燃煤机组依然起着举足轻重的作用,经过多年的发展,燃煤机组已形成一定规模及技术模式,但当时只重视工业化大发展,而忽视了环境保护。
近几年以来中国的中东部地区,连续出现雾霾天气,火电行业产生的一次与二次MP2.5是重要的排放源,控制燃煤电厂排放的大气污染物成为治理雾霾天的首要举措。
对于燃煤机组,国际已经通过法律手段要求使用超低排放技术。
所谓污染物超低排放技术,是指通过先进的设备综合治理技术,使污染物的排放达到国家颁布的标准,其意义从根本上解决煤炭能源与环境的瓶颈,但由于是超低排放改造,在改造中就会出现不同的问题。
1超低排及节能放改造过程中出现的问题由于超低排放改造是对已投运机组的脱硝、除尘、脱硫进行技术改造,这就涉及到已安装好设备的拆除,新技术设备的安装,这就造成整个改造的费用非常的高,沿海某电厂,2台百万机组的超低排放改造的预算是1.5个亿,每台机组的改造费用为7500万,一台百万机组的改造时间最少60天,加上60天少发的电量,这对企业是一个不小的负担。
2处理方法2.1改造的费用虽然环保部、发改委、能源局再次发布《全面实施燃煤电厂超低排放和节能改造工作方案》中明确了对达到超低排放水平的燃煤发电机组,按照《关于实行燃煤电厂超低排放电价支持政策有关问题的通知》(发改价格〔2015〕2835号)要求,给予电价补贴。
2016年1月1日前已经并网运行的现役机组,对其统购上网电量每千瓦时加价1分钱;2016年1月1日后并网运行的新建机组,对其统购上网电量每千瓦时加价0.5分钱。
5000td生产线低氨脱硝技术改造
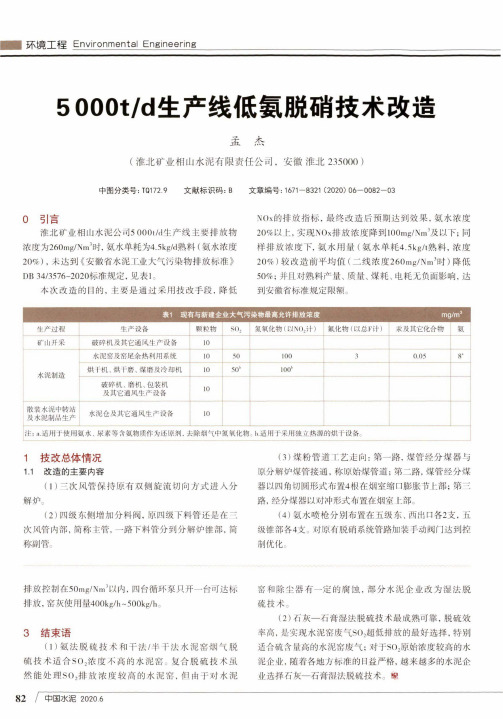
y 环境工程Environmental Engineering5 OOOt/d生产线低氨脱硝技术改造孟杰(淮北矿业相山水泥有限责任公司,安徽淮北235000 )中图分类号:T Q172.9 文献标识码:B文章编号:1671—8321 (2020) 06—0082—030引言淮北矿业相山水泥公司5 000t/d生产线主要排放物 浓度为260mg/Nm3时,氨水单耗为4.5kg/d熟料(氨水浓度 20%),未达到《安徽省水泥工业大气污染物排放标准》DB34/3576-2020标准规定,见表1。
本次改造的目的,主要是通过采用技改手段,降低NOx的排放指标,最终改造后预期达到效果,氨水浓度 20%以上,实现NOx排放浓度降到lOOmg/Nm1及以下;同样排放浓度下,氨水用量(氨水单耗4.5kg/t熟料,浓度 20%)较改造前平均值(二线浓度260mgmm3时)降低 50%;并且对熟料产量、质量、煤耗、电耗无负面影响,达 到安徽省标准规定限额。
现有与新建企业大气污染物最离允许排放浓度 mg/m3生产过程生产设备颗粒物s o.氮氧化物(以1^02计)氟化物(以总F计)汞及其它化合物氨矿山开采破碎机及其它通风生产设备10水泥制造水泥窑及窑尾余热利用系统105010030.058"烘干机、烘干磨、煤磨及冷却机1050丨,100 丨,破碎机、磨机、包装机及其它通风生产设备10散装水泥中转站及水泥制品生产水泥仓及其它通风生产设备10注:a.适用于使用氨水、尿素等含氨物质作为还原剂,去除烟气中氮氧化物h.适用于采用独立热源的烘干设备.;1技改总体情况1.1改造的主要内容(1)三次风管保持原有双侧旋流切向方式进人分解炉。
(2)四级东侧增加分料阀,原四级下料管还是在三 次风管内部,简称主管,•路下料管分到分解炉锥部,简 称副管。
排放控制在50mg/Nm3以内,四台循环泵只开一台可达标 排放,窑灰使用量400kg/h~500kg/h。
水泥窑超低排放改造可行技术
水泥窑超低排放改造可行技术水泥窑是水泥生产过程中重要的设备之一,然而,其排放出的废气对环境和人类健康造成了很大的影响。
为了减少水泥窑排放的污染物,超低排放改造技术被提出并得到了广泛应用。
本文将介绍水泥窑超低排放改造的可行技术。
一、超低排放改造的背景及意义水泥窑排放的废气中主要含有二氧化硫、氮氧化物、颗粒物等有害物质,对大气环境和人体健康造成了严重的威胁。
超低排放改造旨在通过技术手段降低水泥窑的排放浓度,达到环境保护的要求,保障人类健康。
二、超低排放改造技术的主要措施1. 窑尾烟气处理:通过安装脱硫、脱硝装置,减少二氧化硫和氮氧化物的排放。
脱硫装置采用石膏湿法脱硫或者选择性催化还原脱硫技术,有效去除二氧化硫。
脱硝装置采用选择性催化还原脱硝技术或者氨水喷射脱硝技术,降低氮氧化物的排放。
2. 余热回收利用:水泥窑烟气中含有大量热能,可以通过余热回收设备进行回收利用,提高能源利用效率。
常见的余热回收技术包括余热锅炉、余热发电等。
3. 颗粒物治理:采用除尘设备对水泥窑烟气中的颗粒物进行净化。
常见的除尘设备包括静电除尘器、袋式除尘器等,可以有效降低颗粒物的排放浓度。
三、超低排放改造技术的优势和挑战1. 优势:超低排放改造技术可以有效降低水泥窑的排放浓度,达到环保要求。
同时,通过余热回收利用,还可以提高能源利用效率,降低生产成本。
2. 挑战:超低排放改造技术在实施过程中面临一些技术和经济上的挑战。
首先,改造设备需要占用一定的空间,对现有生产线进行改造会带来一定的困难。
其次,改造设备的投资和运维成本较高,对企业经济造成一定的压力。
此外,改造过程中需要保证生产正常进行,对生产线的停机时间要求较高。
四、超低排放改造的应用案例超低排放改造技术已经在国内外水泥企业得到了广泛应用。
例如,某水泥企业在窑尾烟气处理方面采用了石膏湿法脱硫和选择性催化还原脱硝技术,成功降低了二氧化硫和氮氧化物的排放浓度;同时,通过余热回收利用,将烟气中的热能转化为电能,提高了能源利用效率。
超低排放工程施工方案

一、项目背景随着我国环保政策的不断加强,钢铁、电力、水泥等行业的排放标准日益严格。
为响应国家“大气污染防治行动计划”,实现绿色发展,本项目针对现有锅炉烟气排放进行超低排放改造,以满足国家最新排放标准。
二、工程目标1. 实现锅炉烟气颗粒物、二氧化硫、氮氧化物等污染物排放浓度达到国家最新超低排放标准;2. 提高锅炉运行效率,降低能耗;3. 保障工程安全、环保、高效、经济。
三、工程内容1. 烟气脱硫:采用SDS干法脱硫布袋除尘器,将烟气中的二氧化硫去除,使烟气中SO2浓度低于35mg/m³;2. 烟气脱硝:采用SNCR脱硝技术,将烟气中的氮氧化物去除,使烟气中NOx浓度低于50mg/m³;3. 烟气除尘:采用布袋除尘器,将烟气中的颗粒物去除,使烟气中颗粒物浓度低于5mg/m³;4. 优化燃烧过程:通过调整燃烧器结构、优化燃烧参数等手段,降低污染物排放。
四、施工方案1. 施工准备(1)组织施工队伍,明确各工种人员职责;(2)熟悉图纸、施工方案及有关技术规范;(3)做好施工现场的“三通一平”(通路、通电、通水、平整场地);(4)确保施工材料、设备、人员到位。
2. 施工流程(1)拆除原有锅炉烟气处理设施;(2)安装脱硫、脱硝、除尘设备;(3)进行管道、阀门、仪表等配套设施的安装;(4)进行电气、仪表调试;(5)进行系统联调,确保各系统运行正常;(6)进行试运行,对系统进行优化调整;(7)进行验收,交付使用。
3. 施工要点(1)严格按照设计图纸和施工规范进行施工;(2)确保施工质量,杜绝返工现象;(3)加强施工现场管理,确保施工安全;(4)做好施工过程中的环保措施,减少对环境的影响;(5)合理安排施工进度,确保工程按时完成。
五、施工组织与管理1. 成立施工项目部,明确项目经理、技术负责人、质量负责人等职责;2. 建立健全施工管理制度,严格执行;3. 定期召开施工会议,协调解决施工过程中遇到的问题;4. 加强施工现场安全管理,确保施工安全;5. 做好施工过程中的环保工作,确保施工过程中不产生二次污染。
全面实施燃煤电厂超低排放和节能改造工作方案

全面实施燃煤电厂超低排放和节能改造工作方案I.引言燃煤电厂作为我国电力生产的主要方式之一,已经在我国能源产业中发挥着重要作用。
然而,由于燃煤电厂的燃烧过程不仅会排放大量的二氧化碳等温室气体,还会产生大量的氮氧化物、硫氧化物、颗粒物等污染物,对环境和人类健康造成巨大影响。
为了应对全球气候变化,我国政府已经提出了减少碳排放的目标。
为了实现这一目标,必须对燃煤电厂进行超低排放和节能改造。
II.超低排放技术1.优化煤炭燃烧过程:通过优化煤粉燃烧过程,减少窑尾氮氧化物的排放。
采用高效烟气脱硝技术,抑制窑尾氮氧化物的生成。
2.粉煤灰的处理技术:采用高效的粉煤灰处理技术,降低粉煤灰的含碳量。
在粉煤灰处理过程中,可以采用高效脱硫、脱氮和除尘设备,减少污染物的排放。
3.烟气脱硝技术:通过添加脱硝剂,将烟气中的氮氧化物转化为氮气和水。
采用高效的烟气脱硝技术,可以将燃煤电厂的氮氧化物排放降至极低水平。
III.节能改造技术1.锅炉燃烧系统的改造:通过对锅炉内部进行优化改造,提高燃烧效率,降低燃煤电厂的能耗。
2.烟气余热回收技术:通过对烟气进行余热回收,将烟气中的热能转化为电能或其他能源,提高能源利用效率。
3.节能设备的安装:安装高效节能设备,如变频调速器、节能灯等,降低电厂的能耗。
IV.实施步骤1.制定实施计划:制定全面实施燃煤电厂超低排放和节能改造的年度计划,明确具体的改造项目和时间表。
2.统一监管和管理:建立统一的监管和管理机制,加强对燃煤电厂超低排放和节能改造工作的监督和管理,确保改造工作的顺利进行。
3.提供政策支持:政府应提供相应的政策和经济支持,鼓励燃煤电厂进行超低排放和节能改造。
4.推广示范工程:选取一些典型的燃煤电厂进行超低排放和节能改造,作为示范工程进行推广,向其他电厂宣传其改造成果和经验。
5.不断完善技术:不断研发和推广更先进的超低排放和节能改造技术,提高燃煤电厂的能源利用效率,减少污染物的排放。
V.预期成果通过全面实施燃煤电厂超低排放和节能改造工作方案,预计能够实现以下成果:1.大幅减少燃煤电厂的温室气体排放,对应对全球气候变化起到积极作用。
超低排放改造工作开展对生态环境的意义

超低排放改造工作开展对生态环境的意义如今是我国环保工作的关键时期,纵然面临着无数挑战也在政策指导、环保人努力、相关人员、企业的配合以及民众的监督下不断取得成果,而如今钢铁、水泥等重要排污主体行业的超低排放改造工作也业已展开。
超低排放,是指火电厂燃煤锅炉采用多种污染物高效协同脱除集成系统技术,使其大气污染物排放浓度基本符合燃气机组排放限值,即二氧化硫不超过35 mg/m³、氮氧化物不超过50 mg/m³、烟尘不超过10 mg/m³。
而超低排放改造即是针对国内各相关行业生产线进行改造,以满足其超低排放的要求。
重点行业绿色升级工程中明确要求:到2025年,完成5.3亿吨钢铁产能超低排放改造,大气污染防治重点区域燃煤锅炉全面实现超低排放。
而对钢铁企业而言,在钢铁冶炼工序中,烧结过程排放的烟气污染物较多、体量较大,占全流程工艺污染排放量的70%左右。
经调查了解到,钢铁行业的污染物排放存在以下问题:1.污染物排放口众多,一个年产800万吨的钢铁厂有组织排放口在200个左右;2.流程长,钢铁长流程企业拥有焦化、烧结、球团、炼铁、炼钢、热轧、冷轧等多道工序;3.污染物排放种类多,除了颗粒物、SO2、NOx等3种特征污染物外,还含有VOCs、二噁英、重金属等;4.无组织排放治理难度大,无组织排放点位多,每个钢铁企业有几千个产生无组织排放的点位;5.物流运输量大,吨钢运输量在3.5吨左右,有些区域难以实现铁运、海运等集中运输方式。
超低排放改造工作为解决钢铁企业面临的无组织排放缺乏系统管理、精准管控治理技术不足、污染排放工序节点多且缺乏全流程系统集成等问题,而超低排放管控治一体化平台系统,可将所有有组织、无组织监测和治理设施均实现联网,并将监测数据集中采集对接至一体化平台实现数据信息的查看、分析、存储,全面加强企业治理设施的数据集成和系统控制能力,为企业实现超低排放提供有力支撑。
4500td熟料生产线超低排放技改措施及效果
摘要:介绍了MFC 分解炉+五级单系列旋风预热器系统的改造方案,该方案采用了自还原脱硝技术,调整了三次风管接入位置和C4旋风筒下料管位置,使用了重锤压紧式窑尾密封,采用了无外风节能型强旋流入炉燃烧装置。
技术改造后,系统阻力降低,年均电耗下降1.62kW·h/t熟料,标煤耗下降3.15kg/t 熟料,满足了氮氧化物排放值<100mg/m 3(标)的要求。
关键词:超低排放;系统降阻;分解炉扩容降速;分级燃烧脱硝降氮中图分类号:TQ172.622.29文献标识码:B 文章编号:1001-6171(2021)01-0050-07DOI :10.19698/ki.1001-6171.20211050通讯地址:1合肥丰达水泥科技有限公司,安徽合肥230601;2卫辉市春江水泥有限公司,河南卫辉453100;收稿日期:2020-06-09;编辑:吕光4500t/d 熟料生产线超低排放技改措施及效果张少明1,刘宏保2,张耀智1,洪宝1Measures and Effects of Ultra-low Emission Technical Transformationof a 4500t/d Clinker Production LineZHANG Shaoming 1,LIU Hongbao 2,ZHANG Yaozhi 1,HONG Bao 1(1.Hefei Fengda Cement Technology Co.,Ltd.,Hefei Anhui 230601,China;2.Chunjiang Cement Co.,Ltd.,Weihui Henan 453100,China )Abstract :In this paper,the transformational scheme of MFC decomposition furnace &5-stage single series cyclone preheater system is introduced.The scheme adopts self-reducing denitrification technology and adjusts the access position of 3rd-air pipes and the feeding position of C4cyclone tube.In addition,this scheme also adopts the heavy hammer compression kiln tail seal,and the energy-saving strong swirly flow into the furnace combustion device without external air.After the transformation,due to the lower resistance of system,the average power consumption is reduced by 1.62kW·h/t.cl,the standard-coal consumption reduced by 3.15kg/t.cl,and the NOx emission value controlled less than 100mg/Nm 3,which meets the emission requirement.Key words :ultra-low emissions;system resistance reduction;capacity expansion and velocityreduction of calciner;denitrification and NOx emission reduction1引言某公司现有两条4500t/d水泥熟料生产线,生产工艺基本一致,分别于2008年5月和2009年7月建成投产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4000t/d生产线氮氧化物超低排放改造
摘要:随着《2019 年邢台市工业污染深度治理攻坚战方案》的实施,环保标准的不断严格,公司按照“五稳保一稳”的原则,采用“稳定煅烧+分级燃烧+SNCR+系统密封治理+智能脱硝”的综合技术路线,分步对整个工艺系统氮氧化物超低排放进行了综合改造。
改造后,氮氧化物排放折算浓度平均值为39.9 mg/Nm3,并长期稳定在50 mg/Nm3以内,氨水用量1.5 m3/h,对熟料产质量无负面影响,达到了技改的目的。
从2018年11月开始,我公司对临城分公司和牛山分公司2条4 000 t/d
熟料生产线分别进行了氮氧化物超低排放综合治理项目改造,改造后,氮氧化物排放折算浓度平均值为39.9 mg/Nm3,并长期稳定在50 mg/Nm3以内,满足了《2019年邢台市工业污染深度治理攻坚战方案》的要求,率先在邢台地区实现了氮氧化物的超低排放。
1 第一阶段改造
第一阶段,我们按照“五稳保一稳”的原则,采用“稳定煅烧+分级燃烧
+SNCR+系统密封治理”的综合技术路线,对整个工艺系统进行了综合治理。
1.1 改造措施
1.1.1 稳定煅烧
采用DF-5701元素在线分析仪,实施了连续稳定在线配料项目改造,采用先进的司德伯秤、气悬浮风机、陶瓷内筒、高效锁风装置,经过用风、用煤、稳料等“五稳”项目的实施,确保了整个工艺系统的连续稳定,并降低了氮氧化物的本底值,降低了系统的氧含量,降低了能源消耗,为分级燃烧降低氮氧化物排放,打下了坚实的基础。
1.1.2 分级燃烧
分级燃烧采用蒸汽低氨燃烧脱硝技术。
水泥窑蒸汽低氨燃烧脱硝技术是依据分解炉的具体情况,对系统的风、料、煤、烟室缩口结构,入分解炉管道位置和角度,C4撒料箱等相关设备进行技术升级,通过煤粉在分解炉下锥体部位无焰贫氧燃烧产生CO、CH4、H2、HCN和固定碳等还原剂,将窑内产生的NOx还原成无污染的N2排入大气。
同时配合系统硬件相关参数变更匹配和工艺操作调整达
到系统再平衡,实现降低NOx总量,减少SNCR氨水使用量和高产优质稳定运行的目的。
1)改造燃烧器
把4个贫氧燃烧器安装在分解炉锥体底部膨胀节以上适当位置,另外2个燃烧器安装在三次风管以上合适位置。
煤粉经分煤器、输煤管道进入改造后的4个贫氧燃烧器和另外2个燃烧器,喷入分解炉中。
煤粉分级改造设计及现场图见图1。
2)改造C4下料管
C4下料管中的生料,通过分料阀进入分解炉的锥体位置,可以达到调节分解炉锥体温度,防止高温结皮现象的产生。
同时使部分物料进入改造的低氧还原区,利用生料中氧化钙等金属氧化物对煤焦及煤粉的催化作用,还原窑炉内生成的NOx。
根据原系统的运行状况,我们对原C4下料管下料的位置进行改造,具体方案为:
在原分解炉C4两个下料管中,来料分成两部分,一部分料进入上面的C4下料管。
一部分料进入下面的C4下料管。
把上面的C4撒料盒及分料阀以下的下料管拆除掉,根据设计把撒料盒重新开孔提高安装,重新布置下料管的位置。
把下面C4下料管的撒料盒根据设计抬高到合适位置,并安装新的可调式撒料盒及下料管,把分料管的锁风阀更换成新的微动锁风阀。
将分出的部分生料经新改造的下料管、微动锁风阀、可调式撒料盒喂入分解炉锥体下部的燃烧器和蒸
汽喷枪位置的上方合适位置。
制作分料阀及锁风阀的操作平台护栏及爬梯,外表面做除锈刷漆处理。
C4下料管改造设计与现场图见图2。
3)三次风管改造
为了使低氧还原区具有充足的反应空间,我们将分解炉三次风管进行上移改造。
根据窑型设计,在分解炉原三次风管进口上部直筒合适位置重新开孔,把进入分解炉的三次风管上移,使其均匀抬高至合适的高度,三次风管与分解炉上新开的开口对接。
再把原分解炉上三次风进口封闭,使其形成新的三次风通道,三次风管制作新的平台及护栏。
分解炉三次风管进入分解炉处进行优化处理。
三次风管上移改造设计及现场图见图3。
1.1.3 主输煤管道技改
根据工艺需求将原窑尾输煤主煤管由Φ325 mm变为Φ273 mm×8.0 mm无缝钢管,长度约120 m。
1.1.4 SNCR喷枪系统技改
为了确定两条生产线的氨水最佳喷入点位置,我们进行了大量的摸索调整,从分解炉出口、C5出口、分解炉喷枪多层布置、C5锥部等部位,不断试验,寻求氮氧化物排放本底值最低、氨水用量最少、SNCR脱硝效率最佳的喷氨点位组合方式。
最终确定了两条生产线均在C5上升烟道上共安装6支脱硝喷枪,氨水及雾化所需要的压缩空气都从原脱硝系统控制柜内引出,控制系统保持不变。
1.1.5 系统密封治理
立磨喂料系统原使用的为回转下料器,漏风量大,窑尾排放氧含量高,会导致氮氧化物折算值升高,影响氮氧化物超低排放实施效果。
因此我们对其转子秤进行了改造,控制喂料器运转速度,将料位稳定在设定的范围之内,最大程度地减少了系统漏风。
改造后,窑尾烟囱氧含量检测值稳定在6.0%,达到了最优状态。
1.2 改造效果
经过第一阶段的改造,氮氧化物排放折算浓度平均值为43.1 mg/Nm3,氨水用量约1.05 m3/h,并能保持稳定,对熟料产质量均没有负面影响。
改造前后对比见表1。
2 第二阶段改造
2.1 确定改造方案
经过第一阶段的综合治理,颗粒物、二氧化硫、氮氧化物的排放指标初步达到邢台市要求的超低排放目标值(颗粒物低于10 mg/Nm3、SO2低于50 mg/Nm3、NOx低于50 mg/Nm3)。
随后邢台市大气污染防治领导小组办公室又进一步强化了重点大气污染企业的总量控制,为适应邢台市日益严峻的环保政策及目前国内最严格的环保排放标准,需进一步降控NOx。
经综合对比分级燃烧+低温SCR技术、复合催化剂HECDC-II技术的各项经济技术指标,发现在现有分级燃烧基础上,配合高效智能SNCR脱硝系统实现超低排放是当前相对性价比最优的技术路线,且该项目建设周期短、解决问题快,能尽快实现正常生产。
2.2 高效智能脱硝改造措施
2.2.1 喷枪分层布置
高效智能脱硝系统喷枪分层布置,根据实时特定工况下每层喷枪的脱硝效率差异调整每组喷枪的氨水流量和压缩空气压力,以实现高效脱硝。
在烟气流向通道上预开多个喷枪安装孔,在调试时测试每个孔的相对脱硝效率,在这些预开孔中筛选出脱硝效率最高的孔做为喷枪的安装位置。
见图4。
2.2.2 集成控制单元
我们将可靠性高、精度高的测量仪器和控制阀门都集成为一个整体,便于现场安装和维护。
2.2.3 在线氨气检测分析仪
为实现氨逃逸的控制,需要精确采集预热器一级出口的氨逃逸数据,为此我们还专门配置了精准的氨逃逸监测仪。
2.2.4 智能系统软件
高效智能SNCR系统通过与装配PLC和现有DCS系统建立通讯连接,采用智能软件学习全部数据驱动的方法来分析烧成系统,模拟特定工艺条件对现有SNCR喷枪效率的影响,帮助选择合适的喷嘴和安装位置,使氨水在NOx含量高的区域充分反应,避免不必要的氨逃逸(高效利用氨水)。
软件核心技术,模型适应性和优先级选择、氮氧化物排放预测功能、便捷人机操作系统见图5~图7。
氨水在炉内可能产生的反应式如下,这17个反应式会伴随着脱硝的过程同时存在:
4NO+4NH3+O2→4N2+6H2O(1)
6NO+4NH3→5N2+6H2O(2)
6NO2+8NH3→7N2+12H2O(3)
2NO2+4NH3+O2→3N2+6H2O(4)
4NH3+3O2→2N2+6H2O(5)
4NH3+5O2→4NO+6H2O(6)
4NH3+7O2→4NO2+6H2O(7)
2NH3+2O2→N2O+3H2O(8)
2NH3+8NO→5N2O+3H2O(9)
4NO+4NH3+3O2→4N2O+6H2O(10)
12NO2+16NH3+7O2→14N2O+24H2O(11)
2SO2+O2→2SO3(12)
NH3+SO3+H2O→NH4HSO4(13)
2NH3+SO3+H2O→(NH4)2SO4(14)
2NH4HSO4→(NH4)2SO4+H2SO4(15)
NH4HSO4+NH3→(NH4)2SO4(16)
NH3+HCl→NH4Cl(17)
在追求氨水利用率高的时候,系统会选择反应式(1)~(4)为主要反应的区域进行脱硝反应,此时氨水用量最小。
当氨水用量少到极致,氨逃逸仍然无法控制时,系统会智能调整氨水的喷射方案,以增加在氨逃逸少的区域喷射的氨水比例,此时,反应式(5)~(17)所占的比例也会增加,氨水的脱硝利用率不是最高,但氨逃逸极少。
与改造前相比虽然氨水用量有所增加,但减少了氨逃逸,对下一步有效控制氨逃逸打下了良好的基础。
3 效果
表2是使用高效智能SNCR脱硝系统后调试期间的运行数据。
表3是使用高效智能SNCR脱硝系统后从河北省污染源自动监控平台导出的窑尾排放数据。
从表2、表3可以看出:
(1)采用“稳定煅烧+分级燃烧+SNCR+系统密封治理+智能脱硝”的综合技术路线,完全可以满足目前严格的环保排放要求,对现有新型干法熟料线进行超低排放综合治理实现NOx的超低排放具有示范意义。
(2)项目具有较高的可靠性。
(3)在项目投资费用、运行成本费用方面,对比国内其他的脱硝技术路线,具有较好的经济性。
(4)推广“稳定煅烧+分级燃烧+SNCR+系统密封治理+智能脱硝”的综合技术路线,对促进生态环境好转,推进当地污染物减排,保障职工及周边群众健康具有重要意义。