马钢9号高炉
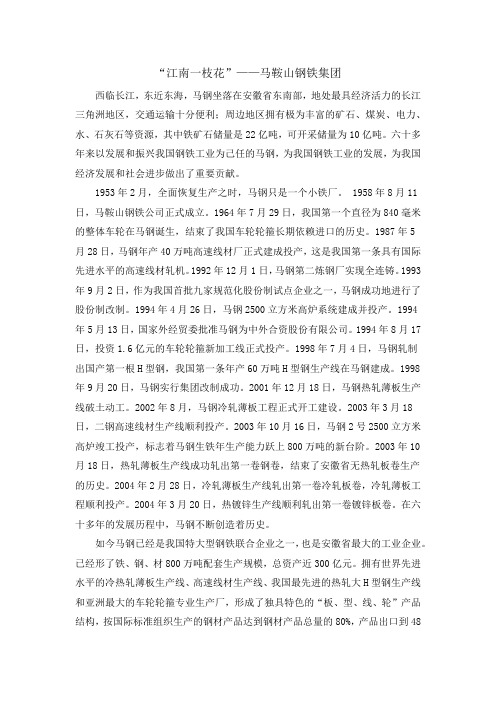
中国高炉情况表

1.4000m3级高炉(4座,17223m3)
宝钢4号 4747
宝钢3号 宝钢2号 宝钢1号
4350
4063
4063
2.3000m3级高炉(5座,16000m3)
武钢5号 3200
沙钢3号 2680
本钢7号 2600
武钢6号 鞍钢新1号 鞍钢新2号
3200
3200
3200
3.2000m3级高炉(35座,82641m3)
包钢3号 2200
包钢4号 2200
涟钢新1号 韶关7号 南京新1号 首钢4号
2200
2200
2200
2100
攀钢5号 2000
宣钢9号 2000
酒钢1号 1800
邯钢7号 昆钢6号 唐钢2号
2000
2000
2000
4.1000m3级高炉(58座,73231m3)
云南玉溪明
湘钢4号
定
首钢2号
1800
重钢5号
1200 广东河源德
润
攀钢2号
1200 山东奥华微
坊
本钢6号 2600
首钢1号 2536
莱钢 2218
安阳9号 2200
天钢1号 2000
济钢8号 1750
海鑫2号 1380
梅山3号 1250
攀钢3号 1200
湘钢新1 号
炉容,m3 厂名,炉
号 炉容,m3 厂名,炉
号 炉容,m3 厂名,炉
首钢迁安1 首钢迁安2
沙钢4号
号
号
2680
2650
鞍钢10
号
鞍钢11号
2650 唐钢3号
2580
2580
2560
马钢10#高炉高Al2O3炉渣冶炼实践
Ma nh n 4 0 0 C ia ' sa 2 3 0 , hn ) a
Ab t a t sr c :Ai d a h h r c e it s o i h A1 lg o 0 me tt e c a a trsi f h g 2 sa f 1 BF t e p ro ma c f t e sa r n l z d c 03 , h e f r n e o h lg a e a ay e .
摘要: 针对 1 0 高炉炉渣 中 A 高 的特性 , l 通过对炉渣性能 的分析 , 调整操作制度 , 改善炉渣性能 , 加强炉前管理等 , 1 高炉 使 生产水平 明显提高 。
关键词: 高炉; A:, 高 1 炉渣; O 冶炼
中 图分 类号 : F 2 T54 文 献标 识 码 : B
o e sa n e n o c n h n g me t ft e f r a e I ma e h r d c in l v lo v o sy i c e s . f h lg a d r i f r i g t e ma a e n u n c . t k s t e p o u t e e b i u l n r a e t o h o
P o u t n P a t e o 0 F wi g 2 l g i se l r d ci r c i f1 #B t Hih A1 S a n Ma te o c h O3
LI Hon .CHEN a -x ang U g Xi o i
( ' sa rn& Se l o Lda F raeC ag u pyn Ma nh nI a o t . t. un c h re S p lig& S ln o; . o1G nrl rn a igPa t eC . e igC . bN . e ea I m kn ln, l o
马鞍山市人民政府关于增补马钢9号高炉和游酢墓为第六批市级文物保护单位的通知
马鞍山市人民政府关于增补马钢9号高炉和游酢墓为第六批市级文物保护单位的通知
文章属性
•【制定机关】马鞍山市人民政府
•【公布日期】2018.09.18
•【字号】马政秘〔2018〕57号
•【施行日期】2018.09.18
•【效力等级】地方规范性文件
•【时效性】现行有效
•【主题分类】文物及历史文化遗产保护
正文
马鞍山市人民政府关于增补马钢9号高炉和游酢墓为第六批
市级文物保护单位的通知
各县、区人民政府,市政府各部门、直属机构,有关单位:
根据《中华人民共和国文物保护法》和国务院、省政府关于进一步加强文物工作的要求,经市政府常务会议研究审核,决定增补如下2处文物点为第六批市级文物保护单位。
现将有关事项通知如下:
一、古墓葬(1处)
游酢墓:位于含山县林头镇隐龙行政村杨山林场车辕岭南侧山脚下。
时代为宋代。
保护范围:以墓本体为中心,四周各10米。
建设控制地带:东至马路,南至马路,西、北两面保护范围向外延伸45米。
二、近现代重要史迹及代表性建筑(1处)
马钢9号高炉:位于马鞍山市马钢股份有限公司二铁总厂北区。
时代为现代。
保护范围:高炉本体外5米。
建设控制地带:保护范围外5米。
马鞍山市人民政府2018年9月18日。
近期马钢4000m3高炉炉底板上翘原因分析
近期马钢4000m3高炉炉底板上翘原因分析摘要:马钢4000m3高炉一代炉龄已近13年,高炉炉缸区域部分设备出现老化现象,其中炉底板上翘导致整个炉壳上涨,严重影响高炉设备、特别是高炉炉缸的安全。
2011年发现马钢4000m3炉底板边缘上翘,至2015年,边缘上翘已达180mm左右,期间采用化学植筋方式抑制上涨力取得良好效果,但仍存在炉底板四周翘起与基础之间距离波动且阶段上涨的现象。
本文通过对近期马钢4000m3高炉生产数据的统计,分析了炉内操作参数、炉型、炉前出铁和有害元素等对近期高炉炉底板上翘的影响。
关键词:高炉;炉底板;上翘;操作参数;炉型1.前言马钢4000m3高炉于2007年2月建成投产,炉缸、炉底采用“陶瓷杯+全炭砖炉底”结构,设计采用薄炉衬,全冷却壁结构,软水密闭循环冷却系统,高炉整体共设19 层冷却壁,炉缸区域1-6 层为铸铁冷却壁,炉腹至炉身下部7-12 层采用铜冷却壁,13-19 层则为铸铁冷却壁,设置4个铁口,36个风口。
该高炉为自立式框架结构,高炉本体与炉体框架脱开,煤气上升管、上料罐、热风围管等重量由炉体框架承载,通过波纹补偿器与高炉本体脱开。
2011年底,高炉炉底板边缘发生上翘现象,2012年炉底板上翘50-110mm,到2015年,边缘上翘已达180mm左右。
主要现象为:炉底板边缘上翘,炉底板呈锅底状;炉顶导出管补偿器以及风口送风支管补偿器变形严重;下罐与上方结构梁之间的距离变小;十层冷却壁外部配管受平台挤压焊缝漏水等。
期间采用化学植筋方式抑制上涨力取得良好效果,但仍存在炉底板四周翘起与基础之间距离波动且阶段上涨的现象。
图1、2、3分别为近期炉底板应力值、炉底板各方位上翘值和40米标高测量值,由图可知9月末期,东、西、南、北方向分别上升6mm、6mm、1mm、5mm;本文通过对近期马钢4000m3高炉生产数据的统计,分析了炉内操作参数、炉型、炉前出铁和有害元素等对高炉炉底板上翘的影响。
国产TRT机组在马钢高炉上的应用
TRT( p Ga r s u eReo e y Tu bn 全 名 为 高 To sP e s r c v r r ie)
强度 10 3/n。 d , 压 0 2 a以 上 , 国 内 同行 业 相 . 5t (1・ )顶 . MP 在 同容积高炉中处领先地位 , 是决定 丁 T 这 RF发 电 量在 如此 短 的 时 间 内 超 设 计能 力 的关 键 所 在 。
2 k h 3号 TR 发 电 量 4 3 4万 k h( 6W ; T 8. w t铁 发 电 量
3 马 钢 TR 机 组 运 行 要 素 T
3 1 高 炉 的 稳 定 顺行 .
T T 作 为 高炉 节 能 的 装 置 , 本 身 运行 的 好 坏 是 由高 R 其
炉是 否 稳 定 顺 行 决 定 的 。 R 的 发 电 量 主要 取 决 于 高 炉顶 T T
产 量 2 0万 t 利用 系数 2 4 煤 气 发 生 量 为 4 万 m。h 冶炼 1 , ,, O /,
1k h 按 此 计 算 , 钢 第 二 炼 铁 总 厂 每 年 可 为 公 司 自产 电 8w ) 马 量 1 4亿 k h 除 去 运 行 成 本 按 0 3 . w , . 3元 / w h 不 含 税 ) k ( 计 算 , 经 济 效 益 可 达 O 12亿 元 / 。 创 .6 a 利 用高炉 年修机会 , 20 从 0 1年 起 对 1号 2 0 m。 炉 50 高 TR 透 平 机 进 行 过 3次 揭 盖 大 修 , 均 2 个 月 1 。机 内 T 平 . 1 次 清 污 , 备 消 陷 , 时 积 累 了 一 定 的 运行 检 修 经 验 。 设 同
3 2 静 叶 可 调 技 术 的 合 理 运 用 .
马鞍山钢铁股份有限公司_企业报告(业主版)

本报告于 2023 年 08 月 16 日 生成
2/37
1.4 行业分布
近 1 年马鞍山钢铁股份有限公司的招标采购项目较为主要分布于机械设备 仪器仪表 专用设备修理行 业,项目数量分别达到 45 个、16 个、13 个。其中其他建筑建材 机械设备 电力、城市燃气、蒸汽和 热水、水项目金额较高,分别达到 81042.02 万元、46289.48 万元、14659.73 万元。 近 1 年(2022-09~2023-08):
江苏久联冶金机械 制造有限公司
转鼓式切头飞剪总成
二重(德阳)重型装 备有限公司
12867.5 4422.2 4266.0 979.1 949.9 828.9 658.1 579.0
2022-10-25 2023-04-23 2023-01-04 2023-04-17 2022-09-26 2022-09-06 2023-02-24 2023-05-04
1.1 总体指标 ...........................................................................................................................1 1.2 需求趋势 ...........................................................................................................................1 1.3 项目规模 ...........................................................................................................................2 1.4 行业分布 ...........................................................................................................................3 二、采购效率 ...............................................................................................................................10 2.1 节支率分析 .....................................................................................................................10 2.2 项目节支率列表 ..............................................................................................................10 三、采购供应商 ...........................................................................................................................11 3.1 主要供应商分析 ..............................................................................................................11 3.2 主要供应商项目 ..............................................................................................................11 四、采购代理机构........................................................................................................................15 4.1 主要代理机构分析 ..........................................................................................................15 4.2 主要代理机构项目 ..........................................................................................................16 五、信用风险 ...............................................................................................................................18 附录 .............................................................................................................................................30
马钢基本资料
马钢股份马鞍山钢铁股份有限公司前身为马鞍山钢铁公司,主要经营钢铁业务,包括炼铁、炼钢、轧钢整套系统的大型钢铁联合企业。
马鞍山钢铁股份有限公司是在国有企业马鞍山钢铁公司基础上改组设立的一家股份有限公司,于1993年9月1日在中华人民共和国(“中国”) 安徽省马鞍山市注册成立,企业法人营业执照注册号为企股皖总字第000970号。
公司简况马鞍山钢铁股份有限公司是在国有企业马鞍山钢铁公司(“原马钢”,现已更名为马钢(集团)控股有限公司) 基础上改组设立的一家股份有限公司,于1993年9月1日在中华人民共和国(“中国”) 安徽省马鞍山市注册成立,企业法人营业执照注册号为企股皖总字第000970号。
公司总部位于中国安徽省马鞍山市红旗中路8号。
公司所发行的人民币普通股A股及境外上市外资股H股股票, 已分别在上海证券交易所和香港联合交易所有限公司(“香港联交所”) 上市。
公司原注册资本为人民币6,455,300,000元,股本总数645,530万股,其中国有发起人持有383,056万股,境内法人持有8,781万股,社会公众持有人民币普通股A股80,400万股、境外上市外资股H股173,293万股。
公司股票面值为每股人民币1元。
2007年4月2日,境内法人持有的8,781万股限售期届满,转为人民币普通股A 股。
于2006年11月13日,公司发行可分离交易的可转换公司债券5,500万张,每张债券的认购人无偿获得本公司派发的23份认股权证,即认股权证总量为126,50 0万份。
认股权证存续期限为自认股权证上市之日起24个月,每张权证可转换为人民币普通股A股一股。
于2007年度,共计303,251,716份权证获行权,合计增加人民币普通股A股303,251,716股,行权价格为人民币3.33元。
截至2007年12月31日,公司累计发行股本总数675,855万股,其中国有发起人持有383,056万股,社会公众持有人民币普通股A股119,506万股、境外上市外资股H股173,293万股,每股面值人民币1元。
马鞍山钢铁集团简介
“江南一枝花”——马鞍山钢铁集团西临长江,东近东海,马钢坐落在安徽省东南部,地处最具经济活力的长江三角洲地区,交通运输十分便利;周边地区拥有极为丰富的矿石、煤炭、电力、水、石灰石等资源,其中铁矿石储量是22亿吨,可开采储量为10亿吨。
六十多年来以发展和振兴我国钢铁工业为己任的马钢,为我国钢铁工业的发展,为我国经济发展和社会进步做出了重要贡献。
1953年2月,全面恢复生产之时,马钢只是一个小铁厂。
1958年8月11日,马鞍山钢铁公司正式成立。
1964年7月29日,我国第一个直径为840毫米的整体车轮在马钢诞生,结束了我国车轮轮箍长期依赖进口的历史。
1987年5月28日,马钢年产40万吨高速线材厂正式建成投产,这是我国第一条具有国际先进水平的高速线材轧机。
1992年12月1日,马钢第二炼钢厂实现全连铸。
1993年9月2日,作为我国首批九家规范化股份制试点企业之一,马钢成功地进行了股份制改制。
1994年4月26日,马钢2500立方米高炉系统建成并投产。
1994年5月13日,国家外经贸委批准马钢为中外合资股份有限公司。
1994年8月17日,投资1.6亿元的车轮轮箍新加工线正式投产。
1998年7月4日,马钢轧制出国产第一根H型钢,我国第一条年产60万吨H型钢生产线在马钢建成。
1998年9月20日,马钢实行集团改制成功。
2001年12月18日,马钢热轧薄板生产线破土动工。
2002年8月,马钢冷轧薄板工程正式开工建设。
2003年3月18日,二钢高速线材生产线顺利投产。
2003年10月16日,马钢2号2500立方米高炉竣工投产,标志着马钢生铁年生产能力跃上800万吨的新台阶。
2003年10月18日,热轧薄板生产线成功轧出第一卷钢卷,结束了安徽省无热轧板卷生产的历史。
2004年2月28日,冷轧薄板生产线轧出第一卷冷轧板卷,冷轧薄板工程顺利投产。
2004年3月20日,热镀锌生产线顺利轧出第一卷镀锌板卷。
在六十多年的发展历程中,马钢不断创造着历史。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 复风操作
8月14日09:58送风点火,同时开铁口氧枪, 复风后风温全送,风量420m3/min,热风压力 55Kp。10:38风口逐步全部点燃,11:35因 7#、5#风口相续吹开,11:50~12:35休风 堵5#、7#风口。14:38铁口来铁,拔出氧枪, 按正点时间出铁。15:45出第一炉铁。 高炉下料正常,逐步沿铁口两侧捅开风口,恢 复风量。送风后变料情况见表4,C28°5 O26°5
4000 ~ 8000
° ° C30°5 O27°5
<4000
° ° C31°5 O28°5
当装料至料线6000mm时,休风进行无料钟布料参数测定,继 续上料,测定到料线至2500mm为止。经过料流测试,把矿焦 流量分别对应5圈/批,实行单环布料,正常料线的布料模式 为:C31°5 O28°5 。 带风装料前,为提高炉缸温度和活跃铁口区域, 从铁口插入氧枪,氧枪与铁口喷吹管间隙用炮泥塞实。高炉 选用直径106mm的斜5°风口,在休风测试料流时,堵严3、4、 5、6、7、8、9、10、11、12号风口,保留铁口两侧的1、2、 13、14号风口送风。
104 88 80 80 84 74 70 362 426 115 350 450 430 420
炉顶温度(℃) 南
326 471 459 470 440 500 480
西
370 435 425 440 480 450 410
北
320 422 376 370 470 430 390
19:00 20 00 20:00 21:00 22:00 23:00 24:00 24:50
8 总结
高炉降料线停炉由于准备工作到位,炉顶打水控制 较好,高炉全风降料线,实现快速安全停炉。 高炉扒炉至铁口中心线,较彻底;开炉料计算准确, 布料模式合理,为高炉开炉快速达产奠定了坚实的 基础。 高炉用铁口区域四个风口开炉很成功,下次可尝试 使用5~6个风口开炉,加快达产速度。 根据现有的原燃料条件,通过对上下部合理调节, 快速恢复炉况,使高炉煤气流分布合理,炉况保持 稳定顺行,开炉一周后,高炉实现了稳产、高产, 高炉利用系数居历史最好水平。
7.6
31.6 55.10 11.20
三级焦
10.2
12.08 1.79
0.82
83.9
7.8
39.2 47.70 12.90
为了保持炉况顺行,上下部调节做了必要 的调整。高炉在上部调节实行小矿批、单 环布料和适当的矿焦负角差,下部采用小 风口,大风量、高富氧的措施,极大地提 高风口风速和鼓风动能,炉缸工作均匀、 活跃,炉况稳定顺行,高炉保持稳产、高 产,8月21日~31日,高炉平均利用系数达 到3.78,其中25日、26日利用系数达4.0.见 表7.
° ° C31°5O28°5 ° ° C32°5O29°5 ° ° C33°6O30°5
° ° C33°6O30°6
° ° C33°6O31°6
° ° C33°6O31°6
表5 :捅开风口情况:
捅开风口时间 8月14日17:40 15日10:32、15:20、18:05、 19:20、21:30 16日02:00 17日09:30、11:50 18日15:00 风口号 12 3、4、11、5、10 6 7、9 8
7 存在的问题
(1)捅风口的步骤没控制好,有时过于集中, 8月15日在10:30~21:30时间内连续捅开5 个风口,造成高炉煤气流不稳定,炉温水平急 剧下降且难以控制。 (2)加重焦炭负荷幅度过大,由于矿批为6吨, 减焦400Kg相当于加重焦炭负荷0.3,对炉温 正常过渡非常不利。
(3)8月15日使用萤石时,用量过大,且炉渣 碱度提升的不到位。在矿批为6吨时,萤石用 量100Kg/批,比例占到1.7%,炉渣二元碱度 由0.98提到1.05,从结果来看,实际炉渣碱度 很低,铁中硫磺较高,炉缸温度不足,16日把 萤石用量减一半用50Kg/批,炉渣碱度提到 1.18,效果仍不明显,炉渣碱度最终提到1.30, 炉渣性能才好转。 (4)冷风放散调节阀的影响。冷风放散调节 阀由于安装时其放散开度没有调好,风机送风 时,其风量部分放散掉了,高炉最高压力仅为 150Kp,被迫休风4个多小时处理,严重影响 了开炉达产进程。
表4 : 送风后变料情况:
时间 8.14 8.15 8.16 8.17 8.18 8.19 矿批(Kg) 焦批(Kg) 6000 6000 8000 9000 10000 10000 3000 2500 3340 3100 3330 3100 R2 0.98 1.05 1.15 1.18 1.30 1.30 焦炭负荷 2.00 2.40 2.40 2.90 3.00 3.23 变料模式
2 停炉前的准备
2.2 预休风操作 为降料线停炉作最后准备进行预休风操作,目 的是在探尺上接两根16米长的链条,增加四根 炉喉打水管和固定两个炉顶大放散阀。7月31 日14:00上停炉料时,不用炉顶打水控制炉顶 温度,采用控制上料的方法提前逐步降低料线, 至16:20停炉料加完,出尽渣铁休风后,料线 已达5.5米。由于炉顶打水系统供水有限,在 深料线时很难控制炉顶温度,采取了增加炉喉 高压打水,对炉喉取样孔扩径,准备了4根打 水管,接通高压水源,于复风前10分钟从煤气 取样孔插入带水的喷水管并加以固定。炉顶放 散阀全部打开到位,并用葫芦链条加以固定, 确保放散安全。
3 降料线操作
复风前打开打水管的阀门,把炉顶温度降到 250℃以下,18:00高炉复风开始降料线,炉 顶煤气全部放散,降料线过程中控制炉顶温度 在350℃~450℃之间。复风以后高炉采取全 风操作,风温全送(风温水平较低,只有 800℃左右)的快速降料线方法。为了控制好 800 炉顶温度,固定炉顶打水量、调节炉喉打水量, 由于炉喉四点打水管单独供水,通过调节炉喉 打水来控制炉顶四点的温度比较方便,如调节 不当,造成打水不均,局部区域打水过多,易 造成爆震。。
谢 谢
大 家!
在降料线过程中,东面炉顶温度曾降至200℃ 以内,炉内多次出现顶压突升的爆震,通过调 小炉喉东面打水管阀后,东面温度上升到 400℃后,炉内爆震现象消除。由于全风操作, 料线降低较快,至8月1日0:58分,风口全黑, 炉顶温度急剧下降,降料线成功,休风停炉。 历时6时58分,是历次降料线时间最短的一次。 炉顶温度急剧下降的原因,是料线已降至风口 以下,高炉产生的高温煤气量很少,主要是热 风,遇到炉顶强打水,炉顶温度就急剧下降, 这也是判断料线全部降至风口以下的主要特征。 下表是降料线送风参数的变化:
表6 : 燃料质量日报表(8月25日)
指标 WQ% Ad% Vdaf% St,d% 机械强度 热态性能 焦末 %
品种
大焦
M40 M10 CRI CSR % % % % 1.4 12.52 1.1 0.62 83.8 6.4
24.7 68.50 3.10
二级焦
0.80
12.76 1.75
0.83
85.2
表7: 开炉达产经济指标:
日期 8.21 8.22 8.23 8.24 8.25 8.26 8.27 8.28 8.29 8.30 8.31 利用系数 t/(m3·d) 3.24 3.73 3.88 3.70 4.00 4.01 3.96 3.75 3.84 3.83 3.75 风量 m3/min 1245 1330 1350 1320 1410 1420 1410 1350 1348 1335 1340 氧量 m3/h 2646 3000 2250 2650 2829 2958 3000 2896 3021 3396 3104 热压 Kp 192 200 200 198 202 202 201 204 202 202 202 风温 ℃ 880 940 980 1005 997 992 984 1000 1016 1024 1021 焦比 Kg/t 464 482 422 438 423 432 418 419 396 405 416 煤比 Kg/t 126 113 105 111 95 112 109 115 125 125 133
8月15日因捅风口速度过快,且在小矿批时一次加重 焦炭负荷400Kg,造成炉温急剧下降,炉缸温度严重 不足,加了一段组合料提炉缸温度。又因高炉冷风 放散调节阀安装时没有调节好,高炉加不上风,最 高压力仅为150Kp,16日16:05~21:28高炉休风4.5 小时处理冷风放散阀,影响了高炉恢复速度。
4 开炉准备
在检修期间,高炉砌砖及喷涂完成后,组织人员扒炉, 为了给开炉创造条件,一直扒到铁口中心线。经过14 天的紧张中修,检修项目全部完成,8月13日高炉开 始装料,比计划提前一天开炉。 8月12日15#热风炉烘炉完成,12、13、15号3座热风 炉顺利引煤气,开始烧炉,为复风作准备。 4.2 8月13日高炉带风装料,送风参数为:风温 250℃~280℃;风量550m3/min。炉顶放散全开,炉 顶、除尘器通蒸汽,开炉料及布料模式如下:
6 高炉快速达产
16日休风处理冷风放散调节阀后,高炉快速恢 复,一部风机开完,风量为1420m3/min,热 风压力达到210Kp。 一铁总厂的高炉使用的都 是外购焦,二级焦和三级焦的比例各占50%左 右,焦炭含粉高、颗粒小,其理化性能变化大, 尤其是热态性能较差。二级焦、三级焦的化学 性能见表6:
表2: 料段组成:14J+18K+(2K+H)×6+12H+……
符号
意义
料 批 组 成(Kg)
焦炭
水焦
烧结
龙小
云石
锰烧结
H
轻料
3000
300
4500
1500
200
150
K
空焦
3000
300
450
J
净焦
3000
300
表3 : 开炉料模式:
料线( 料线(mm) ) 布料模式 >12000