螺距误差补偿
立式加工中心机床的螺距误差补偿(精)

立式加工中心机床的螺距误差补偿随着我国制造业的飞速发展,数控机床制造技术也在不断地发展,同时对数控机床的各项性能提出了越来越高的要求。
机床的定位精度便成为了衡量机床性能的一项重要指标。
机械结构当中不可避免的摩擦、间隙,以及装配误差成为了制约机床定位精度的主要因素。
由此,数控系统的制造商开发出了螺距误差补偿功能,借此以消除或者削弱以上因素对机床定位精度的影响,从而达到更好的加工效果。
发那科与西门子两大公司在这个领域表现得尤为出色,以下将对这两种数控系统的螺距误差补偿方法进行详细介绍。
1.发那科数控系统机床的误差补偿(以FANUC 0i-MD为例)1.1基本概念1.1.1补偿点的指定各轴的补偿点的指定,可通过夹着参考点的补偿点编号指定(+)侧、(-)侧来进行。
机械的行程超过(+)侧、(-)侧所指定的范围时,有关超出的范围,不进行螺距误差补偿(补偿量全都成为0)。
1.1.2补偿点号补偿点数,在螺距误差设定画面上提供有共计1024 点,从0 到1023。
通过参数将该编号任意分配给各轴。
另外,螺距误差设定画面中,在最靠近负侧的补偿号前,显示该轴的名称。
1.1.3补偿点的间隔螺距误差补偿的补偿点为等间隔,在参数中为每个轴设定该间隔。
螺距误差补偿点的间隔有最小值限制,通过下式确定。
螺距误差补偿点间隔的最小值=最大进给速度(快速移动速度)÷75001.2相关参数(1)1851 每个轴的反向间隙补偿量。
(2)1852 每个轴的快速移动时的反向间隙补偿量。
(3)3620 每个轴的参考点的螺距误差补偿点号。
(4)3621 每个轴的最靠近负侧的螺距误差补偿点号。
(5)3622 每个轴的最靠近正侧的螺距误差补偿点号。
(6)3623 每个轴的螺距误差补偿倍率。
(7)3624 每个轴的螺距误差补偿点间隔。
注:以上参数中3620,3621,3622,3624修改后需要切断电源并重新上电才生效,其余参数修改后复位即可生效。
双轴螺距误差补偿课件

03
双轴螺距误差补偿的步骤
Chapter
误差测量
误差测量是双轴螺距误差补偿的首要步骤,通过高精度 的测量设备对双轴工作台的实际位置进行测量,获取误 差数据。 测量过程中需要保证测量设备的精度和稳定性,以确保 测量结果的准确性。
测量时需要选取多个位置和角度进行测量,以全面了解 双轴工作台的误差分布情况。
率和安全性。
05
双轴螺距误差补偿的未来发展
Chapter
新技术应用
01
02
03
Hale Waihona Puke 人工智能技术利用人工智能算法对双轴 螺距误差进行实时监测和 补偿,提高加工精度和效 率。
传感器技术
研发高精度、高稳定性的 传感器,用于实时监测双 轴螺距误差,提高补偿精 度。
云计算技术
通过云计算技术实现多轴 联动误差补偿的远程监控 和管理,提高生产效率。
误差建模
在获取到误差数据后,需要对误差进行建模,即分析误差的来源和特性,建立误差 模型。
误差建模过程中需要考虑多种因素对双轴工作台的影响,如温度、湿度、机械磨损 等。
误差模型建立后,可以通过软件仿真或实际测试对模型进行验证和修正,以确保模 型的准确性和可靠性。
补偿实施
补偿实施是根据误差模型对双 轴工作台进行补偿的过程,通 常采用软件补偿的方式进行。
详细描述
软件补偿法主要通过在数控程序中加入补偿指令,对机床的运动轨迹进行修正, 从而补偿螺距误差。这种方法可以在不停机的情况下进行补偿,且对机床性能无 影响,但需要精确的测量和计算,且补偿效果受限于机床的动态特性。
混合补偿法
总结词
结合硬件和软件补偿法的优点进行螺距误差补偿。
详细描述
混合补偿法综合了硬件和软件补偿法的优点,既可以通过调整或更换机械部件来改变机床的几何误差,又可以通 过修改数控程序来修正运动轨迹。这种方法可以在不停机的情况下进行补偿,且补偿效果明显,但实现起来较为 复杂,需要精确的测量和计算,以及对机床性能的深入了解。
9.1 螺距误差补偿[共2页]
![9.1 螺距误差补偿[共2页]](https://img.taocdn.com/s3/m/9edc6295a8956bec0975e3f8.png)
第9章系统补偿功能与SIMODRIVE611D驱动优化
机床在对工件进行加工的过程中,由于测量系统、力的传递过程中产生的误差、机床自身磨损或装配工艺问题的影响,加工工件的轮廓会偏离理想的几何曲线,导致加工工件产品质量的下降。
特别是在加工大型的工件时,由于温度和机械力的影响,加工精度损失更为严重。
因而在机床出厂前,需要进行一定的误差补偿。
螺距误差补偿和反向间隙补偿是两种最常见的补偿方式,还有温度补偿、垂直度补偿、跟随误差补偿以及摩擦补偿也比较常见。
另外,在机械传动结构良好的情况下,要使机械系统与电气系统达到更加良好的匹配,需要通过驱动优化来实现。
9.1 螺距误差补偿
螺距误差的补偿是按坐标轴来进行的,轴的补偿曲线如图9-1所示。
图9-1 轴的补偿曲线
激活误差补偿需设定以下相关机床参数。
① MD 38000 轴最大误差补偿点数。
根据该机床的特点,X轴螺距误差参数补偿点数为50,即MD 38000 [0 AX1] =50;Z轴螺距误差补偿点数为100,即MD 38000 [0 AX2] =100。
参数设定好后,系统自动产生相应轴的补偿文件,补偿文件存放在目录/NC-ACTIVE-DATA/Meas-System-err-comp下。
可以修改每轴的补偿点数。
如果改变MD38000,系统会在下一次上电时重新对内存进行分配。
建议在修改该参数之前,备份已存在的零件加工程序、R 参数和刀具参数的驱动数据。
② MD32700螺距误差补偿使能。
MD32700=0 螺距补偿不生效,允许修改补偿文件。
西门子840D数控系统螺距误差补偿

西门子840D数控系统不同于以前曾广泛应用的810T/M和840C等老数控系统,它并没有提供专门的双向螺距误差补偿功能,通过对840D系统中的下垂补偿功能的分析研究,找到了一种方法,成功的解决了进行双向螺距误差补偿的问题。
关键词:数控系统下垂补偿功能双向螺距误差补偿由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械正反向传动误差的不一致,导致零件加工精度误差不稳定。
因此也必须定期对机床坐标精度进行补偿,必要时要做双向坐标补偿,以达到坐标正反向运动误差的一致性。
一、西门子840D数控系统的补偿功能西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能有:1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理1、下垂误差产生的原因:由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
13、螺距误差补偿及反向间隙补偿
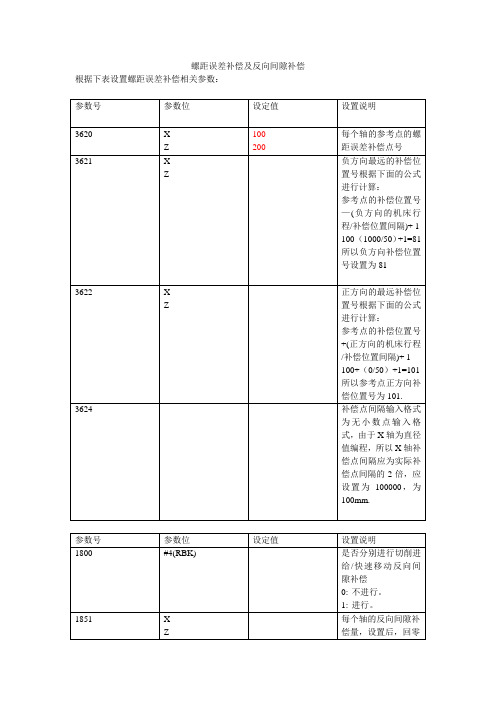
螺距误差补偿及反向间隙补偿根据下表设置螺距误差补偿相关参数:参数号参数位设定值设置说明3620 XZ 100200每个轴的参考点的螺距误差补偿点号3621 XZ 负方向最远的补偿位置号根据下面的公式进行计算:参考点的补偿位置号—(负方向的机床行程/补偿位置间隔)+ 1 100-(1000/50)+1=81 所以负方向补偿位置号设置为813622 XZ 正方向的最远补偿位置号根据下面的公式进行计算:参考点的补偿位置号+(正方向的机床行程/补偿位置间隔)+ 1 100+(0/50)+1=101 所以参考点正方向补偿位置号为101.3624 补偿点间隔输入格式为无小数点输入格式,由于X轴为直径值编程,所以X轴补偿点间隔应为实际补偿点间隔的2倍,应设置为100000,为100mm.参数号参数位设定值设置说明1800 #4(RBK) 是否分别进行切削进给/快速移动反向间隙补偿0: 不进行。
1: 进行。
1851 XZ 每个轴的反向间隙补偿量,设置后,回零生效1852 XZ 每个轴的快速移动时的反向间隙补偿量,回零生效由于FANUC系统螺距误差补偿采用增量式的补偿方式,所以在进行螺距误差补偿时,需根据补偿数据进行补偿数据的设定个。
下表为螺距误差补偿表由于每个补偿点的最大补偿值只能到7,在上表中可以看到,在-400mm测量位置处出现了一次22的值,此点是所有补偿点误差的最大值,所以补偿倍率按此点进行计算,而且考虑其它点的误差值,将补偿倍率设置为3倍。
补偿倍率设置为3倍,所有的补偿值都放大了三倍,所以在补偿数据处看到的是计算值的1/3,如果测量人员给出的是补偿值,那么补偿数据就按上图中的数据进行输入,如果给出的是误差值,则需将上图中的补偿数据取反。
螺距误差补偿在回零后即可生效。
龙门双驱动机床激光螺距误差补偿

龙门双驱动机床激光螺距误差补偿引言龙门双驱动机床是一种高精度、高效率的数控机床,广泛应用于各种加工领域。
然而,由于制造和使用过程中的各种因素,机床的螺距误差可能会导致加工结果的不准确。
为了解决这个问题,激光螺距误差补偿技术应运而生。
本文将详细介绍龙门双驱动机床激光螺距误差补偿的原理、方法和应用。
一、激光螺距误差补偿的原理激光螺距误差补偿是一种利用激光测量技术来检测机床的螺距误差,并通过控制系统对误差进行补偿的方法。
其原理基于激光干涉和测量的原理,通过测量激光束在机床工作台上的位置,计算出工作台的实际位置与期望位置之间的差异,从而得到螺距误差的信息。
具体而言,激光螺距误差补偿系统由激光发射器、激光接收器、信号处理器和控制系统组成。
激光发射器发射一束激光束,经由反射镜照射到机床工作台上。
激光接收器接收反射回来的激光束,并将其转化为电信号。
信号处理器对接收到的信号进行处理,计算出工作台的实际位置。
控制系统根据实际位置与期望位置的差异,控制机床的运动,以实现螺距误差的补偿。
二、激光螺距误差补偿的方法激光螺距误差补偿可以通过以下几种方法实现:1. 反馈控制法反馈控制法是最常用的激光螺距误差补偿方法之一。
该方法通过激光测量机床的实际位置,并将其与期望位置进行比较,计算出误差值。
然后,根据误差值,控制系统调整机床的运动,使其实际位置逐渐接近期望位置,从而实现螺距误差的补偿。
2. 前馈控制法前馈控制法是另一种常用的激光螺距误差补偿方法。
该方法通过预先测量机床的螺距误差,并将其存储在控制系统中。
在加工过程中,控制系统根据当前位置和预先存储的螺距误差数据,计算出应该施加的补偿量,并通过调整控制信号,实现螺距误差的补偿。
3. 自适应控制法自适应控制法是一种更为高级的激光螺距误差补偿方法。
该方法通过实时监测机床的工作状态和环境变化,并根据这些信息调整补偿参数,以适应不同的加工条件和工件要求。
自适应控制法能够提高机床的适应性和稳定性,从而更好地实现螺距误差的补偿。
广数980tdc螺距误差补偿

广数980tdc螺距误差补偿一、概述从数控机床诞生至今,伴随数控技术的不断发展和完善,数控机床已经成为现代制造业中不可或缺的重要设备。
而在数控机床中,螺杆传动系统是其重要的构成部分之一,而螺杆的螺距误差对数控机床的精度和工作效率有着重要的影响。
二、螺距误差的定义螺距误差是指实际螺距与理论螺距之间的差异,是螺纹加工中常见的一种误差。
在数控机床中,由于材料、热处理、加工等因素的影响,螺距误差往往会出现。
尤其是对于要求高精度的数控机床来说,螺距误差更是需要严格控制和补偿的重要因素。
三、广数980tdc螺距误差补偿的重要性广数980tdc是一种高精度、高性能的数控机床,其螺杆传动系统对螺距误差的要求更高。
螺距误差过大会导致数控机床的加工精度和稳定性遭到影响,严重影响加工质量和生产效率。
对于广数980tdc数控机床来说,螺距误差的补偿至关重要。
四、广数980tdc螺距误差的原因分析1. 加工工艺不当:螺杆的加工工艺不当可能会导致螺距误差的产生,需要严格控制加工工艺参数。
2. 材料质量不良:螺杆的材料质量不良或者热处理不合格也会导致螺距误差的出现,需要对材料质量进行严格审核和控制。
3. 设备磨损:随着使用时间的增长,螺杆传动系统的设备磨损也会导致螺距误差的增大,需要定期进行设备的检修和保养。
五、广数980tdc螺距误差补偿的方法1. 检测螺距误差:首先需要对广数980tdc数控机床的螺杆传动系统进行螺距误差的检测,确定螺距误差的实际数值。
2. 螺距误差补偿系统:根据检测结果,采用螺距误差补偿系统对数控机床进行调整,实现对螺距误差的补偿。
3. 常规维护:定期对数控机床的螺杆传动系统进行常规维护和保养,及时发现和处理潜在的螺距误差问题。
六、广数980tdc螺距误差补偿的效果与展望通过对广数980tdc数控机床的螺距误差进行补偿,可以有效提高数控机床的加工精度和稳定性,确保加工质量和生产效率。
未来,随着数控技术的不断发展,广数980tdc螺距误差补偿系统也将得到更加完善和智能化,为广数980tdc数控机床的应用带来更大的便利和价值。
机床螺距误差补偿知多点

机床螺距误差补偿知多点1.什么是螺距误差开环和半闭环数控机床的定位精度主要取决于高精度的滚珠丝杠。
但丝杠总有一定螺距误差,因此在加工过程中会造成零件的外形轮廓偏差。
螺距误差是指由螺距累积误差引起的常值系统性定位误差。
2.螺距误差补偿的原理螺距误差补偿的基本原理就是将数控机床某轴上的指令位置与高精度位置测量系统所测得的实际位置相比较,计算出在数控加工全行程上的误差分布曲线,再将误差以表格的形式输入数控系统中。
这样数控系统在控制该轴的运动时,会自动考虑到误差值,并加以补偿。
3.螺距误差补偿方法硬件方法提高机床部件的加工装配精度,此方法不仅受到加工机床精度等级的制约,而且随着加工精度的提高,加工成本呈指数级增加,效益不高;软件方法通过SJ6000激光干涉仪采集数控机床的定位精度,再利用数控机床的可编程、智能性,对机床误差进行补偿从而达到提高机床精度的要求。
采用这种方法,无需对数控机床的硬件进行改造遍可较大幅度的提高数控机床的加工精度。
4. SJ6000激光干涉仪基本参数稳频精度:0.05ppm动态采集频率:50 kHz预热时间:约8分钟工作温度范围:(0~40)℃存储温度范围:(-20~70)℃环境湿度:(0~95)%RH空气温度传感器:±0.1℃(0~40)℃,分辨力0.01℃材料温度传感器:±0.1℃(0~55)℃,分辨力0.01℃空气湿度传感器:±5%RH (0~95)%RH大气压力传感器:±0.1kPa (65~115)kPa测量距离:(0~80)m (无需远距离线性附件)测量精度:0.5ppm (0~40)℃测量分辨力:1nm测量最大速度:4m/s。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺距误差补偿
螺补有关的参数:
MD32450MA_BACKLASH[ ] (轴反向间隙补偿)
MD32700MA_ENC_COMP_ENABLE[ ] = 0 可以写补偿值
= 1 补偿文件写保护MD38000MA_MM_ENC_COMP_MAX_POINTA[ ](轴螺补补偿点数)
螺补的步骤(以X轴为例):
1参数MD38000,按照X轴的全行程以及步长必须小于150mm的规则确定要补偿的点数(最好是一次确定并更改所有需要螺补轴的补偿点数)。
更改完此参数后会出现一个报警4000,此时不要做NCK Reset,此时应该做NC备份。
备份完后作POWER ON。
2在“Programe”(程序)中“Workpiece Programe(工件程序)”拷入各个轴的螺补程序LBX,LBY,LBZ等。
3在Service(服务)中找寻Data selection,在打开的界面中选择NC_active_data,回到data manage(数据管理)中打开NC_active_data,会出现meas.system_error_comp目录,再打开此目录会出现几个子目录:meas.system_error_comp_axis1(axis2,Axis3,axis4,……),点击axis1,按copy出现一个面板,将axis1复制到LB中,回到“workpiece(工件)”的LB 中,将出现AX1—EEC程序,此程序就是X轴的数据补偿程序。
其他轴同理。
4在对机床进行螺补之前,应先走一遍所测轴全程,确定所测轴的全程间隙,如果过大需要调整光栅钢带的长度,使得所测轴全程激光测得的数与显示屏显示的数相差范围在0.02mm以下。
5设置MD32700= 0,将X轴以LBX的程序运行一遍(注意要设置好LBX里的步长,全长等数据),将激光测试出的各个点的误差及反向间隙数据采集下来。
把各个点的误差数据以及程序的步长,最大和最小点一次写入AX1—EEC程序(注意不要改变数据的正负号),将反向间隙写入MD32450。
6在auto方式下选择AX1—EEC程序,并执行此程序。
将MD32700设置为1,按“MD 参数生效”,作一次复位,使补偿值生效。
再执行LBX程序,再检验X轴精度是否合格。
7如果精度检验不合格,可能有以下几种情况:
⑴定位精度不合格。
需要分析一下激光曲线,具体看是否有地方出现较大拐点等,
要检查钢带外壳的直线度并调整,最好控制在0.05mm以内,重复E,F步骤,
再次补偿。
⑵重复精度不合格。
这个问题就比较复杂,对于螺补数据几乎不可能,因为它完
全来源于机械的安装,只能寄希望于机械的安装精度合格了。
也许唯一能解点
急的是采用小循环了,但也不是万能的,而且小循环一般不被认可。
⑶反向间隙不合格。
这种问题最简单的解决方式时更改参数MD32450。
如果间
隙太大,需调整钢带及所测轴全程的间隙。
注:螺距误差补偿,以X轴为例,补偿程序文件(AX1—EEC)如下:
$AA_ENC_COMP[0,0,AX1]=0 (测量起始点)
$AA_ENC_COMP[0,1,AX1]=0.007 (以下为各点补偿值,补偿值为测量误差绝对值)
$AA_ENC_COMP[0,2,AX1]=0.010
$AA_ENC_COMP[0,3,AX1]=0.013
$AA_ENC_COMP[0,4,AX1]=0.016
$AA_ENC_COMP[0,5,AX1]=0.019
$AA_ENC_COMP[0,6,AX1]=0.024
$AA_ENC_COMP[0,7,AX1]=0.030
$AA_ENC_COMP[0,8,AX1]=0.037
$AA_ENC_COMP[0,9,AX1]=0.045
$AA_ENC_COMP[0,10,AX1]=0.051
$AA_ENC_COMP[0,11,AX1]=0.055
$AA_ENC_COMP[0,12,AX1]=0.057
$AA_ENC_COMP[0,13,AX1]=0.056
$AA_ENC_COMP[0,14,AX1]=0.056
$AA_ENC_COMP[0,15,AX1]=0.056
$AA_ENC_COMP[0,16,AX1]=0.056
$AA_ENC_COMP[0,17,AX1]=0.058
$AA_ENC_COMP[0,18,AX1]=0.059
$AA_ENC_COMP[0,19,AX1]=0.059
$AA_ENC_COMP[0,20,AX1]=0.062 (测量终点)
$AA_ENC_COMP[0,21,AX1]=0
$AA_ENC_COMP[0,22,AX1]=0
$AA_ENC_COMP[0,23,AX1]=0
$AA_ENC_COMP[0,24,AX1]=0
$AA_ENC_COMP_STEP[0,AX1]=434 (补偿间隔,此例为434mm)
$AA_ENC_COMP_MIN[0,AX1]=-160 (补偿起始点坐标值,此例为-160mm)
$AA_ENC_COMP_MAX[0,AX1]=8520 (补偿终点坐标值,此例为8520mm)
$AA_ENC_COMP_IS_MODULO[0,AX1]=0
M17。