FLZ系列竹节纱控制器工艺参数的配置
CCZ—Ⅳ型竹节纱装置的应用及工艺设计
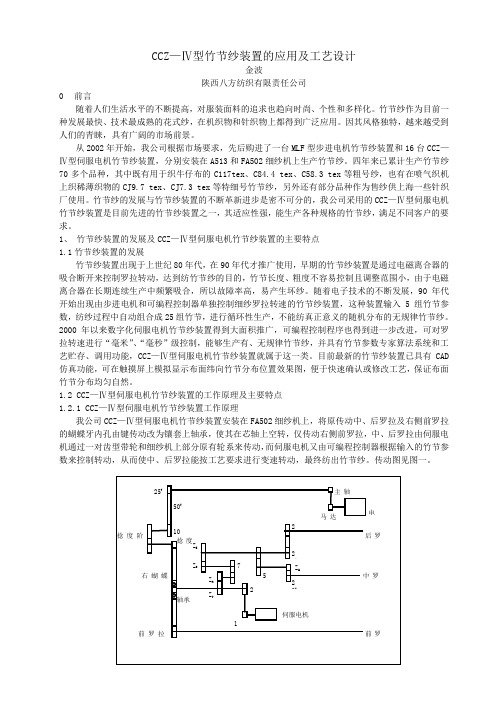
CCZ—Ⅳ型竹节纱装置的应用及工艺设计金波陕西八方纺织有限责任公司0前言随着人们生活水平的不断提高,对服装面料的追求也趋向时尚、个性和多样化。
竹节纱作为目前一种发展最快、技术最成熟的花式纱,在机织物和针织物上都得到广泛应用。
因其风格独特,越来越受到人们的青睐,具有广阔的市场前景。
从2002年开始,我公司根据市场要求,先后购进了一台MLF型步进电机竹节纱装置和16台CCZ—Ⅳ型伺服电机竹节纱装置,分别安装在A513和FA502细纱机上生产竹节纱。
四年来已累计生产竹节纱70多个品种,其中既有用于织牛仔布的C117tex、C84.4 tex、C58.3 tex等粗号纱,也有在喷气织机上织稀薄织物的CJ9.7 tex、CJ7.3 tex等特细号竹节纱,另外还有部分品种作为售纱供上海一些针织厂使用。
竹节纱的发展与竹节纱装置的不断革新进步是密不可分的,我公司采用的CCZ—Ⅳ型伺服电机竹节纱装置是目前先进的竹节纱装置之一,其适应性强,能生产各种规格的竹节纱,满足不同客户的要求。
1、竹节纱装置的发展及CCZ—Ⅳ型伺服电机竹节纱装置的主要特点1.1竹节纱装置的发展竹节纱装置出现于上世纪80年代,在90年代才推广使用,早期的竹节纱装置是通过电磁离合器的吸合断开来控制罗拉转动,达到纺竹节纱的目的,竹节长度、粗度不容易控制且调整范围小,由于电磁离合器在长期连续生产中频繁吸合,所以故障率高,易产生坏纱。
随着电子技术的不断发展,90年代开始出现由步进电机和可编程控制器单独控制细纱罗拉转速的竹节纱装置,这种装置输入5组竹节参数,纺纱过程中自动组合成25组竹节,进行循环性生产,不能纺真正意义的随机分布的无规律竹节纱。
2000年以来数字化伺服电机竹节纱装置得到大面积推广,可编程控制程序也得到进一步改进,可对罗拉转速进行“毫米”、“毫秒”级控制,能够生产有、无规律竹节纱,并具有竹节参数专家算法系统和工艺贮存、调用功能,CCZ—Ⅳ型伺服电机竹节纱装置就属于这一类。
生产竹节纱的随机发生器控制装置

生产竹节纱的随机发生器控制装置
周群赉
【期刊名称】《江苏纺织》
【年(卷),期】1994(000)011
【摘要】目前随着人们生活水平提高,对服装面科的要求也越来越高。
竹节纱织成的面料,花式效应随机分布,面料化式每一块地方都不一样,这正符合现代人标新立异的要求,深受国内外顾客欢迎。
国外瑞士temac腾马工业工程公司生产竹节纱的电脑附加控制装置,由微机系统、变频系统和变频电机三部分组成,价格在3~5万元/台,国内棉纺厂难以承担。
在普通细纱机增加一个价廉的附加装置生产竹节
【总页数】2页(P30-31)
【作者】周群赉
【作者单位】苏州丝绸工学院
【正文语种】中文
【中图分类】TS152
【相关文献】
1.一种纺制竹节纱的电脑控制装置 [J], 樊孝辉
2.竹节纱的生产工艺及控制装置 [J], 徐伯俊;谢春萍
3.随机数发生器探讨及一种真随机数发生器实现 [J], 宋勇;陈贤富;姚海东
4.基于单片机的开放式竹节纱控制装置 [J], 孙兵;赵斌
5.常见随机数发生器的缺陷及组合随机数发生器的理论与实践 [J], 杨自强;魏公毅
因版权原因,仅展示原文概要,查看原文内容请购买。
竹节纱工艺参数的自动识别

竹节纱工艺参数的自动识别练军;陆永良;徐伯俊【摘要】为提高竹节纱工艺参数的检测速度和检测精度,提出了利用计算机检测竹节纱的方法.阐述了竹节纱工艺参数检测的基本原理,并用自行研制的竹节纱检测系统测试了给定样纱,得到了竹节纱粗细信号的时间序列图,竹节长度、竹节间距序列图,竹节长度分布图,竹节间距分布图以及竹节倍率分布图,与竹节纱设置的初始工艺参数进行了对照,具有很好的一致性,并对产生的误差进行分析,从而证明了该系统的有效性,对指导实际生产具有重要意义.【期刊名称】《纺织学报》【年(卷),期】2010(031)012【总页数】4页(P39-42)【关键词】竹节长度;竹节间距;竹节倍率;自动检测【作者】练军;陆永良;徐伯俊【作者单位】生态纺织教育部重点实验室(江南大学),江苏,无锡,214122;江阴市纤维检验所,江苏,江阴,214431;生态纺织教育部重点实验室(江南大学),江苏,无锡,214122【正文语种】中文【中图分类】TS106.414AbstractThe purpose of this study is to improve the speed and precision of testing the processing parameters of slub yarn,and use of computer tocarry out this testing is proposed.The basic principal of testing the processing parameter of slubby yarn was introduced.And we developed a slub yarn testing system which was used to test the sample of slub yarn.We got time sequence chart of thickness of slubby yarn,distance sequence chart of slub length and slub space,and distribution charts of slub length,slub space and slub scaling factor.The results tested showed in good agreement with the originally set parameters.The resulting errors were analyzed also.Experiments demonstrated that this testing system is effectively,and can be adopted in production.Key wordsslub length;slub space;slub scaling factor;automatic testing竹节纱是花式纱线的一种,由于其独特的外观结构,使织物具有立体感强,风格挺括,凉爽舒适等特点,深受消费者的喜爱[1]。
细特竹节纱的设计与参数控制_乐峰

2010年6月·第38卷·第6期S H A N G H A I T E X T I L ES C I E N C E&T E C H N O L O G Y上海纺织科技V o l.38N o.6,2010产品设计与开发细特竹节纱的设计与参数控制乐 峰,羊山宁(江苏悦达纺织集团有限公司,江苏盐城224055)摘 要:介绍了两种竹节纱的生产原理,并举例说明了如何从样布开始分析和设计细特竹节纱的全过程,阐述了生产竹节纱的注意要点,并叙述了如何利用检验仪器、络筒电清来比对和控制竹节风格,最后分析了生产竹节纱的经济效益。
关键词:细支纱;竹节纱;原理;设计;风格;措施;经济效益中图分类号:T S104.1 文献标识码:B 文章编号:1001-2044(2010)06-0031-03D e s i g n a n d p a r a m e t e r s c o n t r o l o f f i n e t e x s l u b y a r nY U EF e n g,Y A N GS h a n-n i n g(J i a n g s u Y u e d a T e x t i l e G r o u p C o.,L t d.,Y a n c h e n g224055,C h i n a)A b s t r a c t:I nt h i s p a p e r i s i n t r o d u c e dt h ep r o d u c t i o np r i n c i p l eo f t w o k i n d s o f s l u by a r n s w i t ht h e w h o l ep r o c e s s a n da t t e n t i o n s i n t h e p r o d u c t i o n o f f i n e t e x s l u b y a r n f r o my a r n u pt o i t s f a b r i c d e t a i l e d.C o m p a r i s o n a n dc o n t r o l o f s l u b s t y l e b y u s e o f t e s t i n g i n s t r u m e n t s a s w e l l a s t h e e c o m o n i c b e n e f i t a n a l y s i s o f t h e s l u b y a r np r o d u c t i o na r ea l s o g i v e n.K e y w o r d s:f i n e c o u n t y a r n;s l u b y a r n;p r i n c i p l e;d e s i g n;s t y l e m e a s u r e;e c o n o m i c b e n e f i t1 竹节纱生产原理目前竹节纱常见的生产方式有两种:一种是前罗拉恒速,控制中、后罗拉超喂,形成与基纱有变化的粗节;另一种为中、后罗拉恒速,前罗拉瞬时停转或减速。
竹节纱工艺参数对织物布面风格影响的分析

广东纺织职业技术学院毕业综合实践报告题目:竹节纱工艺参数对织物布面风格影响的分析类型:毕业论文专业:现代纺织技术班级:纺材08 学生姓名:关熙华指导教师:黄龙全完成时间:2011.5.31目录1.设计思想 (1)2.纺纱及织造试验 (2)2.1纺纱 (3)2.2织造 (4)3.试验 (5)4.结果分析 (6)4.1计算综合评分之和 (7)4.2绘制趋势图 (8)结论及尚存在的问题 (34)致谢 (36)参考文献 (37)摘要本文通过竹节纱本身外观参数的变化以及竹节纱在织物中与普通纱的配比对织物最终风格以及竹节纱的特殊结构,布面风格与竹节粗度、竹节长度及竹节间距密切相关,其各种各样的组合决定了它在布面上特殊的风格设计思想,纺出竹节纱并试织实物织物。
在通过试验结果分析论证了竹节纱织物布面风格与竹节纱四个主要参数的关系,并通过主观评定的办法对织物进行打分,分析分数高低与织物风格的关系,进而得出竹节纱参数和竹节纱与普通纱的配比与织物风格的关系。
得出了在影响竹节织物风格的竹节纱的工艺参数中,竹节纱与普通纱的配比是最重要因素,节长、节距也是比较重要的因素,而节粗是影响较小的因素。
这重要的结论。
关键词:竹节纱、节长、节距、节粗竹节纱工艺参数对织物布面风格影响的分析姓名:关熙华学号:081010111 班级:纺材08前言近年来,竹节纱以其特有的风格赢得了用户的青睐,被广泛应用于色织、毛织的服装及装饰用织物如窗帘、沙发罩、织带、床罩、汽车内装饰用织物等, 在市场上具有很强的竞争力和开发价值。
利用竹节纱竹节部分的长短不同、粗细不同、间隔不同、原料不同,使得竹节纱的风格丰富多彩,以满足各类不同消费者的需要。
1 设计思想目前,对于竹节纱本身外观参数的变化以及竹节纱在织物中与普通纱的配比对织物最终风格的影响研究,还没有报道。
由于竹节纱的特殊结构,布面风格与竹节粗度、竹节长度及竹节间距(以下简称“节粗、节长、节距”)密切相关,其各种各样的组合决定了它在布面上特殊的风格。
竹节纱生产工艺浅析及竹节纱装置说明
竹节纱生产工艺浅析及竹节纱装置说明一、概述竹节纱特征是具有粗细分布不均匀的外观,是花式纱中种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
纱线忽细忽粗,有一节叠出的称竹节。
竹节纱的公称号数一般以基纱号数冠名,如C 14.5tex竹节纱是指竹节间距为正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
二、竹节纱生产原理1、目前竹节纱常见的生产方式是前罗拉恒速,控制中、后罗拉超喂,形成与基纱有变化的粗节;一般细纱机中后罗拉的转速相对前罗拉来说要低得多,所以更容易控制,避免了因改变前罗拉转速而影响产量、捻度;且中后罗拉转速较低,变速时对机械本身的冲击磨损也小。
无锡普莱特公司的ZNZ智能型数字式竹节纱生产装置便是这种类型,采用跟随前罗拉,并用伺服电动机控制中后罗拉,这种装置灵敏度高,适宜制作较精密的竹节纱。
2、竹节纱纱样分析和设计对纺纱厂来说,如何准确测量竹节纱的三大参数:竹节长短、粗细和间距是竹节纱设计的关键环节。
分析好竹节样布的主要条件:所选布样要足够大,要能看出整个竹节循环、竹节密度和织物风格;称纱线质量的电子天平精度要达到0.001 g以上。
根据竹节纱布样需要测量和分析出的工艺参数主要有竹节粗度、竹节基纱细度、平均细度、竹节细度、竹节节距、竹节长度、捻度等,同时还要根据细度设计牵伸倍数和传动比、卷绕螺距、钢领、钢丝圈卷绕工艺参数等。
3、竹节纱经济效益竹节纱技术适应高附加值织物的需求,且在生产过程中还能减少用棉等级,可为纺织企业带来可观的经济效益。
竹节纱装置在各种细纱机上改造方便,纺竹节纱时,将轻重牙齿脱开,换上长轴用带轮带动中后罗拉,从而通过电脑程序控制中后罗拉的速度,达到按要求生产各种规格的竹节纱,无竹节定单时又可以纺常规纱。
竹节纱工艺参数智能识别方法[发明专利]
专利名称:竹节纱工艺参数智能识别方法专利类型:发明专利
发明人:徐伯俊,谢春萍,高卫东
申请号:CN200510038791.8
申请日:20050408
公开号:CN1844549A
公开日:
20061011
专利内容由知识产权出版社提供
摘要:一种竹节纱工艺参数智能识别方法,方法是用电容式非接触式纱线线密度传感器或凹凸罗拉结合位移传感器测定待测纱线的线密度,采用12位以上的高精度PCI数据采集卡将纱线粗细变成长度方向的数据,通过快速傅里叶变换等数学方法得出其波谱图,可以反映竹节纱长度与间距的组合规律,可以作为竹节纱工艺检验的重要手段,另一方面,通过长度方向的粗细分类,分析竹节纱竹节长度与间距的循环规律,从而提供可以用于生产的工艺参数,整个系统的功能由一套软件来实现。
申请人:江南大学
地址:214036 江苏省无锡市惠河路170号
国籍:CN
更多信息请下载全文后查看。
半精纺纯棉竹节纱的生产工艺探讨
半精纺纯棉竹节纱的生产工艺探讨王晓;朱永军;王运伟【摘要】文章主要介绍了将竹节纱与半精纺技术相结合的工艺,探讨了竹节纱从接料到细纱等各个工序的工艺流程,为了保证纱线强力等各项质量指标达到标准,要求梳棉、并粗、细纱工序的设备工艺达到最优,生产的纯棉竹节纱的品质能够适应市场需求.【期刊名称】《纺织导报》【年(卷),期】2019(000)001【总页数】2页(P70-71)【关键词】竹节纱;棉;半精纺;工艺【作者】王晓;朱永军;王运伟【作者单位】烟台南山学院;烟台南山学院;烟台南山学院【正文语种】中文【中图分类】TS104.2竹节纱具有粗细分布不均匀的纱线外观,它具有节长、节距、节粗三大要素。
半精纺是以棉纺设备、棉纺工艺为基础,结合毛纺工艺特点,在设备、工艺、产品上不断创新的一种新型纺纱技术,可使用棉、毛、丝、麻、化纤等为原料进行纯纺或混纺。
将竹节纱与半精纺技术结合在一起,可提高原料附加值,降低产品生产成本,迎合消费者对于服装面料休闲化、潮流化的需求,发展前景广阔。
1 前纺生产技术要点由于竹节纱的结构较为特殊,纱线的竹节部分捻度偏小、毛羽偏多,导致竹节纱可纺性差、纺纱效率低,产品的强力降低,因此在实际生产过程中需着重控制竹节纱的强力。
1.1 接料工序为了使原料不滑脱、抱合力增强,棉纤维来料手感需比正常纱稍偏涩控制,竹节纱用料的纤维不宜套染,减少纤维损伤,避免在梳棉过程中产生较多的棉短绒。
1.2 和毛工序和毛加油工序是半精纺生产中非常重要的工序,处理不好会使生产过程中静电严重,导致纺纱无法顺利进行,直接影响成纱质量。
和毛工序的预开松采用BO1200-E3高效混开棉机,具有良好的开松、混合、消除静电的作用。
经和毛加油工序后的原料需静置24 h,使和毛油和抗静电剂充分渗透到原料中,均衡吸收达到生产所需的回潮率。
正确的方法需根据原料静电的正负特性,分别给油、闷毛、和毛,才能取得最佳效果。
和毛剂组成如表 1 所示。
竹节纱工艺参数设置方法改进稿20090627
竹节纱工艺参数设置方法(按平均纱号设定)(试行)竹节纱是一种比较特殊的纱线,基纱部分细,竹节部分比较粗,从传统的角度看,相对于该纱的平均纱支来说,基纱部和竹节部分分别是细节和粗结,但是该纱经过电子清纱器时又不能把基纱部分和竹节部分当作纱疵清掉,那么如何切掉大的纱疵又把正常的基纱部分和竹节部分保留,不影响挡车工的效率,是要解决的问题,下面对此问题进行探讨。
几个定义:1、 基纱纱号2、 竹节部分纱号3、 平均纱号:纱线平均的纱号,就是该品种纱线的千米克数。
4、 节距:两个竹节之间的距离。
5、 平均节距:当一个品种纱线的节距不是一个固定值时,取其平均值即为平均节距。
6、 基纱部分长度7、 基纱部分平均长度:当一个品种纱线的基纱部分长度不是一个固定值时,取其平均值即为基纱部分平均长度。
8、 竹节部分长度9、 竹节部分平均长度:当一个品种纱线的竹节部分长度不是一个固定值时,取其平均值即为竹节部分平均长度。
10、 倍率:基纱部分和竹节部分的牵伸倍率比。
11、 平纱:普通纺纱工艺纺出的粗细基本不变的纱线,是非竹节纱。
设定方法:1、 纱号的设定方法:按平均纱号设定,增益自动调整放开。
2、 短粗门限的设定方法:首先计算竹节部分相对于平均纱号的增量为:短粗幅度设定值≥增量/0.5+条干不一致增量条干不一致增量按照纱线的条干情况而定,一般取30%~短粗门限设定最大值。
原则为条干越好,该值越小,反之,则越大。
短粗长度设定值按要清除的纱疵长度做为设定的依据(同平纱短粗长度门限的设定原则)。
3、 长粗和细节门限的设定方法:长粗幅度门限可按平纱门限的设定方法确定长粗长度门限不小于(竹节部分纱号-平均纱号)×最大竹节长度×系数/(平均纱号×长粗幅度设定值)细节幅度门限可按平纱门限的设定方法确定细节长度门限不小于(基纱部分纱号-平均纱号)×最大基纱长度×系数/(平均纱号×细节幅度设定值)如果细节要求不严,一般可将该通道关闭式中系数一般不小于2,系数的上限选取原则是使细节长度门限不大于长度设定上限3、静态长粗和静态细节门限的设定方法:静态长粗是否打开,要视纱线竹节部分相对于平均纱号的增量是否大于80%,如果大于80%,则会出现引纱困难,此时要关闭静态长粗,否则,打开静态长粗;静态细节是否打开,要视纱线基纱部分相对于平均纱号的负增量是否小于-40%,如果小于-40%,则会出现引纱困难,此时要关闭静态细节,否则,打开静态细节。
第六章 纺部工艺参数和机器配置
4.精梳条卷线密度、牵伸倍数和并合数的 选择 线密度与定量的关系见表 牵伸倍数一般在9-16 并合数一般为8
5.并条线密度、牵伸倍数和并合数的选择 线密度与定量的关系见表 牵伸倍数一般在6-8 并合数一般为6-8
6.粗纱线密度、牵伸倍数的选择 线密度与定量的关系见表 牵伸倍数一般在6-8
7.细纱牵伸倍数的选择 细纱的牵伸倍数应小于A/细纱的线密度
6.5 用料量与制成率
6.5.1用料量 混用料量:除了原料之外,还包括回花和 再用棉等的用料量 净用料量:不包括回花和再用棉的用料量
6.5.2用料量的计算 1.纯棉纺
细纱总生产量 混用棉总量 = = 细纱总生产量 × 混棉消耗率 细纱累计制成率
2.不同纤维类型的纤维条混纺
混用料总量 =
混纺细纱总生产量 混纺细纱累计混和制成率
6.2.4 头道混并条牵伸倍数的计算
n a × Tta +n b × Ttb Eh = Tth
6.2.5 捻系数的选择 1.粗纱捻系数的选择 纤维长的比纤维短的捻系数小,纤维整齐 度较好的比整齐度较差的小 见表6.2.5-1
2.细纱捻系数 细纱的捻系数与用途有关 见表6.2.5
3.转杯纺纱捻系数 捻系数应比环锭纺纱的捻系数增加15-20% 4.股线捻系数
纺部工艺参数
1.1线密度、并合数和牵伸倍数的选择 1.梳棉条线密度和牵伸倍数的选择,见表 6.2.1-1 2牵伸倍数
2.预并条线密度、牵伸倍数和并合数的选 择 预并条一般为6-8根,相应取6-8倍 不同线密度细纱预并条和定量见表
3.条并卷线密度、牵伸倍数和并合数的选 择 线密度与定量的关系见表 牵伸倍数视喂入棉条的结构而定。 并合数一般为20-24
6.2.2 线密度、牵伸倍数和并合数的关系
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
影 响生 产效 率 。根 据 多 个 品 种实 际使 用 经 验 , 速
度 设定 范 围 一 般 掌 握 在 实 际 前 罗 拉 速 度 ± 0 r 3 /
m n的 范 围 比较 适 宜 。 i ( ) 确 设 定 超 限 范 围 后 出 现 超 限 报 警 关 2正
车, 要认 真查 找原 因 , 除故 障 。一般 应从前 罗拉 排 传 动系统 及 编码器 传动 两个 方 面查找 原 因。例 如 1台细 纱机 在 纺 制 3 e 6t x竹 节 纱 时 , 际前 罗拉 实 速 度 2 9 rm n 设 定 速 度 上 限 2 0 rm n 下 限 1 / i , 5 / i ,
且使 浆液 黏度 更稳 定 。
机效 率平均 提 高 3个 百 分 点 以上 , 浆 成本 可 降 上
低 2%。 1
自 20 0 9年 5月 起 , 我公 司所 有纯 棉 品种 推广 应用 配方 3进 行 上 浆 , 全 不 用 P A( 料 配 方 完 V 浆 及 织造 效果 见 表 4 , 现 了环 保 上 浆 , 月 可 为 )实 每
题 , 度 上 下 限范 围 设定 过 窄 , 造 成频 繁 关 车 , 速 会
大, 修复 后 开车正 常 。报警 停 车后 , 了验 证竹 节 为
纱是 否 合格 , 取 纱 样 经试 验 室 测 试 后 合格 。说 拔 明报 警停 车及 时 , 没有影 响 到竹 节纱 质量 。
山 东飞 泰 纺 织 有 限 公 司 盛 庆 石
轮 松 动 严 重 , 成 前 罗 拉 速 度 瞬 时 波 动 较 大 , 时 造 瞬
回花 回丝缠 人造 成 编 码 器传 动 不 灵 活 等 , 使 编 会
码 器 测 速 失 灵 , 述 问 题 会 使 智 能 控 制 器 根 据 失 上
显示 2 0rm n左 右 , 现 前 罗拉 速 度 高 于 报 警 4 / i 出 上 限停 车 。机 械 故 障 修 复 后 , 车 正 常 。1台细 开 纱机 纺制 2 e 9t x竹 节 纱 , 际 前 罗 拉 速 度 2 5 r 实 1 /
公 司 节 约 浆 料 成 本 5万 元 ~6万 元 。
() 5 每次 浆纱 了机 时 , 将 输浆 管 冲洗干 净 , 要 以保 证浆 管 畅通 。
4 结束 语
参 考 文 献
( ) C — F5 1 用 D D 8 8和 C — F 2 D D 5 5按 一 定 比例
搭 配 , 纯 棉 品 种 上 取 代 P A 是 可 行 的 , 织 机 在 V 在
m n 设 定 速 度 上 限 2 0 rmi , 限 10 rm n i, 5 / n 下 8 / i。
准 的前 罗拉 速度信 号 向伺服 电机 发 出错误 的变 速
信 号 , 而造 从 设计 的竹 节风 格 。通过 实践 , 要解 决 这个 问题 , 需
要做 好 以下两 方面 工作 。
出现前 罗拉 速度 低 于报警 下 限停 车。经 检查 是 由 于机后 皮带 轮轴 键 松 动 所 致 , 成 前 罗拉 速 度 偏 造 低 , 复后 开 车 正 常 。 1台细 纱 机 纺 制 2 . e 修 7 8t x 竹 节 纱 , 际 前 罗拉 速 度 2 8rm n 设 定 速 度 上 实 0 / i , 限 2 0rmi, 限 10 rmi。 出现 超 限 报 警 停 4 / n 下 7 / n 车 。经 检查 编码 器 主动 轮 松 动严 重 , 轮轴 间 隙 较
第 3 8卷
第 5期
郜 瞌织技 术
Co t xte Techn ogy ton Te i l ol
21 0 0年 5月
车速 自然 提升 , 而且 干 分 绞轻 快 , 纱 手感 滑 爽 , 浆 毛羽 减 少 , 浆斑 产 生 , 纱 断头 少 , 无 经 比原 配方 织
料 , 液黏 度低 , 浆 实现 了“ 高一 低 ” 两 上浆 , 燥 温 烘 度 不变 , 纱 速 度 能 提 升 1 / i , 约 了 能 源 浆 5m mn 节 消耗。 () 3 浆纱 干分 绞轻 快 , 次 毛 羽少 , 二 消除 了浆 斑 疵布 , 高 了织 布 的下机 一等 品率 。 提 ( ) 用 高压 调浆 桶 调 浆 , 4使 可节 省焖 浆 时 间 ,
[ ] 田 培 善 . D D 5 5浆 料 的 性 能 与 应 用 [ ] 棉 纺 织 1 C —F2 J. 技术 ,0 8 3 ( ) 1 —3 2 0 ,6 2 :0 1 . [ ] 田 培 善 , 源 杰 , 蕊 . 蕉 芋 淀 粉 衍 生 物 的 性 能 分 2 林 李 芭
效 率 稳 定 提 高 的 同 时 , 降 低 上 浆 成 本 1 % 左 可 8
右。
( ) 用 C — F5 2 使 D D 8 8和 C - F 2 D D 5 5作 为 主 浆
革新 改造 ・
析及 应 用 [ ] 棉 纺 织 技 术 ,04 3 ( )9 1. J. 2 0 ,2 9 :—3
・
F Z系列竹节纱控制器工艺参 数的配置 L
F Z系列竹 节 纱 智 能 控 制 器 工 作 原 理 为 : L 通 过编码 器 检测前 罗拉 转 速 信 号 , 根 据 设定 的竹 并 节工 艺参 数要求 控 制 伺 服 电机 变 速 , 动 中后 罗 带 拉实 现高 速或低 速 运 转 , 粗 纱 须 条 超 量或 正 常 使 喂入 到主牵 伸 区 , 而 实 现 竹 节纱 的生 产 。实 际 从 使用 中 , 由于细 纱机 电机 轮 和 大 轴 轮 轴 套或 键 松
动 、 动三 角带 张力偏 松 、 传 大轴 或轴 承损 坏等 机械 问题均 能造 成前 罗拉 速度 实 际与设计 的较大 瞬 间
速度差 异 。另外 , 由于编码 器齿 形带 张力 偏 紧 、 传
动轮 紧固螺 钉松 动或 轮轴 间磨 损松 动 、 承损 坏 、 轴
10 rm n 由于 机 后 大 轴 传 动 到 机 前 的 主 动 齿 8 / i。
( ) 理设 定前 罗拉 速 度 上 下 限 。竹 节 纱 智 1合 能控 制器 带有 预警 停 车设 置 , 即通 过 设 定 前 罗 拉 速度 上下 限 , 以在 前 罗拉 速 度 超 限时 及 时 关 车 可 避免 造成 质量事 故 。前 罗拉转 速信 号在 一定 速度 范 围内是 不影 响纺 纱 效 果 的 , 是 超 出了一 定 界 但 限后 , 将影 响竹 节 纱 质 量 。速 度 上 下 限 范 围设 定 过宽 , 使 超 限 的 速 度 信 号 被 接 受 , 成 质 量 问 会 造