竹节纱生产工艺浅析及竹节纱装置说明
CCZ—Ⅳ型竹节纱装置的应用及工艺设计
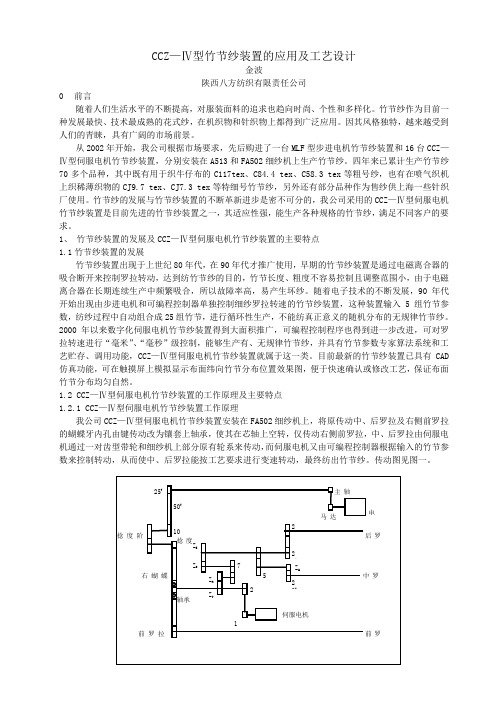
CCZ—Ⅳ型竹节纱装置的应用及工艺设计金波陕西八方纺织有限责任公司0前言随着人们生活水平的不断提高,对服装面料的追求也趋向时尚、个性和多样化。
竹节纱作为目前一种发展最快、技术最成熟的花式纱,在机织物和针织物上都得到广泛应用。
因其风格独特,越来越受到人们的青睐,具有广阔的市场前景。
从2002年开始,我公司根据市场要求,先后购进了一台MLF型步进电机竹节纱装置和16台CCZ—Ⅳ型伺服电机竹节纱装置,分别安装在A513和FA502细纱机上生产竹节纱。
四年来已累计生产竹节纱70多个品种,其中既有用于织牛仔布的C117tex、C84.4 tex、C58.3 tex等粗号纱,也有在喷气织机上织稀薄织物的CJ9.7 tex、CJ7.3 tex等特细号竹节纱,另外还有部分品种作为售纱供上海一些针织厂使用。
竹节纱的发展与竹节纱装置的不断革新进步是密不可分的,我公司采用的CCZ—Ⅳ型伺服电机竹节纱装置是目前先进的竹节纱装置之一,其适应性强,能生产各种规格的竹节纱,满足不同客户的要求。
1、竹节纱装置的发展及CCZ—Ⅳ型伺服电机竹节纱装置的主要特点1.1竹节纱装置的发展竹节纱装置出现于上世纪80年代,在90年代才推广使用,早期的竹节纱装置是通过电磁离合器的吸合断开来控制罗拉转动,达到纺竹节纱的目的,竹节长度、粗度不容易控制且调整范围小,由于电磁离合器在长期连续生产中频繁吸合,所以故障率高,易产生坏纱。
随着电子技术的不断发展,90年代开始出现由步进电机和可编程控制器单独控制细纱罗拉转速的竹节纱装置,这种装置输入5组竹节参数,纺纱过程中自动组合成25组竹节,进行循环性生产,不能纺真正意义的随机分布的无规律竹节纱。
2000年以来数字化伺服电机竹节纱装置得到大面积推广,可编程控制程序也得到进一步改进,可对罗拉转速进行“毫米”、“毫秒”级控制,能够生产有、无规律竹节纱,并具有竹节参数专家算法系统和工艺贮存、调用功能,CCZ—Ⅳ型伺服电机竹节纱装置就属于这一类。
竹节纱的设计生产及来样织物分析

竹节纱的设计生产及来样织物分析文/邵利韬刘充近年来竹节面料以其独特的风格赢得了用户青睐,有弹力竹节纱、包芯竹节纱、AB竹节纱和彩点竹节纱等,被广泛用于服装及装饰用织物,如窗帘、沙发罩、床罩、车用装饰织物等。
客户经常会寄来竹节纱布样,要求按样加工生产,竹节的长短不同、粗细不同、间隔不同,会影响到布的织物风格,布样分析和准确把握织物风格便成了关键的环节。
1 竹节纱机织物的分类竹节纱机织物根据织造工艺不同分为经竹节纱织物、纬竹节纱织物、经纬全竹节纱织物3种。
分析竹节织物应从布面效果出发,首先确定竹节纱的3个基本要素,即节长、节粗、节距的搭配。
竹节纱机织产品主要有弹力竹节纱织物、自然波纹织物、竹节牛仔织物、竹节仿麻织物、麻棉竹节纱织物等。
总之,竹节纱机织物的品种多样,风格独特,使用范围广。
2 竹节纱工艺设计生产2.1竹节纱的生产方法目前,国内竹节纱装置大概有两类,一类是使用电磁离合器控制前罗拉停动或中后罗拉超喂,使前区牵伸改变而产生竹节效应。
这类装置结构简单,改造费用低,但因离合器的开合次数和灵敏度有限,所以适宜作粗而精度不高的竹节纱。
另一类是采用步进电机或伺服电机控制前罗拉变速或中后罗拉超喂,从而改变牵伸倍数而生产竹节纱。
这一类竹节装置灵敏度高,适宜作较精密的竹节纱,制造费用较大。
超大竹节(2 000 tex左右)在一般细纱机上是无法实现生产的,用变频电机在粗纱机上改造可以实现。
电磁离合器装置几乎被淘汰,竹节纱装置主要以步进电机驱动前罗拉变速法和伺服电机控制中后罗拉超喂法为主。
两种机构比较,利用前罗拉变速生产竹节纱时灵敏度高,适用于较密竹节,无论竹节的长短粗细均有较好的控制能力。
但由于前罗拉速度改变,粗节过密时会影响产量,由于锭速恒定,对捻度也有影响。
而利用中后罗拉超喂生产竹节纱时,由于前罗拉速度不变,所以对捻度和产量没有影响。
后者制造费用高。
2.2竹节纱工艺参数无论哪一种竹节纱装置,都离不开基纱特数、节长、节粗、节距,另外还有竹节纱有无规律性选择。
竹节纱的设计生产及来样织物分析

高, 适用于较密竹节, 无论竹节的长短粗细均有较好的控
制能力。 但由于前 罗拉速 度改变 , 粗节过 密时会影 响产量 ,
由于 锭速恒 定, 捻度也有影响 。 对 而利用 中后罗拉 超喂生 产
视 原料互配 工作 , 同时要选 用先进 的前纺 装备, 优化 纺纱工
艺, 选择 合 适的 关键 纺 纱元 部 件, 充分发 挥 出先进 装 备 的 最大效 率, 生产出用户满 意的高质量纱线 。 ()目前 围外针 织服 装使 用比例 已超 过 机织 服装 , 3 国
三、 结语
() 国在 转 杯纺 纱 机 上 开发针 织 用纱 虽然 起步 较 1我 晚,月前所 占比例与国外 仍有较 大差距 , 从针织 用户使用 但 反映, 转杯纺生 产的针织纱主要性能 均优于环锭 纺, 不但织 造 效率提 高 , 更重要 的是 针织物 实物 质量有显著改 善, 故其
造 费用较 大 。 超 大竹节 ( 0 0tx 2 0 左右 ) 一般细纱机 上是无法实现 e 在 生产的 , 用变频 电机 在粗纱机 上改造可以实现 。
间, 千米细 年Us r 01 t 公报的5% ~ 2 e 5%水平 ; 质量 波动小 , 且 用户 较满意 。
节 纱 。 另一 类是 采 用步 进 电机 或 伺服 电机 控 制 前 罗拉变
速 或 中后 罗拉 超 喂 ,从 而 改变 牵伸 倍数 而生 产竹 节 纱 。 这 一类 竹 节装 置 灵 敏度 高 ,适 宜 作较 精 密的 竹 节纱 ,制
维普资讯
断 裂强度都 有所提高 。 在实际批 量生 产3 . tx 47 e 纱时, S KS — A与KS 4 K 成纱质量十 分接近 。 但在纺2 . tx 7 e 以上 的针织纱 8 时, 采用KS — 型阻捻 头成纱质量明显优 于KS 。 KS — SA K4 但 S A只适 用于 捻系数在 30 3 以上的纱 , 捻系数 小于3 0 断头增 3时
竹节纱生产工艺浅析及竹节纱装置说明
竹节纱生产工艺浅析及竹节纱装置说明一、概述竹节纱特征是具有粗细分布不均匀的外观,是花式纱中种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
纱线忽细忽粗,有一节叠出的称竹节。
竹节纱的公称号数一般以基纱号数冠名,如C 14.5tex竹节纱是指竹节间距为正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
二、竹节纱生产原理1、目前竹节纱常见的生产方式是前罗拉恒速,控制中、后罗拉超喂,形成与基纱有变化的粗节;一般细纱机中后罗拉的转速相对前罗拉来说要低得多,所以更容易控制,避免了因改变前罗拉转速而影响产量、捻度;且中后罗拉转速较低,变速时对机械本身的冲击磨损也小。
无锡普莱特公司的ZNZ智能型数字式竹节纱生产装置便是这种类型,采用跟随前罗拉,并用伺服电动机控制中后罗拉,这种装置灵敏度高,适宜制作较精密的竹节纱。
2、竹节纱纱样分析和设计对纺纱厂来说,如何准确测量竹节纱的三大参数:竹节长短、粗细和间距是竹节纱设计的关键环节。
分析好竹节样布的主要条件:所选布样要足够大,要能看出整个竹节循环、竹节密度和织物风格;称纱线质量的电子天平精度要达到0.001 g以上。
根据竹节纱布样需要测量和分析出的工艺参数主要有竹节粗度、竹节基纱细度、平均细度、竹节细度、竹节节距、竹节长度、捻度等,同时还要根据细度设计牵伸倍数和传动比、卷绕螺距、钢领、钢丝圈卷绕工艺参数等。
3、竹节纱经济效益竹节纱技术适应高附加值织物的需求,且在生产过程中还能减少用棉等级,可为纺织企业带来可观的经济效益。
竹节纱装置在各种细纱机上改造方便,纺竹节纱时,将轻重牙齿脱开,换上长轴用带轮带动中后罗拉,从而通过电脑程序控制中后罗拉的速度,达到按要求生产各种规格的竹节纱,无竹节定单时又可以纺常规纱。
竹节纱生产工艺探讨

and increase the production efficiency,it is necessary to strictly control the sem i—product quality and properly set spinning process param eters due to the fact that slub yarn is of low strength, low production and low capacity of product.As the production with varieties and sm all batch, the versatility should be taken into account w hen process design and equipm ent selection have to be done. Key W ords:slub yarn;plain yarn;process;parameter;twist coefficient;slub;traveler;roller
收 稿 日期 :2015—11-02 作 者 简 介 :李 兰女 (198O一 ),女 ,江 苏 泰 州 人 ,工 程 师 ,主 要 从 事 纺纱 工 艺 和 纱 线 质 量 管 理 工作 。
1 竹 节 纱 质 量 指 标 控 制
不 同类 型 的 竹 节纱 风 格各 不相 同 ,技 术 指标 无 统一 的规 定 ,检测 项 目与要 求 和平 纱 的侧 重 点 有所
竹节纱工艺设计

竹节纱工艺设计实例1 捻度1.1 前罗拉变速装置(1)设计基纱长度和竹节纱长度占总纱长度的百分比(一个循环)基纱长度/mm:160+320+600+450=1530竹节纱长度/mm:75+75+75+85=310总长度/mm:1530+310=1840基纱占总纱长度百分比:1530/1840=83.2%竹节纱占总纱长度百分比:310/1840=16.8%(2)计算基纱细度设基纱号数为Xtex,则有:1530X+3*310X=1840*36.4(3倍竹节粗度)求得X=27.2。
(3)根据基纱细度选择所需捻系数,换算出捻度由27.2号选用370捻系数,换算出捻度71.0捻/10cm。
根据A512工艺表:24374*Z4/Z3/Z5=71.0得Z4/Z3=76/58,Z5=45由此选择捻度牙轮,但此时年度牙轮实际并不能调节捻度。
(4)由步进电机的高速和竹节粗度、规律计算出前罗拉平均速度我们根据所用步进电机的实际功率确定前罗拉高速时180r/min,由3倍竹节粗度可知前罗拉低速时为180/3=60r/min。
由基纱、竹节纱纺纱时间比例求前罗拉平均速度:180*83.2%+60*16.8%=160r/min(5)由前罗拉平均转速和A512工艺表确定皮带轮7.72*58/76*45*马达盘/主轴盘=160mm。
选择电动机皮带盘Φ120mm,主轴盘Φ200mm(6)由主电动机和皮带盘测算出锭子速度1460*120÷200*10.11=885.6r/min由以上推算可知,在前罗拉变速竹节装置中,纱的捻度完全取决于前罗拉高低速度和高低速纺纱所占的时间比,单纯调节捻度牙改变不了纱线捻度。
在锭速不变时只有调节前罗拉车速才能改变捻度。
1.2 后罗拉变速装置按照(2)、(3)选择捻度牙,适当比正常同支纱大一些。
2 牵伸、车速和钢丝圈由捻度测算(2)可知基纱细度为27.2tex。
总牵伸=粗纱定量/基纱细度=粗纱10m干重/基纱100m干重由总牵伸倍数选择牵伸齿轮。
竹节纱的生产方式及实际应用
竹节纱的生产方式及实际应用作者:卢雨正腾广兴来源:《纺织导报》2013年第10期摘要:文章介绍了环锭纺竹节纱生产加工方式,特别是目前新型的竹节纱生产装置,并对其相关产品的特点,生产注意事项等进行了论述;对竹节纱产品的实际应用进行了简要的总结,并提出相关产品实际生产的具体细节,为企业开发竹节纱产品提供帮助。
关键词:竹节纱;生产方式;应用中图分类号:TS104.7 文献标志码:AProduction and Application of Slubby YarnAbstract: The article introduced the production mode of ring-spun slubby yarn, especially the new-type slubby yarn production unit currently available on market. It also discussed the characteristics of related products and some techniques and considerations of the production as well as the practical applications of slubby yarn.Key words: slubby yarn; production mode; application竹节原本是纺织生产中的一类常见疵点,由于纺纱过程中诸如牵伸、粗纱不匀等一些问题的影响,使得纱线局部出现细度不匀,形成类似于竹节一样的凸起,产生竹节疵,影响织物的质量。
但是,当这种类似竹节一样的凸起在织物表面形成均匀分布的时候,可以使织物表面形成一种特殊的纹理,产生特有的织物风格,可以满足人们对于织物风格多样化的要求。
于是在纺纱过程中人为的使纱线线密度在其长度方向上发生规律的或者不规律的变化,得到了竹节纱,并将这种纱线用于织物的生产,形成竹节纱织物。
紧密纺段彩竹节纱的纺制与性能分析
续 分布 交替 出现 的花式 花色纱 。利 用段 彩竹节 纱
制成 的织物 , 经过 染 色 后 有着 更 为 丰 富 的外 观 色 彩 , 条 仿 佛 浮雕 于织 物 之 上 , 有 层 次 及 立 体 线 富 感, 极具 特色 。段 彩 竹 节纱 的生 产 是通 过 控 制 中
装 置 , 加装 一套 伺 服 电机 系统 以控 制 中罗拉 变 再 速来 实现 。所使 用 的两 套伺 服 系统单 独控 制 中罗 拉和后 罗拉 , 中后 罗 拉 配 合 变速 的方 法 生 产段 以 彩竹节 纱 。图 1为段彩 竹节 纱纺 纱工艺 简 图 。在 纺段 彩竹节 纱 时 , 通过 后 罗拉 3喂 入彩 色 粗纱 4 ,
生产有规律竹节纱
生产有规律竹节纱竹节纱,就像纺织世界里的小调皮,有规律地出现,给布料增添了独特的韵味。
咱今天就来唠唠怎么生产这有规律的竹节纱。
生产有规律的竹节纱啊,设备的选择就像选老婆,得慎重。
你不能随便抓一个就用,得找那个适合你的。
有专门生产竹节纱的设备,这些设备就像是训练有素的士兵,每个部分都有自己的任务。
比如说,纱锭要转得稳,就像士兵站军姿得站得笔直。
如果纱锭晃晃悠悠的,那纺出来的竹节纱就像喝醉了酒的人走路,歪歪扭扭,哪里还有规律可言?而且,设备的精度得高,这就好比厨师切菜,刀工不好,切出来的菜大小不一,那做出来的菜口感肯定差。
设备精度不高,竹节纱的竹节部分和正常纱部分的比例就会乱七八糟。
原料的选择也不能马虎。
这原料就像是盖房子的砖头,要是砖头质量不好,房子能结实吗?棉花的质量、纤维的长度、粗细等等,都对竹节纱的质量有影响。
你拿那些又短又粗的纤维去纺竹节纱,就像用破破烂烂的材料去做工艺品,做出来的东西能好看吗?优质的原料,纺出来的纱就像丝滑的巧克力,每一口都那么细腻。
再说说工艺参数的设定。
这就像是给一个机器人设定程序,参数设对了,机器人就能好好干活。
竹节的长度、间距、粗细变化这些参数,都得精心调整。
竹节的长度要是一会儿长一会儿短,那竹节纱看起来就像被狗啃过的骨头,参差不齐。
竹节间距也是,要是没个准头,那纱就像是一串乱了顺序的珠子。
还有竹节的粗细,不能粗得像树干,细得像头发丝,得有个合适的比例,就像人的身材,要协调才行。
操作人员的技术和经验那也是相当关键的。
一个好的操作人员就像一个经验丰富的老司机。
他知道什么时候该加速,什么时候该减速。
在生产竹节纱的时候,他能敏锐地察觉到设备的微小变化,就像老中医摸脉一样精准。
要是操作人员是个新手,就像刚拿到驾照的人开车,慌里慌张的,纱线在他手里可就遭罪了,生产出来的竹节纱可能就到处是毛病。
在整个生产过程中,环境因素也像个隐藏的小怪兽,随时可能出来捣乱。
温度和湿度要是不合适,纱线就像个爱发脾气的小孩,不好好配合。
竹节纱分析
竹节数量一样相当稳定(CVb%=0.4)。(表 11)。
Test no
Um CVm CVm(1m) Index 细 节
粗节
棉 结 相对支数 毛羽
Sh
(%) (%)
(%)
(-) (-50%) (+50%) (+200%)
(%)
(-)
(-)
1
22.27 37.57
5.64
3.24
22
1022
17Biblioteka 104.1CVm CVm(1m) Index
(%)
(%)
(-)
42.82
5.12
4.75
40.96
5.19
4.54
44.98
5.26
4.99
43.34
5.30
4.81
41.68
5.48
4.62
40.48
5.08
4.49
41.36
4.99
4.59
40.49
5.30
4.49
41.83
5.82
4.64
41.91
4.99
图 7 多序竹节纱的条干不匀曲线图(USTER TESTER 1) 在本例中,相对于有序竹节纱,在毛羽不匀曲线图上(除相对竹节毛羽变异外) 未 发 现 因 钢 领 板 的 升 降 过 程 造 成 的 周 期 性 毛 羽 变 异( 如 果 钢 领 板 升 降 造 成 的 毛 羽 强 度 足够,还是可以显示的),即只存在一种毛羽变异。(图 9)
3、试验结果:
3.1 单序竹节(单序):
由不匀曲线图观察(图 1)。有序竹节的竹节间距是一定的(约 32 厘米),且竹 节粗度平均约为+120%左右。周期性(竹节)变异为 λ=32 厘米(图 2)。在整个试验 长 度 上 竹 节 分 布 均 匀 , 而 且 管 纱 间 的 差 异 也 小 ( CVb%=0.7%)。( 平 均 ) 条 干 均 匀 度 变异系数 CVm%=41.98%,条干均匀度变异系数 CVm%管间变异系数 CVb%=3.33%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
竹节纱生产工艺浅析及竹节纱装置说明一、概述竹节纱特征是具有粗细分布不均匀的外观,是花式纱中种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
纱线忽细忽粗,有一节叠出的称竹节。
竹节纱的公称号数一般以基纱号数冠名,如C 14.5tex竹节纱是指竹节间距为正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
二、竹节纱生产原理1、目前竹节纱常见的生产方式是前罗拉恒速,控制中、后罗拉超喂,形成与基纱有变化的粗节;一般细纱机中后罗拉的转速相对前罗拉来说要低得多,所以更容易控制,避免了因改变前罗拉转速而影响产量、捻度;且中后罗拉转速较低,变速时对机械本身的冲击磨损也小。
无锡普莱特公司的ZNZ智能型数字式竹节纱生产装置便是这种类型,采用跟随前罗拉,并用伺服电动机控制中后罗拉,这种装置灵敏度高,适宜制作较精密的竹节纱。
2、竹节纱纱样分析和设计对纺纱厂来说,如何准确测量竹节纱的三大参数:竹节长短、粗细和间距是竹节纱设计的关键环节。
分析好竹节样布的主要条件:所选布样要足够大,要能看出整个竹节循环、竹节密度和织物风格;称纱线质量的电子天平精度要达到0.001 g以上。
根据竹节纱布样需要测量和分析出的工艺参数主要有竹节粗度、竹节基纱细度、平均细度、竹节细度、竹节节距、竹节长度、捻度等,同时还要根据细度设计牵伸倍数和传动比、卷绕螺距、钢领、钢丝圈卷绕工艺参数等。
3、竹节纱经济效益竹节纱技术适应高附加值织物的需求,且在生产过程中还能减少用棉等级,可为纺织企业带来可观的经济效益。
竹节纱装置在各种细纱机上改造方便,纺竹节纱时,将轻重牙齿脱开,换上长轴用带轮带动中后罗拉,从而通过电脑程序控制中后罗拉的速度,达到按要求生产各种规格的竹节纱,无竹节定单时又可以纺常规纱。
竹节纱装置的选用说明一、前言衷心感谢您购买了《ZNZ智能型竹节纱装置》!在使用本装置之前,请先熟读说明书,这样有利于您正确的发挥本装置的优良功能。
适用及纺制范围无锡普莱特纺电科技有限公司研制的这一高新成果:ZNZ智能型竹节纱装置,系国内首创。
适用于各种普通或中长纤维的纯纺或混纺。
该装置主要是由一台控制器实现对一台细纱机的控制,纱支一般在5S~80S(英支)范围,可以纺制的品种为任意有/无规律,短中长,任意粗细,间距的竹节纱。
其中最短竹节长度为2cm,最长任意;最短间距为2cm,最长任意;竹节粗度为1~6倍。
适配国产细纱机机型有:FA502﹑FA503﹑FA504﹑FA506﹑FA507﹑FA508、FA512﹑FA513﹑FA515、FA528等。
二、简介ZNZ系列智能竹节纱装置是普通伺服电机竹节纱装置的技术升级型产品,它包含了质量管理、生产管理、报警系统、工艺仓库管理系统、工艺参数智能设定系统以及随机纺纱、智能纺纱等全方位的强大功能。
这些功能的真正实现,极大地方便了生产厂家,减少了翻改品种和纺纱过程中遇到的麻烦,提高了工作效率,为生产厂家创造更多的经济效益。
目前,伺服电机是电机驱动中的领先产品。
ZNZ系列智能竹节纱装置采用全数字进口伺服电机,闭环定位准确,瞬时高速启停,扭矩大,运行稳定,确定了ZNZ系列智能竹节纱装置的先进性、可靠性和稳定性。
它进一步解决了竹节纱形状变异,提高了纺纱产量,扩大了适纺范围和品种。
ZNZ智能竹节纱装置已成为传统纺竹节纱装置的更新换代产品:①电磁离合器纺竹节纱装置②变频器纺竹节纱装置众所周知,每一阶梯的上升,代表着技术的不断更新,产品档次的提升。
三、ZNZ智能竹节纱装置的优势1.采用位置控制方式本装置采用伺服电机的高精度定位控制方式。
它是以脉冲的方式来工作的,一个脉冲运行一个固定角度,360°后误差归0(在高精度的数控机床加工中都是采用这种控制方式)。
2. 前罗拉质量跟随技术本装置的控制系统是将前罗拉和中后罗拉完全独立传动。
它们之间是通过无触点的编码器来实现前罗拉与中后罗拉的完全跟随的,所以从开停车到纺纱过程中的所有细节都处于计算机的监控之下,并提供校正或报警。
3. 完善的质量报警系统该功能是生产优质竹节纱的一个可靠保证,它提供了生产过程中的所有故障或其它不正常纺纱报警,包括:生产质量报警、电气故障报警、机械故障报警、设定参数不当报警和其它不正常纺纱报警。
一经发现警情,计算机会自动启动警灯的声光报警系统。
4. 工艺仓库管理系统每个工艺品种可以有最多为50组的工艺参数组数,供随意调用或存贮、修改。
在连续不上电的情况下,工艺参数至少可以保存半年以上。
5. 智能专家工艺自设定系统在今后相当长的一段时间内,这种纺纱方式将成为主要的纺纱方式。
专家工艺自设定系统通过科学的计算,自动进行纺纱。
也就是只需输入一组基本的纺纱要求,便可轻松纺出优质竹节纱。
6. 竹节两端曲线形状调整功能竹节曲线的调整功能,也就是竹节曲线形状的选择功能。
这个功能对于纺一些难度较高的品种来说,是具有相当实用性的。
同时,该功能解决了竹节变形及瘦纱现象,并有利于竹节的加捻。
7. 漏纺(漏输)参数组自动停车报警功能:当系统检查到内部纺纱过程中出现漏纺、漏输参数组时将自动停车报警,并显示原因。
8. 无竹节自动停车报警显示功能当系统检查到在一段时间内,如果没有出现中后罗拉的加速过程,系统将自动停车报警,并显示报警内容。
9.可以进行两种速度开车和切换两种速度开车,也就是可以低速和高速开车,或者变频器(二种速度)的任意切换,并都产生标准竹节,非常有利于高速生产、降低人工劳动强度,减少消耗。
重要参数的设计与确定方案:1、竹节粗度(倍率):①称重法(扭力天平):第一步为切断称量,用剪刀剪出多个定长的竹节(去除节形部分),称出质量,再剪出多个定长的基纱,称出质量,转换成相同的长度后相除,就可以得出节粗(倍率)参数值。
②实物比较:通过实际纺出的结果与样纱进行比对。
比对时应注意尽可能让颜色、相对湿度等相同或相近。
例如纱样是藏青色,可以用复写纸在纱样上上色,以求达到感官上的一致,竹节纱的节粗一般为基纱的2—3倍,竹节粗度越高,生产难度越高,反之,竹节粗度越小,效果越差。
实际生产中,我们把样(布)纱按竹节部分和节距部分依次分段切断称量,折算成单位长度质量比,得出竹节部分粗度倍数,最后选定10组数值,在试纺后通过摇黑板的方法比较竹节粗度直观效果方式进行控制。
2、竹节长度:主要采用测量法,从一个纱样或布样上测出多个竹节的长度,采集试样数量越多,分析越准确,一般逐次测量不少于20个竹节去掉一些相同的节长,然后对应节距取10组竹节长度,也可求得到平均节长。
竹节长度一般设计大于20 mm。
注意:如果直接在布面上测量的节长、节距与实际结果相比,应考虑一个伸长率,具体方法可以拉出一根竹节(节距、节长),根据布面上的长度与拉出来后的实际长度作比较,求得伸长率。
同时,节长与节距的伸长率可能不相同。
3、节距:竹节节距决定布面竹节排列效果、排列密度及规律,一般设计节距大于20 mm。
节距越短,生产难度越大,且测量竹节节距也应不少于20个。
竹节节距太小会影响布面效果,最突出的是竹节在布面形成规律性条纹,即我们通常说的“规斑”疵布,生产中采用摇T形板的方法来加以监视。
4、竹节纱细度设计一般竹节纱细度为基纱的细度,这是设计牵伸倍数的重要参数。
但实际中控制竹节纱质量是通过对样纱做10次百米质量试验,取平均值烘干后折算成百米干质量得出竹节纱的综合细度(平均细度),在生产中,日常控制成纱质量偏差按竹节纱综合细度的百米质量偏差控制,由于竹节纱节粗和节长细度差异很大,竹节纱的质量不匀也很大,为准确控制纱线的细度,竹节纱试验长度要长,应大于100 m,且组数不能太少。
5、牵伸:牵伸倍数等于粗纱细度除以细纱细度6、传动比的确定,一般没有任何特殊要求,但必须坚持以下原则:①传动比一般选取大于15的传动比,以保证足够的传动力矩。
②伺服电机的最高速度,也就是最粗部分,不能超过1800转/分。
改变轻重牙不影响总牵伸。
纺纱过程中,纱支的粗细就是中后罗拉喂棉量的多少来决定的,本装置是中后罗拉与前罗拉完全脱离开来的,任意改变前罗拉速度和轻重牙都不影响纱支的变化。
只需输入修改后的实际参数既可,对纺纱支变化不大的只需输入牵伸值就可,不需要更换轻重牙。
7、捻度:竹节纱捻度的设计是以原(基)纱为基础,根据粗纱的纤维长度与竹节粗度来选择,竹节纱的竹节部分比基纱部分捻度损失大,纤维间抱合力低,强力低,后加工过程中容易断头。
因此竹节纱的平均捻度要高于同细度普通纱捻度10% ~20%,但要注意基纱处的捻度不能超过临界捻度。
为了确保与竹节布样的风格一致,最好将竹节布样上的单纱拆下进行测量,得出实际捻度。
8、螺距:竹节纱卷绕密度比较小,级升比正常纱快,所以应适当增大卷绕螺距,防止产生坏纱。
9、钢领、钢丝圈钢领、钢丝圈一般在混合纱细度与最粗竹节部分细度之间选择,最终还要以实际纺纱效果、张力大小适宜为准。
如纺CJ8.2 tex竹节纱,竹节参数和工艺设计如下:节长50 mm,节距650、450、250、170 mill,倍数2.1倍,平均细度9.1 tex,基纱细度8.2 tex。
后区牵伸倍数1.3倍,设计捻系数387,隔距18 mm×38 mm,钳口2.5 mm,钢领PG1—4254,钢丝圈6903 16/0,前罗拉速度120 r/min,无规律(模糊方式)。
10、隔距块:隔距块的选择也应考虑到在混合纱支与最粗纱支之间。
纺竹节纱过程中可能遇到的问题A.有些厂家在纺竹节纱时,往往只提供竹节纱的样品,大部分是经过筒子上下来的。
也有一部分客户直接将细纱机上的纱管拿来做样品,因此,在测试参数时,要注意测量方法。
最好将筒子车上倒好后测试,否则要注意节距、节长的方向一致性,顺序是相反的。
B.开车过程中,前罗拉仍然转动,突然中后罗拉不转,无任何报警,这个问题要查看主电源。
一些厂家的地线不太可靠,导致系统不能正常工作所致。
C.开车过程中,传动比设定不当会引起断头。
传动比的确定:(1)纺原(基)纱时,伺服电机的速度不宜低于100转;(2)一般选取大于15传动比,以保证足够的传动力矩;(3)电机的最高速度不能大于1800转/分。
纺竹节纱考虑的技术要求A.在纺制特细特竹节纱品种时,为防止竹节处牵伸不开,出现粗节纱疵或出硬头现象,细纱的后区牵伸倍数设计要比纺同细度正常纱适当放大,一般后区牵伸倍数设定在1.3—1.4,过小容易牵伸不开,出硬头及不良坏纱。
如竹节倍数达3倍以上时,应考虑前区隔距放大3mm左右。