竹节纱特征及竹节纱布面风格
经二重组织牛仔面料的开发

经二重组织牛仔面料的开发摘要:本文阐述了经二重组织牛仔面料原料的选择、纺纱方式及颜色的确定,简要叙述了竹节纱及织物组织的设计,最后经洗加工了解布面风格及效果。
关键词:经二重组织纺纱方式颜色竹节纱经二重织物有一个明显的特点,就是织物具有双面效应,即表里两面。
表里两面可以选择相同组织、相同原料、相同色彩或选择不同组织、不同原料、不同色彩的设计方式[1]。
由于经二重组织具有两组或两组以上的经纱,所以用重组织织成的织物不但能美化织物的外观,而且在织物的重量、厚度、坚牢度以及保暖性方面均有所增加,它能符合多方面的要求,一般用来制作春、秋、冬面料。
1 原料的选择近年来随着流行趋势的不断变化,开发了许多新品种,以所用原料来看有:氨纶弹力包芯纱或涤纶长丝氨纶包覆纱或包缠纱或涤纶高弹丝织成的弹力牛仔面料,涤棉混纺牛仔面料,麻棉混纺牛仔面料,天丝牛仔面料等等。
在开发新品种时,吸收了其他纤维的优点,加上织物组织、重量、颜色等的变化,改善了传统牛仔布的品质,使牛仔服装具有更广的适应性和非季节性。
虽然如此,棉仍然是牛仔布的主要原料。
由于经二重组织受织造条件的限制,若表里经纱的原料和线密度不同,在织造过程中,由于两种经纱的缩率不同,必须采用双轴织造而增加经轴的安装和织造难度,因此重经组织的表里层经纱的原料不能随心所欲地选择。
为了减少织造难度也为了改善面料的舒适性,本设计中表里层均采用棉为原料。
2 纺纱方式及颜色2.1 纺纱方式牛仔布用纱常用的有气流纺纱和环锭纺纱两种。
气流纺纱,也叫转杯纱,是利用转杯内负压气流输送纤维和转杯的高速回转凝聚纤维并加捻制成的纱,其具有:一般特数较大,蓬松、耐磨、条干均匀、染色性能好以及手感较硬、棉结杂质较少和成纱内外层捻度不同等特点。
环锭纺纱是指用一般环锭细纱机纺得的纱,其成纱中纤维伸直度高,纤维排列规则,成纱内外层捻度相同以及成纱比较紧密等特点。
由于气流纺纱的优良特性和气流纺纱的成本相对会低一些的缘由,本设计中里层经纱均用气流纺纱。
竹节纱纺制方法

竹节纱纺制方法竹节纱,作为一种具有独特外观和优良性能的纱线,近年来在纺织品市场上备受欢迎。
竹节纱的特点在于其表面呈现出类似竹子纹理的节状结构,不仅具有较强的视觉效果,还具有优良的透气性、吸湿性和抗拉伸性能。
接下来,我们将详细介绍竹节纱的纺制方法。
一、竹节纱的概念与特点竹节纱是一种具有特殊外观和性能的纱线,通过在纱线表面形成竹节状结构,使其呈现出独特的风格。
竹节纱的主要特点是强度高、透气性好、吸湿性强、抗拉伸性能优良,广泛应用于各种纺织品加工领域。
二、竹节纱纺制的方法与步骤1.原料选择与处理:竹节纱的原料主要为天然纤维和化学纤维。
在选择原料时,要充分考虑纤维的性能对竹节纱品质的影响。
接下来,对纤维进行预处理,如开松、梳理、混合等,为纺纱做好准备。
2.纺纱设备与工艺:采用常规的纺纱设备,如环锭纺、紧密纺、喷气纺等,根据所选纤维的性能和竹节纱的要求,调整纺纱工艺参数,如纺纱速度、纱线密度、牵伸倍数等。
3.竹节纱的形成与调控:在纺纱过程中,通过改变纺纱设备的部件或添加特殊装置,使纱线表面形成竹节状结构。
调控方法包括改变喂入速度、调整皮辊压力、变更纱线间距等。
4.后整理工艺:竹节纱制成后,需进行后整理,以提高纱线的品质。
后整理工艺包括定形、染色、抗起球处理等,根据产品需求进行调整。
三、竹节纱的应用领域与发展前景竹节纱在纺织品领域具有广泛的应用,如家纺、服饰、装饰等领域。
其独特的外观和优良的性能使竹节纱产品具有较高的附加值,市场前景广阔。
随着纺纱技术的不断发展和创新,竹节纱的应用领域将进一步拓宽,市场需求将持续增长。
总之,竹节纱作为一种具有独特风格和优良性能的纱线,其纺制方法日益成熟。
竹节纱
书山有路勤为径;学海无涯苦作舟
竹节纱
竹节纱
竹节纱:纱线忽细忽粗,有一节叠出的称竹节。
竹节纱的公称号数一般以基纱号数冠名,如C 14.5tex竹节纱是指竹
节间距问正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
目前,竹节纱在各类面料的生产中应用非常广泛,符合当前的流行趋势
而广为流行,竹节纱品种多,适用范围广。
一般来说,按竹节纱纺纱形式分:有气流纺竹节和环锭纺竹节;按竹节长度分:有长竹、中竹、短竹;按竹节倍数分:有粗竹、中竹、细竹;等等。
一、竹节纱主要参数与布面风格的关系
竹节纱参数包括基纱线密度、竹节粗度、竹节长度及竹节间距,由于竹
节纱的特殊结构,布面风格与上述4参数密切相关,其各种各样的组合决定了它在布面上特殊的风格,其方法主要有以下4种。
1. 由于竹节纱竹节部分较粗,纺纱时加在竹节部分的捻度也较少,竹节段纤维较松散,使竹节纱染色时粗段与细段对染料的吸收不一致,再根
专注下一代成长,为了孩子。
新型纺纱期末复习
一.判断题1.沟槽罗拉是赛络纺中的关键部件。
()2.集聚纺的优点是能够放大加捻三角区。
()3.摩擦纱成纱段纱条已成形,没有纤维再添加进去。
()4.赛络纺、赛络菲尔纺、缆型纺都属于环锭纺新技术。
()5.集聚纺的优点是能够放大加捻三角区。
()6.锦纶/毛赛络菲尔纱结构较涤/毛赛络菲尔纱稳定。
()7.须条与长丝间距增加,赛络菲尔纱的毛羽显著增加。
()8.环锭纺细纱机存在的问题或制约主要体现在纺纱速度较低、卷装容量较小。
()9.涤/棉赛络菲尔纱较锦/棉赛络菲尔纱复合均匀,成纱条干好。
()10.赛络纺采用“重加压、小隔距、低速度、中钳口隔距、适当捻度、小后区牵伸”的工艺原则,以解决因双股粗纱喂入、牵伸力过大,易出现牵伸不开、出硬头的问题。
()11.须条与长丝间距增加,赛罗菲尔纱的条干不匀CV值呈增加趋势。
()12.转杯纺纱过程将纤维梳成单纤维主要是由分梳辊在喂给机构的配合下完成的。
()13.转杯纺纤维在输棉通道中产生伸直定向作用的关键是使纤维在梳棉通道中加速运动。
()14.第三代转杯纺转速最高可达10万r/min,且附有高效排杂装置,具有启动检测、断头自停、自动生头、自动络纱、工艺参数自动显示等自动化装置。
()15.分梳面长度又称分梳工艺长度。
()16.假捻捻度对增加纱条动态强力、减少断头有利。
()17.转杯纱的耐磨性一般高于同特环锭纱。
()18.相对针辊而言,锯齿辊对纤维的作用缓和,不会损伤和切断纤维。
()19.转杯纺是一种非自由端纺纱技术。
()20.转杯纱的耐磨性一般高于同特环锭纱。
()21.转杯纺纱机的喂给机构由喂给喇叭、喂给罗拉和喂给板组成。
()22.转杯纱中弯钩、对折、打圈和缠绕纤维比圆锥和圆柱形螺旋线纤维多。
()23.喷气纱强力一般高于同支数的环锭纱。
()24.喷气纺第二喷嘴气压应小于第一喷嘴气压。
()25.喷气纺第二喷嘴的作用时对主体纱条(纱芯)其积极的假捻作用,使整根主体纱条上呈现同向捻,在须条逐步退捻时获得包缠真捻。
服装制衣面料辅料常见风险评估及应对处理汇总表
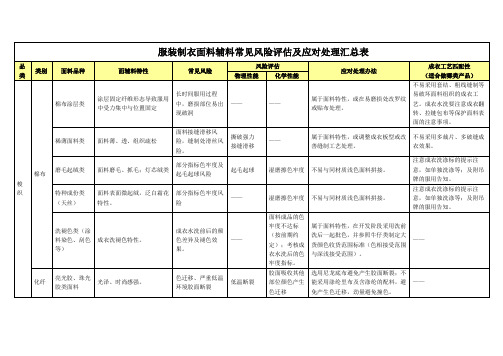
腈纶纱线(精纺类)
腈纶是国内的商品名称,其学名为聚丙烯腈纤维,国外又称“奥纶”、“开司米纶”等。腈纶纤维外观呈白色、卷曲、蓬松、柔软、轻盈、保暖、耐腐蚀、耐日晒,酷似羊毛,比羊毛轻10%左右,强度大2倍多,有人造羊毛之称。腈纶不会发霉和被虫蛀,对光的抵抗性比羊毛大1倍,比棉花大10倍,可采用阳离子染料染成各种鲜艳的色泽。。
价格偏高,适合都市系列
半精纺纱线
该品种手感蓬松柔软、悬垂性好、表面光洁、条干均匀,是一种多成份的混纺面料,通过与棉、毛、丝、麻等天然纤维的混纺,克服了单一原料纺纱服用性能缺陷,既能符合环保要求,又能提高穿着的舒适度与服用性能,可进行不同层次进行配色和设计。产品风格独树一帜,面料手感、垂性、身骨很有新意,给人的感觉耳目一新,有别于传统的毛精纺,粗纺产品风格,故称为“半精纺”,在国际市场非常流行。
——
交织类
不同方向采用多种成份纤维交织的面料品种。
涉及长丝纤维方向可能有滑丝风险、因不同纤维染料差异及性能相互干扰导致最终面料色牢度可能有风险。
接缝滑移
相关色牢度(因成分不同,具体色牢度项目略有不同)
尽量不选择深色,缝制工艺要考虑可能要增加的贴衬、包边、双压线等成衣工艺。
——
人棉类
手感、垂感极佳。
缩率、撕破强力、接缝滑移、及鲜艳深色的色牢度风险
撕破强力
接缝滑移
——
属于面料特性,或调整成衣板型或改善缝制工艺处理。
不易采用多裁片、多破缝成衣效果。
色纺类
色纺工艺,每次生产颜色控制较一般色织面料偏差略大,且无法修色。
批与批的颜色差异略大。
——
——
尽量杜绝多批色追单生产,及前期沟通好颜色收货要求及偏差可接受度。
竹节纱工艺设计

竹节纱工艺设计实例1 捻度1.1 前罗拉变速装置(1)设计基纱长度和竹节纱长度占总纱长度的百分比(一个循环)基纱长度/mm:160+320+600+450=1530竹节纱长度/mm:75+75+75+85=310总长度/mm:1530+310=1840基纱占总纱长度百分比:1530/1840=83.2%竹节纱占总纱长度百分比:310/1840=16.8%(2)计算基纱细度设基纱号数为Xtex,则有:1530X+3*310X=1840*36.4(3倍竹节粗度)求得X=27.2。
(3)根据基纱细度选择所需捻系数,换算出捻度由27.2号选用370捻系数,换算出捻度71.0捻/10cm。
根据A512工艺表:24374*Z4/Z3/Z5=71.0得Z4/Z3=76/58,Z5=45由此选择捻度牙轮,但此时年度牙轮实际并不能调节捻度。
(4)由步进电机的高速和竹节粗度、规律计算出前罗拉平均速度我们根据所用步进电机的实际功率确定前罗拉高速时180r/min,由3倍竹节粗度可知前罗拉低速时为180/3=60r/min。
由基纱、竹节纱纺纱时间比例求前罗拉平均速度:180*83.2%+60*16.8%=160r/min(5)由前罗拉平均转速和A512工艺表确定皮带轮7.72*58/76*45*马达盘/主轴盘=160mm。
选择电动机皮带盘Φ120mm,主轴盘Φ200mm(6)由主电动机和皮带盘测算出锭子速度1460*120÷200*10.11=885.6r/min由以上推算可知,在前罗拉变速竹节装置中,纱的捻度完全取决于前罗拉高低速度和高低速纺纱所占的时间比,单纯调节捻度牙改变不了纱线捻度。
在锭速不变时只有调节前罗拉车速才能改变捻度。
1.2 后罗拉变速装置按照(2)、(3)选择捻度牙,适当比正常同支纱大一些。
2 牵伸、车速和钢丝圈由捻度测算(2)可知基纱细度为27.2tex。
总牵伸=粗纱定量/基纱细度=粗纱10m干重/基纱100m干重由总牵伸倍数选择牵伸齿轮。
竹节纱检测方法简介
竹节纱检测方法简介作者:孙天祥李巧娜张一心来源:《中国纤检》2014年第01期摘要:本文通过对现有的竹节纱检测方法进行简要介绍,并对它们分析比较。
传统竹节纱检测方法精度低,受主观影响大,适合精度要求不高的场合。
竹节纱的自动检测方法快速准确,可以提高企业效益与市场竞争力,但是相关技术有待进一步完善。
关键词:竹节纱;检测方法;分析;比较1 竹节纱简介竹节纱是花式纱的一种,在纺纱过程中通过改变瞬时牵伸倍数或增加附加纤维而使纱线在长度方向上出现粗节,因其粗节像竹节一样,故称为竹节纱。
由于其独特的外观结构,竹节纱被广泛应用于服装、装饰用品、床上用品等领域。
竹节纱产品风格挺括,立体感强,具有独特的花式效应和模拟自然不匀等特点,深受消费者喜爱[1]。
竹节纱由竹节部分和基纱部分组成,沿纱线长度方向基纱部分与竹节部分交替出现。
一般来说,纺制某一品种的竹节纱,需具备4个基本参数,即竹节长度、竹节间距、竹节倍率以及基纱细度(特数)。
竹节纱这4个基本参数的改变对竹节纱的风格有着直接影响,它们不仅是进行竹节纱设计的重要内容,也是准确纺制竹节纱的前提和基础,其各种各样的组合决定它在布面上特殊的风格,以及成品是否满足客户的需求等方面。
因此,对于竹节纱外观参数的检测也受到了越来越多的关注。
本文将对现有的一些竹节纱检测方法进行分析介绍,并作简要对比。
2 传统检测方法传统的竹节纱检测方法主要有人工检测法[2]和仪器检测法,其中以人工检测法居多。
人工检测法主要是通过目测,对布面较粗的竹节进行辨别,利用直尺工具对竹节长度与竹节间距测量计算,其关键在于竹节部分与基纱部分分界点的判断选择。
通常来讲,基纱与竹节的分界点一般选在过渡部分的1/2处,分界点确定后,用直尺直接测量竹节长度与竹节间距。
通过绕黑板法识别竹节纱的循环规律,一个周期内的竹节隔上固定的圈数会出现一次,那么黑板上竹节纱每隔一定的圈数就会出现相同的版面风格,即可判断出竹节纱的循环规律。
竹节纱分析
牛仔布以其舒适、自然、休闲、质朴的特色历经上百年的历史仍保持着旺盛的生命力,特别是近十年来,我国的牛仔布生产得到了长足的发展。
牛仔布一改其传统、单一的纱线和组织,产生了多层次的变化。
竹节牛仔布则成为诸多变化中的一个主流趋势,随着竹节长度、粗度、密度的变化,布面或粗犷、或朦胧,将牛仔布的休闲、质朴发挥的淋漓尽致。
1、原纱条件竹节纱由于其特定的粗细不匀,造成成纱的强力、捻度不匀率比常规纱大,注意以下几点:1.1、竹节纱配棉1.2、测试竹节纱各项指标时,除强力外,强力不匀率尤为重要1.3、捻系数较正常纱高出20%2、织物设计要点:2.1、竹节长度:、有布样时,竹节的长度可以从布面拆纱直接量取。
由于无规律纱的竹节长度通常都有范围,应量取60组左右,按概率分配节长节距2.2、竹节粗度3、有来样且面积较大时,采用拆纱法,分别截取粗节、细节数段称量,便可知竹节粗度,同时,所配置基纱的分析也要力求准确,否则会影响搭配后的效果;3.1、来样太小无法拆或自行设计时,可参照以下几点3.2未经水洗竹节明显凸起,竹节粗度应在配置基纱的2.0倍及以上;3.3、未经水洗竹节能看见但不明显不凸起,竹节处粗度应设计在所配置基纱的1.6——1.9倍;3.4、水洗后才能看见竹节效果,竹节处粗度应为配置基纱的1.4——1.54、竹节粗度是决定竹节织物风格的一个重点,设计前必须了解所追求的风格是粗犷还是朦胧,日常对生产过的竹节的品种要积累成品样与水洗样,多对比,才能准确把握。
5、竹节密度、竹节纱与基纱的配置比例直接决定布面竹节的密度,来样大时可拆纱分别计数后算出其比例;来样小时,可点数一定面积内竹节的个数,根据竹节规格及布样密度推算后自行设计,一般竹节应占织物的8-15%左右3.1.2、合理清除竹节纱疵点;我厂使用长岭产DQSS-4AG型电子清纱器,经过长期的摸索与实践,总结以下几点仅供参考;纱号的设定以竹节平均号数为基准。
短竹节S的门限设定非常重要,粗度一般设定为:节粗号数×1.3÷平均号数×100%,长度根据原纱情况及竹节长度综合而定,一般设定在2CM以内;关闭长粗节L及长细节T的门限,以免误切太多;管理到位;空捻器的捻接质量要合格,操作时注意不要在粗节处接头。
图解针织面料知识(综合版)
图解针织面料知识之-----汗布1.汗布名称及简介汗布,是所有大圆机针织面料中最基础的面料。
汗布顾名思义,就是做汗衫的布.中文学名:单面平纹组织或单面纬平组织。
英文名:Single jersey或jersey在针织服装上应用于春夏季T恤,时装.秋冬季的内衣.运动休闲针织服装.也可广泛应用于复合面料,服装配件等.是最常见的,应用最广泛的针织面料.2.常见针织面料丝盖棉,也称涤盖棉.学名:添纱平纹织组织.早年间曾大量应用于中小学校服.面料正面为涤纶丝,反面为棉.正面光泽较好.反面吸水柔软.面料比较挺刮.棉盖涤:纶最近也有正面棉反面为涤纶丝的品种,部分被赋予吸水速干功能性整理.常见为150D+32S ,100D+40S,75D+40S等.少见有用人造丝盖棉,或真丝盖棉的品种.竹节汗布主要是用竹节纱原料织的汗布面料.近来多见为不同原料和竹节纱交织的面料.在此顺便说一些关于竹节纱的简单知识.**竹节纱有三个最主要的参数:节和节之间的距离;节的长度;节最粗的地方和最细的地方的规格.影响着竹节汗布的风格.**竹节纱一般可以织的圆机的机号规格比普通纱的规格要粗.例如:21S普通针织纱能在24G织,但是有些竹节纱的21S在24G容易出洞,而放在22G就没有问题.色织全棉彩条汗布宽条,适用服装范围比较多.弹力色织彩条汗布细纹条,多见于女装,儿童装.加弹力的,用于女装的多于男装,体现女性身体曲线柔美姿态.慢跑装,瑜伽服,健身服,韵律服,啦啦队常见.尼龙加弹力的汗布常被应用于游泳服装。
T/R烂花汗布.烂花是通过在面料上刮印可以腐蚀原料成份的化学成分,并经焙烘、水洗,使腐蚀、焦化后的纤维被洗除,得到半透明的花纹图案.常见为用酸来烂人棉,棉.面料有凹凸立体感,在烂花的地方薄,透.面料轻盈,飘逸,透气.多见为时装和女装.3。
针织汗布于服装之经典应用3.1 T恤舒适,漂亮的T恤,深受社会各阶层喜爱。
印花T恤,手绘T恤,涂鸦T恤已经形成为一种丰富的产业和文化。
纱线基础知识--竹节纱
纱线基础知识--竹节纱近年来,随着竹节纱产品的不断开发与延伸,从服装到家纺、装饰等领域,被越来越多的品牌、设计师采用,总是让人产生不一样的视觉和触觉效果,受到消费者的青睐。
竹节纱盛行20多年,何谓竹节纱?竹节纱特征是具有粗细分布不均匀的外观,是花式纱中种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
纱线忽细忽粗,有一节叠出的称竹节竹节纱的公称号数一般以基纱号数冠名,如C 14.5tex竹节纱是指竹节间距问正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
目前,竹节纱在各类面料的生产中应用非常广泛,符合当前的流行趋势而广为流行,竹节纱品种多,适用范围广。
一般来说,按竹节纱纺纱形式分:有气流纺竹节和环锭纺竹节;按竹节长度分:有长竹、中竹、短竹;按竹节倍数分:有粗竹、中竹、细竹;等等。
一、竹节纱主要参数与布面风格的关系竹节纱参数包括基纱线密度、竹节粗度、竹节长度及竹节间距,由于竹节纱的特殊结构,布面风格与上述4参数密切相关,其各种各样的组合决定了它在布面上特殊的风格,其方法主要有以下4种。
1. 由于竹节纱竹节部分较粗,纺纱时加在竹节部分的捻度也较少,竹节段纤维较松散,使竹节纱染色时粗段与细段对染料的吸收不一致,再根据竹节长短不同会形成雨点或雨丝的风格。
2. 原料不同形成的风格有异:如用普通棉、涤纶原料纺制的单纱织制的竹节纱织物竹节比较明显;而采用异形纤维如阳离子涤纶、强光涤纶、粘胶等形成较细竹节,然后与普通纱加捻成线,可制成高档面料。
3. 在转杯纺纱机上纺制48.6~58.3tex (Nel2~10)竹节纱,其竹节可高于正常纱的1.3~1.8倍,配合竹节间距与长度的变化,可织制出具有麻的风格的高档面料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
书山有路勤为径;学海无涯苦作舟
竹节纱特征及竹节纱布面风格
竹节原本是纺织生产中的一类常见疵点,由于纺纱过程中诸如牵伸、粗细不均匀等一些问题得影响,使得纱线局部出现细度不匀,形成类似竹节一样的凸起,产生竹节疵,影响织物的质量。
但是,当这种类似竹节一样的凸起在织物表面形成均匀分布的时候,可以使织物表面形成一种特殊的文理,产生特有的织物风格,满足人们对织物织物风格多样化的要求。
于是在纺纱过程中认为的使纱线密度在其长度方向上发生规律或者不规
律的变化,得到了竹节纱,并将这种纱线用于织物的生产,形成竹节纱织物。
随着竹节参数的不同,竹节织物可以形成颇具个性化的文理特性。
竹节纱的生产起源于20世纪70年代,自问世以来,由于其织物的特殊纹理效果,就备受世人瞩目,近年来被广泛应用于服装以及装饰用纺织品上。
竹节纱面料特征竹节纱特征是具有粗细分布不均匀的外观,是花式纱中
种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
竹节纱面料
竹节纱的公称号数一般以基纱号数冠名,如C14.5tex竹节纱是指竹节
间距为正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
目前,竹节纱在各类面料的生产中应用非常广泛,符合当前的流行趋势
而广为流行,竹节纱品种多,适用范围广。
一般来说,按竹节纱纺纱形式
专注下一代成长,为了孩子。