特殊过程(注塑)确认记录
注塑特殊过程确认表(20200930061515)
实际果
外观平整光滑,表面是否有划伤,无异 色点、气丝、塌坑、缺料、变形、毛 边、断裂、杂物等,注胶口是否起皮、 突起等。是否压伤五金零件,对接插头 试装是否灵活。
确认人签名
确认人
部门
确认人
部门
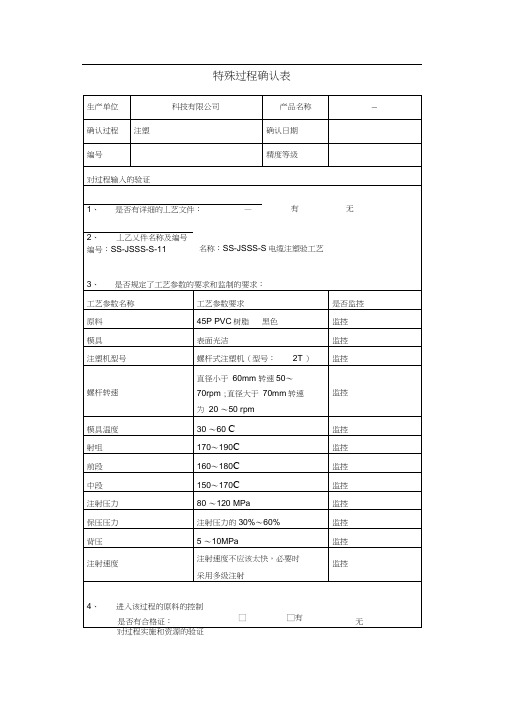
特殊过程确认表
生产单位
科技有限公司
产品名称
—
确认过程
注塑
确认日期
编号
精度等级
对过程输入的验证
有
无
1、是否有详细的丄艺文件:—
2、丄乙乂件名称及编号
编号:SS-JSSS-S-11
名称:SS-JSSS-S电缆注塑验工艺
3、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
原料
45P PVC树脂
记录名称:注塑控制参数记录表
参数名称
工艺参数要求
监控结果
环境温度
环境湿度
原料
45P PVC树脂黑色
模具
表面光洁
注塑机型号
螺杆式注塑机(型
号:2T)
螺杆转速
直径小于60mm转 速50〜70rpm;直径 大于70mm转速为
20〜50rpm
模具温度
30〜60C
射咀
170〜190C
前段
160〜180C
中段
150〜170C
黑色
监控
模具
表面光洁
监控
注塑机型号
螺杆式注塑机(型号:2T)
监控
直径小于60mm转速50〜
螺杆转速
70rpm;直径大于70mm转速
监控
为20〜50rpm
模具温度
30〜60C
监控
建筑施工企业特殊过程确认记录

建筑施工企业特殊过程确认记录【风格一】建筑施工企业特殊过程确认记录1. 目录1.1. 项目概述1.2. 特殊过程确认1.3. 确认方法1.3.1. 测量方法1.3.2. 检验方法1.3.3. 检查方法1.4. 特殊过程确认记录表1.4.1. 项目信息1.4.2. 特殊过程描述1.4.3. 确认结果1.5. 附件1.1. 项目概述本确认记录适用于建筑施工企业特殊过程的确认。
特殊过程是指对建筑施工过程中涉及风险较高、需要特殊技术或操作的部分进行的确认。
确认过程旨在确保特殊过程符合相关法律法规和标准的要求。
1.2. 特殊过程确认特殊过程确认包括但不限于以下内容:- 深基坑施工- 高处作业- 危险化学品使用- 焊接工程- 塔吊安装和拆卸1.3. 确认方法特殊过程的确认方法主要包括测量方法、检验方法和检查方法。
1.3.1. 测量方法特殊过程中的测量方法需使用符合标准要求的测量仪器设备,按照施工方案中的测量要求进行测量。
测量结果需记录在确认记录表中。
1.3.2. 检验方法特殊过程中的检验方法需使用符合标准要求的检验设备和试验方法,按照施工方案和相关标准进行检验。
检验结果需记录在确认记录表中。
1.3.3. 检查方法特殊过程中的检查方法需由质量检查人员进行,按照施工方案和相关标准进行检查。
检查结果需记录在确认记录表中。
1.4. 特殊过程确认记录表特殊过程确认记录表的内容包括项目信息、特殊过程描述和确认结果。
1.4.1. 项目信息项目信息包括工程名称、工程编号、施工单位名称、确认日期等。
1.4.2. 特殊过程描述特殊过程描述包括特殊过程的具体内容、所使用的技术或操作、施工方案要求等。
1.4.3. 确认结果确认结果包括确认过程中的测量结果、检验结果和检查结果。
确认结果应符合相关标准的要求,如不符合,需记录不符合项和处理措施。
1.5. 附件本确认记录所涉及的附件包括施工方案、测量记录、检验记录、检查记录等。
【风格二】建筑施工企业特殊过程确认记录1. 目录1.1. 项目背景1.2. 特殊过程确认的目的与意义1.3. 确认过程的流程与步骤1.3.1. 前期准备1.3.2. 实施确认1.3.3. 结果整理与记录1.4. 特殊过程确认记录表1.4.1. 项目信息1.4.2. 特殊过程描述1.4.3. 确认结果1.5. 附件1.1. 项目背景本确认记录适用于建筑施工企业在施工过程中涉及特殊过程的情况。
特殊过程确认记录表_2
对过程结果的确认
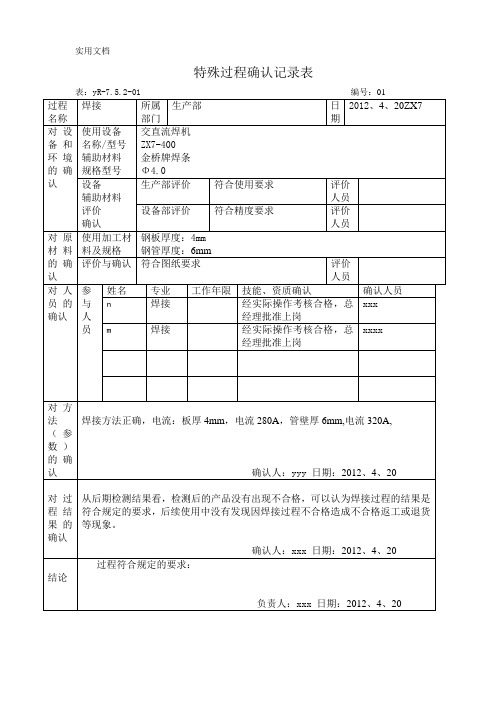
从后期检测结果看,检测后的产品没有出现不合格,可以认为焊接过程的结果是符合规定的要求,后续使用中没有发现因焊接过程不合格造成不合格返工或退货等现象。
确认人:xxx 日期:2012、4、20
结论
过程符合规定的要求:
负责人:xxx 日期:2012、4、20
钢板厚度:4mm
钢管厚度:6mm
评价与确认
符合图纸要求
评价
人员
对人员的确认
参与人员
姓名
专业
工作年限
技能、资质确认
确பைடு நூலகம்人员
n
焊接
经实际操作考核合格,总经理批准上岗
xxx
m
焊接
经实际操作考核合格,总经理批准上岗
xxxx
对方法(参数)的确认
焊接方法正确,电流:板厚4mm,电流280A,管壁厚6mm,电流320A,
特殊过程确认记录表
表:yR-7.5.2-01 编号:01
过程
名称
焊接
所属
部门
生产部
日
期
2012、4、20ZX7
对设备和环境的确认
使用设备
名称/型号
辅助材料
规格型号
交直流焊机
ZX7-400
金桥牌焊条
Φ4.0
设备
辅助材料
评价
确认
生产部评价
符合使用要求
评价
人员
设备部评价
符合精度要求
评价
人员
对原材料的确认
使用加工材料及规格
特殊过程确认记录(涂装)
特殊过程确认记录(涂装)
项目描述
本文档旨在记录特殊过程确认事项,涉及涂装领域。
以下是确
认记录:
1. 承诺和责任
- 公司承诺按照相关法规和标准要求执行涂装特殊过程。
- 涂装特殊过程执行的责任由经验丰富的涂装技术人员负责。
2. 资质和培训
- 涂装技术人员必须持有相应的涂装相关资质,并定期进行技
术培训。
- 涂装技术人员必须了解并遵守相关的安全和环境措施。
3. 工艺流程
- 涂装特殊过程必须按照规定的工艺流程进行,包括准备工作、涂装操作和涂装后处理。
- 工艺流程必须严格遵守生产指导书和相关的质量管理标准。
4. 设备和工具
- 涂装特殊过程需要使用合适的设备和工具,确保涂装质量和工作安全。
- 设备和工具必须定期检查和维护,确保其正常运行和符合相关标准要求。
5. 检验和记录
- 涂装特殊过程执行完成后,必须进行检验和记录,确保涂装结果符合要求。
- 检验和记录应包括涂装前的准备工作、涂装过程中的关键参数和检查结果。
6. 纠正措施
- 如果发现涂装特殊过程存在问题或不符合要求,必须立即采取纠正措施。
- 纠正措施应包括制定修正计划、重新执行涂装特殊过程,并进行相应的记录。
7. 审核和改进
- 涂装特殊过程需定期进行内部审核,发现问题并持续改进。
- 审核结果和改进计划应记录并报告给相关部门和管理人员。
以上是特殊过程确认记录(涂装)的内容,确认记录的目的在于确保涂装特殊过程的质量和合规性。
特殊过程确认记录表-财务审计过程
特殊过程确认记录表-财务审计过程
1. 背景
特殊过程指的是在财务审计过程中,出现的可能对审计结果产生重大影响并需要特别关注的事项或程序。
为了保证审计准确性和可靠性,审计团队需要进行特殊过程的确认和记录。
本文档旨在记录财务审计过程中的特殊过程。
2. 特殊过程确认记录表
为了便于记录和跟踪财务审计过程中的特殊过程,我们设计了以下特殊过程确认记录表(表格1):
表格1:特殊过程确认记录表
3. 使用指南
- 审计团队负责人应在进行财务审计过程前明确特殊过程的范
围和重要性,并将其记录在特殊过程确认记录表中。
- 在进行特殊过程确认时,应根据相关法规和审计准则进行判断,并在确认日期栏填写确认日期。
- 根据确认结果,填写确认结果栏,是表示特殊过程存在并需
要特殊关注,否表示特殊过程不存在或不需要特殊关注。
- 在备注栏中可以记录特殊过程的具体情况,例如发现的问题、解决方案等。
4. 注意事项
- 特殊过程的确认要以客观、中立的角度进行,避免受到个人偏见的影响。
- 特殊过程的确认结果应基于充分的证据和合理的判断,避免主观臆断。
- 特殊过程确认记录表应妥善保存,并在审计报告中提及相关的特殊过程。
以上是特殊过程确认记录表-财务审计过程的文档内容,旨在帮助审计团队跟踪特殊过程并确保财务审计的准确性和可靠性。
注塑成型特殊过程确认记录表
检测设备
是否经检定、鉴定合格,是否在有效期内
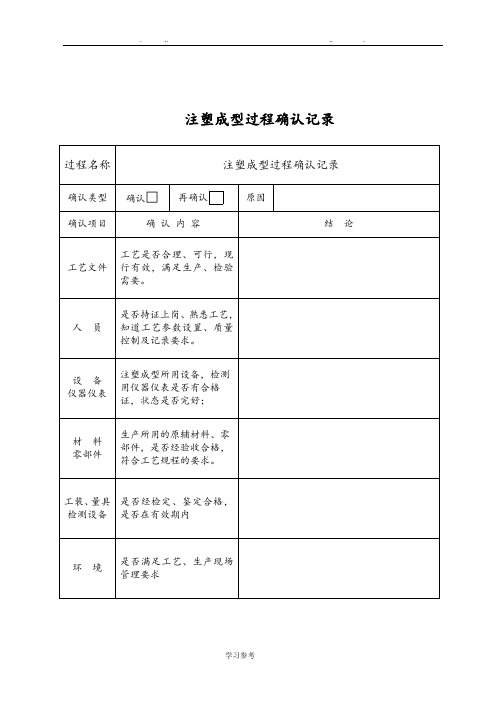
环境
是否满足工艺、生产现场管理要求
记录及
控制
是否按工艺规定进行记录,并对生产过程进行有效监控
参
数
工
艺
参见工艺参数标准
实
测
值
参见工艺参
测
结
果
签章:年月日
确认
结论
组长:年月日
确
认
人
员
部门
签字
部门
签字
注塑成型过程确认记录
过程名称
注塑成型过程确认记录
确认类型
确认□
再确认
原因
确认项目
确认内容
结论
工艺文件
工艺是否合理、可行,现行有效,满足生产、检验需要。
人员
是否持证上岗、熟悉工艺,知道工艺参数设置、质量控制及记录要求。
设备
仪器仪表
注塑成型所用设备,检测用仪器仪表是否有合格证,状态是否完好;
材料
零部件
生产所用的原辅材料、零部件,是否经验收合格,符合工艺规程的要求。
特殊过程确认记录_2
无
2012.12.25
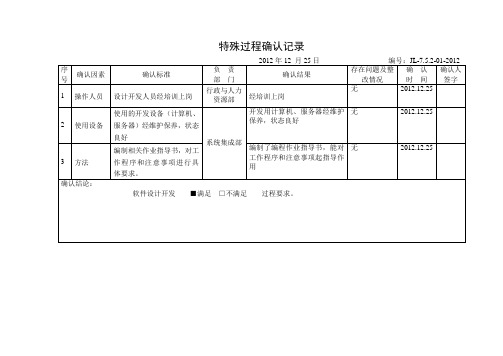
3
方法
编制相关作业指导书,对工作程序和注意事项进行具体要求。
编制了编程作业指导书,能对工作程序和注意事项起指导作用
无
2012.12.25
确认结论:
软件设计开发■满足□不满足过程要求。
特殊过程确认记录
2012年12月25日编号:JL-7.5.2-01-2012
序号
确认因素
确认标准
负 责
部 门
确认结果
存在问题及整改情况
确 认
时 间
确认人签字
1
操作人员
设计开发人员经培训上岗
行政与人力资源部
经培训上岗
无
2012.12.25
2
使用设备
使用的开发设备(计算机、服务器)经维护保养,状态良好
系统集成部
特殊过程确认记录表(三防漆)

说明:本表每年填写确认一次。五方面符合时方通过确认。不通过确认时应迅速作出整改,并再次确认。
确认人:
5.操作环境是否符合要求(安全、通风)
确认人:
确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:如确认不合,经过整改后再次确认的结论:确认人:确认日期:
再次确认记录
2024年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
特殊过程确认记录表
特殊过程名称:三防漆涂覆
所在部门:生产部
确认项目
确认结果
1.操作人员是否经过培训;有没有安全防护措施。
确认人:
2.需使用设备的名称,该设备是否符合生产要求。
确认人:
3.材料配方是否符合要求。
确认人:
4.作业指导书名称,该作业指导书是否符合要求。该过程需要的记录是否合理
(如有记录,写明记录名称)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特殊过程确认记录表
特殊过程名称:注塑所在部门:注塑车间确认项目确认结果
1.从业人员是否经过培训合格见培训记录(附件一)
2.如需使用设备的名称,该设备
是否符合要求
见设备确认记录(附件二)
3.作业指导书名称,该作业指导
书是否符合要求
见“注塑机作业指导”(附件三)
4.该过程需要的记录是否合理
(如有记录,写明记录名称)
见“设备运行温度记录”。
没有就不填
确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录
2014年确认结论:
■确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:2015年确认结论:
■确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
附件一
培训记录
培训时间:2014-9-17 培训地点:车间培训教师:
参加培训人员:注塑车间全员(包括维修员、调机员)
培训内容:
1、注塑机安全作业
2、注塑件配方工艺
3、注塑成型工艺条件
培训效果评价:
通过与部分学员龚志明,乔玉红,等面谈交流、讨论、大家已对本公司的注塑机安全作业,注塑件配方工艺,注塑成型工艺条件已掌握,对生产产品品质要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的期限已基本掌握和清楚。
并且知道自己在岗位上的职责完成的优劣。
经过口述+提问的考核全部合格。
对老师的讲授感到满意,深入浅出,结合本公司的生产实际,易于理解和掌握。
达到了预期的效果。
评价人:
注塑工上岗考核试卷姓名:得分:问答题:每题10分
一、注塑机在开机之前要检查哪些事项?
二、如何换料和对料筒进行清理?
三、操作过程中要注意哪些安全事项?
四、试车的顺序是什么?
五、如何对不同的产品进行标识别?
六、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
七、发生品质问题你是如何处理的?
八、机器的日常保养都要做哪些工作?
九、关闭机器后要确认哪些事项?
十、解释什么是5S,以及作好5S的好处?
附件三
注塑机作业指导书
步骤作业要点及图示注意要点备注
一.准备1、生产前,必须根据物料的熔点,设定温度,
提前半小时加温。
2、烘箱必
须根据物料的
干燥成分,设
定好温度,提
前半小时烘
料。
1.PC料烘干温
度:80°--90°
2.TR料烘干温
度:90°--100°
二调整
1、模具
安装后,检查
型腔内是否存
在异物,锈迹;
如果有必须清
除后才能进行
下一步骤的工
作。
1.了解熟悉模具的结
构
2.用清洗剂脱脂棉清
洗芯腔后方可进行生
产
2、顶杆顶出退回是否顺利,能否一次到位成
本.
1.如果在顶出过程中
出现异声,模具顶针、
型腔内需添加顶针润
滑油,以防顶针“咬
死”,顶坏型腔。
3、启动模后,利用调模装置,逐渐调小模板
开移进行启、闭模并试验成型,制品如有飞边,
则可微微调小,直到所需位置。
三调压1、温度达到所需温度后,注塑压力应由低到高逐渐增加。
直到射出位置达到“0”则表示,需增加料量。
四予塑1、料量的多少根据制品大小而定,一般从小到多,逐步增加料量,直到射出位置还剩下大量多余的位置,则表示压力温度不足。
五成型1、生产前
必须把料
筒内的旧
料完全排
除,模具型
腔里喷射
足量的脱
摸剂后才
能生产。
1.排除的塑料要进行
分解,防止混料
2、制成品
成型后,经
过检查,测
试确认后
方可进行
正常生产。
3、模具冷却后,应在生产时,随着模具的温度上升而逐渐增大冷却,使其得到有效的冷却值。
六结束1、生产结束后,模具必须保持在半锁的状态,
以防止空气潮湿模具生锈而影响下一次生产。
1.喷射足量的防锈
2.关闭冷却水
2、座台退出射出筒内剩余物料。
3、关闭电源开关,清扫机器台上的料粒和灰
尘。
1.做好设备日常保养
3
附件四
特殊过程(注塑)监控记录表
机台型号双马
立式注塑机
产品名称镜框成型材料PC 备注
产品颜色白色记录人生产日期
成型温度
(℃)
记录位置喷嘴温度热流道温度监控结论
一段225 C°
二段220 C°
三段210 C°
四段205 C°
合模合模起始位置压力(MPa)速度(m/s)监控结论合模一120 20 15 OK
合模二200 30 20 OK
合模三
低压合模20 10 5 OK
高压合模10 130 30 OK
开模开模起始位置压力(MPa)速度(m/s)监控结论开模慢速10 20 15 OK
开模中速30 50 20 OK
开模快速80 60 20 OK
开模中速180 50 10 OK
开模终止280 40 5 OK
注射注塑成型射出位置压力(MPa)速度(m/s)监控结论一段48 120 50 OK
二段32 75 16 OK
三段
四段
五段
终止
保压保压保压压力
(MPa)
速度(m/s)时间(s)监控结论
一段 5 30 20 OK 二段
三段
四段
其它
预塑压力/
速度
射退压力
/速度
冷却(s)总周期(s)监控结论30/25 15/10 12 25 OK
记录人:审批:时间:10:15。