大梁焊接要求
焊接件通用技术规范
焊接件通用技术规范 TYYGROUP system office room 【TYYUA16H-TYY-TYYYUA8Q8-焊接件通用技术规范1.目的为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规范。
2.范围如顾客未对焊接件产品的加工及检验要求做出明确规定(含规范和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规范的要求。
3.一般要求焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。
焊接件材料和焊接材料3.2.1用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求。
3.2.2用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用。
3.2.3对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用。
3.2.4原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作他用(矫正可下料前校正,也可下料后校正),使之达到要求。
矫正后,钢材表面不应留有明显的损伤。
焊接零件未注公差尺寸的形位公差3.3.1零件尺寸的极限偏差手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1规定。
3.2.2.1板材零件表面的直线度和平面度公差应符合表2规定,直线度应在被测面的全长上测量。
表2 mm3.2.2.2型材零件的直线度、平面度、垂直度公差应符合表3的规定,歪扭误差应符合表4的规定。
表3mm表4图1 L—边棱长度;t—直线度3.2.2.4板材零件边棱之间的垂直度与平行度,不得大于相应尺寸的公差之半(见图2)。
图23.2.2.5型材零件切割断面对其表面的垂直度以及型材零件切割断面的平行度,不得大于型材零件切割断面之间的尺寸公差之半(见图3)。
图33.2.2.6弯曲成型的筒体零件尺寸的极限偏差、圆角和弯角,(≥5mm钢板)应符合表6规定。
工字钢接长焊接方法及要求
工字钢接长焊接方法及要求嘿,朋友们!今天咱来聊聊工字钢接长焊接这档子事儿。
你说这工字钢啊,就像咱盖房子的大梁,那可重要得很哩!要把工字钢接长焊接好,那可得有点讲究。
首先啊,焊接的准备工作就像战士上战场前的准备一样重要。
得把工字钢的焊接部位清理得干干净净,不能有一点杂质、油污啥的,要不然就跟那米饭里有沙子似的,硌牙!焊接的方法呢,就像是给工字钢做一次精细的手术。
常用的方法有电弧焊啦、气体保护焊啦等等。
就说电弧焊吧,那焊条就像是医生手里的手术刀,得稳稳地、准确地在工字钢上发挥作用。
焊接的时候呢,要注意焊接的速度和电流的大小,这就好比骑自行车,速度得合适,太快了容易摔倒,太慢了又没效率。
那焊接要求可就严格咯!焊缝得均匀、连续,不能有裂缝、气孔这些“小毛病”。
这就好比一件漂亮的衣服不能有破洞一样。
而且啊,焊接的强度得足够,不然这接长的工字钢可不稳当,万一出点啥问题,那可不得了!你想想看,要是焊接不好,这工字钢在使用的时候出了问题,那可就像是盖房子的大梁断了一样,后果不堪设想啊!所以啊,焊接师傅们就得像艺术家一样,精心雕琢每一个焊缝。
焊接完成后,还得检查检查,这就跟考试后检查试卷一样重要。
看看焊缝有没有问题,强度够不够。
这时候就得有一双火眼金睛,任何小瑕疵都不能放过。
总之呢,工字钢接长焊接可不是一件随随便便就能做好的事儿。
它需要细心、耐心和精湛的技术。
这就像我们做人做事一样,得认真对待,不能马虎。
只有这样,才能保证焊接出来的工字钢结实可靠,能在各种工程中发挥出它应有的作用。
咱可不能因为一时的疏忽,让工字钢变成“脆弱的花朵”呀!所以,大家一定要记住这些焊接方法和要求,让工字钢成为我们建筑中的坚固脊梁!。
汽车大梁维修方案
汽车大梁维修方案汽车大梁是车身结构中的关键部位之一,主要负责支撑车身重量和保证行驶稳定性。
如果大梁遭受撞击或老化破损,会给驾驶员和乘客的安全带来极大威胁。
因此,对于出现大梁故障的汽车,必须及时进行大梁维修。
大梁故障的诊断大梁故障一般可以分为以下几种情况:1.大梁损伤:大梁在车辆行驶中受到撞击,导致无法修复的物理变形或者破断。
此时必须更换大梁。
2.大梁老化:长时间的使用过程中,大梁会出现裂纹、变形等情况,这些情况可能会对车辆稳定性产生负面影响。
此时需要对大梁进行维修或更换。
3.大梁脆化:大梁长时间暴露在高温、低温、高湿度、高硬度和化学腐蚀等环境条件下,会导致其中的焊接点产生脆化。
此时需要对大梁进行重新焊接。
诊断大梁故障需要使用专业的诊断设备进行检测,以确保问题的准确性。
如果检测结果确认存在大梁故障,就必须及时处理。
大梁维修方案大梁维修一般有以下几种方案:大梁更换大梁受到重击或物理变形后,不能进行修复,只能进行更换。
更换时需要先撬开车辆的大梁,并用专业的设备与支架进行接合。
接合前需要进行砂轮削平,以保证接合的牢固性和稳定性。
大梁加固大梁出现老化或裂纹时,可以使用加固方案进行修复。
加固方案的主要作用是增加大梁的强度和稳定性。
加固方案的材料有钢板、碳纤维及全铝等,需要根据具体情况选择合适的材料。
加固方案是对大梁进行加固的同时保留原有的大梁结构,可有效提高大梁的质量和稳定性。
大梁焊接大梁脆化情况比较常见,需要先检查脆化的部位。
如果只是局部脆化,可以进行局部修补。
如果多个部位都存在脆化,则需要更换大梁或者全部翻新。
在进行大梁焊接时,使用专业的焊接机器进行焊接,以确保焊接品质。
大梁维修后的注意事项给汽车大梁进行维修后,需要注意以下几点:1.试驾:大梁维修完成后,必须进行试驾。
在试驾过程中,需要测试车辆的稳定性和行驶速度等数据,以确定车辆大梁修复情况。
2.定期检查:大梁维修完成后,需要定期检查车辆的大梁状况。
检查周期根据使用情况而定,通常情况下建议每年至少进行一次检查。
汽车大梁断裂焊接的正确方法
汽车大梁断裂焊接的正确方法汽车大梁断了?别慌!咱有办法。
你想想,汽车大梁就像人的脊梁骨一样重要,断了可不得了。
但别担心,焊接能让它重新变得强壮。
首先说步骤。
得把断裂的地方清理干净,就像给伤口消毒一样,可不能马虎。
然后呢,准备好合适的焊接材料和工具。
这就好比战士上战场,得有好的武器装备。
接着,开始焊接。
一点一点地把裂缝填满,要仔细、要耐心。
这可不是着急的事儿,就像绣花一样,得慢慢来。
焊接的时候,电流、电压都得调好,不然可焊不好。
你说要是没调好,那不是白忙活一场吗?注意事项可不少。
一定要保证焊接的环境安全,不能有易燃易爆的东西在旁边。
这可不是闹着玩的,万一出点事儿,那可就惨了。
还有啊,焊接的技术得过硬。
要是技术不行,那焊出来的大梁能结实吗?你想想,要是开着一辆大梁焊接不牢固的车,那得多吓人。
安全性和稳定性方面,只要严格按照步骤和注意事项来做,一般不会有问题。
焊接好的大梁就像重新长好了骨头一样,能稳稳地支撑起汽车。
但要是不认真对待,那可就不好说了。
说不定什么时候就又出问题了,那可就麻烦大了。
应用场景呢?比如说汽车出了事故,大梁断了。
这时候焊接就派上用场了。
或者是旧车大梁有问题,也可以通过焊接来修复。
优势嘛,首先是成本低。
比起换一个新的大梁,焊接要便宜得多。
而且,如果焊接得好,效果也不错。
能让汽车重新上路,发挥它的作用。
我就知道一个实际案例。
有一辆货车,出了事故,大梁断了。
车主本来以为这下完了,得花好多钱修。
后来找了个技术好的师傅,用焊接的方法把大梁修好了。
现在那辆车又跑得欢实了。
你说这焊接厉害不厉害?汽车大梁断裂焊接,只要认真对待,就能让汽车重新焕发生机。
这是个好办法,大家可别小瞧了它。
钢筋大梁焊接的安全要求
钢筋大梁焊接的安全要求钢筋大梁焊接是建筑工程中的常用工艺之一。
在进行焊接工作时,一定要注意安全要求,以保证工作人员的人身安全和建筑结构的完整性。
确定焊接区域和工法在进行钢筋大梁焊接前,首先要根据施工图纸和设计要求确定焊接区域和工法,以便进行预备和准备工作。
防火措施在进行钢筋大梁焊接时,一定要注意防火措施,防止火花飞溅和引发火灾事故。
具体的防火措施可以采用以下方法:1.在焊接前准备足够的灭火器材料;2.对焊接区域进行清洁处理,防止杂物的存在;3.确定周围有足够的指定人员进行监督,保持周围环境的安全。
安全装备钢筋大梁焊接工人应该在使用焊接设备时佩戴适当的防护装备,以保护其人身安全。
具体要求如下:1.使用电焊保护面具和电焊手套;2.穿戴防火服、防火鞋和防护手套。
用电设备安全使用电焊设备是进行钢筋大梁焊接的主要工序之一,也是最容易发生安全事故的环节之一。
为了保障人身安全,需要注意以下几点:1.使用符合要求的设备和工具;2.保修电线和接头无松动;3.确保安全开关和漏电保护器的正常使用。
环境保护措施钢筋大梁焊接不仅要保证人员的安全,还需要保证环境的安全和环境保护。
具体要求如下:1.充分做好焊接废渣、草料等物的回收处理;2.注意防止煤气、油和其他易燃物料进入焊接区域;3.在焊接废气有害物排放时,应用通风、吸氧等措施进行治理;总结钢筋大梁焊接工艺是建筑工程中非常重要的一项工作,工作人员必须遵守上述安全要求,才能确保施工中的安全。
同时,我们也应该不断提高工作人员的安全意识,避免人员在施工中产生伤害和问题的发生。
货车大梁的制作工艺
货车大梁的制作工艺
货车大梁是指支撑整个车身负载的主梁结构,通常由钢材制成。
其制作工艺主要包括以下几个步骤:
1. 材料准备:选择合适的高强度钢材作为大梁的材料,常用的包括Q345B、Q550D等。
根据设计要求切割钢板,并进行钢材的酸洗处理,去除表面杂质。
2. 编码设计:根据大梁的设计要求和荷载要求,对大梁进行详细编码设计,包括尺寸、形状、焊缝位置等。
3. 钢材矫直:将切割好的钢板进行矫直处理,以确保大梁的弯曲度和平整度满足要求,常用的方法有压辊矫直和冷弯矫直。
4. 制作模板:根据大梁的设计要求,制作大梁焊接的模板,在模板上进行大梁的预装配,包括焊接件的位置和间距等。
5. 预装配:根据模板上的标记,将大梁的各个焊接件进行预装配,包括焊缝的对齐和间隙控制等。
6. 焊接工艺:使用焊接方法(常用的有电弧焊、气体保护焊、激光焊等),根据预装配的大梁焊接件进行焊接,包括焊缝的填充、打磨和清洁等。
7. 表面处理:对焊接好的大梁进行表面处理,包括除锈、防腐涂装等,以增加大梁的耐腐蚀性能。
8. 检验与修正:对焊接好的大梁进行几何尺寸、强度等方面的检验,如有不合格或缺陷的地方,进行修正和处理。
9. 装配与安装:将制作好的大梁装配到货车车架上,与其他零部件连接,完成整个货车大梁的制作工艺。
h型钢正确拼接焊接方法

h型钢正确拼接焊接方法嘿,咱今儿就来唠唠这 H 型钢的正确拼接焊接方法。
你可别小瞧了这焊接,那可真是一门大学问呢!就好比咱盖房子,这 H 型钢就是那大梁,要是拼接焊接不好,那房子能结实吗?肯定不行呀!那咱先说说这焊接前的准备工作。
得把那型钢的表面清理干净,不能有啥油污啊、锈迹啥的,不然焊接能牢固吗?这就好比你去相亲,不得把自己收拾得干干净净、利利索索的呀!然后就是选择合适的焊接材料,这可不能马虎。
就像你挑鞋子,得合脚才行呀,不然穿着多难受。
接着就是焊接的工艺啦。
要掌握好焊接的电流、电压,这就跟炒菜掌握火候一样,火大了糊了,火小了不熟,得恰到好处才行。
焊接的时候呢,要从中间往两边焊,不能东一下西一下的,那可不行。
你想想,要是你画画,一会儿画这儿一会儿画那儿,能画出个啥好看的画来呀。
而且要注意焊接的顺序,一层一层地来,不能着急。
还有啊,焊接的速度也得控制好。
太快了,焊缝不饱满;太慢了,又容易出现缺陷。
这就像跑步,太快了容易累垮,太慢了又赶不上趟。
焊接完了可别以为就完事了,还得检查检查呢!看看有没有啥气孔啊、裂纹啊。
这就跟咱出门前照镜子似的,得看看自己打扮得好不好呀。
要是有问题,赶紧补焊,可不能将就。
咱再说说这焊接的技巧。
要保持焊条和型钢的角度合适,这样才能焊得结实。
这就跟打羽毛球似的,你角度不对,那球能打得好吗?还有就是焊接的时候要注意保护自己,那焊接的火花可烫人了,别不小心烫着自己啦。
总之啊,这 H 型钢的拼接焊接可不是件容易的事儿,但只要咱认真对待,按照正确的方法来,就一定能焊出牢固可靠的型钢来。
咱可不能在这关键的地方出岔子呀,不然以后出了问题可就麻烦啦!所以说,大家一定要重视起来,把这焊接工作做好,让咱的建筑稳稳当当的,那多好呀!你说是不是这个理儿呢?。
提高卡车厢斗及大梁结构件焊接质量的方法
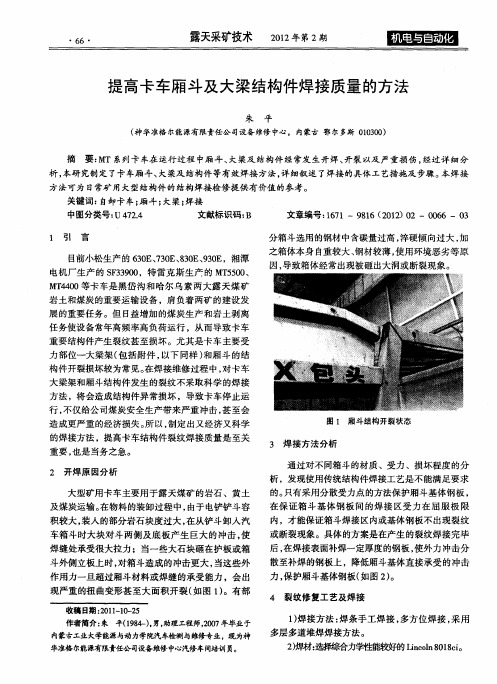
之 箱体本 身 自重 较大 、 钢材较 薄 , 使用 环境 恶劣 等原 因, 导致 箱体 经常 出现被砸 出大洞或 断裂现 象 。
岩 土 和煤 炭 的重要 运输设 备 ,肩 负着两 矿 的建设 发 展 的重要 任务 。但 日益 增加 的煤炭 生产 和 岩土剥 离 任务使设 备常 年高频 率高负 荷运行 ,从 而 导致 卡车
在 保 证 箱 斗基 体 钢 板 间 的 焊接 区受 力 在 屈 服 极 限
积较大 , 装入的部分岩石块度过大 , 在从铲斗卸入汽 车箱斗时大块对斗两侧及底板产生巨大的冲击 , 使 焊缝处承受很大拉力 ;当一些大石块砸在护板或箱 斗外侧立板上时, 对箱斗造成的冲击更大, 当这些外
作 用力 一旦超 过厢斗材 料或 焊缝 的承受 能力 ,会 出 现 严重 的扭 曲变形甚 至大 面积 开 裂 ( 图 1 。有 部 如 )
的 已疲 劳 金 属 ; 作 “ ” 制 V 型坡 口; 利用 角 向磨 光 机 、
直 磨 机等 工 具对 坡 口做表 面处 理 直 至金 属 光 泽 , 修 整 坡 口平 面 度 , 光 坡 口两侧 边 缘 1 m 范 围 内 的 磨 0m 锈迹 等 杂物 。 5 焊 前 预热 与焊 后 热处 理 : 理 的选 择 焊 前 预 ) 合 热 、焊后 保温 的温度 是进行 大 型结构 件焊 接 时 的重 要 工艺步 骤 。 根据 裂纹 的外 部形 状 , 采用 氧 乙炔火 焰
重 要结构 件产生 裂纹甚 至损坏 。尤 其是 卡 车主要 受 力 部 位一大 梁架 ( 括 附 件 , 包 以下 同样 ) 和厢 斗 的结
构 件 开裂损坏较 为常 见 。 焊接 维修 过程 中 , 卡车 在 对
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于焊接的技术涉及到个人的操作经验,车桥和大梁上的焊接主要是看焊工能不能掌控温度,一般大梁和羊角以及轴类焊材拉力能达到50KG即可,比如普通的506,甚至于定做的焊材606等等,这些焊材焊接的温度非常关键,对于焊工的技术要求非常高,一般焊接完短时间内不会出现问题,时间长了会有明显迹象,技术高的焊工会用最低的温度焊接羊角(一般40CR的材质,军品是18锰),大梁钢他们会采用通常说的不锈钢焊材,温度同样要控制在最低,而且绝对不能咬边
焊接温度高了当然焊缝很美观而且工期要短的多,车子在长时间的颠簸和疲劳载荷下这些焊接部位会出现渐开线辐射状开裂这是必须的,所以一般高手在焊接这些关键的部位和零件时采用温度非常低电流一般控制在75A以下,焊缝成型困难
大家用的板材可以到广州深圳那边买1.25米X2.4米的锰版,一张4MM厚度的板材850元,需要专业的切割工具,等离子等等,有条件的同学可以用数控的成型机械加工支架或者加固件
需要帮忙的兄弟随时联系我不要客气
QQ: 674789427
其实也没有向上面3楼兄弟说的那么玄孚!但是材料的选择是很关键的。
锰钢板的牌号和规格也有好多种类型,比如Q235,Q345,B520JJ,QSTE420等等,用处也各有不同。
大体上分高锰钢和低锰钢,Q235则是低锰钢类型。
改装战车用的板材可以选择上海宝钢生产的B520JJ汽车专用板,强度绝对是杀鸡用
牛刀!我生产的混凝土搅拌车主体材料都是用它。
装载30T重量常年运行都没有问题!焊接方面用气体保护焊机就可以了。
有条件的同学可以在焊接完成后先做抛丸除锈,酸洗磷化处理再覆盖油漆。