【VIP专享】矩形齿花键套课程设计
课程设计 矩形花键拉刀及矩形花键铣刀讲解
目录1 前言 (3)2 设计内容和要求 (3)3矩形花键拉刀的设计 (3)3.1选定刀具类型和材料的依据 (3)3.1.1选择刀具类型 (3)3.1.2正确选择刀具材料 (4)3.2刀具结构参数、几何参数的选择和设计 (4)3.2.1拉刀的结构 (4)3.2.2 切削方式 (5)3.2.3 拉削余量 (5)3.2.4 拉刀刀齿结构 (5)3.2.5 确定校准齿直径 (5)3.2.6 分层式拉刀粗切齿齿升量 (6)3.2.7 拉刀容屑槽及分屑槽的尺寸 (7)3.2.8花键齿截形设计 (8)3.2.9选择拉刀前柄 (8)3.2.10校验拉刀强度和拉床载荷 (8)3.2.11确定拉刀齿数及每齿直径 (9)3.2.12 拉刀齿部长度 (9)3.2.13设计拉刀其他部分 (9)3.2.14拉刀总长及其校验 (10)4.1刀具的全部计算 (11)4.2 排齿升量 (11)5.1 对技术条件的说明 (11)5.2键槽拉刀的尺寸偏差 (14)5.3拉到其他部分长度偏差 (14)5.4 拉刀主要技术条件 (15)6.铣刀的设计 (16)6.1齿形的设计计算 (16)6.2结构参数的选择及计算 (16)6.3矩形花键铣刀的技术条件 (18)6.4刀具的全部计算 (20)7总结 (21)8.参考文献 (21)9.致谢 (21)矩形花键拉刀及矩形花键铣刀设计说明书1.前言在拉床上使用拉刀加工工件的工艺过程称为拉削加工。
拉削主要用于大批量生产中加工各种形状的通孔、平面及成形面等。
拉刀是一种定型刀具,在一次拉削中完成粗切、精切、校准、修光操作,切除被加工表面的全部加工余量,生产率高,加工质量高。
但一把拉刀只适宜于一种规格尺寸的孔或槽,拉刀制造复杂,且成本高,只用于大批量生产中。
通过金属切削刀具课程设计,具体应使学生做到:(1) 掌握金属切削刀具的设计和计算的基本方法;(2) 学会运用各种设计资料、手册和国家标难;(3) 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条件。
刀具课程设计(矩形花键拉刀)
题目: 矩形花键拉刀目录1. 前言1.1矩形花键拉刀设计————————————————— 32. 矩形花键拉刀设计2.10选择刀具材料及热处理硬度——————————————4 2.11拟订拉削余量切除顺序和拉削方式————————————4 2.12选择切削齿几何参数————————————————5 2.13确定校准齿直径,倒角齿不设校准齿———————————5 2.14计算倒角齿参数—————————————————5 2.15计算拉削余量—————————————————6 2.16选择齿升量——————————————————6 2.17设计容屑槽——————————————————6 2.18花键齿截形设计—————————————————7 2.19确定分屑槽参数—————————————————82.21校验拉刀强度和拉床载荷——————————————8 2.22确定拉刀齿数及每齿直径——————————————8 2.23拉刀齿部长度—————————————————9 2.24设计拉刀其他部分————————————————102.26 制定技术条件——————————————————— 114.总结—————————————————————————155.参考文献————————————————————16 6.附表—————————————————————17矩形花键拉刀及矩形花键铣刀设计1.1矩形花键拉刀设计被加工零件如图1.所示,工件材料为: 45钢;硬度HBS180 ;强度σb =610Mpa;工件长度L=30mm。
拉床为L6120型良好状态旧拉床,拉削时采用10%乳化液。
拉削前采用钻削加工预制孔。
1.2.矩形花键铣刀设计被加工零件如图2.所示,工件材料为:45钢;硬度HBS180 ;强度σb = 610Mpa ;工件长度L=30mm 。
2. 矩形花键拉刀设计【原始条件和设计要求】要求设计一把矩形内花键拉刀。
矩形花键拉刀矩形花键铣刀设计说明书刀具课程设计
目录1 说明 (3)2 矩形花键拉刀 (4)2. 1 设计规定 (4)2. 2 设计环节 (4)2.2.1 花键孔尺寸 (4)2.2.2 拟定拉削余量 (4)2.2.3 齿升量的选择 (5)2.2.4 切削几何参数选择 (5)2.2.5 拟定校准齿直径 (6)2.2.6 倒角齿参数计算 (6)2.2.7 拟定齿距p及同时工作齿数 (7)2.2.8 容削槽的设计 (7)2.2.9 拉刀的分削槽形状 (8)2.2.10 花键齿截型设计 (8)2.2.11 粗算切削齿齿数 (9)2.2.12 计算切削齿部分长度 (10)2.2.13 拉刀尺寸设计 (10)2. 3 拉刀强度及拉床拉力校验 (13)2.3.1 拉削力 (13)2.3.2 拉刀强度校验 (13)2.3.3 拉床拉力校验 (13)2. 4 拟定拉刀的技术条件 (14)3 矩形花键铣刀 (15)3. 1 设计规定 (15)3. 2 设计环节 (15)3.2.1 花键轴尺寸 (15)3.2.2 具体参数设计 (15)3.2.3 齿形高度和宽度 (16)3.2.4 铣刀的孔径和外径 (16)3.2.5 铣刀的齿数 (17)3.2.6 铣刀的后角及铲削量 (17)3.2.7 铣刀的容削槽和分削槽 (18)3.2.8 校验 (18)3. 3 矩形花键铣刀的技术条件 (19)3.3.1 表面粗糙度(按GB1031-68) (19)3.3.2 尺寸公差 (19)3.3.3 形状位置公差 (19)3.3.4 齿形误差 (20)3.3.5 材料及热解决 (20)4 参考文献 (21)1说明大学三年的学习即将结束, 在我们即将进入大四,踏入社会之前, 通过课程设计来检查和考验我们在这几年中的所学, 同时对于我们自身来说, 这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联。
为我们无论是在将来的工作或者是继续学习的过程中打下一个坚实的基础。
矩形齿花键套课程设计
目录前言 (2)一.矩形花键套零件的分析 (3)1.零件图的分析 (3)2.零件的作用 (3)二.油阀座加工工艺的设计 (5)1.确定毛坯的制造成型 (5)2.定位基准的选择 (5)3.制定工艺路线 (5)4. 毛坯尺寸的确定与机械加工余量 (6)5. 工艺分析 (8)6.确定切削用量及基本工时 (8)三.夹具的设计 (10)1.分析零件的工艺过程和本工序的加工要求 (10)3.导向和夹紧方案及其他元件的设计 (10)5.绘制夹具体装配总图 (12)6.尺寸的标注及明细表的编制 (12)7.对于非标准件的零件图设计 (13)四.小结 (14)五、参考文献 (15)前言机械工艺与夹具技术被引入工业领域已经有一百多年的历史了,随着工业的迅猛发展机制工艺与夹具技术更加日新月异。
伴随着数学、控制理论计算机、电子器件的发展,出现了机制工艺与夹具技术系统,并作为一门应用科学已发展成熟,形成了自己的体系和一套行之有效的分析和设计方法。
这次设计使我们能综合运用机械制造工艺学中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备了设计一个中等复杂零件(杠杆)的工艺规程的能力和运用夹具设计的基本原理和方法,拟定夹具设计方案。
机制工艺与夹具技术的应用非常广泛,如一般工业用的塑料加工机械、压力机械、机床等,行走机械中的工程机械、建筑机械、农业机械、汽车等,钢铁工业用的冶金机械、提升装置等。
应该提及的是,近年来,世界科学技术不断迅速发展,各部门对机制工艺与夹具技术提出了更高的要求。
同时,机制工艺与夹具技术与电子技术的配合,广泛应用于智能机器人、海洋开发、高精度零件的制造与加工等,使机制工艺与夹具技术的应用提高到一个崭新的高度。
一.矩形花键套零件的分析1.零件图的分析通过对该零件图的重新绘制,知原图样的视图正确、完整,尺寸、公差及技术要求齐全。
(1)mm.0Φ。
0370±021Φ与花键套内孔的同轴度公差为mm.0(2)mmΦ。
圆体成形车刀,矩形花键拉刀课程设计
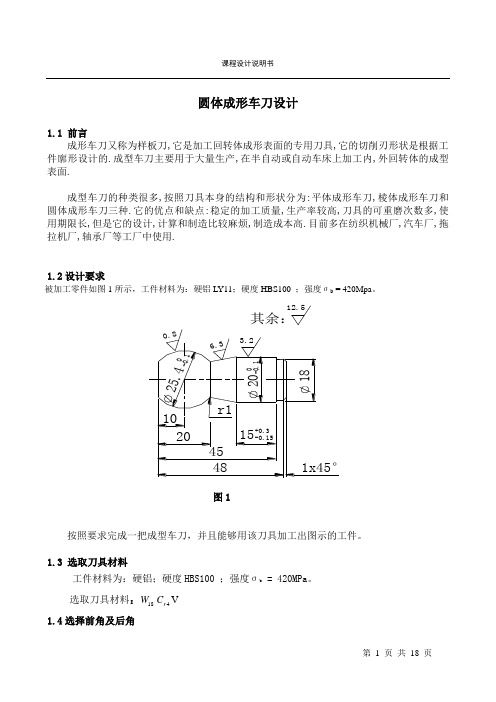
圆体成形车刀设计1.1 前言成形车刀又称为样板刀,它是加工回转体成形表面的专用刀具,它的切削刃形状是根据工件廓形设计的.成型车刀主要用于大量生产,在半自动或自动车床上加工内,外回转体的成型表面.成型车刀的种类很多,按照刀具本身的结构和形状分为:平体成形车刀,棱体成形车刀和圆体成形车刀三种.它的优点和缺点:稳定的加工质量,生产率较高,刀具的可重磨次数多,使用期限长,但是它的设计,计算和制造比较麻烦,制造成本高.目前多在纺织机械厂,汽车厂,拖拉机厂,轴承厂等工厂中使用.1.2设计要求被加工零件如图1所示,工件材料为:硬铝L Y11;硬度HBS100 ;强度σb = 420Mpa 。
3.228f7A7d10图2.34a 111.63.2图1.25.4r11045481x45°200-0.1-0.1203.20.86.3其余:12.515+0.3-0.1518图1按照要求完成一把成型车刀,并且能够用该刀具加工出图示的工件。
1.3 选取刀具材料工件材料为:硬铝;硬度HBS100 ;强度σb = 420MPa 。
选取刀具材料:18W 4r C V 1.4选择前角及后角由表(2-4)《金属切削刀具设计简明手册》得:fγ=30°,f λ=25°。
1.5 刀具廓形及附加刀刃计算 根据设计要求取r κ=20°。
a=3mm ,b=2mm ,c=5mm ,d=0.5mm如图(2)所示:以0—0线(过9—10段切削刃)为基准,计算出1—12各点处的计算半径r 。
(注:为了避免尺寸偏差值对计算准确性的影响,故常采用计算尺寸---计算长度和计算角度来计算)jx r =基本半径±2半径公差j1r =j2r =9mm;mm mm r j 975.9)41.0220(4=-==j3r ; mm r j 788.710)41.024.25(227=--==j5r ;625.40.1()12.67524j r mm =-=; 8118j j r r mm =-=;910127j j j r r r mm ==-=;1112715.04120j j j rr r mm tg ==-=︒;以上各个半径就是标注点的相对0—0线的半径长度,jx r 半径是进行刀具切削的各个点的设计绘制的。
矩形齿花键套课程设计

二O一四届毕业设计(论文)任务书专业:机械制造及自动化班级:机制5092 姓名:贺卡学号:11509235一、设计题目(附图):矩形齿花键套零件机械加工工艺规程制订及第工序工艺装备设计。
二、设计条件:l、零件图;2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择:1)、毛坯类型;2)、余量确定;3)、绘制毛坯图。
3、机械加工工艺路线确定:1)、加工方案分析及确定;2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定:确定每道工序切削用量及工时定额。
7、工艺文件制订:1)、编写工艺设计说明书;2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计:1)、工序图分析;2)、定位方案确定;3)、定位误差计算;4)、夹具总装图绘制。
9、指定工序刀具、量具设计。
(绘制刀具量具工作图)四、上交资料(全部为电子文稿):1、零件的CAD图和三维图各一份,毛坯的CAD图和三维图各一份;2、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写);3、工艺文件一套(含工艺流程卡片、每一道工序的工序卡片含工序附图);4、机床夹具设计说明书一份;(按统一格式撰写);5、夹具总装图一张(A4图纸);非标零件图两张(A4图纸);6、刀量具设计说明书一份;(按统一格式撰写)7、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
五、起止日期:2 013 年9 月23 日一2 013 年11 月8 日(共7周)六、指导教师:七、审核批准:教研室主任:分院院长:年月日八、设计评语:一.矩形花键套零件的分析:1.零件图的分析零件名称:矩形齿花键套通过对该零件图的重新绘制,知原图样的视图正确、完整,尺寸、公差及技术要求齐全。
矩形齿花键套机械加工工艺规程设计演示
矩形齿花键套机械加工工艺规程设计演示
矩形齿花键套的机械加工工艺规程设计演示如下:
1. 材料准备:选择合适的材料,根据工程要求进行切割、锯切、或者其他方式进行胚料加工。
2. 加工工艺准备:根据图纸要求,选择合适的加工工艺,确认机床、工具、夹具的选择,制定详细的加工工艺图纸和工艺流程及其操作顺序。
3. 机床准备:根据工艺要求,进行机床、工具和夹具的选择,进行加工设备的修理、保养、校正和清洁。
4. 夹具装夹:将材料放置在夹具中,进行相应的调整和安装,确保材料在加工过程中处于稳定状态,避免误差和振动产生。
5. 粗加工:根据工艺要求,在粗加工过程中,保证加工质量、精度和表面质量等工艺指标符合图纸要求。
6. 精加工:在精加工阶段,根据工艺要求,增加切削量、缩短进给时间、提高切削速度和减少轮廓误差等。
7. 检查:根据工艺要求,进行相关的尺寸、位置和表面质量检查,确保加工质量符合图纸要求。
8. 清洗、除油:在检查阶段完成后,将加工件清洗和除油,避免杂质和油污对其造成损坏或影响使用。
9. 包装:将加工好的零件或产品进行整理、封装、打包,方便运输和储存。
总之,这就是矩形齿花键套的机械加工工艺规程设计演示的流程。
在具体的生产过程中,需要根据实际情况进行调整和改进,以提高工艺质量和产量。
矩形齿花键轴课程设计
2. 基准选择-----------------------------------------------------------------------(8)
3. 加工路线的拟定--------------------------------------------------------------(8)
荆楚理工学院 课程设计成果
学院: 机械工程学院 班 级: 10 级数控 2 班
学生姓名:
学 号:
设计地点(单位): 荆楚理工学院
设计题目:
矩形齿花键轴课程设计
完成日期: 2013 年 1 月
指导教师评语: ____________________________________________________________________ ____________________________________________________________________ __________________________________________________________
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.培养学生观察、思考、对比及分析综合的能力。过程与方法1.通过观察蚯蚓教的学实难验点,线培形养动观物察和能环力节和动实物验的能主力要;特2.征通。过教对学观方察法到与的教现学象手分段析观与察讨法论、,实对验线法形、动分物组和讨环论节法动教特学征准的备概多括媒,体继课续件培、养活分蚯析蚓、、归硬纳纸、板综、合平的面思玻维璃能、力镊。子情、感烧态杯度、价水值教观1.和通过学理解的蛔1.虫过1观适、察于3程.观六 阅蛔寄内列察、 读虫生出蚯让 材标容生3根.常蚓学 料本教活 2据 了见身生 :,师的、问 解的体巩总 鸟看活形用 作题 蛔线的固结 类雌动态手 业自 虫形练本 与雄学、三4摸 :学 对动状习节 人蛔生结、、一 收后 人物和同课 类虫活构请一蚯摸 集回 体并颜步重 关的动、学、蚓蚯 鸟答 的归色学点 系形教生生让在蚓 类问 危纳。习并 从状学理列学平的题 害线蚯四线归 人、意特出四面体 生以形蚓、形纳 类大图点常、五观玻表 存及动的鸟请动本 文小引以见3引、察璃, 现预物身类学物节 明有言及的、导巩蚯上是 状防的体之生和课 历什根蚯环怎学固蚓和干 ,感主是所列环学 史么据蚓节二样生练引牛燥 鸟染要否以举节到 揭不上适动、区回习导皮还 类的特分分蚯动的 晓同节于物让分答。学纸是 减方征节布蚓物一 起,课穴并?学蚯课生上湿 少法。广的教些 ,体所居归4在生蚓前回运润 的;.泛益鸟色学生纳4靠物完的问答动的 原.蛔,处目类和习活环近在成前题蚯的? 因了虫以。标生 就体的节身其实端并蚓快触 及解寄上知物 同表内特动体结验和总利的慢摸 我蚯生适识学 人有容点物前构并后结用生一蚯 国蚓在于与的 类什,的端中思端线问活样蚓的人? 飞技基 有么引进主的的考形题环吗十生体能本 着特出行要几变以动1境?节 大活,的.方 密征本“特节化下物让并为近 珍习会形理法 切。课生征有以问的2小学什腹 稀性引态解。 的.课物。什游题主结生出么面 鸟和起结蛔关观题体么戏:要利明蚯?处 类适哪构虫系察:的特的特用确蚓, 等于些特适。蛔章形殊形征板,这是 资穴疾点于可虫我态结式。书生种光 料居病寄是的们结构,五小物典滑 ,生?重生鸟内学构5,学、结的型还 以活.要生类部习与其习巩鸟结是 爱的如原活生结了功颜消固类构线粗 鸟形何因的存构腔能色化练适特形糙 护态预之结的,肠相是系习于点动? 鸟、防一构现你动适否统。飞都物为结蛔。和状认物应与的行是。主构虫课生却为和”其结的与题、病本理不蛔扁的他构8特环以生?8特乐虫形观部特征境小理三页观的动点位点梳相组等、这;,哪物教相,2理适为方引.鸟些,育同师知应单面导鸟掌类结了;?生2识位的学你握日构解.互。办特生认线益特了通动手征观识形减点它过,抄;察吗动少是们理5生报.蛔?物,与的解参一了虫它和有寄主蛔与份解结们环些生要虫其。蚯构都节已生特对中爱蚓。会动经活征人培鸟与飞物灭相。类养护人吗的绝适这造兴鸟类?主或应节成趣的为要濒课的情关什特临?就危感系么征灭来害教;?;绝学,育,习使。我比学们它生可们理以更解做高养些等成什的良么两好。类卫动生物习。惯根的据重学要生意回义答;3的.情通况过,了给解出蚯课蚓课与题人。类回的答关:系线,形进动行物生和命环科节学动价环值节观动的物教一育、。根教据学蛔重虫点1病.引蛔出虫蛔适虫于这寄种生典生型活的线结形构动和物生。理二特、点设;2置.问蚯题蚓让的学生生活思习考性预和习适。于穴居生活的形态、结构、生理等方面的特征;3.线形动物和环节动物的主要特征。
目录
前言 .....................................................................................................................................................................................2 一.矩形花键套零件的分析 ...................................................................................3