注射用头孢拉定生产工艺规程
头孢拉定工艺流程

头孢拉定工艺流程一、原料准备。
头孢拉定的生产得先把原料准备好呀。
这原料就像是做菜的食材一样重要呢。
我们得有各种化学原料,这些原料得是高质量的,就像我们买水果要挑新鲜又甜的一样。
比如说一些基础的有机化合物,它们的纯度得达到一定的标准。
如果原料不好,那后面做出来的头孢拉定质量可就没法保证啦。
这就好比用不新鲜的食材做出来的菜,味道肯定不好呀。
二、合成反应。
接下来就是合成反应啦。
这个过程就像是一场神奇的魔法呢。
把那些原料按照一定的比例和顺序放在一起,然后在特定的条件下让它们发生反应。
这个特定的条件可讲究啦,温度要刚刚好,就像我们洗澡的时候水温要合适一样。
要是温度太高或者太低,反应可能就会出岔子。
而且反应还需要合适的催化剂,这催化剂就像是一个小助手,能让反应更快更顺利地进行。
在这个合成反应的过程中,分子们就像是一群小舞者,在特定的舞台(反应环境)上,按照规定的舞步(反应规则)跳动,最后组合成我们想要的头孢拉定分子。
三、分离提纯。
反应完了之后呀,可不是就直接得到头孢拉定成品了哦。
里面还混着好多其他的东西呢,就像一锅大杂烩。
这时候就要进行分离提纯啦。
这个过程有点像从沙子里挑出金子一样。
我们要把头孢拉定从那些杂质中分离出来。
这可能会用到一些过滤、萃取之类的方法。
比如说过滤就像是用一个超级细密的筛子,把大的杂质筛掉,只留下我们要的头孢拉定。
萃取呢,就像是用一种特殊的溶剂把头孢拉定从混合物中拉出来,就像用一块有魔力的磁铁吸引铁屑一样。
四、质量检测。
分离提纯之后可还不能松口气呢。
我们得检测一下这个头孢拉定的质量呀。
这就像我们买了新衣服要检查有没有破洞一样。
要检测它的纯度是不是够高,有没有其他有害物质混在里面。
会用到各种各样的仪器,这些仪器就像一个个小侦探,能发现那些我们肉眼看不到的问题。
如果质量不合格,那这个头孢拉定可就不能出厂啦,就像不合格的产品不能上架销售一样。
五、包装。
最后呢,就是包装环节啦。
这就像是给头孢拉定穿上漂亮的衣服一样。
头孢拉定生产工艺以及设备改进
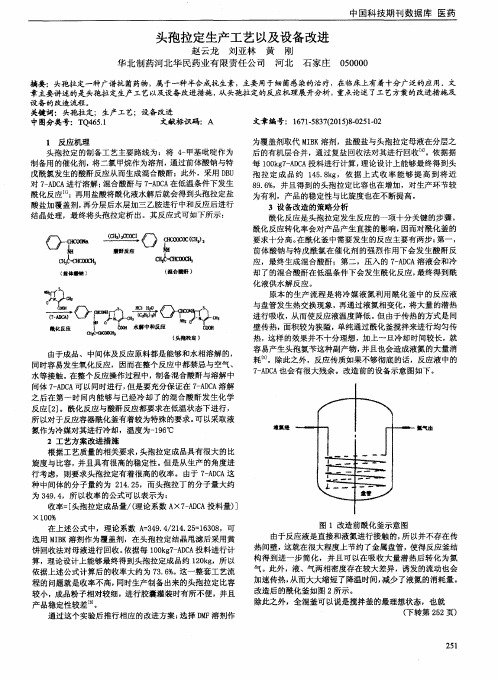
图 1改造前酰化釜示意 图 由于反应液是直接 和液氮进行接触 的, 所以并不存 在传 热间壁,这就在很大程度上节约了金属盘管,使得反应釜结 构得到进 一步简化 ,并且可 以在 吸收大量潜热 后转化 为氮 气 。此外 ,液、气两相密度存 在较 大差 异,诱发的流动 也会 加速传热 , 从而大大缩 短了降温 时间, 减少 了液氮 的消耗量 。 改造后的酰化釜如图 2所示 。 除此之外 ,全混釜可 以说是搅拌 釜的最理想状态 ,也就 ( 下转第 2 5 2 页)
依据上述公式计算后的收率大约 为 7 3 . 6 % 。这一整套工艺流
程 的问题就是收率不高, 同时生产 制备 出来 的头孢拉定 比容
较 小,成 品粉子相对较 细,进行胶囊灌装时有所 不便 ,并且
产 品稳定性较差 。 通过这个实验后推行相应的改进方案 : 选择 D M F溶剂作
25l
设备的改造流程。
关键词: 头孢拉定;生产工艺;设备 改进 中图分类号:T Q 4 6 5 . 1 文献标识码 :A
1 反应 机理 头孢拉定 的制备工艺主要路线为 :将 4 一 甲基吡啶作 为 制备用 的催化剂 , 将二氯 甲烷作为溶剂 ,通过前体酸钠 与特 戊酰 氯发 生 的酸 酐 反 应 从 而 生 成 混合 酸 酐 ;此外 ,采 用 D B U 对7 - A D C A进行溶解; 混合酸酐与 7 - A D C A在低温条件下发生 酰化反应 ;再用盐酸将酰化液水解后就会得到头孢拉定盐 酸盐加覆盖剂 , 再分层后水层加三 乙胺进行 中和反应后进行 结 晶 处理 ,最 终 将 头 孢 拉 定 析 出 。其 反应 式可 如 下 所 示 :
头孢拉定无菌精制岗位安全 技术操作规程
头孢拉定无菌精制岗位安全技术操作规程1 主题内容和适用范围本规程规定了203车间头孢拉定无菌精制岗位的人员职责、操作标准、卫生与清洁、安全生产和劳动保护及记录要求等内容。
本规程适用于203车间头孢拉定精制岗位的操作管理。
2 引用标准3 术语:3.1 半干丝光毛巾:漂洗干净后,平行短边对折拧至不滴液为止的丝光毛巾。
3.2 消毒剂:由本岗位按一定浓度配制,用于无菌室消毒手、工器具及空气喷雾,以保持环境的化学试剂。
4 职责4.1 工段技术员填写生产指令,车间工艺员批准执行。
4.2 班长负责对本班生产进行管理。
4.3 班组安全员负责进行班前、班中、班后安全检查。
4.4 员工负责按生产指令和操作规程进行生产操作。
5 操作标准5.1 生产前准备工作5.1.1 人员准备:岗位人员按十万级区人员出入。
十万级人员出入程序进入岗位首先坐在转身橱上,将内外鞋橱锁打开,从内鞋橱取出一次拖鞋放在里面地面上,将自己的鞋脱下放在外面鞋橱内,然后关闭橱门,转身穿上一次拖鞋,换鞋过程中自己的脚不得踏在鞋橱内外地面,且不准赤脚接触地面,或在鞋上套上一次性洁净鞋套进入,在套鞋过程中,自己的鞋不得接触转身橱以内的地面。
人员进出过程中,应随手关门,做到轻开轻关,不得随手甩开,人员不得在更衣室逗留时间过长,不得做与工作无关的事情。
进入外更,用饮用水洗干净手后,打开外更衣橱,将自己所穿的外衣脱下放入更衣橱,打开更衣室门,从内更的鞋架上取下工作鞋,放在内更衣地面上,穿上工作鞋,并将脱下的一次鞋放入外更鞋架上,进入内更间,换鞋过程中自己的脚不得踏在地面上,不得赤脚接触地面。
换鞋后用75%酒精将手浸泡消毒半分钟,并在盆上方甩干手后,在更衣橱内取出十万级工作服,取出帽子,用双手手指捏住帽子下口边,把帽子由前向后戴在头上,将前面外露的头发塞入帽内,然后取出上衣,确认开口一面向前,用两手抖开下沿,将两只手臂伸入袖筒,最后小心将头穿过领口,保持帽子处于前述规范状态,扣上衣扣,上衣穿毕,取出下衣,在双手撑起裤腰口同时,一只手抓住两只裤脚口,脱去一只鞋,另一只脚站稳将脚伸过一条裤腿。
抗生素头孢拉定的制备工艺及应用

抗生素头孢拉定的制备工艺及应用摘要: 了解头孢拉定的概念、理化性质、合成路线、生产工艺及应用,获得较全面的知识,来阐述头孢拉定是一种常用并且较安全的一种抗生素,通过两种常用的制备工艺生产进行对比,知道明白其中的优缺点,那种方法更为简洁,产率高,实用性大。
关键词:头孢拉定,抗生素,合成,应用前言:头孢拉定(Cephradine)又称环巳烯氨头孢菌素、环巳烯甘氨酰头孢菌素、头孢菌素Ⅵ等。
商品名为也成先锋Ⅵ,化学名为(6R,7R)-7[(2R)-氨基-2-(1,4-环已二烯-1-基)乙酰氨基]-3-甲基-氧代-5-硫杂-1-氮杂二环[4.2.0]辛-2-烯-2-羧酸,其分子式为:C16H19N3O4S,分子349.40 ,分子结构图如下:且1972年由美国施贵宝公司创制,1977年投放市场,前景可观。
头孢拉定为半合成头孢菌素中的中药品种,属于第一代头孢菌素,当前已成为国际市场上生产量最大,销售额最高,品种开发最多的一种抗生素,其产量和销售额均是国际抗生素市场的80%。
1998年国内十大医院用药市场排名统计调查表明,头孢拉定名列第三。
头孢拉定对胃酸稳定,既可口服又可注射,先临床广泛应用于治疗金葡萄(如支气管炎、肺炎、肾盂肾炎)、溶血性链球菌、肺炎球菌、沙门氏菌(包括伤寒杆菌)、奇异弯形杆菌及脑膜炎双球菌引起的各种感染,并且得到了满意结果【1】。
头孢拉定具有广谱的抗菌抗菌性能及口服易吸收、蛋白结合率低、过敏反应率低、毒性小、耐酶、耐酸,对β-内酰胺酶较稳定以及良好的药代动力学性能等优点,成为目前最常用的抗生素之一。
头孢拉定在治疗和预防敏感菌所致的呼吸道感染、生殖泌尿系感染、软组织感染等具有较高疗效,为国家基本药物品种【2】。
我国开发头孢拉定始于八十年代末,九十年代初,起步较晚,市场上头孢拉定仍需要大量进口,当务之急是研制开发头孢拉定这一新品种。
因此,头孢拉定制备工艺的研究不仅具有社会效益,还具有重要的经济价值【3】。
SPMF210301注射用头孢他啶工艺规程
*****制药有限公司标准管理程序目的:建立注射用头孢他啶生产工艺规程,以保证严格的工艺控制和工艺步骤按规定执行。
适用范围:适用于注射用头孢他啶生产全过程。
责任人:制造部经理、粉针车间主任、粉针车间管理员、质监部经理。
内容:见附件注射用头孢他啶生产工艺规程目录1.产品概述2.处方和依据3.生产工艺流程图及生产工艺洁净级别划分、工艺监控点4.工艺条件与操作要点5.质量标准(原料、包装材料、成品的法定标准、企业标准)6.物料平衡计算方法7.技术安全工艺卫生与安全环保8.设备一览表及主要设备生产能力9.劳动组织与岗位定员1.产品概述:【品名】中文名:注射用头孢他啶英文名:Ceftazidime for Injection【规格】1.0g、0.5g、0.75g、1.5g、2.0g(按C22H22N6O7S2计)【剂型】本品为注射用粉末。
【批准文号】国药准字H、H、H、H、H【作用与用途】用于敏感革兰氏阴性杆菌所致的败血症、下呼吸道感染、腹腔和胆道感染复杂性尿路感染和严重皮肤软组织感染等。
对于由多种耐药革兰氏阴性杆菌引起的免疫缺陷者感染,医院内感染以及革兰氏阴性杆菌或铜绿假单细胞菌所致中枢神经系统感染尤为适用。
【用法与用量】静脉注射或静脉滴注1.败血症、下呼吸道感染、胆道感染等,一日4~6g(2~3瓶),分2~3次静脉滴注或静脉注射,疗程10~14日。
2.泌尿系统感染和重度组织感染等,一日2~4g(1~2瓶),分2次静脉滴注或静脉注射,疗程7~14日。
3.对于某些危及生命的感染,严重铜绿假单胞菌感染和中枢神经系统感染,可酌情增量至一日0.15~0.2g/kg,分3次静脉滴注。
【贮存条件】密闭,在凉暗干燥处保存。
【包装规格】西林瓶装,1.0g×10瓶/盒、0.5g×10瓶/盒0.75g×10瓶/盒2.0g×10瓶/盒 1.5g×10瓶/盒【有效期】2年2.处方和依据:本品系由头孢他啶和碳酸钠无菌混合粉按无菌分装工艺分装而得,分装规格为1.0g、0.5g、0.75g、1.5g 2.0g(按C22H22N6O7S2计)。
头孢拉定胶囊的生产工艺

生产设施
洁净车间
为确保生产环境的洁净度,需 要建立符合药品生产要求的洁 净车间,以减少污染和交叉污
染的风险。
通风系统
建立完善的通风系统,保证车 间的空气流通,降低空气中的 尘埃和微生物含量。
空调系统
通过空调系统控制车间的温度 和湿度,确保生产环境的稳定 。
排水系统
建立合理的排水系统,确保生 产过程中的废水能够及时排出
建立完善的维护与保养记录制度,对 设备和设施的使用情况进行跟踪管理, 及时向上级报告异常情况。
04 头孢拉定胶囊的生产安全 与环保
安全操作规程
操作人员培训
确保操作人员经过专业培训,熟悉生产设备、工艺流程及安全操作 规程。
设备维护与检查
定期对生产设备进行维护和检查,确保设备正常运行,防止因设备 故障导致的安全事故。
02 头孢拉定胶囊的制备工艺
原料选择与处理
原料选择
选择优质、稳定的头孢拉定原料,确保生产出的胶囊具有高纯度和稳定性。
原料处理
对原料进行必要的干燥、粉碎、筛分等预处理,以满足后续工艺的要求。
胶囊制备工艺流程
配料混合
01
将处理好的头孢拉定原料与其他辅料进行配料混合,制成均匀
的颗粒。
填充胶囊
02
将颗粒填充到空胶囊中,确保每个胶囊中的药物量准确且一致。
05 头孢拉定胶囊的市场前景 与发展趋势
市场前景分析
01
市场需求持续增长
随着抗生素的广泛应用,头孢拉 定胶囊作为常用的抗生素药物, 市场需求持续增长。
02
区域差异明显
03
竞争格局稳定
不同地区和国家对头孢拉定胶囊 的需求存在差异,发展中国家市 场需求增长较快。
工艺规程-头孢拉定胶囊
头孢拉定胶囊工艺规程目录一、产品说明(名称、剂型、规格)二、工艺处方和依据三、生产工艺流程四、设备一览表及主要设备生产能力五、工艺卫生和环境卫生(包括对净化级别要求)六、操作过程和工艺条件及所执行的SOP名称。
七、原辅料、中间产品和成品的质量标准及贮存注意事项八、中间产品的检验方法及控制九、需要进行验证的关键工序及工艺质量控制点十、包装要求、标签、说明书(附样本与产品保管方法)十一、原辅材料的消耗定额,技术经济指标、物料平衡及各项指标的计算方法十二、技术安全及劳动保护十三、劳动组织与岗位定员十四、变更记录表一、产品说明1. 药品名称1.1.通用名:头孢拉定胶囊1.2.英文名: Cefradine Capsules1.3.汉语拼音:Toubao lading Jiaonang1.4.本品主要成分及其化学名称为:(6R,7R)-7[(R)-2-氨基-2-(1,4-环己烯基)乙酰氨基]-3-甲基-8-氧代-5-硫杂-1-氮杂双环[4.2.0]辛-2-烯-2-羧酸。
1.5.其结构式为:分子式:C16H19N3O4S分子量:394.402.性状:本品为胶囊剂;内装白色或类白色粉末。
3.规格:0.25g4.有效期;两年5.包装规格:铝塑包装12粒/板×2板/盒×300盒/箱,12粒/板×4板/盒×200盒/箱,6.批准文号:国药准字37022900二、工艺处方和依据:2.1.工艺处方:原辅料名称单位每千粒用量每万粒用量头孢拉定: kg 0.25 2.5 淀粉: kg 0.05 0.5浆用淀粉: g 5.0 50.0硬脂酸镁: g 0.75 7.5纯化水: kg 0.095 0.95 2.2依据:中华人民共和国药典2000版二部三、工艺流程工艺流程图:三十万级区一般区四、设备一览表及主要设备生产能力五、工艺卫生和环境卫生1.本品种生产配料至铝塑包装在30万级洁净区,外包装在一般生产区,具体情况见工艺流程图,严格执行口服固体制剂车间生产区清洁规程。
头孢拉定胶囊生产工艺规程

目的:建立头孢拉定胶囊的生产工艺规程。
范围:头孢拉定胶囊的生产。
职责:生产管理部经理、质量管理部经理、车间主任、工艺员、班长、操作工、QA。
规程:1.品名、剂型与处方依据1.1通用名称:头孢拉定胶囊汉语拼音:Toubao lading Jiaonang英文名: Cefradine Capsules1.2剂型:胶囊剂1.3处方与处方依据项的说明1.3.1处方(共制成73.6万粒)头孢拉定 200kg羟丙甲纤维素 0.78kg75%乙醇 59.22kg*硬脂酸镁 2kg1.3.2 处方依据项说明:药品的生产批文:批准时间:质量标准编号:2.生产工艺流程:←↓→↓→↓←↓ ←→← →←→一般生产区 三十万级生产区3.生产工艺操作与工艺技术参数中关键的注意事项: 3.1操作过程与生产过程质量控制 3.1.1配料工序:● 按SOP-MN/G-001-00原辅料处理岗位标准操作规程要求对主药进行粉碎过60筛处理,硬脂酸镁过80目筛,放备料间备用。
● 按SOP-MN/G-003-00粘合剂配制岗位标准操作规程制备粘合剂1.3%羟丙甲纤维素液:取处方量羟丙甲纤维素,加入75%的乙醇到规定量,浸泡约12-16小时,过胶体磨,即得。
● 将处理好的主药、淀粉准确称量,按SOP-MN/G-004-00湿法制粒岗位标准操作规程,以每料35kg 分别置于湿法混合制粒机的搅拌锅中,按SOP- EQ/G-005-00 HLSG110型湿法混合颗粒机标准操作规程开动搅拌桨和切碎刀运作两分钟后加入适量粘合剂,将软材切割成均匀的湿颗粒(约七分钟)。
● 按SOP-MN/G-005-00干燥岗位标准操作规程,湿颗粒置于热风循环箱干燥,按SOP-EQ/G-006-00 FL-IIIA 热风循环干燥柜标准操作规程,开启蒸汽阀、风机,箱内温度控制在60-70℃之间,约为3.5小时。
干燥过程中每1.5小时翻粉一次,收粒时水份应控制在3-5%范围内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.产品名称、剂型
通用名称:注射用头孢拉定
英文名:Cefradine for Injection
汉语拼音:Zhusheyong Toubaolading
剂型:注射剂。
2.产品概述
本品为头孢拉定的无菌粉末。
按平均装量计算,含头孢拉定 (C16H19N3O4S)应为标示量的95.0%~115.0%。
2.3.产品规格及有效期
按(C16H19N3O4S)计算 0.5g
有效期24个月。
2.4.适应症
适用于敏感菌包致急性咽炎、扁桃休炎、中耳炎、支气管炎和肺炎等的呼吸道感染、泌尿道感染、泌尿生殖道感染及皮肤软组织感染。
2.5.用法与用量
静脉滴注、静脉注射或肌内注射,成人,一次0.5-1.0g,每6小时一次,一日最高剂每6小时一次8.0g。
小儿(1周岁以上)按体重12.5~25mg/kg,每6小时一次
3.工艺概述
注射用头孢拉定的生产是采用无菌分装的工艺,经过洗瓶、分装、轧盖、目检、贴标、包装等工序得到最终的产品。
\
5.生产工艺流程图及环境区域划分
100000
级
10000
级
100级
图1 生产工艺流程图
5操作过程及工艺条件
5.1. 西林瓶的处理
5.1.1.操作过程
5.1.1.1. 西林瓶的清洗
按生产指令领取一定数量的西林瓶,通过西面货梯到粉针车间门口,经初步除尘、清洁后,用生产区专用推车拉至脱外包室,去除西林瓶外包装,由传递窗传入贮存间;西林瓶在贮存间通过理瓶挑出异形瓶、破损瓶、污染瓶后,送入洗瓶间,采用W600/8超声波洗瓶机洗涤西林瓶。
西林瓶经过滤后纯化水初洗,过滤后注射用水精洗;再用过滤压缩空气吹干,清洗后的西林瓶检查洁净度应不挂水珠、无可见异物,合格后,进行灭菌。
5.1.1.2西林瓶的干热灭菌、除热原
清洗合格后的西林瓶经联动装置自动进入T600H1/C1隧道烘箱,进行干热灭菌,温度设定为320℃,时间为15分钟。
5.1.2. 工艺条件
5.1.2.1西林瓶初洗用纯化水应符合中国药典2005版二部规定,终端须经过孔
径为0.22微米的过滤器过滤;精洗用注射用水应符合中国药典2005版二部规定,终端须经过孔径为0.22微米的过滤器过滤。
5.1.2.2洗瓶用纯化水温度为45~50℃,压力0.15~0.20Mpa; 洗瓶用注射用水温
度50~65℃,压力0.15~0.20 Mpa;喷淋水压力0.1~0.2 Mpa;喷淋用压缩空气压力0.1~0.4 Mpa。
5.1.2.3.清洁后的西林瓶须在4小时内进行干热灭菌。
5.1.2.4. 隧道烘箱进行干热灭菌除热原时,设置温度为320℃,时间为15分钟。
5.1.2.5.干热灭菌、除热原后的西林瓶在烘箱或分装室贮存时间不得超过24小
时。
5.2.丁基胶塞的处理
5.2.1操作过程
按生产指令领取一定数量的丁基胶塞,通过脱外包室由传递窗传入丁基胶塞处理间,丁基胶塞由WST 150A自动洗胶塞机完成清洗、硅化、灭菌、干燥的一系列操作。
具体操作为:
装丁基胶塞滚笼旋转二次清洗喷淋硅化湿热灭菌(121℃、0.1 Mpa、30min)真空干燥冷却(-0.1 Mpa)出料。
丁基胶塞清洗后,取精洗用水检查洁净度应无可见异物。
合格后进行灭菌处理。
灭菌后的丁基胶塞贮存于烘箱或分装室内时限不得超过24小时,若于48小时后使用,则应重新灭菌后再使用。
5.2.2.工艺条件
5.2.2.1.清洗用注射用水应符合中国药典2005版二部规定,终端须经过孔径为
0.22微米的过滤器过滤;
5.2.2.2. 丁基胶塞硅化,硅化油量为每万瓶4ml。
5.2.2.3.丁基胶塞灭菌工艺参数为:121℃、0.1 Mpa、30min。
5.2.2.4.灭菌后的丁基胶塞贮存于烘箱或分装室内时间不得超过24小时,若于
24小时后使用,则应重新清洗灭菌后再使用。
5.2.2.5.清洗后的丁基胶塞应在4小时内灭菌。
5.2.2.
6.洗胶塞用注射用水总表压力0.40-0.80 Mpa,纯蒸汽总表压力为
0.40-0.60 Mpa,压缩空气总表压力为0.40-0.80 Mpa。
5.3.铝塑盖的处理
5.3.1.铝塑盖领用后,经检查应光亮、无油污及其他污染物或特殊异物。
5.3.2.铝塑盖的干热灭菌
将检查合格的铝塑盖送入已清洁的LG—150铝盖灭菌机内,将铝塑盖130℃、3小时灭菌。
5.4.分装工序
5.4.1.原料的领用
5.4.1.1.原料领用前根据检验报告单,对原料的品名、批号、生产厂家、规格及
数量进行核对。
5.4.1.2.根据生产指令,领取规定数量的原料,在脱外包室脱去除外包装,用
75%乙醇溶液擦拭内包装后,经传递窗紫外灯照射30分钟,灭菌后传入原料存放间,称量好后,经传递窗传入分装间。
5.4.1.3.原料的计算、称量、领用必须复核,操作人、复核人应在原始记录上签
名。
5.4.1.4.称量时应使用经计量检定合格,有效使用期内的衡量器具,每次使用前
应校正。
5.4.2.工艺条件
5.4.2.1.原料必须检验,符合头孢拉定无菌药粉质量标准。
5.4.3.药粉的分装
5.4.3.1.注射用头孢拉定的分装和压塞在100级环境下进行,生产前首先需开启
设备上方的层流罩,净化至少10分钟后,安装好分装机的料斗,填充分装器;
将分装所用洁净丁基胶塞,原料放置于固定的位置上。
5.4.3.2.将头孢拉定原料药粉倒入MT/8-N自动粉末填充机的药粉料斗,洁净丁
基胶塞加入胶塞振荡料斗。
5.4.3.3根据生产指令调机,调整装量,其中装量调整应使实际装量与理论装量
偏差在±1%以内方可。
.
5.4.3.4.按下填充机开关,由填充机完成瓶子的输送,定量分装药粉和加盖的操
作。
5.4.3.5.分装过程中,每30分钟检查装量,抽出5瓶检查,应符合工艺要求。
当检查中发现装量有趋势性偏差时,应重新调整装量至合格。
5.4.4.工艺条件
5.4.4.1.用于检测装量使用的天平准确度应至0.001g。
5.4.4.2. 使用的丁基胶塞应符合洁净丁基胶塞质量标准,其中水分应≦2%。
5.4.4.3.使用的西林瓶应符合洁净管制抗生素玻璃瓶质量标准。
5.4.4.4.药粉分装在100级洁净区环境下操作,温度应为18~26℃,相对湿度应
为45%~55%。
5.4.4.5.分装间风速、风压、菌落数、尘埃数、温湿度按洁净区(室)管理规
程执行,应符合规定。
5.4.4.
6. 分装过程装量应符合规定。
5.5.分装用具的处理
5.5.1.盛装洁净丁基胶塞用不锈钢容器,使用前先用洗洁精刷洗,用纯化水初洗,
经注射用水精洗干净后,再用75%乙醇溶液擦拭,然后将容器放入YZQWFZL/ZZS-0.3卧式矩形压力蒸汽灭菌器内,经121℃、0.1Mpa、30min处理。
5.5.2.分装机每批生产后,卸下分装机的料斗及分装器,用注射用水冲洗三遍,
至终洗水清洁度检查合格,再将部件装入绸布袋中,放入YZQWFZL/ZZS-0.3卧式矩形压力蒸汽灭菌器内,121℃、0.1Mpa、30min热压灭菌处理。
5.5.3.分装机连续生产5批后及生产周末,需拆下分装机的料斗及分装器,用纯
化水清洗后,将其浸泡于4%NaOH溶液中,至少6小时以上,取出用纯化水冲洗二遍,再用注射用水冲洗三遍,至终洗水清洁度检查合格,再将部件装入稠布袋中,放入YZQWFZL/ZZS-0.3卧式矩形压力蒸汽灭菌器内,121℃、
0.1Mpa、30min热压灭菌处理。
5.6工艺条件
5.6.1.用具用清洗用纯化水应符合中国药典2005版二部规定,终端须经过孔径
为0.22微米的过滤器过滤;注射用水应符合中国药典2005版二部规定,终端须经过孔径为0.22微米的过滤器过滤。
5.6.2. 热压灭菌工艺参数121℃、0.1Mpa、30min。
5.6.3. .清洗后的分装用具应在4小时内灭菌。
5.6.4. 灭菌后的分装用具应在48小时内使用。
5.7.轧盖、目检工序
5.7.1.压丁基胶塞后的产品由传送带送至轧盖间,开启调整好的CAP/10轧盖机
进行轧盖,轧盖时随时检查轧盖质量以便调机。
5.7.2. 轧盖后的产品由传送带送至目检岗位,按轧盖过程质量检查规程,逐瓶
进行检查,检出有异物、玻屑、破损、多剂量、少剂量、空瓶、浅盖、皱盖等目检不合格品。
合格品传送带传至。
下一道包装工序
5.8.包装工序
5.8.1.贴签、装盒
5.8.1.1目检合格后的产品由传送带送入贴标机,开机前根据生产流转卡核对标
签品名、批号、规格、有效期、厂名,并根据批包装指令编排产品批号、有效期,核对无误后即可开机贴标签。
5.8.1.2.贴标后将产品逐一装入印好批号、有效期的小盒、中盒内,粘封口签。
装盒前核对标签品名、规格、批号、有效期等。
5.9.装箱
5.9.1. 纸箱应预先印好品名、规格、批号、有效期,核对无误后将装盒后的药
品按规定数量装入纸箱内,放进产品合格证及装箱单封箱。
将产品送验品间贮存待验。
待检验合格后,凭成品化验合格报告单,将成品送入仓库。
6. 质量控制点及监控方法。