锡膏印刷作业指导书
SMT PCB板印刷清洗作业指导书

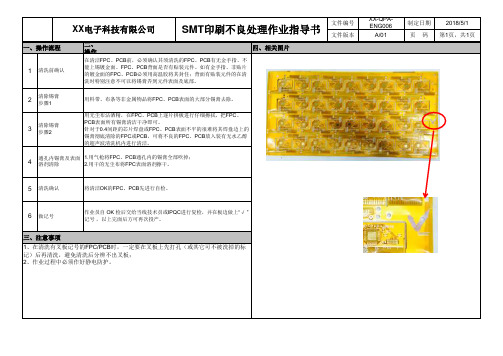
表格编号生效日期版 本作业基本流程图辅料防静电手套无水酒精无尘擦纸2.已贴片的PCB 进行锡膏清理时,异形元件取下用酒精清洗后需再次利用,CPU 和Flash 元件洗完后要进行烘烤.(烘烤120℃/12小时)1.由印刷操作工或班长指定专人进行印刷不良品板处理防止静电损坏元件3.清洗的PCB 板需进行外观检查,重点检查以下位置:防静电毛刷超声波清洗仪防静电物料盒一、目的:对印刷不良的产品进行板面清理,保证板面清洁,确保PCB再次利用,防止后道工序产生锡珠、堵孔问题。
二、具体作业步骤及要求:1.准备好PCB清洗用的工具,作业前配戴防静手腕,双手配戴手套。
3.将物料盒内倒入1/3料盒高度无水酒精.用酒精清洗已去除板面辅料的PCB 板,用防静电毛刷蘸酒精来回刷洗PCB 至少3次,IC 处刷洗5次以上(图二),以上清洗完成后需用干净的无水酒精再刷一遍,防止板面有脏污。
清洗完成后用专用容器盛装清洗用的酒精,每天进行沉淀物处理,至少每周一次更换清洗酒精,实际清洗过程按清洗液的清洁度调整更换频次。
9.作业完成将工具、废弃辅料做好标识放在指定位置,定期进行处理,做好现场6S 。
三、作业注意事项:治 具/工 具铲 刀1392011CSMT 工艺指导书作业名称PCB板清洗编制: 审核: 批准: 入册编号:7.将清洗检查完成的PCB 板放入放入烤箱烘烤半个小时,温度设定120℃.8.从烤箱取出PCB 板,并在PCB 工艺边上贴10mm 长高温交代,写上QX(清洗),此部分PCB 需由班长进行确认无问题后方可印刷,炉后检查人员重点对此类产品外观进行检查控制(图五)4.需要进行BGA 贴装的产品,还要把清洗完的PCB 板再次放入超声波清洗仪清洗,时间约5min 5.用无尘纸擦拭板面酒精,并用气枪将板吹一遍,,重点是板孔、IC 处(图三四)6.用显微镜检查PCB 是否清洗干净,重点检查PCB 板边、定位孔、元件孔和按键位置的清洁度2.用铲刀将印刷不良的PCB板上的锡膏、红胶清理掉(图一),清理的辅料放在废弃辅料回收盒里,清理过程注意不可划伤PCB板面。
SMT印刷不良处理作业指导书
二、
操作1234561、在清洗有叉板记号的FPC/PCB 时,一定要在叉板上先打孔(或其它可不被洗掉的标记)后再清洗,避免清洗后分辨不出叉板;
2、作业过程中必须作好静电防护。
清除锡膏步骤2
用无尘布沾酒精,在FPC 、PCB 上逐片拼板进行仔细擦拭,把FPC 、
PCB 表面所有锡膏清洁干净即可。
针对于0.4间距的芯片焊盘或FPC 、PCB 表面不平的很难将其焊盘边上的
锡膏彻底清除的FPC 或PCB ,可将不良的FPC 、PCB 放入装有无水乙醇
的超声波清洗机内进行清洁。
通孔内锡膏及表面溶剂清除 1.用气枪将FPC 、PCB 通孔内的锡膏全部吹掉;
2.用干的无尘布将FPC 表面溶剂擦干。
做记号作业员自 OK 检后交给当线技术员或IPQC 进行复检,并在板边做上“√ ”
记号 ,以上完面后方可再次投产。
三、注意事项
SMT 印刷不良处理作业指导书清洗确认将清洁OK 的FPC 、PCB 先进行自检。
一、操作流程四、相关图片清洗前确认在清洁FPC 、PCB 前,必须确认其须清洗的FPC 、PCB 有无金手指、不能上锡镀金面、FPC 、PCB 背面是否有贴装元件。
如有金手指、非贴片
的镀金面的FPC 、PCB 必须用高温胶将其封住;背面有贴装元件的在清
洗时特别注意不可以将锡膏弄到元件表面及底部。
清除锡膏
步骤1用料带、布条等非金属物品将FPC 、PCB 表面的大部分锡膏去除。
XX 电子科技有限公司
文件编号XX-QPA-ENG006制定日期2018/5/1文件版本A/01页 码第1页,共1页。
锡膏管控作业指导书
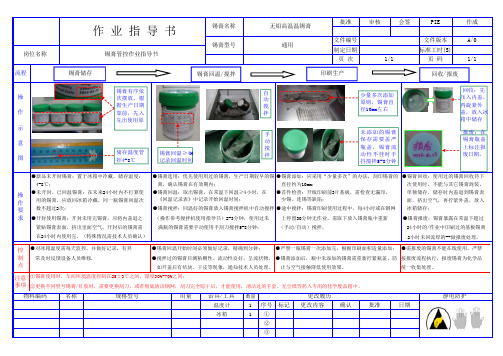
少量多次添加原则,锡膏直径1Fra bibliotekmm左右未添加的锡膏保存需要盖严瓶盖,锡膏流动性不佳时手抖搅拌5-8分钟
回收:先压入内盖,再旋紧外盖,放入冰箱中储存
报废:在锡膏瓶盖上标注报废日期,
操作要求
●新品未开封锡膏:置于冰箱中冷藏,储存温度:4-8℃;
●未开封、已回温锡膏:在未来24小时内不打算使用的锡膏,应放回冰箱冷藏,同一瓶锡膏回温次数不超过2次;
作业指导书
锡膏名称
无铅高温温锡膏
批准
审核
会签
PIE
作成
锡膏型号
通用
文件编号
文件版本
A/0
岗位名称
锡膏管控作业指导书
制定日期
标准工时(S)
页次
1/1
页码
1/1
流程
锡膏储存锡膏回温/搅拌印刷生产回收/报废
操作示意图
锡膏有序依次摆放,根据生产日期靠前,先入先出使用原
储存温度管控4-8℃
自动搅拌
手动搅
锡膏回温≥4H拌
(操作参考搅拌机使用指导书)2-3分钟,使用过未满瓶的锡膏需要手动使用手刮刀搅拌5-8分钟;
●锡膏添加:应采用“少量多次”的办法,刮印锡膏的直径约为10mm;
●首件检查:开线印刷前3片基板,需检查无漏印、少锡、连锡等缺陷;
●途中搅拌:锡膏印刷使用过程中,每4小时或在钢网上停留30分钟无作业,需取下放入锡膏瓶中重新
●开封使用锡膏:开封未用完锡膏,应将内盖退之
紧贴锡膏表面,挤出里面空气,开封后的锡膏需在24小时内使用完,(特殊情况需技术人员确认)
●锡膏选用:优先使用用过的锡膏,生产日期较早的锡膏,确认锡膏在有效期内;
●锡膏回温:取出锡膏,在常温下回温≥4小时,在
SMT检验标准作业指导书
版次 页码 工序号
A.0 1/4
文件编号 生效日期 使用材料 规 格 数 量
1
胶水 焊盘 焊盘
胶水
图一
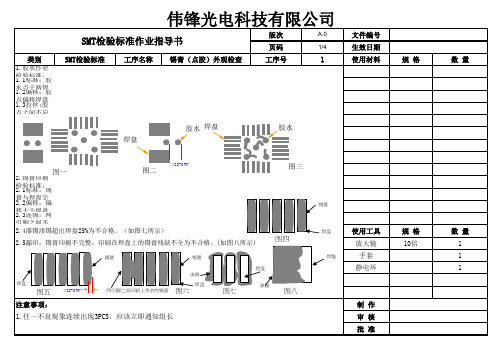
2.锡膏印刷检验标准:
图二
>25% W
图三
2.1标准:锡膏与焊盘完全重叠,锡膏表面应光滑、平整、没有空隙。(如图四所示) 2.2偏移:偏移大于焊盘25%为不合格。(如图五所示) 2.3连锡:两引脚之间不应连接之处印刷上锡膏为不合格。(如图六所示) 2.4滲锡渗锡超出焊盘25%为不合格。(如图七所示) 2.5漏印:锡膏印刷不完整,印刷在焊盘上的锡膏残缺不全为不合格。(如图八所示)
图五 图三 图四 图一
版次 页码 工序号
A.0 4/4
文件编号 生效日期 使用材料 规 格 数 量
4
图二
2.1.2.合格:锡覆盖在元件脚上方,但可见元件脚轮廓视为合格。(如图二所示)
2.2.2.合格:锡覆盖到零件脚上方,但可见元件脚轮廓视视为合格。(如图四所示)
2.3.1.标准:元件可焊接面均焊接在焊点上,且焊接高度达到零件高度。(如图五所示) 2.3.2.合格:焊锡未超过焊盘及元件焊点呈球鼓状,焊锡角度未超过90度。(如图六所示) 2.3.3.不合格:不符合上述条件者。 3.检查项目:浮脚 3.1.晶片型元件焊接点
>20%H >30%H
图六
使用工具 放大镜 手套 静电环 图七
规 格 10倍
数 量 1 1 1
1.4.1.标准:元件焊接面均焊在可焊接面上,且焊接高度达到元件直径30%以上。(如图七所示)
制 作 审 核 批 准
伟锋光电科技有限公司
SMT检验标准作业指导书 SMT检验标准作业指导书
类别 SMT检验标准 SMT检验标准 工序名称 炉后检查2 炉后检查2 2.检查项目:多锡 2.1.引脚元件焊接品质: 2.1.1.标准:元件脚端点与焊盘焊锡饱满且呈平滑圆弧形。(如图一所示) 2.1.3.不合格:不符合上述条件者。 2.2.J形导脚元件焊接品质 2.2.1.标准:元件脚端点与焊盘焊锡饱满且呈平滑圆弧形。(如图三所示) 2.2.3.不合格:不符合上述条件者。 2.3.距形元件焊接品质:
SMT各工位作业指导书
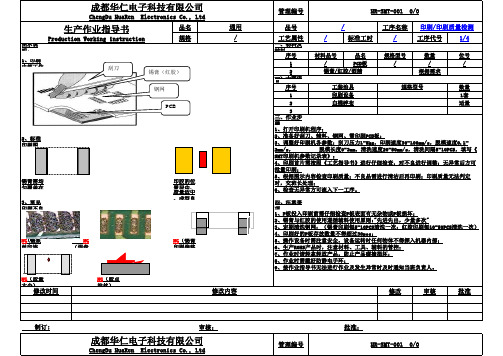
/
工序名称
贴片/物料更换
/
标准工时
/
工序代号
2/4
材料品号 /
品名 印刷完成PCB
板 双面胶
规格型号 /
10MM
数量 /
1卷
工装治具 全自动贴片机
镊子/剪刀
规格型号
位号 /
数量 1台 1把
三、作业步 骤 1、打开贴片机程序;调整好设备导轨,装载贴片机程序,设备开始自动贴片; 2、当物料使用完后机器会报警料尽,对物料进行更换后继续生产; ◆备料: 每15分钟查看生产中物料的余数,当物料余数小于500左右,根据程序站别显示的元 件名称从指定的料车上取出相应的物料安装在供料器上,放置于备料车上。 ◆换料: A、机器报警料尽错误;确认报警故障是否需要更换材料; B、确认导轨号码,卸出供料器;从备料车上找到需要更换的物料,找另一个人进行 材料确认; C、把装好的材料装进卸出供料器的位置; D、换料人和确认人看装进机器的材料名称与机器上料站名称是否一致; E、根据贴片位置图对更换的材料的形状及方向确认。 ◆记录: 填写材料更换记录,换料者与确认者签名确认。
NG(位 移) 标
修改内容
二、工装治 具
序号
焊锡线 工装治具
Φ0.8-1.0
1卷
规格型号
数量
1
电焊台/热风焊台
可调恒温
各1台
2
镊子
1把
3 三、作业步 骤 1、打开AOI程序; 2、取一回流焊接完成品,批量检验前,根据工艺指导书核对PCB型号、版本、贴装器 件的型号规格、生产工艺是否符合工艺指导书要求; 3、调整好AOI导轨,将需检测产品放置于导轨上,按下“TEST”按钮,开始检测; 4、检测完成后,按下AOI键盘空格键,显示画面将显示初判不良图示; 5、AOI键盘的“Ctal”键可以向上查看初判不良,“Shift”键可以向下查看初判不 良,当确定为实质不良时,按下小键盘上的数字键(根据不良定义),确认不良现 象,将不良品使用红色箭头纸标识; 6、将不良品进行维修; 7、对维修后的底板需再次进行AOI检测; 8、将良品整齐摆放装入箱中,并在箱外贴上标识卡送至品质待检验区。(要求标识卡 填写准确完整,外箱标识与箱内实物一致)
全自动印刷机作业指导书

全自动印刷机作业指导书1、目的:1.1 规范并指导印锡工正确操作 HTGD 印刷机。
1.2 保证 HTGD 印刷机正常运转,提高生产效率,延长设备及备件的使用寿命。
2、范围:适用GDS450 印刷机。
3、职责:3.1 生产部印锡工负责设备操作、检查印锡效果及设备日常清洁并做好日保养记录。
3.2 生产部跟线技术员、工程师负责设备调试、维护,并指导与监督操作人员的操作。
3.3 SMT 技术部保养组负责实施对设备的定期保养与维护,并做好设备定期保养记录。
4、开机前准备动作:4.1 检查气压、电压是否正常,正常工作气压为 4-6.5bar,电压为 220V; 4.2 检查清洗网纸是否用完,清洗液是否已低于容器的 1/3,并及时添加; 4.3 检查轨道、顶针、刮刀及钢网是否存在残留锡渣,并将其清洁干净; 4.4 确认设备运行轨迹范围内无杂物,如有,应立即清除,以免造成设备异常损坏;5、开机步骤:5.1 打开机台右下方部的电源开关(向右扳动开关),接通电源.WINDOWS 登陆画面。
5.2 机器进入5.3 进入机器软件进行归零操作。
步骤为:是否进行机器归零?机器正在归零?机器归零完成6、操作步骤:6.1 机器归零后,点击打开文件选择生产程序(确认是否与工艺程序名一致) 6.2 单击机器软件画面的制程检查 PCB 的基本资料,确认 PCB 设置的宽度与实际的 PCB 宽度是否匹配,进出板方向是否正确等6.3 点击下一页设置机器的印锡参数与清洗参数是否与工艺要求一致。
6.4 点击下一页选择自动定位选项,放入 PCB 定位?装钢网?作 MARK 点。
确认无误后保存退出。
6.5 安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏。
6.6 区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
6.7 加入适量的锡膏点击主画面开始键,待机器提示等待进板提示时放板开始印刷。
6.8 在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
Sinic-TEK SPI SOP

锡膏厚
度标准:设备/治具名称型号规格SPI 锡膏检测机Sinic-TEK 操作步骤
1.生产时依据左图不良类型,按照follow chart对应步骤作业.参考JHR-7.5-122 SPI锡膏检查参数表
设备/治具注意事项 1.本岗位必须戴静电手环或静电手套作业,并做好ESD防
护;2.检验合格的产品放入静电托盘;
3.检验不合格的产品放入指定的不良区域。
设定条件NA 复判标准
适用产品名称ALL 产品型号ALL 文件编号JH-WI-GC-
069
工序名称SPI 作业类型锡膏检测 上海晶合光电科技有限公司作 业 指 导 书审核制作日期
刘静2017/1/5
锡膏检测通知随线/设备工程师根据设备异常现象检查印刷设备状况改善制程Pas s 正常生产Pas s Fail 印刷Fail
继续印刷连续追踪5个点
依据复
判标准复判1.点击确认Pass 继续生产 1.点击确认FAIL 1.打开接驳台BYPASS 按钮
2.不良板放置在不良品
区域
3.洗板,填写“PCB 清洗
记录”
4.板边标注“W ”字样QC 确认正常生产
Pas s
Fail Pas s
3D 检测
Fail
Fail
焊膏与焊盘对齐且尺寸及形状相符;焊膏表面光滑不带过量的焊膏延伸出焊盘且未与相邻焊盘接触;焊焊膏量较少,但焊膏覆盖住焊盘75%焊膏未和焊盘对齐,但
焊盘75%以焊膏与焊盘对齐且尺寸及形状相符;焊膏
焊膏溢出连接在一凹形,焊膏量太焊膏边缘不清,有
焊膏有粘连焊膏错位
OK OK OK OK NG NG NG NG NG NG
使用部门:生产版本:V1.1。
SMT锡膏管理作业指导书
二、操作1345678.18.2三、注意事项SMT 锡膏管理作业指导书1.保证产线全开的情况下,回温OK 区一瓶待上线用,回温区待回温一瓶;2.各线锡膏用至量不够时,由技术员确定是减线合并锡膏使用或增添新锡膏;3.在换锡膏时应将钢网上没有使用完之锡膏收回瓶内清洁钢网及刮刀后再加上另一瓶新上线锡膏。
4.特殊情况停电超过30分钟或故障,应立即把锡膏收回锡膏瓶里。
5.停电或复电10~15分钟作冰箱温度确认。
6.锡膏储存异常处置:6.1如果温度过高:调查温度调节器,将其降低两个档位,直到温度恢复正常储存温度;6.2如果温度过低,将其增加两个档位,直到恢复正常。
7.冰箱与温度计异常时,立即校正,直到恢复正常。
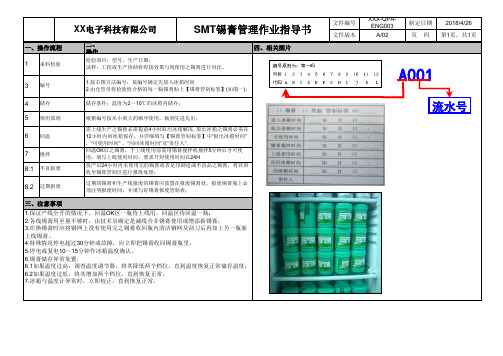
XX 电子科技有限公司搅拌回温OK 后之锡膏,于上线使用前需用锡膏搅拌机搅拌5分钟后才可使用;填写上线使用时间,要求开封使用时间在24H不良报废投产后24小时内未使用完的锡膏或者是印刷造成不良品之锡膏,将其回收至锡膏管制区进行报废处理;过期报废过期的锡膏和生产线报废的锡膏应放置在报废锡膏处,报废锡膏瓶上必须注明报废时间,并填写好锡膏报废管制表;储存储存条件:温度为2~10℃的冰箱内储存;领用原则根据编号按从小到大的顺序使用,做到先进先出;回温需上线生产之锡膏必需提前4小时取出冰箱解冻, 取出冰箱之锡膏必需在12小时内回冰箱保存,并详细填写【锡膏管制标签】中“取出冰箱时间”,“可使用时间” ,“应回冰箱时间”及“责任人”.一、操作流程四、相关图片来料检验检验项目:型号、生产日期;试样:工程或生产协助将焊接效果与现使用之锡膏进行对比。
编号 1.按右图方法编号;依编号确定先放入冰箱时间2.由仓管员将检验检合格的每一瓶锡膏贴上【锡膏管制标签】(如图一);文件编号XXX-QPA-ENG003制定日期2018/4/26文件版本A/02页 码第1页,共1页A001流水号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
O(65xxB),P(65xxC),Q(65xxD),R(65xxE) ,S(65xxF), T(65xxG),U(91xx); V(86xx),W(83xx),X(83xxA); Y=(89xx); 2.2 If print parameter exceeds SPEC,ME engineers have to change and make another WI,then IE issue the newest WI. 3、Part No.: 3.1 CUSTOMER PART NO:
Program Name Y81030T1
清洁频率1 (Clean Rate1)
7
清洁频率2 (Clean Rate2)
14
Station No. Prepared Date
分离速度 (Separation
Speed)
分离距离 (Separation Distance)
0.2mm/sec
0.8mm
治 工 具(TOOL / FIXTURE)
作 业 指 导 书 (WORKING INSTRUCTION )
MODEL:
PCA VER.
PCB VER
PCB P/N
Process Stat
P12-8981100
锡膏印刷(SOLDER PRINT)
线 别 : LINE
U
机 型 : HELLER 1800EXL
程序名称 (Program Name)
pattern, then the foreman have to check it with SMT checklist. Setting tooling pin refer the procedure as below: Step operation until PCB loading to M/C ,and table lift , then loose the snugger, replace with the tooling pin pattern , then operator can adjust with the pattern 5.3 Use stencil must check direction,the arrow should be left to right and Pcb direction must same as stencil. 5.4 Only M.E. and Test OK Of Person can be adjusted by line operators with the limits above ,but if the parameters mightbe adjusted over the limits by some reasons, inform the supervisor . The adjusted parameters should be recorded in the daily downtime report,and tell the next shift . Do not adjust the other parameters. 5.5 Before using the stencil, you should check the version and if the stencil is clean . Before and after using he stencil, use the stencil washer(SAWA) to clean it and manually remove the solder powder on the stencil;after cleaning ,return the stencil to warehouse. 5.6 After setting up the stencil , and start to print the 1st PCB, need to press F1 , and in the end of print stroke,
4. Support Pin Ver:1.0 2、 Program Name: abbcccde(abb-model, ccc-model version ;d-T(TOP), B(BOT);e=Program Version)
2.1 abbcccde : a-A(61xx),B(63xx),C(65xx),D(69xx),E(88xx),F(22xx),G(81xx),H(82xx),I(63xxA),J(63xxB),K(63xxC),L(63xxD),M(63xxE),N(65xxA),
钢板名称
钢板版本 钢板厚度
(Stencil Name) (Stencil (Stencil
Revision) Thickness)
钢板大小 (Stencil Size)
刮刀长度
刮刀速度
(Squeegee Length) (Squeegee Speed)
刮刀压力 (Squeegee Pressure)
(Board Thickness) (Clean after knead)
(Clean after
(Clean after)
(DRY clean
(WET clean speed)
(VAC clean speed)
0mm
1.5mm
W/V/D
W/V/D
3 minute
30 mm/s
30mm/sec
15mm/sec
作业人员先取一空板以step方向直至table上升,顶针与轨道平行后,再将head上升及放松板夹及PCB 取出后,人员再以顶针位置图平放于轨道及顶针上作调整。 5.3 钢板放入时须注意流向,箭头流向由左到右,PCB流向须与钢板流向相同。 5.4 只有ME,EE或生产线指定人员可依上列范围修改参数,但若有特殊制程改变须作超出范围之修改时, 须由ME实验确认后,修改WI。严禁任何未经ME确认之温度参数设定。 5.5 钢板使用前需核对版本是否正确,外观是否完好、清洁。使用前、后用钢板清洗机洗净并将已硬化之 锡垢刮除,钢板清洁后置回钢板管理室。 5.6 钢板架设完毕,印刷FIRST PCB 时,先按F1 RUN 开始印刷,再按F6 Knead Paste 3次(总共来回印刷 4次)。 5.7 印刷首片后2片及第3片要作锡厚量测(前刮刀量测一片,后刮刀量测一片)印刷目检人员依 SMT印锡目检作业指导书(C-5-1-1-QW0916-18)确认OK后方可继续印刷。 5.8 机器没有生产时,将刮刀清洁之后放回钢板室刮刀放置处。 5.9 锡膏罐开封之前,必须以锡膏搅拌机搅拌,搅拌时间为18 秒(0.3min)。 5.10 添加锡膏: 首次印刷时,每次用搅拌刀切取1/2刀面的锡膏量添加7次于钢板上;在印刷过程中,每印刷80Pcs以 1/2刀面的锡膏量添加2次锡膏,同时用搅拌刀将钢板两边溢出的锡膏移至中央。 5.11 除加锡膏及其余特定用途外,请勿任意打开锡膏机之护盖;并在使用后立即盖回。 5.12 机台因异常停止超过1小时时,在线人员须将钢板及刮刀上之锡膏回收锡膏罐内,并手动擦拭钢板及刮刀, 若钢板面或孔壁内有粘锡须使用钢板清洗机清洗干净; 已印刷OK的PCB若超过1小时未完成置件时,此PCB应清除锡膏, 并用洗板机做清洗(参考C-5-1-1-QW0933)。 5.13 钖膏印刷机内之清洁擦拭纸卷不可重复使用。 5.14 清洁钢板使用之清洁剂型号为YC-336A,切勿加错。 5.15 锡膏使用厂牌为KESTER,型号为R253-5 10% , ALLOY: SN 63/37 MESH:-325+500 5.16 印刷机操作参考文件:“DEK 265印刷机作业规范(C-5-5-2-QW0934) 5.17 锡膏管制参考文件:SMT停工管理办法(C-5-5-2-QW0904)、SMT锡膏管理办法(C-5-1-1QW0905) 、锡膏搅拌机作业规范 (C-5-1-1-QW0959)、SMT DEK CONTROL ' LOG(C-5-1-1-QW0916-06) 、Tooling Pin架设作业规范(C-5-1-1-QW0904)、清洗机作业规范(C-5-1-1-QW0933). 5.18 连续生产时,每12小时必须使用钢板清洗机清洗钢板一次,并作好钢板出入和清洗记录. 5.19 作业环境控制参照<<作业环境管制规范>> (C-5-5-2-QW0938). 5.20 每印刷80片PCB板后,必须手动清洗钢板一次. 5.21确认board stopper 的位置是否停在金手指边,且勿停在缺口或其他位置.
press F6 knead paste. Do the same procedure 3 times. (Amount strokes are 4 times) 5.7 After printing , the 2nd and 3rd (one for front , another for rear squeegee) have to be taken to measure the solderpaste thickness,refer
3.2 PCA PART NO: 8981-030
3.3 PCB PART NO: 18981-100 4. 刮刀材质:不锈钢; 刮刀硬度≧100°; 刮刀角度为60°. 5.注意事项:
5.1 依据ERP 所给予的机种名称定义加载程序名称,程序制作时按程序名称定义输入正确档名及适当参数并储存。 5.2 换线之后,DEK操作人员必须依照顶针位置图调整顶PIN位置,再由领班做确认的动作。设定顶针位置时,
1. 胶质刮刀
2.擦拭纸
3.清洁剂瓶
2、程序名称定义: abbcccde (abb=model,ccc-阶层码 ; d-T为正面, B为背面;e代表程序版本) 2.1 abbcccde (a代表A=61xx,B=63xx,C=65xx,D=69xx,E=88xx,F=22xx,G=81xx,H=82xx,I=63xxA,J=63xxB,K=63xxC,L=63xxD,