FSW_General_Presentation(sysweld搅拌摩擦焊操作)
铝合金搅拌摩擦焊接抗拉拔力的影响因素

铝合金搅拌摩擦焊接抗拉拔力的影响因素摘要:搅拌摩擦焊接(FSW)技术由于其固相焊接特征,在焊接铝合金方面具有显著优势。
随着铝合金FSW接头在工业领域的应用越来越广,其腐蚀疲劳性能成为人们的关注重点。
综合评述了铝合金FSW接头腐蚀疲劳的最新研究进展,介绍了铝合金FSW接头腐蚀疲劳研究的必要性及未来发展趋势。
关键词:红松;木榫焊接;旋转焊接;抗拉拔力;木材纹理引言搅拌摩擦焊(FSW)工艺相比于传统焊接方法具有高效优质、焊接变形小、环保等优点,特别是在薄板焊接方面有较大的优越性,并且因其焊缝组织好、接头力学性能优异等优点,被广泛应用在航空航天、船舶、汽车、高速列车等制造领域。
在实际研究或生产制造过程中,FSW接头内可能存在飞边、沟槽、S线、隧道型孔洞、根部未焊合等缺陷。
在不破坏FSW焊缝的条件下,为了实现对焊接接头质量的有效评估,需利用无损检测技术对焊缝中存在的缺陷进行准确的定性、定位和定量。
FSW焊缝区缺陷具有紧贴、细微和取向复杂的特点,而超声检测技术具有灵敏度高、成本低、可以有效地对材料内外部缺陷定位和定量的优点,所以超声检测方法在对接头内部微小缺陷的评价表征方面具有良好的应用前景,FSW接头缺陷的超声检测评价也因此成为了国内外学者的研究热点。
文中讨论了目前FSW接头常用检测方法即超声A信号分析、超声C扫描和超声相控阵的检测能力,为以后的研究工作和工程应用提供参考。
1铝合金搅拌摩擦焊接头腐蚀原因及特点铝合金搅拌摩擦焊接过程中接头各个区域所经历的热循环和力的作用与熔焊过程不同,因此FSW接头各个区域的显微组织演变与熔焊接头存在明显差异,接头腐蚀行为和腐蚀机制也存在明显差异。
此外,FSW过程的温度低于母材熔点,将不易出现强化相偏析聚集形成的“贫铜”现象。
针对2219-T87铝合金的FSW接头强化相演变进行研究,并与用2319焊丝的熔化极气体保护焊接头作了对比,研究发现,接头沉淀相θ在两种焊接接头中的块状聚集现象呈现出不同特征,以此提出了通过θ相来表征接头中的共晶化合物在焊接过程中是否因为焊接温度的高低达到共晶温度而成为液化损伤的起源。
铝合金的搅拌摩擦焊资料

毕业设计说明书题目:铝合金的搅拌摩擦焊姓名:学号:指导老师:摘要铝及铝合金是工业中应用最广泛的一类有色金属结构材料,铝合金具有良好的耐蚀性、较高的比强度和导热性以及在低温下能保持良好力学性能等特点,在航空航天、汽车、电工、化工、交通运输、国防等工业部门被广泛地应用。
随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。
铝合金的广泛应用促进了铝合金焊接技术的发展,同时焊接技术的发展又拓展了铝合金的应用领域,因此铝合金的焊接技术正成为研究的热点之一。
英国焊接研究所(The Welding Institute)发明的搅拌摩擦焊为轻金属材料的连接提供了新的方法和途径。
自从搅拌摩擦焊摩擦焊发明以来搅拌摩擦焊技术得到广泛的关注和深入的研究。
特别是针对铝合金材料,世界范围的研究机构学校以及大公司都对此进行了深入细致的研究和工程应用开发并且在诸多工业制领域得到了成功应用。
本文详细介绍了搅拌摩擦焊原理特点并且针对铝合金的搅拌摩擦焊特点性能以及工业应用作了详细的阐述同时对搅拌摩擦焊在中国市场的发展和应用作了简略介绍和预测。
关键词:铝及铝合金搅拌摩擦焊焊接方法焊接特点AbstractAluminum and aluminum alloy is a kind of nonferrous metal structure material widely used in industry, aluminum alloy has high corrosion resistance, good strength and thermal conductivity as well as in the low temperature can keep good mechanical properties and other characteristics, in the aerospace, automotive, electrical, chemical, transportation, national defense and other industrial sectors are widely used. In recent years with the rapid development of science and technology and industrial economy, structure of the growing demand for aluminum alloy welding, so the aluminum alloy welding research also further. Aluminum alloy is widely used to promote the development of welding technology of aluminum alloy, the welding technology development and expanding the application field of aluminum alloy, so the aluminum alloy welding technology is becoming one of the hot research topics.British Welding Research Institute (The Welding Institute) the invention of the friction stir welding for light metal materials is connected and provided a new approach to. Since the invention of the friction stir welding friction welding, friction stir widely attention and deeply research get welding technology. Especially for aluminum alloy material, worldwide research schools and large companies have conducted in-depth study and engineering application and has been successfully applied in many industrial fields.This paper introduces the principle and the characteristics of friction welding and stirring in aluminum alloy friction stir welding properties and industrial applications are described in detail the development and application of friction stir welding in the Chinese market are briefly introduced and predicted. Keywords: Aluminium and aluminium alloy Friction stir welding Welding process Welding characteristics目录摘要 (1)英文摘要 (2)第一章铝的特点 (4)1.铝的焊接特点 (4)2.铝及铝合金的焊接方法 (5)第二章搅拌摩擦焊接 (7)1.搅拌摩擦焊接原理 (8)2.搅拌摩擦焊接方法 (8)3.搅拌头与搅拌摩擦焊设备 (9)4.搅拌摩擦焊特点 (11)第三章铝合金的搅拌摩擦焊 (14)1.铝合金的搅拌摩擦焊接工艺 (14)2.铝合金常用焊接规范 (19)3.铝合金搅拌摩擦焊接接头性能 (20)4.搅拌摩擦焊缺陷及预防方法 (22)第四章搅拌摩擦焊的应用及前景 (25)1.铝合金搅拌摩擦焊的应用现状 (25)2.铝合金搅拌摩擦焊的发展趋势 (27)第五章总结 (28)参考文献 (29)第一章铝的特点1、铝的焊接特点(1)铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。
搅拌摩擦焊

英国TWI的Nicholas认为,搅拌摩擦焊工艺是自激光焊接问世以来 最引人注目的焊接方法,它的出现将使铝合金等有色金属的连接技 术发生重大变革。
搅拌摩擦焊应用领域 船舶制造 海洋工业 宇航工业 铁路运输 公路运输 建筑工业 电器行业
定义:它是利用一种
搅拌摩擦焊的原理
搅拌摩擦焊焊接过程是由一 个圆柱体形状的焊头伸入工件的 接缝处,通过焊头的高速旋转, 使其与焊接工件材料摩擦,从而 使连接部位的材料温度升高软化。 同时对材料进行搅拌摩擦来完成 焊接的。焊接过程如图所示。在 焊接过程中 工件要刚性固定在 背垫上,焊头边高速旋转.边沿 工件的接缝与工件相对移动。焊 头的突出段伸进材料内部进行摩 擦和搅拌,焊头的肩部与工件表 面摩擦生热,并用于防止塑性状 态材料的溢出,同时可以起到清 除表面氧化膜的作用。
搅拌摩擦焊工艺简介
搅拌摩擦焊(Friction Stir Welding简称FSW)是英国焊接研究所90年代初发明的一种用 于低熔点合金板材焊接的固态连接方法。用该方法可以焊接通常熔焊方法难于焊接的铝合 金、钛合金等材料,不会在接头内形成气孔、裂纹、变形等缺陷。 无飞溅,烟尘
与普通摩擦 焊相比
搅拌摩擦焊工艺
与熔焊相比
无需添加剂和保护气
接头无裂纹和气孔
不 受 轴 类 零 件 限 制
可 焊 接 直 焊 缝
搅拌摩擦焊的红外温度及焊缝
搅拌摩擦焊的红 外扫描温度,红 色部分温度最高
搅拌摩擦焊相关产品
搅拌摩擦焊相关产品
搅拌摩擦焊相关产品
搅拌摩擦焊的特点
搅拌摩擦焊接过程中接头部位不存在金属的熔化,是一种固态焊接过程, 故焊接时不存在熔焊时的各种缺陷,可以焊接用熔焊方法难于焊接的材料,如LY、 LC系列的硬铝及超硬铝,并且可以在任意位置进行焊接。 由于不存在熔焊过程中接头部位大范围的热塑性变形过程,焊后接头的内 应力小、变形小,基本可实现板件的低应力无变形焊接。
轻量化-搅拌摩擦焊技术

四、搅拌摩擦焊在汽车上的应用
在汽车上的应用:汽车空调、轮毂、车门、电动汽车电池托盘、电机壳体等
14/15
本田2013款雅阁
电动汽车电池托盘
沃尔沃XC90 轮毂
BMW 5 门窗直立边柱 Mazda RX-8 后门
四、搅拌摩擦焊在汽车上的应用
15/15
供应商:北京赛福斯特 该公司2002年成立, 与TWI(英国焊接研究 所)合作开展全方面的 搅拌摩擦焊研究
二、搅拌摩擦焊的基本原理
FSW焊接工具
6/15
搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)
搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)技术是一种新兴的固相焊接技 术,它是由搅拌摩擦焊技术发展起来的。 它的连接机理是点焊工具周围高温摩擦热和材料塑性流动相互作用的结果。 冶金连接产生在点焊工具周围形成的一种圆环状搅拌区域与材料发生重结晶的区域中, 这一区域在点焊工具旋转、挤压、粉碎等机械力作用下,形成致密组织结构,赋予搅拌摩 擦点焊接头优异的力学性能。 一般分为以下几类: 基本型搅拌摩擦点焊技术(Basic FSSW) 填充式搅拌摩擦点焊技术(Refill FSSW) 摆动式搅拌摩擦点焊技术(Swing FSSW)
1/1
搅拌摩擦焊技术(FSW)
2019.07.06
2/15
3/15
一、搅拌摩擦焊技术背景
铝及铝合金的焊接中,存在许多问题: 膨胀系数大而在焊接时产生较大的变形。为了防止变形,在施工现场,必须采用胎卡具固定,和 由培训过的熟练工人操作。 铝及铝合金容易氧化,表面存在一层致密、坚固难熔的氧化膜,所以焊前要求对其表面进行去膜 处理,因此焊接时,要用氩等惰性气体进行保护。 铝及铝合金焊接时易产生气孔、热裂纹等缺陷。 对于热处理型铝合金来说,必须避免在焊接时热影响区产生软化,强度降低的问题。
搅拌摩擦焊焊机操作规程标准范本
操作规程编号:LX-FS-A27292 搅拌摩擦焊焊机操作规程标准范本In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall BehaviorCan Reach The Specified Standards编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑搅拌摩擦焊焊机操作规程标准范本使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
1.打开电闸;2.按下遥控器上的紧急停止按钮;3.打开控制柜上电源开关,三个灯都亮,说明电源正常,否则关闭电源开关,检查有关开关和保险丝,直到检测出问题并修复为止;4.启动操纵台上的电源开关,电源指示灯亮,给控制柜送电;5.按控制柜上F4(手动)按钮,出现一个红色条框。
正常情况没有向下的白色箭头,如果有按向下↓按钮,查看错误情况;6.如果没有问题,打开遥控器上的红色按钮,这时主轴电机通电,工作灯亮;7.进行编程或采用已有的程序;8.在进行搅拌头位置调整时,向窗口方向为X +,向窗口的反方向为X—;向文件柜方向为Y+,向文件柜反方向为Y—;向上为Z+,向下为Z—;9.焊接结束后首先按下遥控器上的红色按钮,然后计算机关机,关闭操纵台上的电源开关,关闭控制柜上电源开关,关闭电闸。
不锈钢薄板的摩擦搅拌焊接

不锈钢薄板的摩擦搅拌焊接
彭惠民
【期刊名称】《轨道交通装备与技术》
【年(卷),期】2006(000)007
【摘要】日本东急车辆制造公司与大阪大学的藤井英俊副教授研究小组,成功地
进行了厚度1.5mm级不锈钢薄板的摩擦搅拌焊接(FSW)。
以往,不锈钢的FSW接合,板材厚度为中等即5.6mm,而不锈钢薄板的FSW接合尚属首次。
该研究小组对焊件的拉伸试验结果显示,即使母材断裂,FSW焊接区也没有断裂,用FSW工艺接合的焊缝强度超过了母材的强度。
【总页数】1页(P32-32)
【作者】彭惠民
【作者单位】无
【正文语种】中文
【中图分类】TG4
【相关文献】
1.2A97铝-锂合金薄板搅拌摩擦焊接接头组织特征及疲劳损伤特性 [J], 伊琳娜;张坤;李国爱;王亮;郝敏;李惠曲
2.焊接参数对铁素体不锈钢搅拌摩擦焊接头组织及性能的影响 [J], 唐文珅;杨新岐;李胜利;李会军
3.薄板铝合金搅拌摩擦焊接头变形情况分析 [J], 孙宏宇; 周琦; 朱军; 时孝东; 孙智
鸣
4.2024铝合金薄板搅拌摩擦焊接头缺陷超声无损检测 [J], 王波; 高双胜; 马明
5.2219薄板铝合金浮动式双轴肩搅拌摩擦焊接及组织性能分析 [J], 郝云飞; 侯明; 韩忠帅; 颜旭; 蒋金龙
因版权原因,仅展示原文概要,查看原文内容请购买。
一文读懂搅拌摩擦焊

1搅拌摩擦焊概览搅拌摩擦焊(Friction Stir Welding,FSW)作为一种固相连接技术,在1991年由英国焊接研究所(The Welding Institute, TWI)发明。
与传统熔化焊相比,FSW无需添加焊丝、不需要保护气体,焊接过程无污染、无烟尘、无辐射,焊接接头残余应力低,因此具有焊接效率高、焊接变形小、能耗低、设备简单、焊接过程安全等一系列优点。
经过20多年的发展,FSW已经在航空航天、轨道交通、舰船等领域得到了广泛应用。
搅拌摩擦焊的原理如图1所示。
高速旋转的搅拌头扎入被焊工件内,旋转的搅拌针与被焊材料发生摩擦并使其发生塑化,轴肩与工件表面摩擦生热并用于防止塑性状态的材料溢出。
在焊接过程中,工件要刚性固定在背部垫板上,搅拌头边高速旋转边沿工件的接缝与工件相对移动,在搅拌头锻压力的作用下形成焊缝,最终实现被焊工件的冶金结合。
图1 搅拌摩擦焊接原理搅拌摩擦焊广泛适用于各类材料,目前已成功实现了铝、镁等低熔点金属及合金、铜合金、钛合金、钢铁材料、金属基复合材料以及异种金属(铝/铜、铝/镁、铝/钢等)的焊接。
在传统技术的基础上,搅拌摩擦焊有了五大创新发展:双轴肩搅拌摩擦焊、静轴肩搅拌摩擦焊、搅拌摩擦点焊、复合能场搅拌摩擦焊、搅拌摩擦增材制造。
双轴肩搅拌摩擦焊(Bobbin Tool Friction Stir Welding,BT-FSW)与传统FSW相比,其搅拌头为上、下轴肩结构,两个轴肩通过搅拌针连接,下轴肩取代了传统FSW的背部刚性支撑垫板,对工件进行自支撑,实现中空部件的焊接。
其焊接原理如图2所示。
上、下双轴肩的结构在焊接过程中降低了接头厚度方向的温度梯度,减小了接头组织不均匀性,可实现根部全焊透的焊接。
图2 双轴肩搅拌摩擦焊接原理1.上轴肩2.前进侧3.熔合线4.后退侧5.工件6.搅拌针7.下轴肩静轴肩搅拌摩擦焊(Stational Shoulder Friction Stir Welding,SS-FSW)采用轴肩与搅拌针分体式设计,在焊接过程中内部搅拌针处于旋转状态,而外部轴肩不转动,仅沿焊接方向行进。
搅拌摩擦焊资料
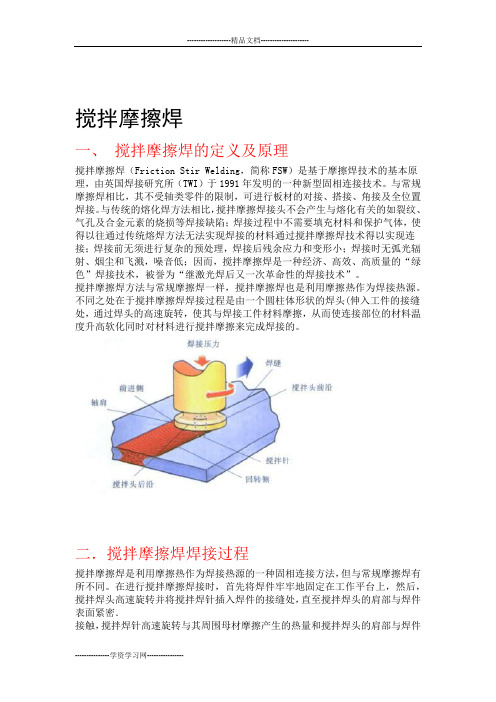
搅拌摩擦焊一、搅拌摩擦焊的定义及原理搅拌摩擦焊(Friction Stir Welding,简称FSW)是基于摩擦焊技术的基本原理,由英国焊接研究所(TWI)于1991年发明的一种新型固相连接技术。
与常规摩擦焊相比,其不受轴类零件的限制,可进行板材的对接、搭接、角接及全位置焊接。
与传统的熔化焊方法相比,搅拌摩擦焊接头不会产生与熔化有关的如裂纹、气孔及合金元素的烧损等焊接缺陷;焊接过程中不需要填充材料和保护气体,使得以往通过传统熔焊方法无法实现焊接的材料通过搅拌摩擦焊技术得以实现连接;焊接前无须进行复杂的预处理,焊接后残余应力和变形小;焊接时无弧光辐射、烟尘和飞溅,噪音低;因而,搅拌摩擦焊是一种经济、高效、高质量的“绿色”焊接技术,被誉为“继激光焊后又一次革命性的焊接技术”。
搅拌摩擦焊方法与常规摩擦焊一样,搅拌摩擦焊也是利用摩擦热作为焊接热源。
不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头(伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化同时对材料进行搅拌摩擦来完成焊接的。
二.搅拌摩擦焊焊接过程搅拌摩擦焊是利用摩擦热作为焊接热源的一种固相连接方法,但与常规摩擦焊有所不同。
在进行搅拌摩擦焊接时,首先将焊件牢牢地固定在工作平台上,然后,搅拌焊头高速旋转并将搅拌焊针插入焊件的接缝处,直至搅拌焊头的肩部与焊件表面紧密.接触,搅拌焊针高速旋转与其周围母材摩擦产生的热量和搅拌焊头的肩部与焊件表面摩擦产生的热量共同作用,使接缝处材料温度升高而软化,同时,搅拌焊头边旋转边沿着接缝与焊件作相对运动,搅拌焊头前面的材料发生强烈的塑性变形。
随着搅拌焊头向前移动,前沿高度塑性变形的材料被挤压到搅拌焊头的背后。
在搅拌头轴肩与焊件表层摩擦产热和锻压共同作用下,形成致密的固相连接接头。
搅拌摩擦焊接过程如图所示:三.搅拌摩擦焊工艺(一)、搅拌摩擦焊接头形式搅拌摩擦焊可以实现棒材一棒材、板材一板材的可靠连接,接头形式可以设计为对接、搭接、角接及T形接头,可进行环形、圆形、非线性和立体焊缝的焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Temperature Latent heat Dissipated power Strains
MetallurgyΒιβλιοθήκη Microstructure
Mechanics
The thermal and the mechanical phenomena in a fully coupled in this approach. The stress equilibrium problem, the heat transfer problem and the mass conservation are solved for the stationary step of the process. The material is assumed to be as a viscous non-Newtonian fluid. Therefore the problem can be studied in an Eulerian frame where the mechanical stress are calculated from the velocity field and the thermal dissipation can be easily deduced.
S 2. . D (5)
where D is the strain-rate tensor defined from the velocity field
T D 1 . grad v grad v (6) 2
is an effective viscosity defined as follows [5]:
Copyright © ESI Group, 2009. All rights reserved.
4
MODELING
Copyright © ESI Group, 2009. All rights reserved.
5
Strong couplings modeling
Heat Transfer
Temperature
Viscous dissipation Heat flux density temperature
•Mechanics (Norton-Hoff law):
Effective viscosity
S 2..D with K . ( 3 . D)
Viscous stress tensor Strain rate
3D modeling of thermo-fluid flow in friction stir welding including metallurgical and mechanical consequences
Copyright © ESI Group, 2009. All rights reserved.
20
Copyright © ESI Group, 2009. All rights reserved.
6
Thermo-mechanical coupling with “Eulerian” scheme
Heat Transfer
Temperatures dissipated Power
Material flow
1
Objectives of FSW simulation
For this process, the numerical modelling seems to be extremely valuable for the understanding of the residual stresses, the distortions and the microstructure modifications. To model these effects, the heating needs to be carefully simulated. The objectives of the simulation are, on one hand, the understanding of physics and, on the other hand, the development of a predictive tool allowing to reduce the number of experiments needed to design new tools.
•Tool rotation velocity: 1100 r. min-1
Copyright © ESI Group, 2009. All rights reserved.
13
Backing plate temperature. Perfect contact between plate and sheets
Tool rotation
Mechanics
Copyright © ESI Group, 2009. All rights reserved.
7
Equations
•Heat transfer : conservation of energy
.S:Ddiv(q) .C.v.grad() 0
Copyright © ESI Group, 2009. All rights reserved.
9
Heat Exchange with the tool
Shear Stress
Copyright © ESI Group, 2009. All rights reserved.
10
RESULTS
Copyright © ESI Group, 2009. All rights reserved.
m1
Copyright © ESI Group, 2009. All rights reserved.
8
Equations
The viscous stress tensor S is related to the strain-rate tensor D using a Norton-Hoff behaviour law:
17
Mechanics
Final shape
Cross-section of the stirring zone
Copyright © ESI Group, 2009. All rights reserved.
18
Welding of large panels
Use of local-global methodology with Pam Assembly:
Copyright © ESI Group, 2009. All rights reserved.
19
Conclusion
Need for Industrial/Scientific collaboration Industrial:
Less than 2 hours CPU on a PC for full computation. Welding of large structures possible
Copyright © ESI Group, 2009. All rights reserved.
14
Flow
Copyright © ESI Group, 2009. All rights reserved.
15
Streamlines
Flow direction
Copyright © ESI Group, 2009. All rights reserved.
Further R&D:
Improvement of metallurgical models for Al alloys. Transient effects. Application to the Friction Stir Spot Welding:
Copyright © ESI Group, 2009. All rights reserved.
Copyright © ESI Group, 2009. All rights reserved.
2
The Friction Stir Welding Process
from the TWI web site
Copyright © ESI Group, 2009. All rights reserved.
11
Geometry
Flow
Direction
Copyright © ESI Group, 2009. All rights reserved.
12
Temperature field
Al alloy 7075 (°C) :
•Tool translation velocity: 500 mm.min-1
16
Influence of contact conditions
flow flow
50 MPa
rotation
60 MPa
rotation
flow
flow
70 MPa
rotation
80 MPa
rotation
Copyright © ESI Group, 2009. All rights reserved.
(7) K. 3. D K and m are the consistency and the sensibility of the material, and D is the equivalent strain rate:
D 2 D: D 3
m 1
The friction between the tool and the workpiece is of Neumann boundary conditions. The contact is modelled by the Norton law [6]. In this model, the friction stress depends on the differential velocity v between the tool and the workpiece: .K . v 1.v (9) where is the shear stress, and are the contact parameters.