造纸机的网部
3520/800长网多缸造纸机 一种适应轻型纸生产的纸机
1 轻型纸的优点 1)轻型纸和普通双胶纸相比印刷效果好 、成本低 。 2)轻型纸用于图书、刊物印刷 ,纸面挺刮,手感柔和 ,对 书刊的外表感观、阅读、使用、保存均达到理想的效果。 3)轻型纸在色泽方面 ,顺应 国际纸张 白度不高于 84 度的环保潮流 ,采用原色调 。保护眼睛。 4)使用轻型纸 印刷的书本 ,减轻 了读者 、学生的载负 重量 。 5)使用轻型纸印刷的书刊 ,由于中性施胶 ,不易反黄 , 质感好 ,量轻而增厚 。
维普资讯
设 备 与 照 护
Hale Waihona Puke 35 商————————————1
1 设 备 与 维 护 l
L卜—————————————
3520/800长网 多缸 造纸机
一
一 种适应轻型纸生产 的纸机
童大垸 泰格林纸集团国泰机械有限公 司 (414002)
摘 要:轻 型纸采用木浆为原料 、中性施胶工 艺来生产 ,所添加 的化工原辅材料达到环保指标 ,广泛应 用于 出版行业 ,也适 用于复印、打印及 书写 ,具有 色调温和 ,儒 雅含 蓄 ,纸质轻 柔的特 点.尤其适用书籍、 画册、杂志的正文印刷。本文介 绍一 台既能适应双胶纸 生产 ,也 能适应轻型纸 生产的纸机 。
压榨部 由真空吸移,四辊三压区复合压榨和~道 正压组成。压榨部加压和抬辊型式为油缸液压加压,工 作压力为 8Mpa,液压 由 MCS控制,四辊三压 区复合压 榨由一根真空辊 ,二根沟纹辊 ,一根人造石辊组 , 沟纹压榨时 ,毛毯通过辊沟与大气相通 ,使界 面上的流 体压力降至大气压力。压 区辊沟部分的流体压力接近 于零 。在辊沟部分,毛毯与沟纹辊的界面上的水能够流 动 ,流体压力曲线在整个毛毯厚度上保持一定的斜率 , 其结果有利于湿纸中的水流经毛毯由辊沟排 。
德国奔马机械集团(Bellmer)——造纸生产线独家解决方案供应商

德国奔马机械集团(Bellmer)——造纸生产线独家解决方案供应商佚名【期刊名称】《中国造纸》【年(卷),期】2016(035)001【总页数】2页(P80-81)【正文语种】中文Erich Kollmar:1842年Carl Bellmer先生买下了一家造纸厂,这为Bellmer集团奠定了其后170多年在制浆造纸行业发展的基础。
经过多年发展,Bellmer集团已经因其为全球造纸行业设计、制造和安装的产品质量获得了稳固、良好的信誉。
在其他制造行业领域Bellmer集团的固液分离技术也处于全球领先地位。
Erich Kollmar:Bellmer集团在全球均有分支机构。
其生产机构主要分布在以下城市:Bellmer集团总部(Gebr. Bellmer Maschinenfabrik)位于德国西南部的尼芬(Niefern-Öschelbronn);奔马盖康公司(Bellmer GapCon)位于德国中西部的维利希(Willich);奔马瓦哈托公司(Bellmer Vaahto)位于芬兰的霍洛拉(Hollola)和坦佩雷(Tempere);奔马柯福乐公司(Bellmer Kufferath Machinery)位于德国中西部的迪伦(Düren);朗-哈夫纳空气与蒸汽技术公司(Lang Hafner Air & Steam Technology)位于德国的埃施伯恩和阿普费尔特拉(Eschborn & Apfeltrach);奔马伊比利亚造纸设备公司(Bellmer Iberica Machinery S.L.)位于西班牙的两个城市。
Bellmer集团下属公司还包括奔马奥地利公司(Bellmer Austria)、奔马印度公司(Bellmer India)和奔马中国公司(Bellmer China,Shanghai)。
Erich Kollmar:Bellmer集团及其用户共同规划和设计新建造纸车间,或者对现有造纸车间设备进行升级改造。
三叠网多缸造纸机技术说明

2850三叠网多缸造纸机技术说明山东昌华造纸机械有限公司地址:山东省聊城市凤凰工业园电话:0635-2126218 邮编:252000 传真:0635-2128877根据用户的基本条件和对产品的质量、产量等总体要求,我们在同类机型设计经验的基础上,通过设计计算确定了该纸机装备工艺流程,并对主要技术参数、基本结构配置及供货内容做详细描述。
纸机装备工艺流程:敞开式流浆箱—三叠网—第一道双毯盲孔大辊压榨Φ1250/1250mm—第二道双毛毯大辊压榨Φ1250/1250mm—烘缸Φ1800mm24只,分组排列为8+8+施胶机+8—四辊压光机—水平圆筒卷纸机。
纸页在压榨为吹风引纸。
1. 一般数据:1 一般数据1.1 技术特征产品品种:抄造定量: 100~240g/m2净纸宽度: 2850mm轨距: 4000mm工作车速: 180~200m/min设计车速: 250m/min公称能力: 120t/d传动型式:交流变频分部传动装机容量:938kW外形尺寸: 64000mm×11000mm×5800mm(长×宽×高)浆料配比: 100%废纸浆1.2 设计宽度流浆箱唇口宽度:3150mm网宽: 3250mm卷纸宽度: 2900mm成纸宽度:2850mm1.4 机械设计车速 250m/min1.5 网、毛毯、干网牵引力:长网部成型网 5~6kN/m压榨部毛毯 2.5~3kN/m烘干部干网 4~4.5kN/m1.6 轴承设计使用寿命:各种大型轴承的设计使用寿命80000~100000个工作小时.1.7 造纸机材料的技术要求:铸造件、不锈钢件、钢板焊接件以及包覆不锈钢件,铸铜、铸铝件。
1.8 造纸机厂房布置形式:单层布置2.造纸机主要结构简述:2.1 流浆箱 3台2.1.1 开启式流浆箱:方锥管进浆,有机玻璃三级阶梯扩散器,双匀浆辊,上唇板可上下调节,唇口开度及局部微调,具有前墙溢流装置,箱内装有喷雾管以保持箱内四壁干净清除泡沫,不粘附细小纤维等,方锥管用不锈钢板焊接,匀浆辊用不锈钢管制作,与浆料接触处经精细抛光,方锥管、匀浆辊和流浆箱箱体内壁经棉团检查应不挂棉纤维。
造纸机械设备名词中英文对照
造纸机械设备名词中英文对照纸张是人们日常生活和工作中不可或缺的一部分,掌握造纸机械设备名词的中英文对照,不仅可以增加知识储备,还有助于日常交流和跨国合作。
下面,就让我们来详细了解一下造纸机械设备名词中英文对照。
1. 纸浆制备设备(1)竹浆制浆机- Bamboo Pulp Machine(2)磨浆机- Beater(3)碎浆机- Breaker(4)蒸煮器- Digester(5)漂白塔- Bleacher2. 造纸机(1)浆缸- Pulp Chest(2)平网机- Fourdrinier Machine(3)搓丝式造纸机- Cylinder Mould Machine(4)圆网机- Round Net Machine(5)方框网机- Square Net Machine3. 纸张后处理设备(1)压光机- Calender(2)复卷机- Rewinder(3)卷筒机- Winder(4)干燥缸- Dryer Cylinder(5)分切机- Slitter Rewinder以上仅是造纸机械设备名词的部分中英文对照,下面我们来详细了解一下各个设备的作用和特点。
1. 纸浆制备设备(1)竹浆制浆机-Bamboo Pulp Machine。
竹浆制浆机主要用于竹材的粉碎、煮解和制浆,对于纸品质的影响极大。
竹浆制浆机分为明圆筒式和蒸汽加压式两种,其中蒸汽加压式加快了浆料的煮解时间,同时也提高了浆料的质量。
(2)磨浆机-Beater。
磨浆机是将纸浆和纤维进行混合、分散、制浆的一种重要设备。
磨浆机根据磨浆方式不同,可分为单面磨浆机和双面磨浆机。
(3)碎浆机-Breaker。
碎浆机主要用于废纸板、纸张的碎浆,进行再生利用。
相较于其他浆料,碎浆机的浆料含杂质较多,因此在收集、过滤过程中会产生更多的废水废气等环境污染。
(4)蒸煮器-Digester。
蒸煮器是纸浆制备中对纤维进行蒸煮、分解的设备。
常用于制浆工艺需要精细处理的情况,如酸性机械浆等。
造纸机——历史及现状
到 了用 机器 代替 手工 制纸 , 而在 1 9 年 发 明 了 从 78
造 纸机 由成 形 部 、 榨 部 和 干 燥 部 三 大 部 分 压
组成 , 形部 是 纸浆脱 水 成形 的地 方 , 成 自然 是纸 机 的关 键部 分 , 纸 机 的种 类 就是 按 成 形 部 的形 式 造 来命名 。
收 稿 日期 : 0 2 0 — 1 21— 6 2
世 界 上 第 一 台 造 纸 机 , 于次 年 获得 法 国 专 利 。 并 这 台纸 机 如 图 1所示 , 为简单 , 木料做 浆桶 和 甚 用 机架 , 使用 了 由两 个 辊子 拉 伸 转 动 的环 形 无 端 铜 网 。抄 纸 时纸浆 从 浆 桶 中被 带 上旋 转 的铜 网上 , 纸浆 中 的水 通过 铜 网流 回浆 桶 中 , 湿纸 页 经 过 小
机 、 明 夹 网纸 机 和 自动 化 控 制 , 造 纸 机 的 发 展 发 对
纸 浆在 造 纸机 上 脱 水 成 纸 , 以造 纸 机 是 造 所
纸 过程 的关 键设 备 , 的 历史 反 映 了造 纸 工 业 的 它 变迁 , 的规 模 和 现 代 化 程 度代 表 了造 纸 企 业 或 它
造 纸 机 — — 历 史 及 现 状
・
论 文 与综 述 ・
造纸 机— — 历 史 及 现 状
刘 军 钛
( 圳 市三力星实业有限公 司, 东 深圳 583) 深 广 10 4
[ 摘
要] 1 9世 纪初 , 欧洲人 发 明 了造纸 机 , 纸 从 此走 入 机 制 纸 时代 。本 文 简明扼 要 地叙 述 了 造
从 造纸 机 出现 至 今 , 浆 在 网上 脱 水 成 形 的 纸
方 式 始 终 未 变 , 是 早 期 是 黄 铜 网 , 来 改 用 青 铜 只 后 网, 目前 多 用 聚 酯 网 。
造纸机最全的顶网的结构、原理与安装知识
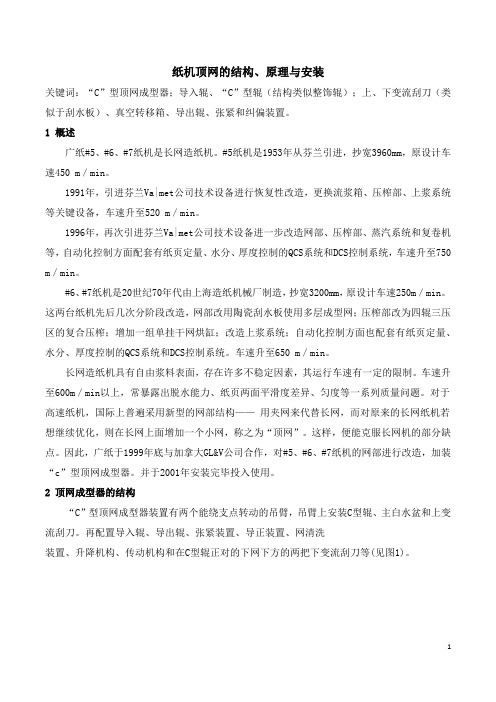
纸机顶网的结构、原理与安装关键词:“C”型顶网成型器;导入辊、“C”型辊(结构类似整饰辊);上、下变流刮刀(类似于刮水板)、真空转移箱、导出辊、张紧和纠偏装置。
1 概述广纸#5、#6、#7纸机是长网造纸机。
#5纸机是1953年从芬兰引进,抄宽3960mm,原设计车速450 m/min。
1991年,引进芬兰Va|met公司技术设备进行恢复性改造,更换流浆箱、压榨部、上浆系统等关键设备,车速升至520 m/min。
1996年,再次引进芬兰Va|met公司技术设备进一步改造网部、压榨部、蒸汽系统和复卷机等,自动化控制方面配套有纸页定量、水分、厚度控制的QCS系统和DCS控制系统,车速升至750 m/min。
#6、#7纸机是20世纪70年代由上海造纸机械厂制造,抄宽3200mm,原设计车速250m/min。
这两台纸机先后几次分阶段改造,网部改用陶瓷刮水板使用多层成型网;压榨部改为四辊三压区的复合压榨;增加一组单挂干网烘缸;改造上浆系统;自动化控制方面也配套有纸页定量、水分、厚度控制的QCS系统和DCS控制系统。
车速升至650 m/min。
长网造纸机具有自由浆料表面,存在许多不稳定因素,其运行车速有一定的限制。
车速升至600m/min以上,常暴露出脱水能力、纸页两面平滑度差异、匀度等一系列质量问题。
对于高速纸机,国际上普遍采用新型的网部结构——用夹网来代替长网,而对原来的长网纸机若想继续优化,则在长网上面增加一个小网,称之为“顶网”。
这样,便能克服长网机的部分缺点。
因此,广纸于1999年底与加拿大GL&V公司合作,对#5、#6、#7纸机的网部进行改造,加装“c”型顶网成型器。
并于2001年安装完毕投入使用。
2 顶网成型器的结构“C”型顶网成型器装置有两个能绕支点转动的吊臂,吊臂上安装C型辊、主白水盆和上变流刮刀。
再配置导入辊、导出辊、张紧装置、导正装置、网清洗装置、升降机构、传动机构和在C型辊正对的下网下方的两把下变流刮刀等(见图1)。
中文印刷包装网站排名(十二)

er tn 。 p i . ) nc
境 外 ,为 了更 方便快捷 地查询 A ea l 排名 数据 ,可 以在 世界 网 x
络 ( www.n wa . m) 网站 中的网络工具 下 的 A e a 名查 1 k nc i o lx 排
询 页 面
a
_
中印网是面 向印刷行业 的采购信 息服务 网站 ,由北京 印之 通信息咨 询有限责任公 司主办和运营 。 中印 网设立 了 “ 采购指 南”栏 目 ,向印刷行 业内及全社会
维普资讯
网 应 络用
藜穗麟 瓣 黼 麟鳓 鼎 蒜 躺螭辩 藩 糯
一
一 一
一
技术 专栏
中文印刷包装网站j各十 ) { (二 F
文 / 杰 文 洪
^ lx 是一 家 专门发 布 网站 世界 排名 的 网站 。Alx 提 ea ea ^ 供 了 网站详 细流量相 关的统计 数据 是 全世界作 为第
提 供专业化 的产 品信 息及导购服 务 。 “ 采购指 南”栏 目的基础
是 中 印 网建 立 的 印 刷 行 业 商 品和 企 业 数 据 库 ,通 过 中 印 网 提 供
(ht : / www.n wa . m/ b rn /lx /lx t p / 1 k nc i o g /a k ae a ae —
站分别 是 :中国包 装 网 、科 印 网 、必胜 印 刷 网 、大 中华 印艺
刷技术展览会主办单位 —— 中国印刷及设备器材 工业协会授权 , 承建了 本次展会 的专门 网站。并作 为第七届 世界印刷大会指定
机械专业网站

精品机械专业网站
比较热门的机械专业网站,由制造业观察网站整理,如有遗漏,请email至:admin@或者在此留言。
排名不分先后:
机械CAD论坛
专业资料丰富,不少优秀的版主,遗憾的是暂停注册。
三维网
专业资料丰富,论坛设施齐全。
制造业观察
关注机械行业前沿动态的网站。
中国机械社区
机械人文气息浓厚,不少高手出没在“高手乐园”版块。
无维网
机械设计专业论坛,站长的PROE功力了得,有出书和视频教程,学习PROE的好地方。
机械工程师
机械工程师考试认证交流网站,打算提升自己的朋友可以看看。
SolidWorks论坛
/bbs/SolidWorks官方论坛,权威、技术气氛浓厚。
但是不允许讨论破解相关话题。
UG网
/机械设计专业论坛,专攻UG,打算学习UG的朋友值得去看看。
仿真在线
仿真技术专业交流网站。
蓝天CAD
技术资源比较丰富。
模具论坛
模具专业论坛。
晓东CAD家园
/老牌的CAD网站,综合性CAD网站。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
造纸机的网部一.造纸机网部的任务和要求网部是造纸机的主要部分。
网部的主要任务是脱水,形成纸页。
为得到横幅定量、厚度、匀度等均匀一致的纸页,浆料上网前的均匀分散显得非常重要。
纸料经网前箱流送至网上之前,网前箱首要的任务就是使纤维均匀分散,均匀地将纸料喷到网上。
湿纸页形成后应具备一定的强度,以便顺利地引至纸机的压榨部。
一般纸料上网浓度为0.3%~1.2%,离开网部时湿纸页的干度一般为12%~25%,而纸页经干燥后离开纸机时成纸的干度通常为92%~95%,即上网的纸料中每千克纤维上网时含水999~83kg,进压榨时含水量只剩下4~7 kg,而在离开纸机时仅含水0.05~0.08 kg。
不难看出,纸机网部的脱水量很大,占纸机脱水量的90%以上。
由此可见,网部脱水的特点是脱水量大而集中。
影响纸料脱水的因素很多,如纸料的配比、打浆度、pH值和温度、纸机车速、造纸网的目数、造纸助剂的加入、脱水元件的性能以及浆料湍动情况等,都会对网上纸料的脱水产生一定的影响。
纸页的成形对成纸的质量有及其密切的关系,纸页成形时出现的纸病在纸机的后部是难于纠正的。
网部纸页成形时要求纸料有适当的扰动,分散均匀,以保证纸页匀度良好,整幅一致。
脱水和成形是矛盾的两个方面。
一方面脱水过快会影响纸页的成形,另一方面没有脱水又无法实现纸页的成形。
过快和过慢的脱水速度均对成形有不利的影响。
脱水过快,因网上纸料分散不好,会影响成纸的匀度;脱水过慢,不但产量较低,严重时还会导致压榨部纸页压花或干燥纸病。
实际上,纸料的脱水和纸页的成形是相互矛盾的统一体,脱水是成形手段,成形是脱水的目的。
造纸工作者的任务就是根据纸种特点、纸机型式灵活调节、准确控制网部纸料脱水,平衡脱水和成形,以最佳的脱水速度,实现最佳的成形效果。
二.长网部(一)长网部纸页的脱水和成形的关系1.长网部纸页脱水和成形的要求与控制由于刚上网时纸料的浓度低,造纸网的脱水阻力小,脱水很激烈,细小纤维和填料的流失大,往往因脱水太急造成纸页成形不好。
所以在上网的初期,对纸页的脱水和成形尤其应当小心控制。
在网部的整个脱水和纸页成形的过程中,首先应保证纸页成形良好,在此前提下逐步加强脱水的能力,以求尽快的脱除水分。
湿纸进入伏辊时水分不能太大,否则湿纸会压溃产生压花,甚至断头。
湿纸出伏辊时应有一定的干度,使湿纸具有一定的湿强度,能将湿纸顺利的引入压榨部。
根据纸页在网部成形和脱水的特点和要求,按纸料上网的顺序,可将长网网部划分为三段,即“上网段”,“成形脱水段”和“高压差脱水段”。
“上网段”即从流浆箱堰板喷出的纸料与网面的接触点起,至成形板止。
要求喷射出的纸料均匀分散而且浆流平稳。
“成形脱水段”从第一段结束至真空箱以前。
纸页在此成形并脱出大部分的水,脱出的白水浓度较高,称为浓白水。
这一段又可分为:成形区(A区)和脱水区(B区)。
成形区应缓和均匀的脱水,以保证纸页成形良好。
待纸页基本成形进入脱水区,在不影响纸页成形质量的前提下,可适当加速脱水。
“高压差脱水区”在网后部,由真空箱和伏辊两部分组成。
本段湿纸已经成形,可采用高压差进一步加速水分脱出。
2.不同纸种的脱水要求与控制网部的脱水应根据浆料的特性和不同纸种的脱水要求,在保证成形质量的前提下选用不同的脱水元件,控制好纸页的脱水。
对一般纸种如新闻纸、书写纸、印刷纸等要求缓慢均匀脱水,初期抑制脱水速度,中后期逐步加强并保持适当扰动;对高游离浆纸种如纸袋纸、薄型纸等要求低浓度上网,强脱水,较快速度成形;对高粘状浆纸种如电容器纸、防油纸等要求缓慢脱水,持续保持扰动,甚至可以采用成形喷水管,稀释纸料浓度改善纸页成形。
(二)上网纸料的喷射和纸页的脱水成形纸料从流浆箱堰口喷出,要求全幅纸料的喷射角、喷浆速度、喷射距离和喷浆的厚度均匀一致。
此外喷射方向与纸机中心线平行,喷浆时纸料中不能混入空气,不产生过大的湍动干扰和跳浆。
1.喷射角和喷射距离纸料经堰板喷出后,因受重力的作用呈抛物线落在网面上,浆流喷射轨迹与下唇板之间的夹角(α)为喷射角。
堰板喷浆口喷出纸料与网接触处称为着网点。
着网点距胸辊轴向中心线的距离称为喷射距离。
在生产过程中应控制好喷射角和着网点。
纸料在网上着网点的位置,有以下四种情况:(1)在胸辊中心线前图5—19(Ⅰ)的位置上,由于胸辊产生的离心力作用,会产生溅浆现象,纸料不稳定。
(2)在胸辊与成形板间图5—19(Ⅱ)的位置,这里正是胸辊的抽吸区,纸料上网,受到强烈的脱水作用,会出现竖排的纤维,影响纸页强度,使纸页的两面差增大;加上纸料的重力和浆流的冲击力,在胸辊和成形板之间,会出现网塌腰现象,严重时会出现跳浆现象。
(3)在成形板附近,如图5—19(Ⅲ)位置,此处受胸辊抽吸影响较小,不会出现剧烈脱水;另外,由于成形板的支承作用,网不会产生塌腰现象。
(4)在成形板上,如图5—19(Ⅳ)处,此处距堰口较远,喷射角较小,由于网与浆流形成一个狭小的楔形区,容易把空气带入纸料中,在网上形成气泡,产生纸病。
另外,因纸料喷射距离较长,堰板质量上的缺陷易造成纸料流动不均匀等。
由此可见,长网部纸料的着网点,应选在Ⅲ区,即成形板前缘附近。
但在低速纸机上,用粘状浆抄造电容器纸、半透明纸时,因滤水困难,把着网点选在Ⅱ处,效果亦好。
生产中着网点的位置是靠调节堰板、控制喷射角的大小来控制的。
2.喷浆速度(浆速)生产中应控制浆速与纸机网速相适应。
浆网速比对纸页的成形、脱水和成纸质量均有密切的关系。
当浆速等于网速时,浆料与网之间没有相对运动,纤维容易絮聚,成纸的匀度较差,甚至在纸上产生云彩花的纸病。
只有夹网纸机采用,因其要求纸料一上网就定形,使纤维来不及絮聚便已强制脱水成形。
当浆速大于网速时,沿纸料厚度出现速度差,有利于防止纤维絮聚,但若二者差值太大纸料出现翻滚现象,容易产生纤维卷曲或纤维垂直于网面的现象,所以只有在使用粘状浆抄某些薄纸(电容器纸、卷烟纸)或要求抄伸长率较大的纸张(电缆纸)时才用。
当浆速小于网速时,纸料着网时将受到网子的牵引力促使纤维分散,可减少纤维絮聚,纸幅的匀度也好,所以大多数纸如一般印刷纸、书写纸采用浆速小于网速。
但二者不可相差太大,否则纸页纵横向强度差大,成纸的多孔性和柔软性也比较差。
因此浆网速比的大小应根据纸张的品种、纸料的性质、车速和纸机结构等因素来确定。
一般印刷纸、书写纸的浆网速比为0.83~0.93,纸袋纸为0.95~0.98,纸绳纸为0.79~0.8,卷烟纸、电容器纸为1.06~1.14,高速夹网纸机为1。
(三)长网部的组成长网成形器由一张无端的成形网分别套在胸辊和伏辊上,组成网案。
网内装设有成形板、案板(刮水板和脱水板)、吸湿箱、低真空吸水箱、高真空吸吸水箱等脱水元件。
网案下部是成形网的回程部,成形网绕着导网辊、校正辊、张紧辊、喷淋水管等运行,见图5—20。
1.胸辊胸辊是造纸机上的第一个辊筒,它是网案的开始部分,其作用是承托成形网,网在胸辊上改换方向,经过胸辊以后,网的非工作面变为工作面。
胸辊也有脱水作用,其脱水量可以用纸料的着网点控制。
胸辊应有足够的刚度和最小的挠度,以防止网起皱。
为了减小网带动胸辊的负荷,胸辊的重量要轻。
因此胸辊可采用无缝钢管镀铜或钢板镀铜结构,也可采用铸铜的或钢板包硬胶的。
胸辊还应经过静平衡和动平衡的校验。
在运转中,为了防止纤维块进入胸辊和网之间,辊面装有塑料或木制刮刀清洁辊面,在胸辊与下唇板间还装有喷水管清洗辊面。
2.成形板成形板是在胸辊和第一根案辊之间的装置。
成形板的作用是控制网案上网区的脱水量,以保证良好的成形条件,同时又支承成形网,避免凹陷,以消除跳浆现象,使纸料上网后有一个均化和自由表面稳定化的时间,借以改善纸页的匀度。
常用的成形板多为长条形,每块成形板由1~5条板条组成,总宽度为400~600mm,第一块板较宽,一般为100~200mm,其他的较窄,约为65~100mm,板条间距为40~50mm。
成形板常以高密度聚乙烯或陶瓷覆面。
成形板在结构上要求由足够的刚度,板面耐磨、平整。
成形板与胸辊间的距离应是可以调节的,以适应工艺要求。
3.案板(1)案板的结构和作用案板又称脱水板或刮水板,其结构形式很多,见图5—25所示。
案板的基本结构由三个部分组成:前角(β)、顶面(其平面长度l1)、斜面(斜面长l2和斜角α)。
案板材料多为高密度聚乙烯或高纯度的陶瓷等。
前角:又称铲水角,其作用是刮去附在网下的白水,并防止前缘卡浆。
案板的前角一般为30~60o。
前角的选用与车速有关。
低速纸机上可使用较大的前角。
车速高于400m/min时,一般选用30o左右的前角。
顶面:其平均长度一般为10~15mm,其作用是支承网面,并产生水膜,为案板脱水提供必要的条件。
斜面:斜面的作用是产生真空脱水。
斜面与网间的夹角称为后角。
斜面的程度一般为30~60mm,后角一般为1~4o,斜面的长度和后角的大小直接影响到案板的脱水量和对纸料的扰动。
因此可以根据纸种、车速和浆种的不同,根据纸机不同部位的脱水需要合理选用不同类型的案板。
在网案的成形区要求缓慢脱水,可以选用短的斜面、小的斜角,使案板脱水缓和,消除网上纸料的过分扰动和跳浆现象,以改善纸页的成形。
在网案脱水区,为了加快脱水,在保证纸页质量的前提下,斜面长一些,斜角大一些,以增强脱水能力,减轻吸水箱的负荷,从而改善纸机的操作条件,为提高抄速增加产量改进质量提供条件。
对高速纸机,为了防止脱水过猛,案板的斜角应小一点(1~3o)。
低速纸机抽吸力弱,斜角可以选大一些(2.5~4o)。
板间距:板间距在网案各处一般不同。
通常在纸料浓度低处,可增大板间距,不会影响脱水能力;而在浓度高时,应采用较小的板间距,防止纸页反吸网下的水,以提高脱水效能。
(2)案板的脱水过程及脱水机理案板的脱水过程如图5—26所示。
当造纸网到达案板前角时,吸附在网下的白水被案板的前角刮去(见1),随后网进入顶面,由于案板顶面被水润湿,产生了吸附力,因而在网与顶面之间产生一层很薄的水膜(见2)。
当网进入案板的脱水斜面以后(见3),由于斜角和网的张力使网与斜面逐步分开,形成一个楔形区,产生真空吸力脱水。
水膜A(图5—27)沿着斜面运动,因水分子的内聚力作用,A膜从网下吸水,拉下和它相邻的水膜B,B又拉下水膜C……从网上拉下的这一系列水膜使楔形区内充满了水。
水膜A是沿着静止的斜面慢慢运动,B膜比A膜运动快一些,C膜又比B膜运动更快些,直到网下的水膜速度与网速相近。
当水膜离开案板斜面的边缘时(见4),水柱破裂,水和斜面的吸附关系被破坏,由于水分子的内聚力使大部分水被吸附到网下被网带走(见5)进入下一个案板的前缘,被前角刮去从而完成了案板的脱水过程。
在案板的脱水过程中,从网面到案板的斜面之间由于各层水膜之间存在着速度差,使水膜内部产生剪切力,并由此形成很多小的涡流,给网上的纸料产生相应的扰动,这种扰动有助于改善纸页的成形,并形成了案板的压力脉动,如图5-26(2)所示。