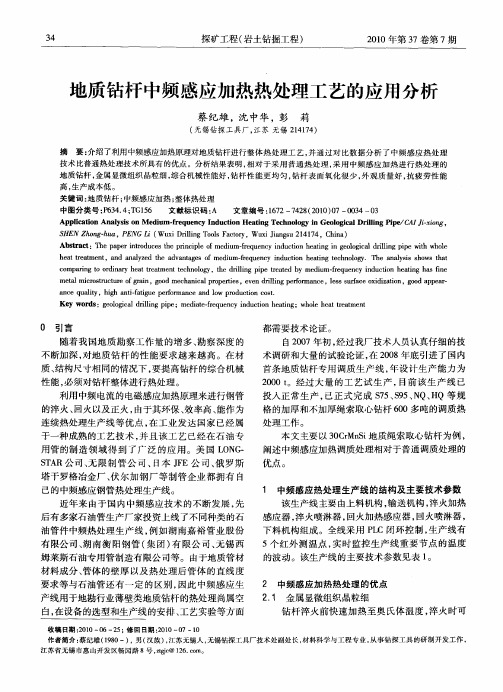
钢管感应加热热处理生产线
合集下载
35CrMo钢管中频感应加热调质技术

差 最 小 ,得 到 合 格 的 金 相 组 织 。 感 应 器 设 计 为 居
里 点 以下大 功率密 度低频率 加热 ,居里 点以 上低
功 率 密 度 高 频 率 中频 电源 加 热 。按 2/产 量 设 计 , t h
( )计算机 自动控制 采用德 国西 门子P C 4 L 控制系统 、触摸屏显示调节 ,配套红外线测温仪对 工艺参数连续 监控 、记录 、存储 ,实现参数可追溯
.
图2 钢管调质生产线自动控制系统
用感应加热和 电阻炉加热 ,9 0 0 ℃下保温3 mi , 0 n
空 冷 ,测 得 感应 加 热 的氧 化 增 重仅 为 电阻 炉加 热 的
二 、3 Cr 钢管 中频感应加热调质热 5 Mo 处理特性
感 应 加 热 与普 通 电阻 加 热或 燃 料 加 热调 质热 处
一
、
成套中频调质热处理生产线概况
图1 钢管感应加热调质热处理生产线
1淬火上料 2 托辊输送 3淬火加热 4淬火保温 5淬火喷淋冷却 . . . . .
1 技术要 求 .
钢 管规格 5.~ 9mm,长60 -9 0 mm, 5 5 5 00 0 0 壁 厚 4. 8~ 1 . 常 用 材 质 为 3 M mi 。 0 1 3 Cr O、 5
性 。温 度 控制 精 度 达 到 ±5 ,硬 度波 动 ≤2 C, ℃ HR
淬火加热 中频功率为6 0 W,回火加热中频功率为 5k
3 0 W ,加 上 辅 助 设 备 用 电 ,供 电变 压 器 为 S 1 5k 1—
1 5k 2 0 VA/ O V/ 4 V 。 1 k 0.k
参磊 …
制 系统 等 组成 ,如 图1 所示 。
里 点 以下大 功率密 度低频率 加热 ,居里 点以 上低
功 率 密 度 高 频 率 中频 电源 加 热 。按 2/产 量 设 计 , t h
( )计算机 自动控制 采用德 国西 门子P C 4 L 控制系统 、触摸屏显示调节 ,配套红外线测温仪对 工艺参数连续 监控 、记录 、存储 ,实现参数可追溯
.
图2 钢管调质生产线自动控制系统
用感应加热和 电阻炉加热 ,9 0 0 ℃下保温3 mi , 0 n
空 冷 ,测 得 感应 加 热 的氧 化 增 重仅 为 电阻 炉加 热 的
二 、3 Cr 钢管 中频感应加热调质热 5 Mo 处理特性
感 应 加 热 与普 通 电阻 加 热或 燃 料 加 热调 质热 处
一
、
成套中频调质热处理生产线概况
图1 钢管感应加热调质热处理生产线
1淬火上料 2 托辊输送 3淬火加热 4淬火保温 5淬火喷淋冷却 . . . . .
1 技术要 求 .
钢 管规格 5.~ 9mm,长60 -9 0 mm, 5 5 5 00 0 0 壁 厚 4. 8~ 1 . 常 用 材 质 为 3 M mi 。 0 1 3 Cr O、 5
性 。温 度 控制 精 度 达 到 ±5 ,硬 度波 动 ≤2 C, ℃ HR
淬火加热 中频功率为6 0 W,回火加热中频功率为 5k
3 0 W ,加 上 辅 助 设 备 用 电 ,供 电变 压 器 为 S 1 5k 1—
1 5k 2 0 VA/ O V/ 4 V 。 1 k 0.k
参磊 …
制 系统 等 组成 ,如 图1 所示 。
ERW高频钢管焊缝在线热处理工艺及其质量检验

(1)淬火后得到的马氏体具有很高的强度,经高温回火得到的碳化物呈粒状分布,因此,楞获得与正火相等或更高的强度性能,而且,其塑性和冲击韧性相比正火好得多;
(2)屈强比高;
(3)钢管性能更趋均匀,且较准确控制。
2.4 ERW 钢管的在线形变热处理工艺
对低碳(0.04%C)、低碳、磷(0.001%s、0.003%P)的Nb、V微合金化轧钢而言,一次正火、二次正火、淬火+回火、淬火等工艺对其韧性的提高作用不大。为了充分发挥钢带控制轧制的高韧性潜在优势,使ERW钢管焊缝与母材达到“等韧配合”,日本有的厂家将形变热处理技术应用于ERW 钢管焊缝在线热处理中,大大提高了ERW 钢管焊缝韧性,尤其是低温韧性。此工艺特点为:在普通正火处理后,利用被加热焊缝区域的热软化,形弯抗力比管体其它区域显著降低的特点,使用U&R(Upsetting and Rolling)”法,使焊缝区域产生一定压缩率的形弯,然后空冷,以此提高焊缝韧性。
3 ERW 钢管焊缝热处理后的性能检验
ERW 钢管热处理后焊缝的质量检验,除了压扁、焊缝拉伸等工艺性检验,以及夏比冲击断裂韧性试验、DWTT试验外,本文想就金相检验和焊缝硬度检验进行论述。
3.1 正火焊缝的金相检验
ERW 钢管焊缝热处理后,其金相检验包括宏观和微观两部分内容。宏观检验应测量焊缝区完全正火区和不完全正火区的宽度,及其在焊缝熔合线左右对称情况。正常形貌应是:熔合线两侧热处理影响区对称性良好,热处理后的完全正火区将焊态焊接热影响区完全包容。只有这样,才能说明热处理过程中,加热感应器与焊缝对中良好,热处理温度合适。如果热影响区在熔合线左右分布不对称,则说明热处理时,加热感应器偏离焊缝中心,金相检验人员应将此信息及时反馈给现场操作人员,迅速进行调整。
(2)屈强比高;
(3)钢管性能更趋均匀,且较准确控制。
2.4 ERW 钢管的在线形变热处理工艺
对低碳(0.04%C)、低碳、磷(0.001%s、0.003%P)的Nb、V微合金化轧钢而言,一次正火、二次正火、淬火+回火、淬火等工艺对其韧性的提高作用不大。为了充分发挥钢带控制轧制的高韧性潜在优势,使ERW钢管焊缝与母材达到“等韧配合”,日本有的厂家将形变热处理技术应用于ERW 钢管焊缝在线热处理中,大大提高了ERW 钢管焊缝韧性,尤其是低温韧性。此工艺特点为:在普通正火处理后,利用被加热焊缝区域的热软化,形弯抗力比管体其它区域显著降低的特点,使用U&R(Upsetting and Rolling)”法,使焊缝区域产生一定压缩率的形弯,然后空冷,以此提高焊缝韧性。
3 ERW 钢管焊缝热处理后的性能检验
ERW 钢管热处理后焊缝的质量检验,除了压扁、焊缝拉伸等工艺性检验,以及夏比冲击断裂韧性试验、DWTT试验外,本文想就金相检验和焊缝硬度检验进行论述。
3.1 正火焊缝的金相检验
ERW 钢管焊缝热处理后,其金相检验包括宏观和微观两部分内容。宏观检验应测量焊缝区完全正火区和不完全正火区的宽度,及其在焊缝熔合线左右对称情况。正常形貌应是:熔合线两侧热处理影响区对称性良好,热处理后的完全正火区将焊态焊接热影响区完全包容。只有这样,才能说明热处理过程中,加热感应器与焊缝对中良好,热处理温度合适。如果热影响区在熔合线左右分布不对称,则说明热处理时,加热感应器偏离焊缝中心,金相检验人员应将此信息及时反馈给现场操作人员,迅速进行调整。
3PE钢管加热设备

3.1 3PE钢管加热设备参数
3PE钢管加热设备是石油 管道、钢筋、钢丝防腐 加热的中频透热设备。 3PE涂层结合了环氧粉末 和聚乙烯涂层的优点,是 优秀的天然气和成品油 长输管线的防腐手段。 钢管加热温度是防腐作 业的关键参数,决定了防 腐涂层性能的优劣。
3.2 3PE钢管加热设备参数
感应器参数 加热管道直径:1000mm以内 加热管道厚度:3mm-27mm 加热管道长度:6米-40米 加热管道温度:80℃-270℃
4.4 3PE钢管加热设备技术
钢管加热设备对钢管 外表进行外抛丸处理 之前,需要将钢管外 外表加热到抛丸所需 要的温度。运用感应 加热,加热速度快, 时刻短,使工件外表 氧化脱碳少,减少了 废品率,仅加热钢管 外表可节约能源。
4.5 3PE钢管加热设备技术
配有不相同尺度的感 应线圈来用于不相同 标准芯棒的热处理。 加热时刻应当能够满 足不等钢温的需要, 如此,一切钢管将取 得相同的加热作用, 因为加热均匀且出钢 节奏较为缓慢,加热 炉的热负荷可适度降 低。
4.7 3PE钢管加热设备技术
3PE钢管加热设备设备 的保护和修补作业很 重要,如守时清扫线 圈,线圈清洁线圈, 以防止杂物,防止因 设备缺陷对中频感应 炉撤除,有效地前进 了坩埚的割裂。
4.8 3PE钢管加热设备技术
钢管加热设备加热时 刻还与炉内钢管的散 布有关,相同的钢管, 在不相同加料步距的 情况下,因为受热面 积不相同,致使加热 时刻的不相同,这一 点有时候显得非常重 要,无论如何都不能 疏忽。
5.4 3PE钢管加热设备案例
3PE钢管加热设备加热效率高达 90%以上,能耗仅老式电子管高 频的20%-30%,待机状态下几 乎不用电,而且可24小时连续工 作生产。
地质钻杆中频感应加热热处理工艺的应用分析
S E Z ogha P N ( x D ln ol Fco , x J ns 1 14 C ia H N h n —u , E G Wui rl gT o atr Wu i i gu2 4 7 , h ) i i s y a n
Ab t a t h e p p rito u e h r cp e o du f q e c n u t n h a ig i e lgc ld l n i e w t h l sr c :T a e r d c s te p n il f n i me i m— e u n y i d ci e t n g oo ia r l g p p i w oe r o n i i h
0 引言
都 需要 技术论 证 。
随 着我 国地 质勘 察 工作 量 的增 多 、 察深 度 的 勘
自 20 07年初 , 过我 厂技术 人员认 真仔细 的技 经
术 调研 和大 量 的试 验论证 , 2 0 在 0 8年底 引进 了 国内 首条地 质钻杆 专用 调 质 生产 线 , 设 热处理技术所具有的优点。分析结果表明 , 相对于采 用普通热处 理 , 用 中频感应 加热进行 热处理 的 采 地质钻杆 , 金属显微组织 晶粒细 , 综合机械性能好 , 杆性能更 均匀 , 钻 钻杆 表面 氧化很少 , 外观质量 好 , 疲劳性能 抗
高 , 产成 本 低 。 生
不 断加 深 , 对地 质 钻 杆 的性 能 要 求越 来 越 高 。在材 质、 结构 尺寸相 同 的情况 下 , 要提 高钻 杆 的综 合机械 性 能 , 须对钻 杆 整体进 行热处 理 。 必 利 用 中频 电流 的 电磁 感应加 热原 理来进 行钢管 的淬火 、 回火 以及 正火 , 由于其 环保 、 率高 、 效 能作 为
中频感应加热的热处理线系统设计

件 WI C 完 成 。 N C 1 中频 感应加 热 的热处 理线 的组 成及 工艺 过程 主要 由晶 中频感应 加热 装置 、 输送 辊 道 、 淬火 加 热
线圈 、 淬火水 箱 、 嘲火加 热线 圈 、 高压水 除磷 箱 、 式 冷 链 床 等设 备组成 。首先启 动 中频感 应加 热装 置使其 为加
D瞎 2 哥
螽
静
☆ 幽 翰 囱 r 豫 啦
图2
控制买现
1 主 要 设 定 参 数 : 0 0 = 8 额 定 电动 机 电 ) P 3 4 3 0V 压 。P 3 5 4 电 动 机 额 定 电 流 。P 3 7 2k 0 0 = 5A 0 0 =2 W
电 动 机 额 定 功 率 。 P 38 08 电 动 机 功 率 因 数 。 0 0= . P 3 908 电动 机 效 率 。 P 30 5 z 电 动 机额 00 = .7 0 1=0H
0 引 言
【 文献标识码】 A
【 文章编号】 10— 7X 2 1)l00 —2 0373 (0 1o 一 100
近年 来 随着 品 闸管技 术 的 发展 成 熟 , 晶闸管 整 流 技术 已经 被应 用到 业热 处理 T艺 中。热 处理 是通 过 对钢 铁 材料 进 行 淬火 及 回火 ] 艺处 理 后 , 变其 内部 改
热 线 圈供 电 , 处 理 的钢 管 经过 辊道 输 送 进入 淬 火加 未 热 线 罔加 热 到 l艺要求 的温度 , l f 然后 进 入 淬火 水 箱进 行 水淬 火处理 , 温度 达到 常温 , 使 经过 台架 空水后 进 入 间火加 热线 圈 , 热到 要求 温度 , 加 再进入 高 压水 除磷箱 进 行 除磷 处理 , 最后 通 过平 移 机构 放 置 在步 进 冷 床上 进 行 冷却 。 2 中频感应 加 热的 热处理 线 的电控 系统 的构成 该热 处 理 线 的 电 气 控 制 系 统 主要 由 P C、 程 L 远 I 交 流传 动装 置 、 闸管 整 流装 置 、 / O、 晶 T控 机 等 组 成 。 P C与交 流 传 动 装 置 、 程 I 工 控 机 之 问 的数 据 交 L 远 / O、 换通 过 Po b s P总线 实现 , 网 l rf u i D 见 。
线圈 、 淬火水 箱 、 嘲火加 热线 圈 、 高压水 除磷 箱 、 式 冷 链 床 等设 备组成 。首先启 动 中频感 应加 热装 置使其 为加
D瞎 2 哥
螽
静
☆ 幽 翰 囱 r 豫 啦
图2
控制买现
1 主 要 设 定 参 数 : 0 0 = 8 额 定 电动 机 电 ) P 3 4 3 0V 压 。P 3 5 4 电 动 机 额 定 电 流 。P 3 7 2k 0 0 = 5A 0 0 =2 W
电 动 机 额 定 功 率 。 P 38 08 电 动 机 功 率 因 数 。 0 0= . P 3 908 电动 机 效 率 。 P 30 5 z 电 动 机额 00 = .7 0 1=0H
0 引 言
【 文献标识码】 A
【 文章编号】 10— 7X 2 1)l00 —2 0373 (0 1o 一 100
近年 来 随着 品 闸管技 术 的 发展 成 熟 , 晶闸管 整 流 技术 已经 被应 用到 业热 处理 T艺 中。热 处理 是通 过 对钢 铁 材料 进 行 淬火 及 回火 ] 艺处 理 后 , 变其 内部 改
热 线 圈供 电 , 处 理 的钢 管 经过 辊道 输 送 进入 淬 火加 未 热 线 罔加 热 到 l艺要求 的温度 , l f 然后 进 入 淬火 水 箱进 行 水淬 火处理 , 温度 达到 常温 , 使 经过 台架 空水后 进 入 间火加 热线 圈 , 热到 要求 温度 , 加 再进入 高 压水 除磷箱 进 行 除磷 处理 , 最后 通 过平 移 机构 放 置 在步 进 冷 床上 进 行 冷却 。 2 中频感应 加 热的 热处理 线 的电控 系统 的构成 该热 处 理 线 的 电 气 控 制 系 统 主要 由 P C、 程 L 远 I 交 流传 动装 置 、 闸管 整 流装 置 、 / O、 晶 T控 机 等 组 成 。 P C与交 流 传 动 装 置 、 程 I 工 控 机 之 问 的数 据 交 L 远 / O、 换通 过 Po b s P总线 实现 , 网 l rf u i D 见 。
锻压和热处理中的感应加热技术
来加 热 ,所需 功率 可按 下式计算 。
P:
竹
生一个选择性很高的热源 ,即产生集 肤效应 。感应加 热 不依靠 外部热源 ,也不要求工件 与感 应线 圈接触 ,而是 利用受 热工 件 自身作为热源。可根据 频率选择 不 同的加
式中 P ——感应加热电源所需的输出功率 ; 卜
△
璎 黟 .
≯; 黪 嚣 量。 一
计算频率时,现有的热处理 淬火设备 中,中频 电源
一
( 接第 4 上 2页 )
给量过大 ,则会展宽过 多,使坯料侧 面承受过大 的拉应
般在 7— 0 H 之 间 ,那 是 由于频率 的选 择直 接影 响 1k z
工件的加 热方 式、淬火 质量 及感 应 器 的设 计。依 据经
经验公式 :
3
≤
基础 ,来计算 和设计感应 加热 装置 中的感 应器 与负载变 压器等 的一 门技术 。
6
2 .感应加热设备的组成
锻压 和热处理生产 中的感 应加热设备 大多数 由以下
式中 D —— 坯料直径 ,m。 当 D= .5 00 m时 ,加 热 频率 段 为 84—16 H ,取 3 68 z
3 .感应加热设备功率及频率选择
( ) 锻压生产 中,坯料大部分用透热式感 应加热炉 1
竹 —— 中频淬火变压器与感应器 的效率之积 ;
感应加热 电源所需 的输 出功率 。
参磊 工热 工 丝 箜m et !生i ! ■ 加 塾 塑 重 a| Or整!980.圈 k ng1 com 塑 WWW. w
角淬火机床 的控制和操作 系统现在多 以数控为 主。 圆角 淬火机床 中运动轴多 以伺服 电动机来驱 动 ,具有 工作效 率高 、定位准确及加工 的产 品质量 高等优点 。
感应加热调质处理钢管的特性

-
2 .%,具有高强度和高韧性 ,晶粒也更细小 ,表面质量更佳 ,硬度一致性好 .直线 度大幅度提高 。是值得推 广 22
关键 词 :钢 管 ;中频 感 应 加 热 ;调 质 :热 处 理 ;力 学 性 能 中 图 分 类 号 :T 5 . 1 文 献 标 志 码 :B 文 章 编 号 :1 0 - 3 12 1 ) 1 0 6 — 4 G1 52 0 12 1 ( 0 20 — 0 8 0
r s ts o h tc mpa e t h a t r h o me a 5 1 - 7 9 h g e i l te g h. a d 1 .% - 2 2 e ul h wst a o r d wi t e l te .t e f r rh s 1 .% 1 . % i h ry e d sr n t h n 5 1 2 . %
t m pe i o s r m pa e n t m so e hani lpr pe t s f e qua iy and o p aton pe f r anc .The e rngpr ce sa eco r d i er fm c ca o ry, urac lt r er i r o m e
te t n ; Me h n c l r p ry r a me t c a i a o e t p
感应 加 热作 为 一种 工业 加热 方法 ,具 有 能流 密 度 大 、加热 速度 快 、热 效率 高 、节 约能 源 、不污 染 环境 等一 系列 优点 ] 钢材 热处理 领域 得到 越来 ,在
hi here o ato g l ng i n, a g t e t nd t ughne s, s a l rg a n s z nd hi h sr ng h a o s m le r i i e, be t rs f ce qua iy, mor a if ct y te ura lt e s ts a or har dne s e nne s nd s ve s a m uc be t r t a g ne s, whi h e s o uch c h te sr i ht s c l ad t s a onc us o t t he l i n ha t abo e v m e i ne nto d s e pe i t elpi nduc i n que hi & t m pe i g pr c si r h s ea n to nc ng e r n o es swo t pr di g up.
2 .%,具有高强度和高韧性 ,晶粒也更细小 ,表面质量更佳 ,硬度一致性好 .直线 度大幅度提高 。是值得推 广 22
关键 词 :钢 管 ;中频 感 应 加 热 ;调 质 :热 处 理 ;力 学 性 能 中 图 分 类 号 :T 5 . 1 文 献 标 志 码 :B 文 章 编 号 :1 0 - 3 12 1 ) 1 0 6 — 4 G1 52 0 12 1 ( 0 20 — 0 8 0
r s ts o h tc mpa e t h a t r h o me a 5 1 - 7 9 h g e i l te g h. a d 1 .% - 2 2 e ul h wst a o r d wi t e l te .t e f r rh s 1 .% 1 . % i h ry e d sr n t h n 5 1 2 . %
t m pe i o s r m pa e n t m so e hani lpr pe t s f e qua iy and o p aton pe f r anc .The e rngpr ce sa eco r d i er fm c ca o ry, urac lt r er i r o m e
te t n ; Me h n c l r p ry r a me t c a i a o e t p
感应 加 热作 为 一种 工业 加热 方法 ,具 有 能流 密 度 大 、加热 速度 快 、热 效率 高 、节 约能 源 、不污 染 环境 等一 系列 优点 ] 钢材 热处理 领域 得到 越来 ,在
hi here o ato g l ng i n, a g t e t nd t ughne s, s a l rg a n s z nd hi h sr ng h a o s m le r i i e, be t rs f ce qua iy, mor a if ct y te ura lt e s ts a or har dne s e nne s nd s ve s a m uc be t r t a g ne s, whi h e s o uch c h te sr i ht s c l ad t s a onc us o t t he l i n ha t abo e v m e i ne nto d s e pe i t elpi nduc i n que hi & t m pe i g pr c si r h s ea n to nc ng e r n o es swo t pr di g up.
湖南衡阳钢管(集团)有限公司新建中频感应热处理线正式投产

何 保证 淬火 过程 中冷却 水 喷淋均 匀并 防止 钢管发 生 弯 曲变 形 、螺旋 变形 的情况 及去 除钢管 表 面 的氧化
皮 , 目前 尚需 要 进一步 探讨 。 ( )电磁 感 应加热 的机 理和 回火 “ 4 零保 温 ” 的机
经 常调 整校 准对 中 。 ()淬火 用 的浊环 水一 定要 彻底 进行沉 淀 、过 3
( 湖南衡 阳钢 管( 团) 集 有限公 司 刘启增 )
STEE PE L PI Ap. 0 0,Vo. 9,No 2 r2 1 13 .
5 6
勒 工
图 2 感应 热 处 理ห้องสมุดไป่ตู้后 钻杆 加厚 端 的硬 度 变 化
均获得 成 功。 目前该生 产线 运行 稳定 ,先后 批 量加
面上 喷嘴 出水 均 匀 ,压 力均 匀 。
工 出 N8 、L 0 9 、P 0 8 、C 5 10等 钢 级 的平 式 和加 厚 1
油 管 。无锡 西姆莱 斯石 油专 用管 制造 有 限公 司建设
( )钢 管在 进 入淬 火 区和 回火 区 的感 应器 时 。 5
必 须首 尾相 接 ,以避免 出现 “ 端部 效应 ” 响钢管 热 影
处 理后 的性 能 。
的第 2条 感 应 热 处 理 线 , 自 2 0 0 7年 1 以来 , 1月
也 在 相 继 通 过 各 种 工 艺 试 验 后 , 批 量 加 工 出
21 0 0年 3月 2 4日,湖南衡 阳钢 管( 团) 限公 司中频 感应调质热处理生产线正 式投产 ,成功生产 出 q8 . mmX .5 集 有 b 89 64 m 8 m N 0钢级油管 。该 热处 理生产线 由中频感应 加热淬火与 中频感应加热 回火组成 ,配置有管端 、管体探伤和水压试 验设 备。这条生产线的成功投产 ,将极 大便利 中、小规格钢管的热处理生产 ,并大幅提升湖南衡 阳钢管 ( 团) 集 有限公司 的热处理 产能 ,为企业转 向低投入 、低碳发展积累生产经验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2012
2015
20092017
2017
完成国内首条钢筋热轧用 4000KW中频、超音频并 机感应加热生产线
完成了多条感应加热热处 理生产线,并实现了大功 率感应加热电源的制作。
销售地区
4
4
感应加热生产线制造商的销售地区
|
|
感应加热热处理生产线的销售地区:
国内 河北、北京、天津、山东、江苏、河南、浙 江、贵州、云南、山西、湖南、广东、四川、 湖北、重庆、辽宁、吉林、台湾等。 国外 俄罗斯、日本、印尼、塞尔维亚、阿根廷、 菲律宾等。
|
|
A
B C
主要零部件采用国内外知名制造商,大大提高了配件 的使用率,降低了配件的维修率。
自动化智能化
在感应热处理领域,远拓机电已经全面进入自动化智
能化操作,更简单,更便捷。
市场占有率达到65%
据不完全统计,自从1999年建厂至今,感应加热热 处理生产线的市场占有率达到65%。
D
完善的售后服务
服务响应在1个小时之内,最迟48小时内到达现场解决问
1
设备组成
目录
2
|
设备优势
|
3
重大成就
4
销售地区
设备组成
1
1
钢管感应加热热处理生产线的组成
|
上料机构
|
输送辊道
淬火感应 加热系统
淬火喷淋 系统
回火感应 加热系统
出料机构
感应加热 电源
PLC控制 台
IGBT风冷感应加热电源
IGBT水冷感应加热电源
设备优势
2
2
钢管感应加热热处理生产线优势 品质优良
题,一年保修,终身维修。
重大ห้องสมุดไป่ตู้就
3
3
感应加热生产线制造商的重大成就
|
2008
完成国内首条矿用研磨棒
调质生产线
|
完成国内首条钢球热轧用
完成国内直径100-
2500KW感应加热生产线
120mm钢球热轧用
5500KW超大功率感应加 热生产线,创国内第一。
2009