浅谈解决弯曲件回弹现象的措施
汽车冲压件回弹缺陷解决方法探讨

汽车冲压件回弹缺陷解决方法探讨摘要:在汽车制造过程中,冲压件的精度在整车精度方面至关重要的作用,这就要求冲压件符合性和一致性。
在实际生产中,有很多问题影响冲压件的质量,其中回弹问题就是冲压常见问题,也是比较复杂,难解决的问题。
回弹严重影响着冲压件的装配性能和使用性能,造成后序焊接困难,降低了生产效率和制约着整车品质。
冲压件回弹问题最佳的解决是在设计阶段,但是影响冲压件回弹有材料、模具、设备等很多因素,设计阶段是不能完全解决的。
很多冲压件回弹是在试制阶段发现,在试制阶段解决冲压件问题是也是经常采用的方法,本文主要探讨一下在试制阶段针对回弹缺陷的一些解决方法,一般从两个方面入手:产品设计和工艺设计,下面就从这两方面进行简述。
关键词:冲压件回弹解决方法产品设计工艺设计1.冲压件回弹缺陷的类型一般汽车冷冲压件的回弹缺陷有:正/负回弹、成型扭曲、多曲线形状扭曲、大曲线变化、棱线/面翘曲等2.影响回弹的主要因素对于冷冲压件来说,影响回弹缺陷的主要因素集中在这几个方面:冲压材料、弯曲部位R角、大弯曲率、零件形状、模具关键部位配合间隙、成型工艺等。
3.冲压件回弹缺陷解决方法主要简述一下在产品试制阶段对冲压件回弹缺陷的解决方法,分为产品设计和工艺设计:3.1产品设计方面:3.1.1更换冲压件材质、料厚材料在冲压件成型中起着至关重要的作用,钢板屈服强度越大,回弹量越大,钢板厚度越小,回弹量越大,在满足产品性能的要求下,可选择屈服强度小的钢板,或适当增加钢板料厚。
3.1.2设置防回弹筋防回弹筋是解决回弹的有效方法之一,在满足产品要求的情况下,增加防回弹筋,改变产品形状。
防回弹筋一般有三角筋和凸凹筋,可根据产品要求及回弹量的大小进行设置。
3.1.3减小弯曲部位R角弯曲部位R角对回弹的影响很大,R角越小,回弹量越小。
在满足产品要求的情况下,可通过减小R角解决回弹问题,一般冲压件弯曲部位R角应<8mm。
3.1.4冲压零件形状设计零部件形状对冲压件回弹影响很大,如一个折弯冲压件,设计成U型和设计成V型的回弹量就是显而易见的,后者可以有效的解决回弹问题。
板料弯曲回弹及工艺控制

板料弯曲回弹及工艺控制板料在弯曲过程中,产生塑性变形的同时会产生弹性变形。
当工件弯曲后去除外力时,会立即发生弹性变形的恢复,结果使弯曲件的角度和弯曲半径发生变化,与模具相应形状不一致,即产生回弹。
回弹是弯曲成形过程的主要缺陷,它的存在造成零件的成形精度差,显著地增加了试、修模工作量和成形后的校正工作量,故在冲压生产中,掌握回弹规律非常重要。
如果在设计模具前,能准确掌握材料的回弹规律及回弹值大小,设计模具时可预先在模具结构及工作部分尺寸上采取措施,试冲后即使尺寸精度有所差异,其修正工作量也不会太大,这不仅可以缩短模具制造周期,而且有利于模具成本的降低及弯曲件精度的提高。
1 弯曲回弹的表现形式弯曲回弹的表现形式有下列二个方面(如图1所示):(a) 弯曲半径增加:卸载前板料的内半径r (与凸模的半径吻合),在卸载后增加至r0,半径的增量为△r二r0一r(b) 弯曲件角度增大:卸荷前板料的弯曲角为α(与凸模的顶角吻合),在卸荷后增大到α0,角度增量为△α=α0一α图1 回弹导致弯曲角和弯曲半径变化2 弯曲回弹产生的原因弯曲回弹的主要原因是由于材料弹性变形所引起的。
板料弯曲时,内层受压应力,外层受拉应力。
弹塑性弯曲时,这两种应力尽管超过屈服应力,但实际上从拉应力过渡到压应力时,中间总会有一段应力小于屈服应力的弹性变形区。
由于弹性变形区的存在,弯曲卸载后工件必然产生回弹。
在相对弯曲半径较大时,弹性变形区占的比重大,回弹尤其显著。
回弹是由于在板厚方向应力或应变分布不均匀而引起的。
这种应力和应变的不均匀分布是弯曲的特点,对于只施加弯矩的弯曲方式,要有效减少回弹是困难的。
为了使回弹减小,应尽量使板厚断面内的应力和应变分布均匀,为此可采取在纵向纤维方向对板料进行拉伸或压缩的方法,也可采用在板厚方向施加强压的方法。
在沿板的长度方向单纯拉伸变形的场合,除去外力后,由于在整个板厚断面内变形的恢复是均匀的,所以不会发生形状的变化。
几种弯曲件回弹的解决方法

几种弯曲件回弹的解决方法模具技术1999.No.461几种弯曲件回弹的解决方法(丹东汽车制造厂辽宁118008)‰摘要主要介绍了几种典型易回弹零件产生回弹的原因,分析了从模具结构方面解决回弹的方法.关键词节堂,转!里.臣AbstractThisarticleintroducesthereasonsofspringbackofseveraltypica1 easilyspringbackpartsandanalysesthesolutionofspringbackfromthedie structure. Keywordsbendingpartsspringbackturninghollowdie我厂生产的大客车的许多弯曲件形状是靠模具完成的,有些工件受其形状的影响,压靠后从模具中取出时,由于弹性变形的恢复,容易使工件产生回弹,回弹后的工件不符合图纸尺寸要求,需要修正后方可使用,即浪费人力,物力,效率又低,所以解决这些产品的回弹是十分必要的.下面就我厂几个主要结构件成形后回弹进行原因分析并提出解决的方法.1风窗下梁内梁的回弹风窗下梁内梁是中客前风档的关键件.形状见图1,材料08,料厚L5mm,回弹后与其相关件无法装配.以往,此类件都是采用直接成形的方法,断面尺寸易于保证,但盯段曲线尺寸始终存在很大的回弹,回弹后的制件曲面不符合产品设计要求,影响总成质量,由于回弹后修复困难,因此现采用拉深成形,使其成形后不产生或产生少量回弹.为了实现拉延或造成良好的拉延条件,确定压料面形状是必须考虑的一个因素.分析后发现,该件凸模表面曲线的展开长度小于压料面曲线的展开长度,使得凸模对拉延毛坯起不到拉深作用,无法实现足够的塑性变形.为此,需增大工艺补充部分,有意加长凸模曲线长度,使它能够大于压料面曲线的长度,图】中点划线部分所示,进收稿日期:1999-o3-o2田1风窗下粱内粱DieandMouldTechnologyNo41999行冲压后,回弹基本得到控制,不用修整可直接用于生产,而目.工件的刚性得到很大提高.结论:对于曲线形状尺寸变化较大易产生弹的成形件,应当采用拉延方法,而且应先计算凸模曲线长度与压料面曲线长度,当压料面曲线长度大于凸模曲线长度时,坯料容易完全塑性变形,产生回弹的可能性小.当压料面曲线长度小于凸模曲线长度时,凸模曲线对毛坯起不到拉延作用,卸载后易发生回弹,且形成皱纹.2U形横梁的回弹该件属于客车底盘件.结构尺寸见图2所示,材料16Mn,料厚4ram,回弹后的形状见图2中点划线所示.由于该件的口6面需焊接在u型梁的内表而上,所以成形后的口6平面必须保持水平,才能保证焊缝小,焊接牢固.此件是以平板料为坯料,由于成形深度太深,展开料很宽,卸载后工件侧面不直,Ⅱ6面不平.究其原因,由于A处摩擦阻力的作用,如图3所示的状况.使工件一侧边受到凸模4的拉伸作用,工件侧边先弯成圆弧,然后才能拉入凸模4,凹模3之间挤直,愈到终点,侧面受凸模4拉伸的作用愈大.由于拉伸,弯曲的双重作用,出模时的工件产生回弹.为此,将改变了冲压工序,图2形横粱由原来下料一成形,改为下料一预弯一成形.预弯的形状如图4所示.当模具采用预弯后的零件做坯料时,回弹的状况得到了解决.模具结构如图5所示.此类件的间隙值对回弹影响较大,所取的间隙值略小于料厚值.结论:对于成形深度较深的乙r形件,展开料尺寸大,为避免产生回弹,可采用两道工序来成形,预弯可以用模具,也可以在压弯机上完成.图3弯曲横1一下模板2一项件板3-凹模4一凸模3断面为1Ir形的U形横梁的回弹2,圉4预弯形状该件的尺寸如图6所示.材料20,料厚6mm,弯曲半径图5弯曲摸340n1m,由于弯曲半径与料厚的比值较大,是该件产生回弹的卜顶件板2一凹模3一下捶鼠4一凸模主要原因.回弹后,920尺寸变大,装在其内的横梁就不能和该件用螺钉稳定地固定在一起.对此类零件,设计了可转动凹模的弯曲模,结构如图7所示.固定块9固定在上模板上,活动凹模5通过模具技术1999.No.4634行星齿轮垫圈的回弹行星齿轮垫圈的形状见图8,材料为08,料厚为2ram,该件属于客车底盘件,它和星齿轮及差速器壳通过十字轴连在一起,成形高度小,弧度大,SR87尺寸极易产生回弹,变大.回弹后由于形状紊合不好,车开动时易增大磨损,引起噪音.根据以往的经验,由于该件的形状决定了该件易产生回弹,因此在设计此模具之前就给出了回弹值,成形凸模的球面半径为S月82,利用630kN冲床设备,多次冲压后,仍不能满足工艺要求,在这种情况下,认为回弹值给的不够,造成工件的回弹,后又增加回弹量,凸模成形半径为S置77,也没有明显改变.为了寻找到一定的规律,模具的凸,凹模均用精密数控车床加工出来.经过几次试验,均无改变.最后,分析原因,几次大的回弹量都无法改变回弹现象,说明工件始终未发生完A?A9876全塑性变形,工件虽然尺寸小,成形力不大,极可能是由于压力不围7可转动凹模的弯曲模足璧.I于要:册0kN设备,在未给出回弹的情况下冲压,喜菩一次压制出合格的制件.;一I簌8.-.模_=固其结论:象这类具有较大的弯曲半径的球面形零件,也可以不给回弹值,只需给出较大的冲床压力,让其发生完全塑性变形,回弹也可以得到控制.对于弯曲件来说,影响回弹原因有很多:材料的机械性能,模具的问隙,弯曲件的形状等等.在不同的情况下,各因素所起的作用也不同, 其解决方法也不是孤立的.在解决回弹时,不但要从模具结构上考虑, 还要从改进产品设计和工艺等方而全面考虑各个因素,来减少回弹. 参考资料1万战胜等,冲压摸具设汁.北京:中国铁道部出版社,19832冲模设计手册.北京:机械工业出版社,珀88围8行量齿轮垫圈,A一墅三一=一一一一一一一一一一一一一一一一一一~一~~一一。
防止回弹的措施
防止回弹的措施
防止回弹的措施有:
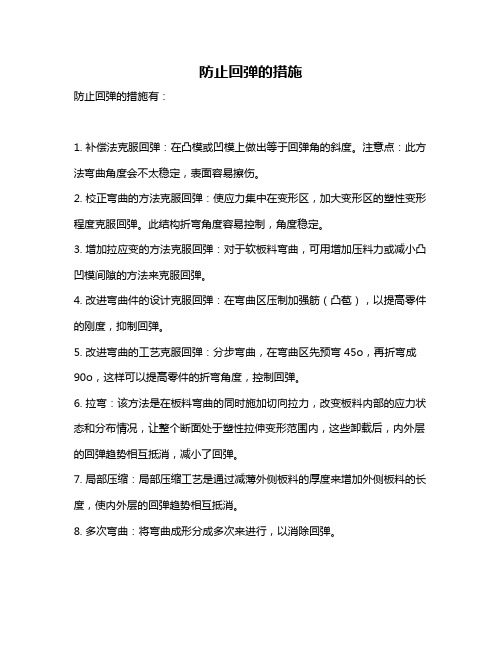
1. 补偿法克服回弹:在凸模或凹模上做出等于回弹角的斜度。
注意点:此方法弯曲角度会不太稳定,表面容易擦伤。
2. 校正弯曲的方法克服回弹:使应力集中在变形区,加大变形区的塑性变形程度克服回弹。
此结构折弯角度容易控制,角度稳定。
3. 增加拉应变的方法克服回弹:对于软板料弯曲,可用增加压料力或减小凸凹模间隙的方法来克服回弹。
4. 改进弯曲件的设计克服回弹:在弯曲区压制加强筋(凸苞),以提高零件的刚度,抑制回弹。
5. 改进弯曲的工艺克服回弹:分步弯曲,在弯曲区先预弯45o,再折弯成90o,这样可以提高零件的折弯角度,控制回弹。
6. 拉弯:该方法是在板料弯曲的同时施加切向拉力,改变板料内部的应力状态和分布情况,让整个断面处于塑性拉伸变形范围内,这些卸载后,内外层的回弹趋势相互抵消,减小了回弹。
7. 局部压缩:局部压缩工艺是通过减薄外侧板料的厚度来增加外侧板料的长度,使内外层的回弹趋势相互抵消。
8. 多次弯曲:将弯曲成形分成多次来进行,以消除回弹。
9. 内侧圆角钝化:从弯曲部位的内侧进行压缩,以消除回弹。
当板形U形弯曲时,由于两侧对称弯曲,采用这种方法效果比较好。
10. 变整体拉延成为部分弯曲成形:将零件一部分采用弯曲成形后再通过拉延成形以减少回弹。
这种方法对二维形状简单的产品有效。
11. 控制残余应力:拉延时在工具的表面增加局部的凸包形状,在后道工序时再消除增加的形状,使材料内的残余应力平衡发生变化,以消除回弹。
12. 负回弹:在加工工具表面时,设法使板料产生负向回弹。
上模返回后,制件通过回弹而达到要求的形状。
模具中克服回弹的方法
模具中克服回弹的方法
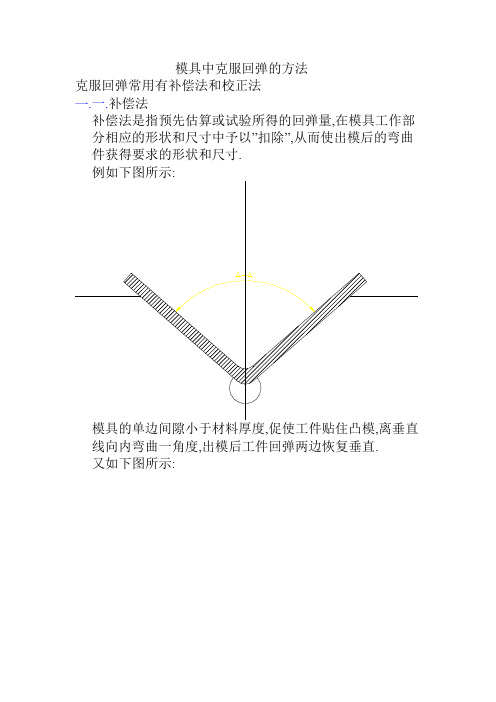
克服回弹常用有补偿法和校正法
一.一.补偿法
补偿法是指预先估算或试验所得的回弹量,在模具工作部分相应的形状和尺寸中予以”扣除”,从而使出模后的弯曲件获得要求的形状和尺寸.
线向内弯曲一角度,出模后工件回弹两边恢复垂直.
又如下图所示:
模具内底部凹入,出模后底部部弹平,促使两边向内,以抵削两边向外的回弹,从而保持垂直.
二.二.校正法
校正法是在模具结构上采取措施,使校正力集中在弯角处,力求消除弹性弯形,克服回弹.
如下图所示:
触,使校正力集中在较小的接触面上,提高单位面积的力.另如下图所示:
模具凹模的图面部分R大于凸模的圆角r和材料厚度t之和,能促使工件圆角部分材料峦薄,达到消除回弹效果.。
弯曲回弹的影响因素及其克服措施
一
、
{
、
l
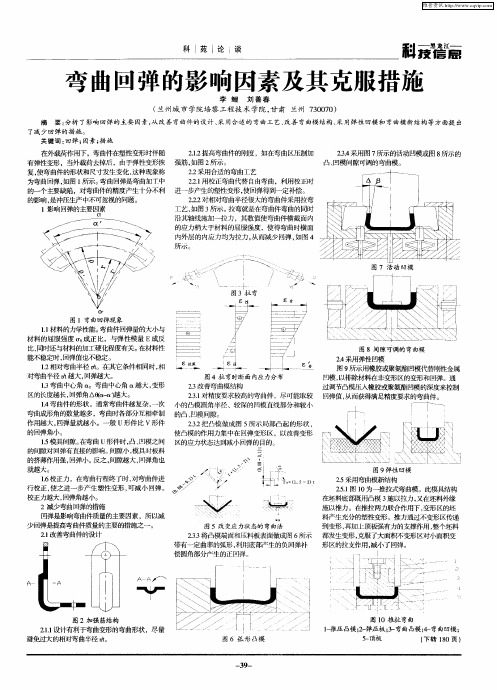
图1 0榭 主 弯曲 l椎压 凸模 ;_ — 2 弹压板 ;- 曲凸模 ;- 3弯 _ 4 弯曲 凹模 ;
5 顶板 一 ( 下转 10页 ) 8
2 .设计有利于弯曲变形的弯曲 1 1 形状 , 尽量 避免过大的相对弯曲半径 。
图 6 弧 形 凸模
一
39 一
/ 0 0 ,: 1 一 /_ / 1} I
一 /
图 8间 隙可调的 弯 曲模
一
一
—
—
l J
—
一
y
r
一
‘
一
『 l 一 一 一 _l _' — _
I
h
- —
.—
—
…
/
—
2 . 4采用弹性凹模 L L …. 堡 图9 所示用橡胶或聚氨酯凹模代替刚性金属 图 4 拉 弯时断 面 内应 力 分布 凹模 , 以排除材料在非变形区的变形和回弹。通 2 . 3改善弯 曲模结构 过调节凸模 压^ 橡胶或聚氨酯凹模的深度来控制 2 .对精度要求较高的弯曲件 ,尽可能取较 回弹值, .1 3 从而获得满足精度要求的弯曲 件。 小的凸模圆角半径 、较深的凹模直线部分和较小 的凸 、 凹模间隙。 2. .2把凸模做成图 5 3 所示局部凸起的形状 , 使凸模的作用力集中在 回弹变形 区,以改善变形 区的应 力状 态达 到减 小 回弹的 目的 。
维普资讯
科赫
唐 鹏
市政 与路 桥 ll l l
赵 金 龙
关于鸡讷公路松花江大桥冬季施工方案的介绍
( 龙建路桥 股份有 限公 司第一工程处 , 黑龙江 哈 尔滨 10 0 ) 50 0
折弯回弹的解决方案

折弯回弹的解决方案
以下是 8 条关于“折弯回弹的解决方案”:
1. 嘿,你知道吗,增加折弯的压力就像给回弹一拳重击!比如在折弯金属板时,加大压力,让它没机会回弹。
2. 选对材料那可太关键啦!就像挑对战友一样,好的材料能有效减少回弹。
比如用特定的高强度钢材,回弹明显少很多嘞!
3. 改变折弯的角度呀,这招很绝的哟!好比走路换条道,说不定就顺了。
像把角度调得更精准些,回弹问题不就好解决多啦?
4. 哇塞,控制折弯的速度也是办法呀!这就像跑步控制节奏,太快或太慢都不行。
适当放慢折弯速度,回弹可能就悄悄溜走了呢!
5. 热处理可不能小瞧呀!它就像给材料做个 SPA,让它乖乖听话。
比
方说对金属进行热处理,就能很好地应对回弹咯。
6. 模具的设计也超重要的好不啦!这就如同给战士配备称手的武器。
设计合理的模具,能让折弯回弹无处可逃,你想想是不是呀!
7. 进行多次折弯行不行呢?当然行啊!就像反复打磨一块宝石,让它越发完美。
通过多次折弯来搞定回弹,效果杠杠滴!
8. 哇哦,使用辅助工具呀!这简直就是得力小助手呀!例如使用特殊的夹具,那不就能更好地控制回弹啦?
我的观点结论就是:解决折弯回弹的方法有很多,关键是要根据具体情况灵活运用这些方法,总能找到最适合的那一个!。
弯曲卸载后弯曲件的回弹
弯曲卸载后弯曲件的回弹回弹现象常温下的塑性弯曲和其它塑性变形一样,在外力作用下产生的总变形由塑性变形和弹性变形两部分组成。
当弯曲结束外力去除后,塑性变形留存下来,而弹性变形则完全消失,弯曲变形区外侧因弹性恢复而缩短,内侧因弹性恢复而伸长,产生了弯曲件的弯曲角度和弯曲半径与模具相应尺寸不一致的现象。
这种现象称为弯曲回弹(简称回弹)。
在弯曲加载过程中,板料变形区内侧与外侧的应力应变性质相反,卸载时内侧与外侧的回弹变形性质也相反,而回弹的方向都是反向于弯曲变形方向的。
另外综观整个坯料,不变形区占的比例比变形区大得多,大面积不变形区的惯性影响会加大变形区的回弹,这是弯曲回弹比其它成形工艺回弹严重的另一个原因。
它们对弯曲件的形状和尺寸变化影响十分显著,使弯曲件的几何精度受到损害。
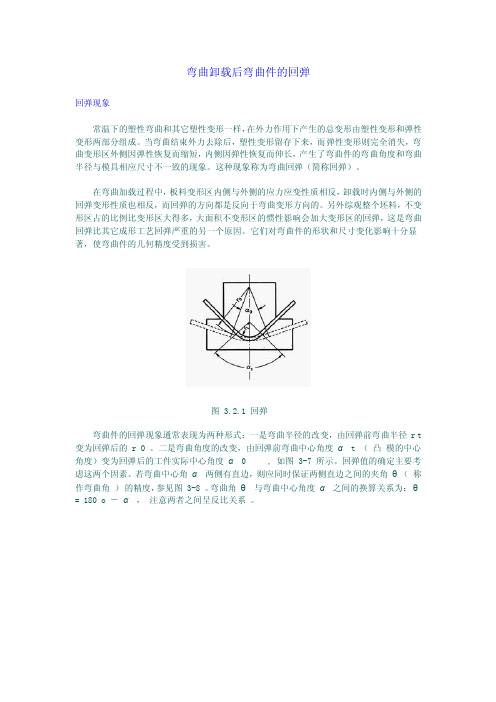
图 3.2.1 回弹弯曲件的回弹现象通常表现为两种形式:一是弯曲半径的改变,由回弹前弯曲半径 r t 变为回弹后的 r 0 。
二是弯曲角度的改变,由回弹前弯曲中心角度αt (凸模的中心角度)变为回弹后的工件实际中心角度α0 , 如图 3-7 所示。
回弹值的确定主要考虑这两个因素。
若弯曲中心角α两侧有直边,则应同时保证两侧直边之间的夹角θ(称作弯曲角)的精度,参见图 3-8 。
弯曲角θ与弯曲中心角度α之间的换算关系为:θ= 180 o -α,注意两者之间呈反比关系。
图 3.2.2 弯曲角θ与弯曲中心角度α影响回弹的主要因素一.材料的力学性能材料的屈服点σS愈高,弹性模量 E 愈小,弯曲变形的回弹也愈大。
因为材料的屈服点σS愈高,材料在一定的变形程度下,其变形区断面内的应力也愈大,因而引起更大的弹性变形,所以回弹值也大。
而弹性模量 E 愈大,则抵抗弹性变形的能力愈强,所以回弹值愈小。
二.相对弯曲半径 r / t相对弯曲半径 r / t 愈小,则回弹值愈小。
因为相对弯曲半径 r / t 愈小,变形程度愈大,变形区总的切向变形程度增大,塑性变形在总变形中占的比例增大,而相应弹性变形的比例则减少,从而回弹值减少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈解决弯曲件回弹现象的措施
摘要
弯曲件在机械零件中占有相当大的比例,它的质量将直接影响整机质量,而回弹是影
响弯曲件质量的重要因素,因此探讨弯曲件回弹的原因和防止措施是非常必要的。
寻求防
止回弹的有效途径和方法,对保证产品质量和提高弯曲件生产的经济性是有积极现实意义的。
关键词:弯曲;回弹;措施
abstract
Bending occupies a large proportion in mechanical parts, its quality will directly affect the overall quality, and the resilience is an important factor affecting the bending quality, thus to explore the causes of the springback and the prevention measures are very necessary. It is of positive and practical significance to ensure the quality of products and improve the economy of bending parts.
Key words: bending; springback; measures
一、板料回弹的产生
在板料弯曲成形过程中,板料内外缘表层纤维进入塑性状态,而板料中心仍处于弹性状态,这时当凸模上升去除外载后,板料就会产生弹性回复。
金属塑性成形总是伴有弹性变形,所以板料弯曲时,即使内外层纤维全部进入塑性状态,在去除外力时,弹性变形消失,也会出现回弹。
弯曲时,弯曲变形只发生在弯曲件的圆角附近,直线部分不产生塑性变形。
影响板料弯曲回弹的因素很多,大体可分为以下几种:(1)材料的力学性能。
(2)相对
弯曲半径 R/t的影响。
(3)弯曲角的影响。
(4)弯曲零件形状的影响。
(5)模具几何参数
影响。
(6)张力的影响。
(7)工况参数。
(8)模具间隙的影响。
(9)弯曲校正力的影响。
(10)弯曲方式的影响。
二、回弹现象的分析
由于金属板料在塑性弯曲时总伴随着弹性变形产生,当弯曲件从模具中取出之后,弯曲
件不受外力的作用,弹性变形消失,使工件的弯曲角度和弯曲半径发生变化,皆与模具的设
计尺寸存在一个差值,这种现象称为弯曲件的回弹。
三、影响回弹的主要因素
3. 1 材料的机械性能
回弹的大小与材料的屈服极限成正比,与弹性模数成反比,即 Qs/E值愈小,回弹也愈小。
Qs——材料的屈服极限
E——材料的弹性模数
3. 2 相对弯曲半径 r/t
相对弯曲半径即弯曲半径与板料厚度之比 r/t,在相同条件下, r/t愈小,说明弯曲变形程度愈大,在总变形中弹性变形所占比例相应减小,则回弹就愈小。
3. 3 弯曲中心角
弯曲中心角愈大,变形区域愈大,回弹积累值也愈大,则回弹角也愈大。
但弯曲中心角对回弹半径没有影响。
3.4 弯曲件形状
形状复杂的弯曲件,当一次成形时,由于各部分相互牵制及弯曲件表面与模具表面的摩擦,使工件各部分的应力状态发生改变,从而减小回弹。
3. 5 弯曲方式
校正弯曲比自弯曲回弹小,校正弯曲即在弯曲终了时,使板料变形区受凸、凹模的镦压作用,增加圆角处的塑性变形程度,从而减小回弹。
3. 6 模具尺寸
V 型弯曲时,凸模尺寸一定,凹模开口距增大,回弹减小,U 型弯曲时,凹模开口深度增加,回弹减小。
3. 7 模具间隙
U 型弯曲时,凸、凹模间隙愈大,回弹就愈大,当凸凹模单边间隙小于料厚时,发生负回弹。
四、防止回弹的一般措施
4. 1 补偿法
在工件结构及工件材料一定时,只能从模具结构上采取补偿措施。
即在模具工作部分加上一个按理论计算或经验所得的回弹量△φ。
(1)对于 V 型弯曲,改变凸模圆角半径 rt 和弯曲角αt,使工作回弹后刚如符合工
件要求。
(2)对开软钢类材料 U 型弯曲件,且回弹角<5°,工件材料厚度公差较小的,可将凸模侧面加工成回弹角△φ的斜度,也可取凸凹模间隙等于最小料厚或小于料厚来减小回弹。
(3)对于硬钢类材料 U 型弯曲时回弹较大,可将凸模和托料板做成弧形,由弧形部分伸直产生的负回弹来补偿工件两侧而的回弹。
(4)对于中硬材料的弯曲件,可改变凸模局部形状,以加大变形的应力进行整形。
4. 2 校正法
校正法即在模具上采取措施,使在弯曲终了时,凸模、板料、凹模三者贴合后还可瞬时加载,从而对弯曲件起校正作用。
参考文献
1、《冷冲压》第一分册,农业出版社;
2、《冲压工艺学》,西北工艺大学出版社;
3、《冲模设计手册》,机械工业出版社;
4、《金属塑性成形原理》,机械工业出版社;
5、《冲压件缺陷及消除方法》,重庆大学出版社;
6、《模具工艺》, 1996 年。