弯曲件回弹的影响因素.
弯曲件的回弹及回弹值的确定实验

弯曲件的回弹及回弹值的确定实验一、实验目的1、通过试件在V形弯曲模中的弯曲实验,观察回弹现象和学习测定弯曲回弹角的方法。
2、培养分析材质和弯曲变形程度等对回弹值影响的能力和懂得针对实际情况采取减少回弹的措施。
二、实验原理弯曲工艺中的回弹,直接影响了弯曲件的精度。
故研究影响弯曲回弹的因素和减少回弹的办法对保证弯曲件质量有重要意义。
弯曲的回弹值(弯曲角度和圆角半径的变化量)与下列因素有关:1、材料的力学性能:材料的屈服强度和硬化模数D 愈大,回弹值愈大;材料的弹性模量E愈大,回弹值愈小。
2、相对弯曲半径r/t : r/t愈小,弯曲变形程度愈大,回弹值愈小,反之回弹值愈大。
3、弯曲中心角α:α的大小表达了弯曲变形区的大小,弯曲中心角愈大,所代表的弯形区愈大,回弹值愈大。
采用一副快换凸模的弯曲模进行弯曲实验,就可以测出以下几组数据:1、相同材料、不同r/t的弯曲回弹角(包括相同厚度、不同凸模圆角半径和相同圆角半径、不同厚度两种情况)。
2、不同材料、相同r/t的弯曲回弹角。
3、减少承压面积的凸模弯曲时的回弹角。
通过对实验数据的分析,可以看出材料的σs /E和r/t 对弯曲回弹的影响情况;以及使用减少承压面积的凸模达到减小回弹的良好效果;利用较厚材料的弯曲,使其弯曲变形程度超过材料的极限变形程度,即r/t小于r min /t,可以观察到变形区外层材料破裂的情况。
三、实验设备、材料、模具和工具1、J23-250型曲柄压力机一台。
2、长50mm ,宽15mm的Q195钢板31件,其中厚度分别为0.5, 1.5, 2.5mm的各10件,厚度为4mm 的一件;长宽尺寸同上,厚度为0.5mm的08钢板10件;长宽尺寸同上的H62黄铜板11件,其中厚度为0.5mm的10件,4mm的一件。
3、实验用弯曲模一副(图1),快换凸模10个,其中如图2所示的R分别为0.1,0.4,0.8,1.2,1. 5,2. 0,2. 5,3,4mm的九个,如图3所示的减少承压面积的一个。
冲压工艺与模具设计答案简答题
冲压工艺与模具设计答案简答题内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)四、简答1采用单工序冲裁方案时,落料的排样图常采用哪种排样方式?答:直排、对排、斜排、多排的方式进行排样。
2.卸料弹簧的选择有哪些步骤?答:(1)初步确定弹簧的个数(2)根据总卸料Fx和初选的弹簧的个数,算出每个弹簧的预压力Fy Fy=Fx/n (3)根据Fy,有相应的表初选弹簧的规格(4)根据弹簧压力与压缩量成正比的特性,计算弹簧的预压量 Hy(5)检查所选弹簧是否合适。
3.小孔冲裁有哪些特点?答:(1)冲孔废料的厚度小于板厚(2)小孔冲裁的质量较高(3)卸料时凸模受较大的压应力作用(4)空边距偏小时凸模容易折断4.矩形件拉深的变形特点有哪些?答:(1)直边区不是简单的弯曲(2)圆角曲变形得到了减轻(3)应力分布不是均匀的5.冲裁模典型结构分析主要包括哪些内容?答(1)浅拉深时拉深间隙可取小些深拉深时则应取大些(2)多次拉深时,前几次拉深可取较大的拉深间隙,以便使拉深顺利进行(3)在整形拉伸时,如果要求工件的精度较高,可取拉深间隙稍小于板料厚度。
(4)板料较软时,可取较小的拉深间隙,硬料,则反之。
(5)实际供应的板料厚度可能与其公称值有较大的误差,甚至超出板厚的公差范围6.确定拉深间隙有哪些原则?答1浅拉深时,拉深间隙可取小些,深拉深时,则取大些。
2多次拉深时,前几次拉深可取较大的拉深间隙,以便使拉深顺利进行。
最后一次拉深则取较小的拉深间隙,以便获得尺寸精度较高的拉深件。
3在整形拉深时,如果要求工件的精度较高,可取拉深间隙稍小于板料厚度,如果整形时只要求减小圆角半径,拉深间隙可稍大于板料厚度。
4板料较软时,可取较小拉深间隙。
5实际供应的板料厚度可能与其公称值相比较有较大的误差,甚至超出板厚的公差范围。
7.在冲裁过程中,材料的裂纹首先在什么位置产生?为什么?答:当凸模切入板料达到一定厚度时,在凹模侧壁近刃口处的材料首先出现裂纹,因为变形区域材料所受应力是十分复杂的,处于凹模刃口侧面的材料受到强烈的拉应力作用,在凸模切入一定的深度时,在此处将首先出现裂纹8.光洁冲裁包括哪些类型?其成形过程有何特点?答:(1)小间隙圆角冲裁(2)负间隙冲裁特点:(1)采用很小的冲裁间隙凸模或凹莫之一取圆角,可以形成很光滑的断面,小间隙圆角凹模冲裁的工件质量高于普通冲裁件,低于精冲;负间隙冲裁只用于落料,不宜用于冲孔,而且冲裁轮廓不能太复杂。
几种弯曲件回弹的解决方法

几种弯曲件回弹的解决方法模具技术1999.No.461几种弯曲件回弹的解决方法(丹东汽车制造厂辽宁118008)‰摘要主要介绍了几种典型易回弹零件产生回弹的原因,分析了从模具结构方面解决回弹的方法.关键词节堂,转!里.臣AbstractThisarticleintroducesthereasonsofspringbackofseveraltypica1 easilyspringbackpartsandanalysesthesolutionofspringbackfromthedie structure. Keywordsbendingpartsspringbackturninghollowdie我厂生产的大客车的许多弯曲件形状是靠模具完成的,有些工件受其形状的影响,压靠后从模具中取出时,由于弹性变形的恢复,容易使工件产生回弹,回弹后的工件不符合图纸尺寸要求,需要修正后方可使用,即浪费人力,物力,效率又低,所以解决这些产品的回弹是十分必要的.下面就我厂几个主要结构件成形后回弹进行原因分析并提出解决的方法.1风窗下梁内梁的回弹风窗下梁内梁是中客前风档的关键件.形状见图1,材料08,料厚L5mm,回弹后与其相关件无法装配.以往,此类件都是采用直接成形的方法,断面尺寸易于保证,但盯段曲线尺寸始终存在很大的回弹,回弹后的制件曲面不符合产品设计要求,影响总成质量,由于回弹后修复困难,因此现采用拉深成形,使其成形后不产生或产生少量回弹.为了实现拉延或造成良好的拉延条件,确定压料面形状是必须考虑的一个因素.分析后发现,该件凸模表面曲线的展开长度小于压料面曲线的展开长度,使得凸模对拉延毛坯起不到拉深作用,无法实现足够的塑性变形.为此,需增大工艺补充部分,有意加长凸模曲线长度,使它能够大于压料面曲线的长度,图】中点划线部分所示,进收稿日期:1999-o3-o2田1风窗下粱内粱DieandMouldTechnologyNo41999行冲压后,回弹基本得到控制,不用修整可直接用于生产,而目.工件的刚性得到很大提高.结论:对于曲线形状尺寸变化较大易产生弹的成形件,应当采用拉延方法,而且应先计算凸模曲线长度与压料面曲线长度,当压料面曲线长度大于凸模曲线长度时,坯料容易完全塑性变形,产生回弹的可能性小.当压料面曲线长度小于凸模曲线长度时,凸模曲线对毛坯起不到拉延作用,卸载后易发生回弹,且形成皱纹.2U形横梁的回弹该件属于客车底盘件.结构尺寸见图2所示,材料16Mn,料厚4ram,回弹后的形状见图2中点划线所示.由于该件的口6面需焊接在u型梁的内表而上,所以成形后的口6平面必须保持水平,才能保证焊缝小,焊接牢固.此件是以平板料为坯料,由于成形深度太深,展开料很宽,卸载后工件侧面不直,Ⅱ6面不平.究其原因,由于A处摩擦阻力的作用,如图3所示的状况.使工件一侧边受到凸模4的拉伸作用,工件侧边先弯成圆弧,然后才能拉入凸模4,凹模3之间挤直,愈到终点,侧面受凸模4拉伸的作用愈大.由于拉伸,弯曲的双重作用,出模时的工件产生回弹.为此,将改变了冲压工序,图2形横粱由原来下料一成形,改为下料一预弯一成形.预弯的形状如图4所示.当模具采用预弯后的零件做坯料时,回弹的状况得到了解决.模具结构如图5所示.此类件的间隙值对回弹影响较大,所取的间隙值略小于料厚值.结论:对于成形深度较深的乙r形件,展开料尺寸大,为避免产生回弹,可采用两道工序来成形,预弯可以用模具,也可以在压弯机上完成.图3弯曲横1一下模板2一项件板3-凹模4一凸模3断面为1Ir形的U形横梁的回弹2,圉4预弯形状该件的尺寸如图6所示.材料20,料厚6mm,弯曲半径图5弯曲摸340n1m,由于弯曲半径与料厚的比值较大,是该件产生回弹的卜顶件板2一凹模3一下捶鼠4一凸模主要原因.回弹后,920尺寸变大,装在其内的横梁就不能和该件用螺钉稳定地固定在一起.对此类零件,设计了可转动凹模的弯曲模,结构如图7所示.固定块9固定在上模板上,活动凹模5通过模具技术1999.No.4634行星齿轮垫圈的回弹行星齿轮垫圈的形状见图8,材料为08,料厚为2ram,该件属于客车底盘件,它和星齿轮及差速器壳通过十字轴连在一起,成形高度小,弧度大,SR87尺寸极易产生回弹,变大.回弹后由于形状紊合不好,车开动时易增大磨损,引起噪音.根据以往的经验,由于该件的形状决定了该件易产生回弹,因此在设计此模具之前就给出了回弹值,成形凸模的球面半径为S月82,利用630kN冲床设备,多次冲压后,仍不能满足工艺要求,在这种情况下,认为回弹值给的不够,造成工件的回弹,后又增加回弹量,凸模成形半径为S置77,也没有明显改变.为了寻找到一定的规律,模具的凸,凹模均用精密数控车床加工出来.经过几次试验,均无改变.最后,分析原因,几次大的回弹量都无法改变回弹现象,说明工件始终未发生完A?A9876全塑性变形,工件虽然尺寸小,成形力不大,极可能是由于压力不围7可转动凹模的弯曲模足璧.I于要:册0kN设备,在未给出回弹的情况下冲压,喜菩一次压制出合格的制件.;一I簌8.-.模_=固其结论:象这类具有较大的弯曲半径的球面形零件,也可以不给回弹值,只需给出较大的冲床压力,让其发生完全塑性变形,回弹也可以得到控制.对于弯曲件来说,影响回弹原因有很多:材料的机械性能,模具的问隙,弯曲件的形状等等.在不同的情况下,各因素所起的作用也不同, 其解决方法也不是孤立的.在解决回弹时,不但要从模具结构上考虑, 还要从改进产品设计和工艺等方而全面考虑各个因素,来减少回弹. 参考资料1万战胜等,冲压摸具设汁.北京:中国铁道部出版社,19832冲模设计手册.北京:机械工业出版社,珀88围8行量齿轮垫圈,A一墅三一=一一一一一一一一一一一一一一一一一一~一~~一一。
浅谈 板料弯曲回弹
浅谈板料弯曲回弹王红波宁夏理工学院机械工程学院机自09101班摘要:回弹是弯曲成形过程的主要缺陷,它的存在给零件成形带来精度误差,增加了零件成形后的修正工作量,故在生产中掌握回弹规律十分重要。
本文分析了板料弯曲加工中工件发生弯曲回弹的原因,阐述了影响板料弯曲回弹的因素及常用减小回弹的方法。
关键词:板料回弹弯曲模具1板料回弹的产生回弹是由于在板厚方向应力或应变分布不均匀而引起的。
这种应力和应变的不均匀分布是弯曲的特点,对于只施加弯矩的弯曲方式,要有效减少回弹是困难的。
为了使回弹减小,应尽量使板厚断面内的应力和应变分布均匀,为此可采取在纵向纤维方向对板料进行拉伸或压缩的方法,也可采用在板厚方向施加强压的方法。
在沿板的长度方向单纯拉伸变形的场合,除去外力后,由于在整个板厚断面内变形的恢复是均匀的,所以不会发生形状的变化。
2板料回弹的原因弯曲回弹的主要原因是由于材料弹性变形所引起的。
板料弯曲时,内层受压应力,外层受拉应力。
弹塑性弯曲时,这两种应力尽管超过屈服应力,但实际上从拉应力过渡到压应力时,中间总会有一段应力小于屈服应力的弹性变形区。
由于弹性变形区的存在,弯曲卸载后工件必然产生回弹。
在相对弯曲半径较大时,弹性变形区占的比重大,回弹尤其显著。
3影响板料回弹的因素3.1材料的力学性能弯曲件的材料特性对回弹有直接影响。
一般说来回弹量的大小与材料的屈服强度成正比,与材料的弹性模数成反比。
3.2弯曲角的影响在一定的相对弯曲半径下,弯曲角越大,则参加变形的区域越大,弹性变形量也越大,3.3采用工艺措施的弯曲零件形状的影响一般来说,弯曲零件形状越复杂,同一次弯成的角度越大,弯曲变形时,各个部分变形相互制约作用越大,增加了回弹阻力,因而降低了成形的回弹值。
3.5凸凹模间隙间隙越大,回弹越大。
间隙小于材料厚度时,有可能出现负回弹。
4减少弯曲回弹的方法4.1 采用校正弯曲代替自由弯曲,采用弹性顶板压紧材料弯曲。
因此工件的回弹值也越大。
弯曲回弹的影响因素及其克服措施
一
、
{
、
l
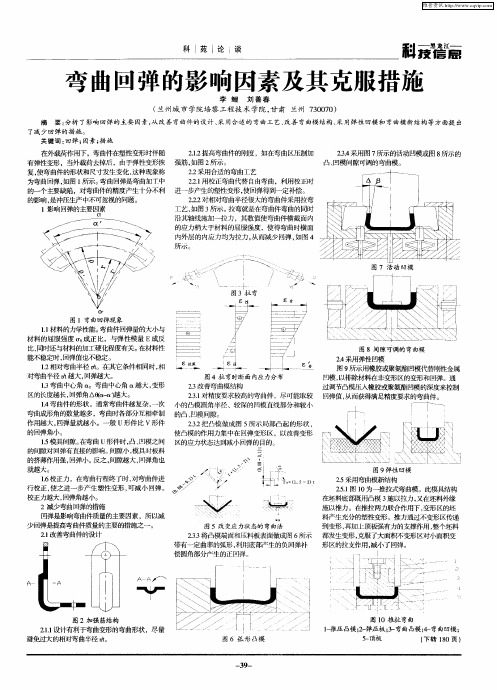
图1 0榭 主 弯曲 l椎压 凸模 ;_ — 2 弹压板 ;- 曲凸模 ;- 3弯 _ 4 弯曲 凹模 ;
5 顶板 一 ( 下转 10页 ) 8
2 .设计有利于弯曲变形的弯曲 1 1 形状 , 尽量 避免过大的相对弯曲半径 。
图 6 弧 形 凸模
一
39 一
/ 0 0 ,: 1 一 /_ / 1} I
一 /
图 8间 隙可调的 弯 曲模
一
一
—
—
l J
—
一
y
r
一
‘
一
『 l 一 一 一 _l _' — _
I
h
- —
.—
—
…
/
—
2 . 4采用弹性凹模 L L …. 堡 图9 所示用橡胶或聚氨酯凹模代替刚性金属 图 4 拉 弯时断 面 内应 力 分布 凹模 , 以排除材料在非变形区的变形和回弹。通 2 . 3改善弯 曲模结构 过调节凸模 压^ 橡胶或聚氨酯凹模的深度来控制 2 .对精度要求较高的弯曲件 ,尽可能取较 回弹值, .1 3 从而获得满足精度要求的弯曲 件。 小的凸模圆角半径 、较深的凹模直线部分和较小 的凸 、 凹模间隙。 2. .2把凸模做成图 5 3 所示局部凸起的形状 , 使凸模的作用力集中在 回弹变形 区,以改善变形 区的应 力状 态达 到减 小 回弹的 目的 。
维普资讯
科赫
唐 鹏
市政 与路 桥 ll l l
赵 金 龙
关于鸡讷公路松花江大桥冬季施工方案的介绍
( 龙建路桥 股份有 限公 司第一工程处 , 黑龙江 哈 尔滨 10 0 ) 50 0
弯曲回弹原因
1.弯曲回弹原因、影响因素及影响规律。
为什么弯曲回弹回弹量最大?
(1)由于弯曲变形区内的总变形包含了弹性变形和塑性变形,当弯曲件从模具中取出后,弹性变形部分发生回复造成的。
(2)【1】材料力学性能,回弹量大小与屈服极限和硬化指数成正比,与弹性模量成反比【2】相对弯曲半径,相对越大,表弯曲变形程度越小,内部弹性变形量所占比例越大,回弹越大【3】弯曲中心角,越大,回弹越大【4】弯曲方式,校正弯曲的回弹量比自由弯曲大为减少【5】弯曲件形状,越复杂,回弹量越小(3)由于弯曲时内外区切向应力方向不一致,因此弹性回复方向相反,即外区弹性缩短而内区弹性伸长,结果内外区回弹加剧。
2.减小弯曲回弹的主要措施
(1)改进弯曲件的设计,合理选材(2)采用适当弯曲工艺,改变变形区应力应变状态(3)合理设计弯曲模
3.冲裁工艺方案确定的方法和步骤
(1)分析冲裁件的工艺性,指出该冲裁件在工艺上的缺陷及解决办法(2)列出冲裁件所需的基本冲压工序(3)在工艺允许的条件下列出几种可能的工艺方案(4)从冲裁件的形状尺寸精度批量模具结构等方面进行分析比较,选择最佳工艺方案。
4.影响最小弯曲半径的主要因素及影响规律。
冲压模具:影响回弹因素、回弹计算公式计算

冲压模具:影响回弹因素、回弹计算公式计算回弹,设计师都会遇到,而且无法避免,只能想办法补偿或者降低影响。
那什么是回弹呢?金属材料在塑性弯曲时总是伴随著弹性变形,因此当弯矩去掉之后,弯曲件的弯曲半径变得与模具尺寸不一致,这种现象称为回弹。
而回弹的大小通常用角度回弹量∆a和曲率回弹量∆q来表示。
一.影响回弹的因素:1.材料的力学性能:回弹角的大小与材料的屈服点S与a正比,与弹性模数E成反比.2.相对弯曲半径r/t愈大,则表示变形程度愈小,回弹愈大.3.弯曲中心角a:a愈大,则∆a愈大4.弯曲方式,校正弯曲的回弹角小于自由弯曲的回弹角.5.制件形状:u形状回弹角小于v形件,复杂的弯曲件, 一次弯曲成形,弯角数量越多,回弹量就越小.6.模具间隙:u形弯曲模的凸.凹每侧间隙z/h越大,则回弹与越大,z/2<t时,可以发生负回弹.二.回弹的计算由于影响回弹角的因素较多,因此要在理输上计算回弹角是有困难的,在模具设计时通常按实验总结的数据不修正,或经试衝后再修正.(一).当r/t<5时,直接放角度回弹即可不必缩R角.1).当t≤0.3,⍬=90º时,如图所示,分两次折弯且第一次折弯时,折弯点外移0.1~0.22).当t>0.3, ⍬=90º时,所图所示,分两次折弯,第一次折弯时,折弯点不用外移3). ⍬=90º时,一般一次成形,根据材质,料厚的不同,提供以下数据供参考.(4)U二)U当R/t≥5时,曲率回弹量比较大,需缩R角,其计算公式见R角回弹计算设计规范,在模具设计时,弯曲凸模圆角半径,R一般要比计算值R凸小,然后再加一步整形即可.产品回弹比较复杂,即使是相同材质的情况下,自身材料不同厚度、折弯角度、折弯内R都会对回弹产生很大影响。
不同材质就更不用说了。
因此,回弹并非一个公式即可完全解决,需要我们在理论的基础上进行实践调试,以得到最终合格产品。
冲压工艺与模具设计思考与练习参考答案(第2版)
《冲压工艺与模具设计(第2版)》思考与练习参考答案思考与练习11.什么是冲压加工?冲压加工常用的设备和工艺装备是什么?答:冲压加工是在室温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得具有一定形状、尺寸和性能的零件的压力加工方法。
常用的设备一般有机械压力机、液压机、剪切机和弯曲校正机。
冲压模具是冲压加工所用的工艺装备。
2.冲压工艺有何特点?列举几件你所知道的冲压制件,说明用什么冲压工序获得的?答:冲压工艺与其它加工方法相比,有以下特点:①用冷冲压加工方法可以得到形状复杂、用其它加工方法难以加工的工件,如薄板薄壳零件等。
冲压件的尺寸精度是由模具保证的,因此,尺寸稳定,互换性好。
②材料利用率高、工件重量轻、刚性好、强度高、冲压过程耗能少。
因此,工件的成本较低。
③操作简单、劳动强度低、生产率高、易于实现机械化和自动化。
④冲压加工中所用的模具结构一般比较复杂,生产周期较长、成本较高。
冲压加工是一种制件质量较好、生产效率高、成本低,其它加工方法无法替代的加工工艺。
汽车覆盖件、饭盒、不锈钢茶杯等是通过落料拉深工序完成;垫圈是通过落料冲孔工序完成;电脑主机箱外壳是通过落料冲孔、翻边成形等弯曲工序完成。
3.简单叙述曲柄压力机的结构组成及工作原理。
结构组成:工作机构(曲柄滑块机构)、传动系统(带传动和齿轮传动等机构)、操纵系统(离合器、制动器及其控制装置)、能源系统(电动机和飞轮)、支承部件(床身)。
尽管曲柄压力机有各种类型,但其工作原理和基本组成是相同的。
如图1-2所示的开式双柱可倾压力机的工作原理见图1-6所示,其工作原理如下:电动机5的能量和运动通思考与练习参考答案过带传动传给中间传动轴,再由齿轮传动传给曲轴9,连杆10上端套在曲轴上,下端与滑块11铰接,因此,曲轴的旋转运动通过连杆转变为滑块的往复直线运动。
将上模装在滑块上,下模装在工作台垫板1上,压力机便能对置于上、下模间的材料进行冲压,将其制成工件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
其他金属材料成型技术课程
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
相对弯曲半径
相对弯曲半径越小,回弹值越小。零件相对弯
曲半径越小,则弯曲变形程度越大,其中塑性变形
和弹性变形成分也同时增大。但在总变形中,弹性
变形所占的比例则相应地变小,因此回弹职业教育材料成型与控制技术专业教学资源库
模具间隙
压制U形件时,模具间隙对回弹值有直接影响。 间隙大,材料处于松动状态,回弹就大;间隙小材
料被挤紧,回弹就小。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
零件形状
零件形状越复杂,一次弯曲成形角的数量越多, 各部分的回弹相互牵制作用越大,弯曲中拉伸变形 的成分越大,回弹就越小。
职业教育材料成型与控制技术专业教学资源库
其他金属材料成型技术课程
弯曲件回弹的影响因素
主讲教师:王嘉
包头职业技术学院
职业教育材料成型与控制技术专业教学资源库
材料力学性能 弯曲中心角
相对弯曲半径
影响因素
弯曲方式
模具间隙
零件形状
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
材料力学性能 材料的屈服强度越大,弹性模量越小,弯曲回 弹越大。即 的比值越大,材料回弹值也就越大。
弯曲角中心角 弯曲件弯曲中心角越大,表示弯曲变形区域越
大,回弹的积累越大,回弹值也越大。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
弯曲方式 自由弯曲与校正弯曲比较,由于校正弯曲可增 加圆角处的塑性变形程度,因而有较小的回弹。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库