dfmea潜在失效模式及后果分析案例
DFMEA实际案例

编 制 人 FMEA日期(编制) 措 建 措 议 施 责任及目标 完成日期
严 重 度 S
级 别
潜在失效 起因/机理
频 数 O
现行设计控制预防
现行设计 控制探测
探 测 度 D
采取的 措 施
动铁芯组件 由动铁芯, 平垫片,橡 胶垫片,铝 帽组成 通过动铁芯 在电磁力和 弹簧力作用 下带动橡胶 垫片对节流 阀对应空气 回路行程开 关控制 动铁芯: 由电磁力驱 动的组件, 带动相关附 着件
1
18
6
铁芯公差不合理,偏 大导致同骨架间隙过 小,移动困难
1
来料外径检查
4
24
动铁芯腐蚀,导致铁 锈碎屑堵塞动作通道
动铁芯表面做涂层处理
盐雾??或其他类 似实验去验证动铁 芯的耐腐蚀性??
动铁芯无法动 作
6
铁芯导磁性差,线圈 实际电磁感应力过小
2
不同材质铁芯在同样的线圈下的 电磁感应力测试确定选用的材料 ON-OFF启动特性测 材料使用 试(驱动电压) 使用纯铁DT4制作(导磁率...)
2
24
6
铁芯表面过粗糙,同 选择(聚四氟乙 烯),减小摩擦阻力(参考样 来料表面平整度检 品) 查 2.要求铁芯表面无毛刺,锐角采 涂层完整性检查 取倒钝处理 铁芯设计负公差,50.07/0.09mm 线圈骨架内径正公差,5 +0/0.05mm 通过二者配合防止间隙过小
表单编号:
潜在失效模式及后果分析(设计 FMEA)
FMEA编号 部件 设计责任 关键日期 多功能小组 风 险 顺 序 数 RPN 2012.1.20 第 1 页 共 页 修订 施 结 严 频 重 度 度 O S 果 探 测 度 D 风 险 顺 序 数 RPN
DFMEA失效模式分析报告-案例

DFMEA失效模式分析报告-案例1. 引言本文档旨在提供针对某一特定产品的DFMEA(设计失效模式及影响分析)报告。
该报告基于针对该产品的失效模式分析的结果,旨在识别和评估潜在的设计失效模式及其潜在影响。
2. 背景信息产品名称:(产品名称)产品型号:(产品型号)报告日期:(报告日期)3. 方法论在分析失效模式之前,我们采用以下方法进行了系统的DFMEA分析:1. 收集产品设计文档和相关技术资料;2. 召开团队会议,对产品进行全面的功能分析;3. 根据功能分析,确定可能存在的失效模式;4. 对每个失效模式进行评估,包括严重程度、频率和发现难度的评估;5. 提出各种可能的故障根本原因;6. 提出相应的纠正措施和预防措施,以减轻潜在的失效模式对产品造成的影响。
4. 失效模式分析及评估在DFMEA分析中,我们发现以下潜在的失效模式及其评估结果:4.1 失效模式1- 描述:(失效模式1的详细描述)- 严重程度:(对产品的影响程度评估,如高、中、低)- 频率:(失效模式发生的频率评估,如高、中、低)- 发现难度:(失效模式的可发现程度评估,如高、中、低)- 根本原因:(该失效模式发生的可能原因)4.1.1 纠正措施- 描述:(纠正该失效模式的措施)4.1.2 预防措施- 描述:(预防该失效模式的措施)4.2 失效模式2- 描述:(失效模式2的详细描述)- 严重程度:(对产品的影响程度评估,如高、中、低)- 频率:(失效模式发生的频率评估,如高、中、低)- 发现难度:(失效模式的可发现程度评估,如高、中、低)- 根本原因:(该失效模式发生的可能原因)4.2.1 纠正措施- 描述:(纠正该失效模式的措施)4.2.2 预防措施- 描述:(预防该失效模式的措施)......5. 结论本报告中,我们对产品的失效模式进行了深入的分析和评估。
通过识别各个失效模式并提出相应的纠正和预防措施,我们能够最大程度地减少潜在的设计失效,并提升产品的质量和可靠性。
DFMEA设计潜在失效模式及后果分析(Nanjing) 2013-09

G9
G8
G7
G6
G5
G4
G3
G2
G1
DFMEA策划 创建团队
输入
• 项目信息; • 项目时间进度; • 开发团队信息。
2013-9
输出
• DFMEA的零件清单; • 实施计划; • 核心团队的支持成员。
21
二. DFMEA策划及准备 STEP 2 – 创建团队 (G9-TG0)
牵头及负责人:DRE
设计潜在失效模式 设计潜在失效模式 及后果分析 DFMEA 及后果分析 DFMEA
2013-9
第一部分:FMEA发展和介绍 第二部分:DFMEA策划及准备 第三部分:DFMEA分析和实施 第四部分:注意事项和常见问题 第五部分:范例学习讨论
2013-9
2
一. FMEA发展和介绍 FMEA概念 Potential Failure Mode & Effect Analysis 潜在 “失效模式及后果分析”的首字母缩写 FMEA是一种普遍且重要的可靠性分策划及准备 DFMEA逻辑流程图:准备和实施
调研 以往的 失效模式 定义分析 范围: 方块图
准备 实施
潜在失效 后果 针对各 功能识 别潜在 失效模 式
严重度(S) 解决 问题 降低 风险
创建 DFMEA 团队
识别功能 需求
潜在失效 起因/机理
频度(O)
建议 措施
策划:确 定范围和 时间进度
G8 项目启动
G7 方案批准
G6 项目批准
G5 工程发布
G4
G3
G2
G1
战略立项
产品和 预试生产 试生产 正式投产 工艺验证
产品开发阶段:TG0 ~ TG2数据发布 工程发布 TG0发布 前期策划 DFMEA分析 确定 清单计划 DFMEA TG1版完成 DFMEA TG2版完成 DFMEA ESO版完成 TG1发布 失效分析和预防 TG2发布 根据验证结果更新 动态更新
DFMEA经典案例

DFMEA经典案例潜在失效模式及后果分析设计FMEA系统FMEA编号: 1234(1)子系统页码:第1页共1页(2)零组件: 01.03车身密封(2)责任部门:车身工程师(3)编制者: A。
Tate–X6412–车身工程师(4)车型年/车辆类型:199X/狮牌4门/旅行车(5) 关键日期:9X.03.01(6)FMEA日期: (编制)8X.03.22(修订)8X.07.14(7)核心小组:T.Fender–汽车产品部、C.___(___)(8)潜在失效模式:车门寿命降低,导致漆面生锈,使客户对外观不满;损害车门内附件之功能;车门内板之上方边缘保护蜡喷涂太低,蜡层厚度规定不足。
失效后果:1.降低车门寿命,导致漆面生锈,使客户对外观不满。
2.损害车门内附件之功能。
3.车门内板之上方边缘保护蜡喷涂太低,蜡层厚度规定不足。
起因/机理:1.车门内板之上方边缘保护蜡喷涂太低,蜡层厚度规定不足。
2.车门内板之上方边缘保护蜡配方不当,混入的空气阻止蜡进入边角/边缘部分。
探风险:控制整车耐久性试验T-118、T-109、T-301及整车耐久性试验-同上294.措施执行结果:增加试验室加速腐蚀试验,根据试验结果上方喷涂规定提高125mm,采取的措施增加试验室加速腐蚀试验结合试验对蜡的验证,就蜡层厚度进行设计试验分析,厚度在25%范围内变化,可以接受。
建议措施:1.提供适当的表面处理项。
2.用功能不彰的喷头进行设计辅助调查。
责任和目标完成日期:项目功能:左前车门车门内板下部。
零组件:H8HX-0000-上、下车。
失效模式:A腐蚀。
后果:保护乘员免受天气、噪声、侧碰撞的影响;车门附件,如后视镜、门铰链、门锁、及门窗升降器等的固定支撑。
物理和化学试验报告编号:1265.无。
小幅度改写:无需改写。
Dfmea案例

2
整体震动挤压试验
6
108
现场做防震处理
绝缘注塑件 电池壳体
注塑件起火 电解液挥发 电池漏液
安全事故 电池 容量降低 安全事 故
10
1
阻燃、绝缘试验
6
20
更换绝缘注塑件 更换电池 更换电池
7 9
2 2 单体震动挤压试验
6 6
84 108
高压箱
漏电 过电流 输出不受控制
安全事故 安全事故 安全事故
10 9 9
5
120
定期检查和更新BMS系统
4 10 8 4
6 1 5 5
更换SOC算法 BMS 控制系统升级 BMS 控制系统升级
充放电性能测试 充放电性能测试 充放电性能测试
6 6 6 6
144 60 240 120
定期检查和更新BMS系统 定期检查和更新BMS系统 定期检查和更新BMS系统 定期检查和更新BMS系统
电池组整体温度过高 影响电池工作 电池组整体温度过低 影响电池工作 噪音过大 影响乘车环境
电池间温度一致性差 影响电池工作 整体温度高,管理目 影响电池工作 标无法实现 连接片过热 安全事故
电池管理系
数据采样干扰性大和 影响用户使用 采样不准确 SOC异常 影响用户使用
4
6
BMS 控制系统升级
老化试验
电池组过充未报警和 安全事故 未保护 电池组过放未报警和 影响电池寿命或永久性损 未保护 坏 BMS通信异常 影响电池工作
'01 PSW'!H6 '01 PSW'!F25
现行探测性设计控制
现场电池组无输出电 电池组无法工作 压
探 测 度 数 3
R P N 63
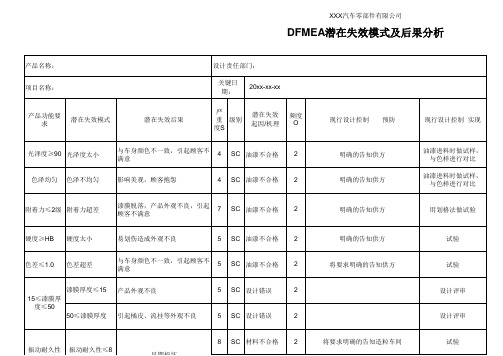
DFMEA设计失效模式及后果分析
设计评审
3
设计评审
中间开口、 开孔或边沿 无尖角、无
尖边缘
中间开口、开孔 或边沿有尖角、
尖边缘
外观不良,易产生飞边,并导致 后期修整困难
6
圆柱、卡扣 座、安装筋 等结构强度
足够
圆柱、卡扣座、 安装筋等结构强 加强筋少、矮,壁厚太薄 度不够,易断裂
6
安装方便
安装困难 效率低、拆卸不方便
8 SC 材料不合格 2
耐高温性 不耐高温性 性能下降、强度下降发粘异臭味 8 SC 材料不合格 2
耐热循环性 能良好
耐热循环性能差 易变形、早期失效
耐振动性性 能良好
耐振动性性能差
易变形、断裂、脱落
振动性耐久 振动性耐久性能
性能良好
差
易断裂、早期失效
耐气候老化 耐气候老化性能
性能良好
差
变色、早期失效
试验验证
3
将窄、细、薄等部位加强
设计评审
3
将要求明确的告知造粒车间
试验验证
4
增加定位点
设计评审
3
将要求明确的告知造粒车间
试验验证
4
设计定位面、槽、柱等结构
设计评审
5
图样评审、数模验证
2
设计评审
2
设计评审
2
在三维数模进行面分析
设计评审
壁厚不能超过本体壁厚的1/3,最大不 3 能超过1/2。必须超过时,须对根部进
6
产品易于涂 装
产品难涂装 外观不良
6
尽量避免嵌 件结构 嵌件数量多
效率低、不安全、易损伤模具或 产品
6
嵌件不脱落 、不转动
汽车车身控制系统硬件DFMEA分析案例

版本: V1.0 页次: 1
不可 严重 频度 风险顺 探测 采取的措施 度数 数 序数 度数 (S) (O) (RPN) (D)
水性
容易进水
影响遥控器 使用
6
遥控器外壳配合 较差
4
进行水密性试 提高尺寸精度 验,并修改模 具
2
48
水密性试验
外观
外观粗糙
影响客户满 意度
4
模具表面处理差
9
修改模具
2
72
潜在的失效模式及后果分析
(DFMEA)
产品名称: 关键日期: 主要参加人: 措施结果 产品功能 要求 潜在的 失效模式 潜在的 失效后果 严重 分 度数 类 (S) 潜在的失效 原因/机理 频 度 现行预防设 数 计控制 (O) 不可 风险 现行 探测 顺序 探测设计控 度数 数 制 (D) (RPN) 建议的 措施 责任及目 标 完成日期 汽车车身控制系统 子系统: FMEA日期: 结构件 过程责任部门 结构部 表单编号: 编制: 修订日期:
外壳高低温变 形
变形、开 裂
电路板产生 应力,模块 控制功能失 效
6
原材料选择有误
5
选择符合温度 范围要求的材 料
高低温试验
3
90
高低温试验
在高低温试 验箱中进行 试验不变形 开裂
6
2
3
30
1.0(DFMEA)设计潜在的失效模式及后果分析S-FM-OM-015

7
WIFI天线
WiFi接收正 WiFi信号值
常
低,不连接
性能不良
5
来料不良,天 线表面破损
2
来料控制
WiFi信号测 试
3
30
措施结果 风险顺 序数 RPN 24
36
24
16
项目(或产品型号) 核心小组成员:
(DFMEA)失效模式及后果分析
编号
审核
设计责任部门
研发部
日期
2019/2/22 编制部门
研发部
制作
序 项目功 号能
要求
潜在失效模式
潜在失效 后果
严重 度S
级 潜在失效起因
别
/机理
频度
O
现行设计
控制预防
现行设计控 制探测
探测 度D
风险 顺序 数RPN
建议措施
责任及目 标完成日
PCB上 音频电源或地
3
LDO供电,并将 GND分割;
声音测试
3
没处理好
2.软件优化
1.音频模块用LDO
36
供电,并将GND分 割;
2020/3/10 2020/3/15
4
2
2
2.软件优化
4
电源线
表面无痕迹 通电正常
不通电
不开机 6
来料不良 3
来料控制
来料时进行/10 2020/3/15 6 2 2
期
措
采取的措 施/日期
施结果
严 重 度 S
频 度 O
探 测 度 D
1
外壳
外壳无刮 痕,无变形
外壳刮痕、
体验不佳
6
运输来料时不 良
3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7
两侧导向筋强度不 足
CAE分析,导向筋 强度合理化 增加加强筋,提 高强度 连接处配合方式 选择合理
8
撞击导致结构破坏
8
连接处密封性差
密封性
手柄密封性 软管与软管连 不满足客户要 接管的密封性 求,影响手柄吸 差 尘效率 9 连接处密封性不足 增加密封件
裸机通过 重要部位断 需通过球 球击测试, 产品无法再使 裂(尤其是机 击测试 功能正常, 用 壳) 无断裂 电池包2000 电池包松脱或 次插拔寿命 电池使用效率 测试后挂靠 低 不牢 通过整机配 电池包撞墙 测试 机壳配合处断 裂
3
105
排除电池包倒扣位, 各暂定一个插拔力范 围。例3-5 kgf 1.参照样机考虑加弹 簧或弹片式减振结构
尺寸链分析计算保证尺 寸精度 尺寸链分析计算保证尺 寸精度 尺寸链分析计算保证尺 寸精度
检测插拔力 1.单边间隙 0.4mm以上 2.参照园林产 品
保证下盖与进 气口橡胶套翻 边配合无间隙 尘桶和下盖橡 胶密封圈尺寸 保证无间隙 分离管密封圈 翻边与尘桶之 间单边0.2mm过 盈 导流锥与橡胶 圈压装0.3mm过 盈 进气口与风机 橡胶套之间配 合单边过盈 过渡配合,IQC 尺寸全检 气阀密封圈喇 叭口做大,有 段直边配合 进气端两颗螺 丝柱保证高度 方向精度 密封圈与通风 盘内孔有单边 0.2mm过盈,检 测旋转力度 面接触部位开 槽加O型圈
8
A
1.塑件壳体加强筋 1.合理布设筋板 布设不合理 2.连接处强度薄 2.零件连接处强度 弱处加固 过于薄弱 1.机壳未做圆滑过 渡,磨损过大 2.电池包倒扣弹簧 疲劳 1.机壳参照园林 产品做圆滑过渡 2.选用成熟的电 池包 1.参照园林产品 机壳限位筋位强度 设计 2. 不够 配合尺寸计算累 积公差 1.参照园林产品 机壳与电池包卡扣 设计 2. 配合不当有干涉 配合尺寸计算累 积公差 机壳与电池包配合 配合尺寸计算累 间隙不当或无弹性 积公差 减震结构
2
28
选用样机使用过滤较好 的filter 1.电机长度尺寸加长, 保证碳刷长度; 2.增加后置圈增加磁 性,保证扭力; 更换成滚珠轴承
6
1
48
3
1
18
OK
3
1.通过测试 流量选择OK 长度的同步 带; 2.利用通用 国标确认好 同步带,马 达齿轮和滚 刷齿轮齿 形;
1
12
1.选择好的同步带供应 商,确保同步带有好的 材料,工艺要求; 2.根据电脑3D和实际电 流测试选择好OK节线长 度; 3.确认同步带,马达齿 轮以及滚刷齿轮齿形一 致,确保齿形啮合OK 1.塑胶粒子选材,保证 塑胶成型收缩力较小; 2.五金轴在成型前要轴 承同心度,确保成型前 的五金轴同心度在公差 范围以内; 2.装配好的滚刷要全检 动平衡 1.滚刷采用PC原料注 塑,保证其强度; 2.在滚刷盖与之装配的 地拖上盖增加加强筋保 证滚刷盖有一个好的定 位; 3.通过尺寸链计算要求 供应商控制每个关键尺 寸在尺寸链公差范围内 1.塑胶成型前的五金轴 同心度管控; 2.将五金做成一体通 轴,确保同心; 3.控制好注塑成型条 件,和注塑模中的五金 轴嵌件定位,确保成型 不变形 1.目前定义4档调高, 每档位高度为3mm; 2.将调高管材料定义成 POM,确保调高机构耐磨 性; 3.限制调高系统的最大 高度,确保用户不能过 度调高
7
7
7
7
7 7
整机密封性 差,吸力降低
7 吸力 使用手柄伸 缩管组件工 作,吸力≥ 18kpa 吸力降低导致整 机效率降低,除 尘效果降低 7
尘杯口与气阀密封 圈配合不良
气阀麦拉片密封圈 在通风盘与双通之 间有配合间隙 气阀管接头之处漏 气
保证一定的配合 公差
加密封
7 软管与管接头配合 漏气 7 主机马达不合 格 伸缩管内管与手柄 软管接头间漏气 主马达转速不够 加密封
地拖马达运 行,碳刷磨损 严重,轴承磨 损严重
8 整机寿命NG 6
碳刷长度不够 由于电机转速过 高,转子轴承磨损 严重导致电机转动
同步带运行 同步带寿命 100h后磨损后 同步带寿命 OK 不能传动,皮 带寿命NG
整机寿命NG
4
1.同步带材料不耐 磨,工艺不满足要 求; 2.同步带齿形和马 达齿轮和滚刷齿轮 不啮合; 3.同步带节线长度 不合理,造成滚刷 马达负载过大; 1.滚刷轴成型后变 形,滚刷转动后偏 心严重; 2.滚刷塑胶成型后 变形; 3.滚刷轴 承压入滚刷轴后滚 刷轴变形,轴承和 滚刷轴不同心
1.内部加筋 2.CAE分析强 度 3. 做手板验证
8
2
3
4
84
多倒圆角过渡
7
2
3
3
63
机壳倒扣处加固
机壳筋位加固 1.图纸注记重 点尺寸 2.IQC检验,产 线全检 加橡胶柱结构
7
2
4
3
84
将配合尺寸在图纸上 标为重点尺寸,要求 IQC检测 1.图纸重点尺寸标注 2.要求IQC检测
7
2
5
2
70
7
2
潜在失效模式及后果分析
( 设计 F M E A )
零件名称: 系统 主要参加人员:
现行设计 潜在失效控制预 防
设计责任部门: 技术部 子系统 部件 关键日期: 2018年x月x日
项目/功能
要求
潜在失效模式 潜在的失效后果 严重度数
级别
潜在的失效起因/机 理
软管连接管松 影响手柄功能 动
8
连接强度不足
5
机械操作测 试及使用测 试 机械操作测 试及使用测 试
噪音是否加 大,吸力箱 测试吸力 看配合松紧 程度,有无 漏灰现象 检测松紧, 工作时上方 放入纸屑检 查是否活动 FILTER橡胶 圈上方垫EVA 条检测是否 有吸力变化 风机带进气 口检测空气 性能 风机性能测 试 开机检查气 阀密封圈周 围是否有漏 检查气阀在 本体上固定 是否牢靠 看配合是否 很松动 开机检查管 接头处是否 有漏风现象 开机检查管 接头处是否 有漏风现象 检查装配松 紧,开机检 查此处是否 检查输入功 率是否有下 降,用转速 检测风道系 统效率
尘杯下盖和开口进 气口橡胶套配合不 良 尘杯下盖和尘桶配 合橡胶圈密封性不 良 二级分离管配合密 封性能不佳 Filter外围橡胶圈 与导流锥配合间隙 大 进气口与风机配合 太松漏气 风机上下罩配合不 良
参照园林产品定 义机壳配合段差 及过渡C角 1.参照园林产品 定义插片座间隙
控制尘杯下盖与 橡胶套配合尺寸 控制尘杯下盖橡 胶密封圈配合公 差 控制分离管密封 圈与尘桶的配合 公差 与橡胶圈配合给 一定的干涉 进气口与风机罩 壳入口间有配合 橡胶圈 保证配合精度 保证配合精度
8
地拖马达负载变 滚刷动平衡超 滚刷动平衡 大,影响整机寿 滚刷动平衡 标,滚刷转动 不大于0.6g 命,地拖噪音偏 振动大 大
6
和滚刷相装配的滚 刷盖,滚刷底盖强 度,装配间隙
6
滚刷轴不同心
塑胶成型前的五 金滚刷轴要保证 同心度在公差范 围内
调高机构
调高机构尺寸 最大调高后 确定,确保10 10度倾斜整 度倾斜机器不 机不倾倒 倒
10度倾倒机 器翻转
6
调高高度过高造成 倾倒测试机器倾倒
先根据3D确定调 高档位,确保调 高实际应用和倾 倒OK
地拖运行,微 动开关承受不 了在长毛地毯 微动开关寿 开关功能寿 上的较大电 开关寿命NG 命 命20K次 流,开关开启 关闭多次后失 效
8
1.微动开关不能承 受40V 2A的工作环 境; 2.开关开关是在机 构转动实现的,旋 转行程可能造成失 效
OK
4
动平衡机百 分之百检测 滚刷动平衡
2
64
4
尺寸链计 算,确保滚 刷组件在一 个合理间隙 配合装配
1
24
利用跳动表 检测
选择好马达齿 轮,同步带,滚 刷齿轮三者齿形 一致,通过选形 和张紧确认同步 带确认合理节线 长的同步带 1.保证滚刷轴在 成型前后的同心 度;2.保证滚刷 模具同心度,确 保成型后能注塑 动平衡较好的滚 刷; 3.保 证尊刷轴承入滚 刷轴工装的精密 度,保证滚刷轴 承压装OK 1.滚刷盖材料强 度不够,滚刷定 位不好; 2.滚刷组件装配 间隙过大或过小
5
1.风道盖和滚刷 盖采用双止口结 构,确保密封; 零部件接触件没有 2.风管管和风道 密封好 盖增加橡胶件密 封 3.软管和风道管 采用胶水粘接 1.地拖马达选型不 合理 2. 选型合理马达进 滚刷植毛毛长,毛 行测试,毛长毛 径不合理 径参照客人样机 3.马达齿轮和滚刷 齿轮转速比不合理
10K旋转 地拖旋转 后,地拖 地拖旋转管 管和弹片 还可以正 磨损严重 磨损 常直立
增加连接强度
功能
手柄主机连接 手柄不能与机身 套与机身扣位 完全固定, 连接部件功 失效 能有效 手柄主机连接 影响手柄与机身 套两侧导向失 的装配和定位 效 软管固定件固 影响使用功能 定结构断裂 软管连接管与 不满足客户要 伸缩管密封性 求,影响手柄吸 差 尘效率
7
连接扣位强度不足
CAE分析,结构合 理化
地拖旋转管和 弹片多次磨具 后不能再卡住 机身本体,机 身会出现后倾 现象
6
1.地拖旋转管选材 错误; 2.弹片形变后位置 未做考虑; 3.弹片和地拖旋转 管接触处间隙不合 理
1.地拖旋转管选 择耐磨的POM材 料 2.弹片形 变两侧要放出空 间; 3.地 拖旋转管和弹片 留出0.3mm预留
转轴上的E E型卡环变形 20k翻转测 E型卡环在长 型卡环由 脱落后造成本 试后E型卡 期翻转后变 于长期动 体和地拖分 环不脱落 形脱落 作变形 离,连线可能
2
2
28
2
2
20
2
2
28