箱体零件夹具设计说明书
机械工艺夹具毕业设计59软起动隔爆箱体关键零件的铣削夹具设计
ABSTRACT
Fixture is a kind of process equipment. It can make the product to be accurate positioning and tight clamping according to certain technical requirements. Its main function is to ensure the product processing quality, reduce labor intensity, auxiliary products detection, display, transportation etc.. The sheet metal workpiece is a common project structure,it has special significance for real engineering to improve the sheet metal workpiece of milling fixture design efficiency. The actual production, it is found that use only universal fixture can not meet the requirement of production. When Universal fixture clamps the workpiece,it has defects for low production efficiency, low processing quality and increasing the marking process. Thus, a milling fixture is specially designed.The analysis of the fixture positioning scheme,clamping scheme,tool setting scheme, fixture body and the positioning element and machining accuracy etc.. That could meet the requirements of process and production. In this design, according to the two workpiece to a milling fixture design,corresponding to improve the processing technology and production efficiency of the workpiece, so as to break through the limitation of traditional fixture, it has some innovative and practical convenience. In the design process, it determines the degrees of freedom of workpiece, using six point location principle to limit sufficient freedom.And we observe the shape features and machining requirements, determining a reasonable positioning and clamping surface.Eventually,we use the UG 3D modeling software to the workpiece and the fixture for 3D modeling.By modify, it finally established the three-dimensional assembly entity graph. Keywords: The milling fixture; The Special fixture; 3D modeling; Six point location principle
箱体加工工艺及夹具设计的设计方法及流程
箱体加工工艺及夹具设计的设计方法及流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!箱体加工工艺与夹具设计:方法与流程解析箱体作为机械设备的重要组成部分,其加工精度和质量直接影响到设备的整体性能。
减速箱箱体加工工艺及夹具设计说明书

The preparation of parts of the process is reasonable, directly related to the machining quality requirements can be met; reasonable preparation process will enable the convergence of scientific processes to achieve high-quality, high-yield low, so that the production of a balanced, smoothly. At the same time, in the machinery manufacturing fixture also occupy an important position, reasonable and reliable fixture design can guarantee the quality of the workpiece processing, improve processing efficiency, reduce labor intensity and give full play to the technology and the expansion of machine tool performance. Can be seen both in the machinery manufacturing industry is vital link. The design of the deceleration box box holes 100 and fixture design process, the holes require a higher precision, boring process mining useful. In the preparation process, it is necessary to take into account the pore shape and location accuracy, as well as tolerance and so on.
箱体类零件车孔专用夹具设计
其余
尖 角倒 钝 Cl
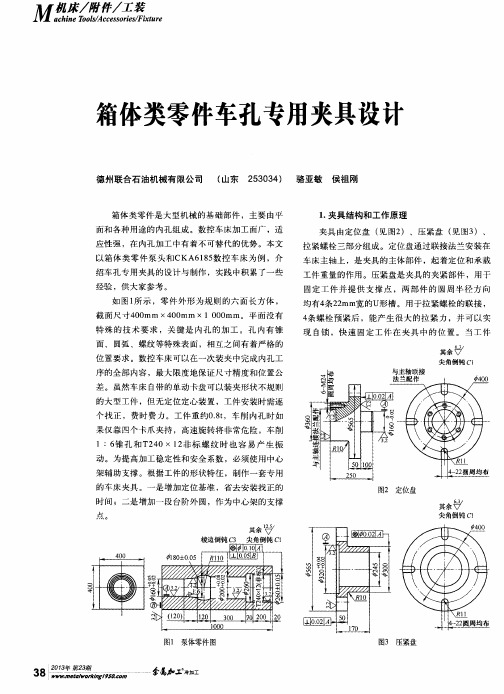
差。虽然车床 自带的单动卡盘可以装夹形状不规则
的 大型 工 件 ,但 无 定位 定 心 装 置 ,工 件 安装 时 需逐 个 找 正 ,费 时 费 力 。工 件 重 约 0 . 8 t ,车 削 内 孔 时 如 果 仅靠 四 个卡 爪 夹 持 ,高 速 旋转 将 非 常 危 险 ,车 削 1: 6 锥孔  ̄ D T 2 4 0×1 2 非 标螺 纹 时也 容易 产生振 动 。为 提 高加 工 稳 定 性和 安 全 系数 ,必 须使 用 中心 架 辅 助支 撑 。根 据 工 件 的形 状特 征 ,制 作一 套 专 用
1 . 夹具结构和 工作原理 夹具 由定位盘 ( 见图2 )、压紧盘 ( 见图3 )、
拉 紧螺 栓 三部 分组 成 。定 位盘 通 过 联接 法 兰 安 装在 车 床 主 轴上 ,是夹 具 的 主 体部 件 ,起 着定 位 和 承 载 工件 重 量 的作 用 。 压 紧盘 是夹 具 的 夹 紧部 件 ,用 于 固 定 工 件 并 提 供 支 撑 点 ,两 部 件 的 圆 周 半 径 方 向
的薄弱环节 ,为确保不发生断裂和疲劳破坏 ,应选
用 高 性 能 的3 5 Cr Mo 圆钢加 工 制 作 ,调 质 处理 后 获
定位基 准是 夹具 设计 中首 先要 解决 的 问题 , 从 零 件 图 可 以看 出 ,工 件 定位 基 准 是 左 侧 底 面
和 1 6 0 am内 孔 ,夹 具 定 位 基 准 是 定 位 盘 端 面 和 r 1 6 0 mm台 阶 外 圆 ,两 者 贴 紧 配 合 后 ,采 用 螺 栓 拉 紧 装 置轴 向 固定 ,起 到很 好 的 定 位作 用 。如 何 解 决 中心 架 支 撑 外 圆 ,成为 设 计 的 难 点和 巧 妙 之 处 。 当 时 有 两 种 方 案 :①加 长 工 件 毛 坯 1 2 0 mm,在 六 面 体上 车 圆一 段 台 阶 作为 架 子 位 外 圆 。 ②临 时 焊接 一
减速箱箱体加工工艺及夹具设计说明书
夹具的维护:定 期检查夹具的磨 损情况,及时更 换磨损严重的零 件
夹具的保养:定 期对夹具进行清 洁和润滑,保持 夹具的良好工作 状态
夹具松动:检 查夹具紧固螺 钉是否松动, 如有松动,拧
紧螺钉
夹具磨损:检 夹具变形:检 夹具损坏:检 夹具调整不当: 夹具使用不当:
查夹具磨损情 查夹具变形情 查夹具损坏情 检查夹具调整 检查夹具使用
粗加工工艺流程:包括毛坯加工、半精加工和精加工 毛坯加工:使用车床、铣床等设备进行粗加工,去除大部分材料 半精加工:使用磨床、铣床等设备进行半精加工,提高加工精度 精加工:使用磨床、铣床等设备进行精加工,达到设计要求的精度和表面粗糙度
半精加工工艺流程:粗加工、半精加工、精加工 半精加工设备:数控机床、铣床、磨床等 半精加工材料:铝合金、不锈钢、铸铁等 半精加工方法:铣削、磨削、车削等 半精加工精度:0.01mm-0.1mm 半精加工注意事项:保证加工精度,避免加工缺陷,提高加工效率。
精加工工艺流程:粗加 工、半精加工、精加工
精加工设备:数控机 床、磨床、铣床等
精加工材料:铝合金、 不锈钢、铸铁等
精加工精度:公差等 级、表面粗糙度等
精加工质量控制:工艺 确:确 保工件在夹具 中的位置准确
无误
夹紧可靠:保 证工件在加工 过程中不会松
动
降低生产成本:通 过优化加工工艺、 夹具设计等降低生 产成本
提高产品质量:通 过优化加工工艺、 夹具设计等提高产 品质量
提高夹具的稳定 性和可靠性
优化夹具的结构 设计,提高夹具 的加工效率
采用先进的夹具材 料和制造工艺,提 高夹具的精度和耐 用性
优化夹具的布局和 设计,提高夹具的 通用性和灵活性
加工工艺优化:提高加工精度,降低加工成本 夹具设计优化:提高夹具稳定性,降低夹具磨损 协同优化:加工工艺和夹具设计相互配合,提高生产效率 优化效果:提高产品质量,降低生产成本,提高生产效率
箱体零件加工工艺及夹具设计任务书
箱体零件加工工艺及夹具设计任务书
本课程旨在让学生掌握箱体零件加工工艺及夹具设计的基本知识和技能。
通过学习,学生将了解箱体零件加工的基本流程和工艺要求,掌握夹具设计的基本原理和方法,能够设计出符合工艺要求的夹具并进行加工操作。
教学内容:
1. 箱体零件加工工艺基础知识
2. 箱体零件加工流程及工艺要求
3. 夹具设计的基本原理和方法
4. 夹具材料的选择和加工
5. 夹具设计实例分析和操作实践
教学方法:
1. 讲授理论知识
2. 分组讨论和交流
3. 实验操作
4. 设计报告撰写
考核方式:
1. 平时考核:参与课堂讨论、课堂表现等(占总成绩20%)
2. 实验操作:实验操作和实验报告(占总成绩30%)
3. 夹具设计:夹具设计和设计报告(占总成绩50%)
参考书目:
1. 《机械加工工艺学》
2. 《夹具设计与制造》
3. 《机械设计基础》
备注:
本课程旨在培养学生的实践能力和创新意识,同时注重学生的团队合作和沟通能力的培养。
教师将密切关注学生的学习情况和实践操作,鼓励学生在实践中提出问题和解决问题,以达到课程目标。
夹具设计(钻孔)说明书
前言机械设计是机械工程的重要组成部分,是决定机械性能的最主要因素。
由于各产业对机械的性能要求不同而有许多专业性的机械设计,如纺织机械设计、矿山机械设计、农业机械设计、船舶设计、汽车设计、机床设计、压缩机设计、内燃机设计、汽轮机设计、泵设计等专业性的机械设计分支学科。
在机械制造厂的生产过程中,用来安装工件使之固定在正确位置上,完成其切削加工、检验、装配、焊接等工作,所使用的工艺装备统称为夹具。
如机床夹具、检验夹具、焊接夹具、装配夹具等。
机床夹具的作用可归纳为以下四个方面:1.保证加工精度机床夹具可准确确定工件、刀具和机床之间的相对位置,可以保证加工精度。
2.提高生产效率机床夹具可快速地将工件定位和夹紧,减少辅助时间。
3.减少劳动强度采用机械、气动、液动等夹紧机构,可以减轻工人的劳动强度。
4.扩大机床的工艺范围利用机床夹具,可使机床的加工范围扩大,例如在卧式车床刀架处安装镗孔夹具,可对箱体孔进行镗孔加工。
机械制造装备设计课程设计是机械设计中的一个重要的实践性教学环节,也是机械类专业学生较为全面的机械设计训练。
其目的在于:1.培养学生综合运用机械设计基础以及其他先修课程的理论知识和生产实际知识去分析和解决工程实际问题的能力,通过课设训练可以巩固、加深有关机械课设方面的理论知识。
2.学习和掌握一般机械设计的基本方法和步骤。
培养独立设计能力,为以后的专业课程及毕业设计打好基础,做好准备。
3.使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。
我国的装备制造业尽管已有一定的基础,规模也不小,实力较其它发展中国家雄厚。
但毕竟技术基础薄弱,滞后于制造业发展的需要。
我们要以高度的使命感和责任感,采取更加有效的措施,克服发展中存在的问题,把我国从一个制造业大国建设成为一个制造强国,成为世界级制造业基础地之一。
1.3零件工艺分析本次课设是要为此图1-1-3中的端盖设计一个钻3-φ9孔的夹具,最终实现将工件定位,更加精确和方便的完成钻孔工作,并保证能夹紧工件,夹紧力要适中,不要使工件变形,又能保证工件所要求的加工精度。
箱体零件的工艺规程编制及夹具设计
箱体零件的工艺规程编制及夹具设计目录摘要 (1)英文摘要......................................................................................................错误!未定义书签。
第一章绪论.. (5)1.1 制造工业的重要性 (5)1.2 减速器的运用、类型 (5)1.3 工艺设计的重要性 (6)1.4箱体零件设计工艺的重要性 (7)第二章对零件的工艺分析 (8)2.1 工艺过程的组成 (8)2.2 工艺规程的内容与作用 (8)2.2.1工艺规程是指导生产的技术文件 (8)2.2.2工艺规程是生产组织和管理工作的基本依据 (9)2.2.3工艺规程是新建或扩建工厂或车间的基本资料 (9)2.3 机械制造工艺规程的类型及格式 (9)2.3.1 机械加工工艺过程卡 (9)2.3.2 机械加工工序卡 (10)2.4 工艺规程设计的原则与步骤 (10)2.4.1 工艺规程设计必须具备下列原始资料 (10)2.4.2在掌握上述资料的基础上,机械加工工艺规程设计主要有以下几步 (11)2.5 毛坯的确定 (11)2.6 基准的概念和分类及定位基准的选择 (13)2.6.1设计基准 (13)2.6.2零件的工艺设计和基准 (13)第三章夹具的设计 (15)3.1夹具的慨念 (15)3.1.1在设计夹具时,夹具的工作原理为 (15)3.1.2夹具在机械加工中的作用 (16)3.1.3机床夹具的组成及分类 (16)3.1.4夹具中加工精度的分析 (16)3.2工件的定位 (18)3.3 定位的误差 (18)3.4 工件的夹紧 (21)3.5 钻床夹具 (21)第四章零件的工艺过程 (24)14.1 零件制造工艺规程设计原理 (24)4.1.1零件制造工艺规程的格式和作用 (24)4.1.2本章主要说明本次设计的一级箱体零件工艺及夹具设计 (24)4.2 零件制造工艺规程设计时的内容和步骤 (25)4.2.1根据以上资料,设计工艺规程的内容和程序如下 (25)4.3零件的结构工艺性 (26)4.4 毛坯的选用 (27)4.5 加工的路线拟订 (28)4.5.1 加工过程的开始阶段 (28)4.5.2 加工过程的中间阶段 (28)4.5.3 加工的最后阶段 (28)第五章总结与展望 (28)5.1总结 (29)5.2展望 (29)参考文献 (30)致谢 (31)2摘要零件的工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具大的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
箱体零件夹具的设计摘要机械制造业历来是应用科学技术的主要领域,是应用最新科技推动社会经济发展的主导产业。
制造离不了机床,机床自然离不了夹具。
夹具是组合机床的重要组成部分,它用于实现被加工零件的准确定位,夹压,刀具的导向以及装卸工件时的限位等等作用的。
本次设计计算量中等,但是制图量比较大。
需要查阅大量的书籍充分运用所学知识。
本次设计是箱体类零件的夹具设计,主要设计了夹具的夹紧机构以及动力源传动机构。
夹紧机构是指在加工工件的时候,为防止工件在切削力的作用下发生转动而设计的夹紧工件的装置。
动力源传动机构是指传递夹紧力的机构。
设计中对夹具上的主要零件进行了选择和校核。
本次设计的重点是夹紧机构,构思其结构,确定其尺寸。
并对切削力和夹紧力进行了计算,最后综合各方面因素设计出夹具体的整体尺寸和结构。
组合机床的未来将更多的采用调速电动机和滚珠丝杠等传动,以简化结构、缩短生产节拍;采用数字控制系统和主轴箱、夹具自动更换系统,以提高工艺可调性;以及纳入柔性制造系统等。
关键词:夹具,夹紧机构,动力源传动机构,切削力,夹紧力The Fixture Design of Box-partsABSTRACTMechanical manufacturing industry is always the main field of applying science and technology .it’s the dominant industry to push society and economy developing. Machine can’t go without fixture just as manufacturing can’t go without it.The fixture is an important component of gang drill machine .It is used to make parts in the right position when they are being processed .The task has some count and a lot of drawings.I have to refer to a great deal of associate book,make a good use of knowledge that I have leant.It is the fixture design of box-parts this time,mainly design the holding device and the power source passing device. Hold device is something that holds workpiece in order to not let the workpiece move under the cutting force when it is processed. The power source passing device is the device which passes the holding force. There are selections and checking about the main parts of the fixture during the design. The design of the holding device is the main task i n this design, including considering its structure, deciding its size. Also, there is computing about the cutting force and holding force during the design, then deciding the whole structure and size according to many factors.In the future, gang drill machine will be produced by introducing mobilizing electric machine and rolling stick to simplify its structure, shorten producing period; In the process, number controlling s ystem and headstock will replace s ystems automatically to improve flexibility of technique.KEY WORDS: fixture, holding device, power source passing device, holding force目录前言 (1)第一章概述 (2)§1.1 机械制造工程学的发展 (2)§1.2制造技术的重要性 (2)§1.3机械制造的科学发展 (3)第二章夹具的概述 (5)§2.1机床夹具的发展 (5)§2.2 机床夹具的分类 (5)第三章定位方案的确定 (7)§3.1工件定位的基本原理 (7)§3.1.1 自由度的概念 (7)§3.1.2 六点定位原则 (7)§3.1.3 工件定位中的几种情况 (8)§3.2常用定位元件及选用 (8)§3.2.1 对定位元件的基本要求 (8)§3.2.2 常用定位元件所能限制的自由度 (9)§3.2定位方案的确定:一面两孔定位 (9)第四章夹紧方案的确定 (11)§4.1夹紧要则 (11)§4.2 对夹紧机构的主要要求 (11)§4.3 钻床夹具的主要技术要求 (12)§4.4 夹紧方案的确定 (13)第五章夹紧力的计算 (14)§5.1 切削力(钻削力)的计算 (14)§5.1.1 切削力的计算公式 (14)§5.1.2 切削力大小的确定 (14)§5.2 夹紧力的计算 (15)第六章夹具相关部件的设计 (18)§6.1 钻套的设计 (18)§6.1.1 钻套的分类 (18)§6.1.2 钻套的设计要点 (18)§6.1.3 钻模板的类型和设计 (20)§6.2 削边销 (20)§6.3 支承板 (21)§6.4 压板 (21)§6.5 夹具体中间支架 (22)§6.6 齿轮齿条偏心轮部分的设计 (23)§6.6.1 齿轮的设计 (25)§6.6.2 键的选取及校核 (25)§6.6.3 滚动轴承的选取 (26)§6.7 插拔销部分的设计 (26)§6.8 气缸部分的设计 (29)第七章夹具主要零件所用的材料 (31)结论 (32)参考文献 (32)致谢 (33)前言毕业设计是对大学四年所学知识的总结和运用。
它是基础知识和专业知识的统一,是理论和实践相结合,这加深了我们对所学知识的理解和灵活运用。
通过查阅大量的资料,学到了很多在课堂上学不到的知识和掌握了一部分新的理念,为我们走向工作岗位奠定了一定的知识基础。
同时,也是检验我们掌握所学知识的深度和力度。
毕业设计是高等学校对工科学生教学的一个基本要求,是大多数高校毕业生必须进行的一个内容:它规定每个从事设计的学生必须在规定的时间内完成的一个总的设计,它是针对学生四年所学知识的一次总结及检验,也是工科高等院校大多数专业的毕业生全面设计能力的最后一次基本考核。
其目的是:1. 培养理论联系实际的设计思想,训练综合运用所学专业课知识和基础课程的理论知识,综合分析和解决工程实际问题的能力,从而巩固,加深和扩展有关机械方面的知识.2. 通过制定设计方案,合理选用传动方案和零件类型,正确制定零件工序图,确定尺寸和选择材料,以及学会如何全面的考虑制造方案,使用和维护机床的要求。
3. 进行总体全面的设计能力的检查和校核,以确定是否达到毕业要求的标准。
例如:计算机辅助绘图,手工绘图的能力是否达到要求,是否能很熟练运用资料以及使用经验数据进行经验演算和处理数据的能力是否达到要求等。
由于所学知识以及个人能力的有限,加之缺乏工作经验等因素,本次设计在某些方面难免会有不足之处,真诚恳请各位老师多指教以便使我的设计更加完善。
在此,衷心的感谢各位老师对我毕业设计的支持和帮助,特别是我的毕业指导老师张洪涛老师,谢谢!第一章概述§1.1 机械制造工程学发展机械工业是国民经济各部门的装备部,国民经济各部门的生产技术水平和经济效益,在很大程度上取决于机械工业所能提供装备的技术性能、质量和可靠性。
因此,机械工业技术和规模是衡量一个国家科技水平和经济实力的重要标志。
从1949年以来,我国机械工业有了很大发展,已经成为工业中产品门类比较齐全、具有相当规模和一定技术基础的产业部门之一,为其它产业部门的发展做出了重要贡献。
改革开放以来,机械工业充分利用国内外两方面的技术资源,有计划的进行企业的技术改造,引导企业走向依靠科技进步的道路,使制造技术,产品质量和水平以及经济效益有了很大提高,为繁荣国内市场、扩大出口创汇、推动国民经济的发展起了重要作用。
但是与工业发达国家相比,我国机械工业的水平还存在着阶段性的差距,主要表现在机械产品质量和水平不够高、技术开发能力不够强、科技投入少。
特别是相对其他产业来说,对机械工业的作用认识不够,甚至有相当一段时间不够重视,近年来,世界各国都把提高产业竞争力和发展高新技术、抢占未来经济制高点作为科技工作的主攻方向,对机械工业的重要性和作用有了进一步认识,对机械工业科技发展提出了更高的要求,特别是制造技术更加得到重视。
我国也明确提出,要振兴机械工业,使之成为国民经济的支柱产业,从而确定了机械工业在国民经济中的重要地位,同时也向机械工业提出了更高要求。
§1.2 制造技术的重要性制造技术已经是生产、国际竞争、产品革新的一种总要手段,所有国家都在寻求、获得、开发和利用它。
它正被看作是现代国家经济上获得成功的关键因素。
制造技术已经不是单纯的制造工艺方法和产品设计,它是从一个产品概念到最终产品的集成活动和系统,是一个功能体系和信息处理系统。
过去,人们常常把制造技术看成是一些经验的积累,实际上它是从产品设计—进入市场—返回产品的大系统。