35号钢的铸造工艺
常用机械加工材料(金属类)

常用机械加工材料(金属类)常用的金属机械加工材料包括以下几种。
1、45号钢45号钢是一种常用的中碳调质钢,数字“45”代表该钢材的平均含碳量为0.45%。
该钢材综合力学性能良好,但淬透性低,水淬时易生裂纹。
对于小型件,应采用调质处理,而对于大型件,则应采用正火处理。
该钢材主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞、轴、齿轮、齿条和蜗杆等。
对于焊接件,需要在焊前进行预热,以及在焊后进行消除应力退火处理。
2、Q235AQ235A是最常用的碳素结构钢,又称为A3钢。
该钢材具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度和良好的冷弯性能。
其中,“Q”是“屈”的拼音首字母,代表屈服极限的意思,“235”则代表该钢材的屈服值,约为235MPa。
该钢材的质量等级共分为A、B、C、D四个等级,而Q235A钢的质量等级为A级。
该钢材广泛用于一般要求的零件和焊接结构,如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构和桥梁等。
3、40Cr40Cr是使用最广泛的钢种之一,属于合金结构钢。
经过调质处理后,该钢材具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,但水冷时复杂形状的零件易产生裂纹。
该钢材的冷弯塑性中等,回火或调质后切削加工性能好,但焊接性不佳,易产生裂纹,因此需要在焊前进行预热处理。
一般情况下,40Cr钢材在调质状态下使用,并可以进行碳氮共渗和高频表面淬火处理。
该钢材调质处理后,可用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴和顶针套等。
而调质并高频表面淬火后,则可用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母和进气阀等。
经淬火及中温回火后,40Cr钢材可用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴和套环等。
而经淬火及低温回火后,则可用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴和套环等。
2024年建筑焊工(建筑特殊工种)试题及解析

2024年建筑焊工(建筑特殊工种)试题及解析1、【单选题】35号钢铸造后存在魏氏体组织,再经正火处理后,得到均匀细小的铁素体与(),合机械性能大大改善。
(A)A、珠光体,B、奥氏体C、渗碳体D、结晶体2、【单选题】TIG焊接铝镁合金时,应采用()焊丝(A)A、丝331B、丝321C、丝311D、丝3223、【单选题】下列属于人的不安全行为的是()。
(1)室内地面不平、较滑(2)室内作业场所狭窄、杂乱(3)手代替工具操作(4)物体存放不当(5)冒险进入危险场所(D)A、(1)(2)(3)B、(1)(3)(5)C、(2)(4)(5)D、(3)(4)(5)4、【单选题】下列属于物的不安全因素的是()。
(1)室内地面不平、较滑(2)室内作业场所狭窄、杂乱(3)室内梯架缺陷(4)设备、设施缺陷(5)明火(A)A、(1)(2)(3)B、(2)(3)(4)C、(3)(4)(5)D、全都是5、【单选题】下列试验方法中,属于破坏性检验的是()(A)A、机械性能检验B、外观检验C、气压检验D、内部探伤6、【单选题】为防止焊工不受弧光伤害,宜穿什么颜色的衣服?()(A)A、黑色B、白色C、灰色D、红色7、【单选题】关于建筑施工特种作业从业人员应具备的基本条件表述不正确的是()。
(A)A、年满16周岁且符合相应特种作业规定的年龄要求B、近三个月内经二级乙等以上医院体检合格且无妨碍从事相应特种作业的疾病和生理缺陷C、初中及以上学历D、符合相应特种作业规定的其他条件8、【单选题】噪声、振动、温度、湿度、照明、风、雨、雪、视野、通风换气、色彩等物理因素可能成为危险属于()。
(C)A、物的不安全状态B、人的不安全行为C、环境的不安全因素D、以上都不属于9、【单选题】外观检验一般以肉眼为主,有时也可利用()的放大镜进行观察(B)A、3-5倍B、5-10倍C、8-15倍D、15-20倍10、【单选题】安全带不使用时要妥善保管,不可接触()、明火、强酸、或尖锐物体,不要存放在潮湿的仓库中保管。
铸造合金及制备工艺-铸造碳钢

铸钢件举例:小到1∼2g的缝纫机铸件,大到冶 金轧钢机的牌坊,世界上最大的5m轧钢机牌 坊为480吨,这是中国第一重型机器厂铸造 的,还有列车的车轮、摇枕、联结器(即车 钩),舰船的船首、船尾(大连造船厂生产的2.7 万吨散装货轮,其船尾分三层铸出,再焊接在 一起),汽轮发电机的叶片(强度高、耐热、抗 蚀),航空燃气发动机的叶片(高强度、耐高 温、耐腐蚀)等,以上零件若采用铸铁制造,根 本无法使用,只能采用钢制造。
液相
δ相
δ相
γ 相
含碳0.12wt%的亚包晶碳钢的凝固 过程示意图
在随后降温中,剩余的高温铁素体 向奥氏体转变,此期间发生化学成分(如 C)的固相扩散,但在铸造条件下,扩散 是不充分的。
含碳量为 0.45wt%C(过包晶) 钢的凝固 与碳钢的包晶 成分相比,含碳量 为0.45%C的碳钢 到达包晶反应时, 液相/固相=4.5/1, 此时液相量非常 多,所以当包晶反 应终了时,还剩余 大量的液相(约 73%);
液相
δ相
γ 相
γ 相
含碳0.45wt%的过包晶碳钢的凝固 过程示意图
随着温度的降低,剩余液相将直接 转变为γ,这些新生的γ可以附着在原先的 γ上长大,也可重新生核长大。
含碳量超过0.53wt%钢的凝固 当碳钢的含碳量超过0.53%时, 将直接由液相中析出奥氏体γ,直到凝 固终了。
掌握了碳钢的包晶反应规律,就基本 掌握了铸造碳素钢的结晶过程。
当包晶反应时,固相和液相的比例 如下式所示:
溶相 HJ 0.17 − 0.09 1 = = = 固相 JB 0.53 − 0.17 4.5
从上式看,每消耗一份液相, 需要4源自5份的固相,此时剩余液相只有不 厚的一薄层;
在液相中,原子的扩散系数比较大,分 布于δ周围的液相相对于固相来说,数量又 少,原子的扩散距离较短,可以认为液相的成 分是均匀的;但在固相中,原子的扩散系数比 液相中小得多,固相的数量又多,原子的扩散 距离较长,更加剧了扩散的困难,所以,新生 固相γ中的各层成分是不均匀的,外层含碳 高,内层含碳低,这是成分偏析的根源,即铸 钢的铸态组织中存在成分偏析。
职业技能鉴定国家题库电焊工理论知识试卷(带答案).doc
职业技能鉴定国家题库电焊工理论知识试卷(带答案).docA、10?40mmB、20 ?60mmC、80 ?100mmD、100~200mm 3?(A)是利用通电的铁心线圈吸引衔铁从而产先牵引力的一种电器。
A、电磁铁B、磁阻器C、磁力线4.二氧化碳气体爱护悍时,用得授多的脱氧剂是(C)。
A、Fs C B> N2、Si C. Si、Mn D、电抗器D、C、Cr同等条件下,氨弧焊的焊接速度儿乎可(B)于氮弧焊。
A、1倍B、2倍C、3倍D、4倍C、35PPm C、100 ?150°C C、600-650°CD、40PPm D、3150°C D、900?100CTC职业技能鉴定国家题库统一试卷拓特厂2007年职工岗位技能比武电焊工理论考试试卷注意事项1、考试时刻:90分钟。
2、木试卷依据2001年颁布的《电焊工国家职业标准》命制。
3、谙首先按要求在试卷的标封处填写您的姓名、准考证号和所在单位的名称。
4、请认真阅读各种题口的冋答要求,在规定的位置填写您的答案。
5、别要在试卷上乱写乱画,别要在标封区填写无关的内容。
一、单项挑选(第1题?第60题。
挑选一具正确的答案,将相应的字母填入题内的括号中。
每题1分,满分60分。
)1.编制工艺规程最终制定的是(D)。
A、全厂工艺过程B、车间工艺过程C、流水线工艺过程D、详细工艺过程2.管状熔嘴电渣焊适用于厚度为(B)的焊件的焊接。
6.有关压焊概念正确的是(C)。
A、对焊件施加压力但别能加热B、对焊件施加压力且加热C、对焊件施加压力,加热或别加热D、以上都对7.别锈钢压力容辭的液压试验时所用水的氯离子含量别应超过(D)。
A、25PPmB、30PPm8.!8MnMoNb焊前预热温度为(D)。
A、<50°CB、50?100°C9.常用普低钢焊后热处理的温度普通在(C)。
A、300?400°CB、400?500°C10.贮存二氧化碳气体气瓶外涂(B)颜群并标有二氧化碳字样。
35号钢的铸造工艺

35号钢的铸造工艺ZG35是铸钢的老标准,是GB5676-80。
如按GB5676-85是ZG270-500。
1 、化学成分ZG 270-500的化学成份:元素最高含量(质量分数)(%) C 0.40 Si 0.50 Mn 0.90 S 0.04 P 0.04 残余元素-残余元素总量不超过1.00%,如需方无要求,残余元素可不进行分析。
Ni 0.30 Cr 0.35 Cu 0.30 Mo 0.20 V 0.052、造型型砂通常是由石英砂,粘土(或其它粘性材料)和水按一定的比例混制而成的。
应具有“一强三性”,一定强度,透气性,耐热性和退让性。
zg270-500产品一般采用水玻璃砂铸造工艺!1、石英砂与水玻璃混合发生化学反应(冬天用93%石英砂与7%水玻璃;夏天用92%石英砂与8%的水玻璃);2、合箱前下型中涂涂料以增加强度(无水乙醇及吹气用以干燥,刷涂料以增加强度)。
3、鉴于我厂铸造缺陷较多,尤其是气孔及缩松,可引进保温冒口,这样既节省材料又可大大减少缺陷。
3、炉料入炉材料是由化学成分决定的。
主要炉料是优质碳素钢(或钢锭)回炉料。
这里特别提醒的是有人认为只要化学成分合适,就可以多用回炉料。
这个认识是有害的。
某些厂之所以产品质量不佳,皆出于此。
凡是金属铸件,绝不可以过多的使用回炉料,回炉料不应超过25%。
那么,回炉料过剩该如何?只要把废品降到最低,回炉料就不会过剩。
4、ZG270-500材质的产品一般用什么铸造工艺来做?可以用熔模铸造来做吗?相当于国标的什么材质牌号?zg270-500产品一般采用水玻璃砂铸造工艺!单件重量较小,表面要求比较高,可以用熔模铸造来做,成本较高。
相当于45号钢。
但如果45钢不做淬火或者高频调质,最好选用35号钢!35号钢的可塑性远远优于45号。
5、熔炼:选用感应电炉炼钢炼钢采用无芯感应电炉,其工作原理和构造铸铁的电炉相同。
炉体结构主要包括感应器和坩埚两部分。
但由于炼钢需要消耗更多的热量,故在输入功率方面比同样容量的熔炼铸铁用炉大。
中焊15
一、单项选择题1.对火焰钎焊碳钢管子所用的自制溶剂中硼砂与硼酸百分比是()。
A、15%:85%B、35%:65%C、50%:50% D 、25%:75%2.焊缝中心的杂质往往比周围(),这种现象叫区域偏析。
A、高B、极低C、低D、极高3.金顺的焊接性是指金属材料对()的适应性。
A、化学成分B、工艺因素C、使用性能D、焊接加工4.()的目的是使零件表面具有高的硬度、耐磨性及疲劳强度,而心部具有较高的韧性。
A、淬火B、正火C、调质D、渗碳5.普通低合金结构钢,淬硬和冷裂比较()。
A、敏感B、适应C、迟钝D、不敏感。
6.推焊后,焊件表面要求机械加工时,留有()加工余量是不正确的。
A、5毫米B、4毫米C、3毫米D、6毫米7.焊接过程中,熔化金属自坡口背面流出,形成()的缺陷称为烧穿。
A、咬边B、穿孔C、凹坑D、焊瘤8.冷弯角的标准一般为()。
A、180°或360°B、90°或360°C、45°或180°D、90°或180°9.超声波检验用来探测大厚度焊件焊缝()。
A、外部缺陷B、内部缺陷C、表面缺陷 D 、近表面缺陷10.合金组织大多数都属于()。
A、机械混合物B、纯金属C、单一固溶体D、金属化合物11.细丝二氧化碳气体保护焊使用的焊丝直径是()。
A、大于2mmB、大于1.6 mm,小于2 mmC、等于1.6 mmD、小于1.6 mm12.热处理是将固态金属或合金采用适当方式进行加热、保温和冷却以获得所需要的()与性能的工艺A、晶体结构B、机械性能C、焊接方法D、组织结构13.焊后()在焊接结构内部的焊接应力,就叫做焊接残余应力。
A、凝缩B、延伸C、压缩D、残留14.外观检验方法一般以肉眼为主,有时也可利用()的放大镜进行观察。
A、5—10倍B、3—5倍C、10—20倍D、8—15倍15.编织工艺过程的步骤之一是进行()。
A、产品的工艺过程试验B、产品的工艺过程坚定C、产品的工艺过程研讨D、产品的工艺过程分析16.奥氏体不锈钢采用()的目的是防止晶间腐蚀A、普通碳焊丝B、高碳焊丝C、超低碳焊丝 D 、优质焊丝17.在并联电路中,电流分配()关系。
加工条件与毛坯尺寸对35CrMo钢低温冲击性能的影响
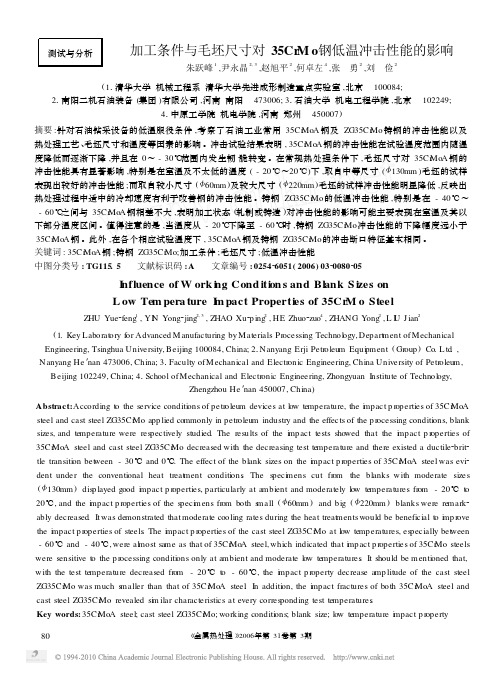
加工条件与毛坯尺寸对35Cr M o钢低温冲击性能的影响测试与分析朱跃峰1,尹永晶2,3,赵旭平2,何卓左4,张 勇2,刘 俭2(11清华大学机械工程系清华大学先进成形制造重点实验室,北京 100084;21南阳二机石油装备(集团)有限公司,河南南阳 473006;31石油大学机电工程学院,北京 102249;41中原工学院机电学院,河南郑州 450007)摘要:针对石油钻采设备的低温服役条件,考察了石油工业常用35Cr M oA钢及ZG35Cr M o铸钢的冲击性能以及热处理工艺、毛坯尺寸和温度等因素的影响。
冲击试验结果表明,35Cr M oA钢的冲击性能在试验温度范围内随温度降低而逐渐下降,并且在0~-30℃范围内发生韧2脆转变。
在常规热处理条件下,毛坯尺寸对35Cr M o A钢的冲击性能具有显著影响,特别是在室温及不太低的温度(-20℃~20℃)下,取自中等尺寸(<130mm)毛坯的试样表现出较好的冲击性能;而取自较小尺寸(<60mm)及较大尺寸(<220mm)毛坯的试样冲击性能明显降低,反映出热处理过程中适中的冷却速度有利于改善钢的冲击性能。
铸钢ZG35Cr M o的低温冲击性能,特别是在-40℃~-60℃之间与35Cr M oA钢相差不大,表明加工状态(轧制或铸造)对冲击性能的影响可能主要表现在室温及其以下部分温度区间。
值得注意的是,当温度从-20℃下降至-60℃时,铸钢ZG35Cr M o冲击性能的下降幅度远小于35Cr M oA钢。
此外,在各个相应试验温度下,35Cr M oA钢及铸钢ZG35Cr M o的冲击断口特征基本相同。
关键词:35Cr M o A钢;铸钢ZG35Cr M o;加工条件;毛坯尺寸;低温冲击性能中图分类号:TG115.5 文献标识码:A 文章编号:025426051(2006)0320080205I nfluence of W ork i n g Cond iti on s and Bl ank S i zes onL ow Tem pera ture I m pact Properti es of35Cr M o SteelZHU Yue2feng1,YI N Yong2jing2,3,Z HAO Xu2p ing2,HE Zhuo2zuo4,ZHANG Yong2,L I U J ian2(1.Key Laborat ory for Advanced Manufacturing by Materials Pr ocessing Technol ogy,Depart m ent of MechanicalEngineering,Tsinghua University,Beijing100084,China;21Nanyang Erji Petr oleum Equi pment(Gr oup)Co.L td., Nanyang He′nan473006,China;31Faculty of Mechanical and Electr onic Engineering,China University of Petr oleum, Beijing102249,China;41School ofMechanical and Electr onic Engineering,Zhongyuan I nstitute of Technol ogy,Zhengzhou He′nan450007,China)Abstract:According t o the service conditi ons of petr oleu m devices at l ow te mperature,the i m pact p r operties of35Cr M oA steel and cast steel ZG35Cr M o app lied commonly in petr oleum industry and the effects of the p r ocessing conditi ons,blank sizes,and te mperature were res pectively studied.The results of the i m pact tests showed that the i m pact p r operties of 35Cr M oA steel and cast steel ZG35Cr M o decreased with the decreasing test te mperature and there existed a ductile2brit2 tle transiti on bet w een-30℃and0℃.The effect of the blank sizes on the i m pact p r operties of35Cr M oA steel was evi2 dent under the conventi onal heat treat m ent conditi ons.The s peci m ens cut fr om the blanks with moderate sizes (<130mm)dis p layed good i m pact p r operties,particularly at a mbient and moderately l ow te mperatures fr om-20℃t o 20℃,and the i m pact p r operties of the s peci m ens fr om both s mall(<60mm)and big(<220mm)blanks were re mark2 ably decreased.It was de monstrated that moderate cooling rates during the heat treat m ents would be beneficial t o i m p r ove the i m pact p r operties of steels.The i m pact p r operties of the cast steel ZG35Cr M o at l ow te mperatures,es pecially bet w een -60℃and-40℃,were al m ost sa me as that of35Cr M oA steel,which indicated that i m pact p r operties of35Cr M o steels were sensitive t o the p r ocessing conditi ons only at a mbient and moderate l ow te mperatures.It should be menti oned that, with the test te mperature decreased fr o m-20℃t o-60℃,the i m pact p r operty decrease a mp litude of the cast steel ZG35Cr M o was much s maller than that of35Cr M oA steel.I n additi on,the i m pact fractures of both35Cr M oA steel and cast steel ZG35Cr M o revealed si m ilar characteristics at every corres ponding test te mperatures.Key words:35Cr M oA steel;cast steel ZG35Cr M o;working conditi ons;blank size;l ow te mperature i m pact p r operty作者简介:朱跃峰(1958.10—),男,河南灵宝人,博士,副教授,主要从事金属材料先进加工技术、碳纳米材料及其改性复合材料等领域的研究,发表论文70余篇,其中,Sci 收录11篇,Ei 收录18篇。
35号钢棒料规格
35号钢棒料规格35号钢棒料是一种常见的建筑材料,广泛应用于建筑工程、桥梁、道路、机械制造等领域。
它的规格为直径35毫米,长度一般为6米,也可以根据需要定制其他长度。
35号钢棒料具有优良的机械性能和耐腐蚀性能,因此被广泛使用。
它的主要成分是碳、硅、锰、磷、硫等元素。
其中碳元素的含量决定了钢材的强度和硬度,而硅、锰等元素的含量则影响钢材的韧性和抗拉强度。
此外,钢材中的磷、硫等元素含量应控制在一定范围内,以保证钢材的质量。
35号钢棒料的生产过程包括原材料选用、熔炼、铸造、轧制等环节。
首先,选用优质的生铁和废钢作为原料,经过熔炼后得到液态钢水。
然后,将钢水倒入连铸机中进行连铸,得到连续铸坯。
最后,将连续铸坯经过轧机轧制成规定直径的钢棒料。
在建筑工程中,35号钢棒料常用于混凝土加固和钢筋混凝土结构的加固。
钢筋混凝土结构是一种常见的建筑结构形式,它以钢筋为骨架,混凝土为填充材料。
35号钢棒料作为钢筋的主要材料之一,能够增加混凝土的抗拉强度和韧性,提高结构的承载能力和抗震性能。
此外,在桥梁、道路等工程中,35号钢棒料也广泛应用于钢筋混凝土梁、柱、墩等构件的制作。
机械制造领域是35号钢棒料的另一个重要应用领域。
35号钢棒料可以用于制作各种机械零部件,如轴、齿轮、销子等。
由于35号钢棒料具有良好的耐磨性和强度,能够承受较大的载荷,因此在机械制造中得到广泛应用。
除了建筑工程和机械制造,35号钢棒料还可以用于制作锻件、冷镦件等。
锻件是指通过锻造工艺将钢材加工成形的零部件,常见的有曲轴、连杆、齿轮等。
35号钢棒料的高强度和韧性使其成为锻件制作的理想材料。
冷镦件是指通过冷镦工艺将钢材加工成形的零部件,常见的有螺栓、螺母等。
35号钢棒料的加工性能良好,适合冷镦加工,因此在冷镦件制作中得到广泛应用。
35号钢棒料是一种常见的建筑材料,具有优良的机械性能和耐腐蚀性能。
它在建筑工程、机械制造等领域得到广泛应用,能够满足各种工程的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
35号钢的铸造工艺ZG35是铸钢的老标准,是GB5676-80。
如按GB5676-85是ZG270-500。
1 、化学成分ZG 270-500的化学成份:元素最高含量(质量分数)(%) C 0.40 Si 0.50 Mn 0.90 S 0.04 P 0.04 残余元素-残余元素总量不超过1.00%,如需方无要求,残余元素可不进行分析。
Ni 0.30 Cr 0.35 Cu 0.30 Mo 0.20 V 0.052、造型型砂通常是由石英砂,粘土(或其它粘性材料)和水按一定的比例混制而成的。
应具有“一强三性”,一定强度,透气性,耐热性和退让性。
zg270-500产品一般采用水玻璃砂铸造工艺!1、石英砂与水玻璃混合发生化学反应(冬天用93%石英砂与7%水玻璃;夏天用92%石英砂与8%的水玻璃);2、合箱前下型中涂涂料以增加强度(无水乙醇及吹气用以干燥,刷涂料以增加强度)。
3、鉴于我厂铸造缺陷较多,尤其是气孔及缩松,可引进保温冒口,这样既节省材料又可大大减少缺陷。
3、炉料入炉材料是由化学成分决定的。
主要炉料是优质碳素钢(或钢锭)回炉料。
这里特别提醒的是有人认为只要化学成分合适,就可以多用回炉料。
这个认识是有害的。
某些厂之所以产品质量不佳,皆出于此。
凡是金属铸件,绝不可以过多的使用回炉料,回炉料不应超过25%。
那么,回炉料过剩该如何?只要把废品降到最低,回炉料就不会过剩。
4、ZG270-500材质的产品一般用什么铸造工艺来做?可以用熔模铸造来做吗?相当于国标的什么材质牌号?zg270-500产品一般采用水玻璃砂铸造工艺!单件重量较小,表面要求比较高,可以用熔模铸造来做,成本较高。
相当于45号钢。
但如果45钢不做淬火或者高频调质,最好选用35号钢!35号钢的可塑性远远优于45号。
5、熔炼:选用感应电炉炼钢炼钢采用无芯感应电炉,其工作原理和构造铸铁的电炉相同。
炉体结构主要包括感应器和坩埚两部分。
但由于炼钢需要消耗更多的热量,故在输入功率方面比同样容量的熔炼铸铁用炉大。
容量在500kg以上的感应电炉采用工业用电频率(50Hz)。
感应电炉炉体结构:1-水泥石棉盖板2-坩埚3-感应线圈4-水泥石棉防护板5-耐火砖底座6-铝制边框6、铸造铸件金属液的浇注生产中,浇注时应遵循高温出炉,低温浇注的原则。
因为提高金属液的出炉温度有利于夹杂物的彻底熔化、熔渣上浮,便于清渣和除气,减少铸件的夹渣和气孔缺陷;采用较低的浇注温度,则有利于降低金属液中的气体溶解度、液态收缩量和高温金属液对型腔表面的烘烤,避免产生气孔、粘砂和缩孔等缺陷。
因此,在保证充满铸型型腔的前提下,尽量采用较低的浇注温度。
把金属液从浇包注入铸型的操作过程称为浇注。
浇注操作不当会引起浇不足、冷隔、气孔、缩孔和夹渣等铸造缺陷,和造成人身伤害。
为确保铸件质量、提高生产率以及做到安全生产,浇注时应严格遵守下列操作要领:(1)浇包、浇注工具、炉前处理用的孕育剂、球化剂等使用前必须充分烘干,烘干后才能使用。
(2)浇注人员必须按要求穿好工作服,并配戴防护眼镜,工作场地应通畅无阻。
浇包内的金属液不宜过满,以免在输送和浇注时溢出伤人。
(3)正确选择浇注速度,即开始时应缓慢浇注,便于对准浇口,减少熔融金属对砂型的冲击和利于气体排出;随后快速浇注,以防止冷隔;快要浇满前又应缓慢浇注,即遵循慢、快、慢的原则。
(4)对于液态收缩和凝固收缩比较大的铸件,如中、大型铸钢件,浇注后要及时从浇口或冒口补浇。
(5)浇注时应及时将铸型中冒出的气体点燃顺气,以免由于铸型憋气而产生气孔,以及由于气体的不完全燃烧而损害人体健康和污染空气。
7、热处理:完全退火又称重结晶退火,一般简称为退火,一般常作为一些不重要工件的最终热处理,或作为某些工件的预先热处理。
是将铁碳合金完全奥氏体化,随之缓慢冷却,获得接近平衡状态组织的退火工艺。
完全退火主要用于亚共析钢,一般是中碳钢及低、中碳合金结构钢锻件、铸件及热轧型材,有时也用于它们的焊接构件。
完全退火不适用于过共析钢,因为过共析钢完全退火需加热到Acm以上,在缓慢冷却时,渗碳体会沿奥氏体晶界析出,呈网状分布,导致材料脆性增大,给最终热处理留下隐患。
完全退火的加热温度碳钢一般为Ac3+(30~50℃),即830~850度。
保温时间则要依据钢材的种类、工件的尺寸、装炉量、所选用的设备型号等多种因素确定。
为了保证过冷奥氏体完全进行珠光体转变,完全退火的冷却必须是缓慢的,随炉冷却到500℃左右出炉空冷。
ZG270-500钢的Ac1为724℃,Ac3为802℃,在760℃退火加热时,组织没有完全奥氏体化,此时的显微组织为奥氏体和铁素体,即铸态一般部分粗晶的块状铁素体和晶内的针状铁素体没有完全溶化而保留下来,已奥氏体化的组织在退火冷却时分解成十分细小的、等轴的铁素体和网状分布的小块状珠光体。
所以在Ac1~Ac3之间退火的温度越低,残留的铸态组织越多,性能也越差,但在Ac1~Ac3之间退火可以消除大部分铸造应力。
调质处理淬火方法:将铸件加热到Ac3以上30~50度(832~852度),经过保温,然后快速冷却。
获得不稳定组织,一般为马氏体回火方法:淬火或正火后的铸件加热到Ac1以下适当的温度(500~680度),经过保温,然后以适当的速度冷却淬火+高温回火=调质具体操作最好请有经验的师傅来完成8、力学性能抗拉强度σb (MPa):≥530(54)屈服强度σs (MPa):≥315(32)伸长率δ5 (%):≥20断面收缩率ψ (%):≥45冲击功Akv (J):≥55冲击韧性值αkv (J/cm2):≥69(7)硬度:未热处理≤197HB[3]试样尺寸:试样尺寸为25mm[4][5][6]45钢45#(号)钢和40Cr钢调质的热处理工艺调质是淬火加高温回火的双重热处理,其目的是使工件具有良好的综合机械性能。
调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。
如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。
为使调质件得到好的综合性能,一般含碳量控制在0.30~0.50%。
调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。
通过高温回火,得到以均匀回火索氏体为主的显微组织。
小型工厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查。
工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实施工艺提些看法。
1、45号钢的调质45号钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。
它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。
45号钢淬火温度在A3(自奥氏体开始析出铁素体,即r-Fe→a-Fe的开始线910°C-700°)C+(30~50) ℃,在实际操作中,一般是取上限的。
偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。
为使工件的奥氏体均匀化,就需要足够的保温时间。
如果实际装炉量大,就需适当延长保温时间。
不然,可能会出现因加热不均匀造成硬度不足的现象。
但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。
我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5。
因为45号钢淬透性低,故应采用冷却速度大的10%盐水溶液。
工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。
因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。
由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。
另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。
静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂。
45号钢调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。
45号钢淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。
因为调质的目的是得到综合机械性能,所以硬度范围比较宽。
但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。
如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。
关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。
2、40Cr钢的调质处理Cr能增加钢的淬透性,提高钢的强度和回火稳定性,具有优良的机械性能。
截面尺寸大或重要的调质工件,应采用Cr钢。
但Cr钢有第二类回火脆性。
40Cr工件调质的淬回火,各种参数工艺卡片都有规定,我们在实际操作中体会是:(一)40Cr工件淬火后应采用油冷,40Cr钢的淬透性较好,在油中冷却能淬硬,而且工件的变形、开裂倾向小。
但是小型企业在供油紧张的情况下,对形状不复杂的工件,可以在水中淬火,并未发现开裂,只是操作者要凭经验严格掌握入水、出水的温度。
(二)40Cr工件调质后硬度仍然偏高,第二次回火温度就要增加20~50℃,不然,硬度降低困难。
(三)40Cr工件高温回火后,形状复杂的在油中冷却,简单的在水中冷却,目的是避免第二类回火脆性的影响。
回火快冷后的工件,必要时再施以消除应力处理。
影响调质工件的质量,操作工的水平是个重要因素,同时,还有设备、材料和调质前加工等多方面的原因,我们认为:(一)工件从加热炉转移到冷却槽速度缓慢,工件入水的温度已降到低于Ar3临界点,产生部分分解,工件得到不完全淬火组织,达不到硬度要求。
所以小零件冷却液要讲究速度,大工件予冷要掌握时间。
(二)工件装炉量要合理,以1~2层为宜,工件相互重叠造成加热不均匀,导致硬度不匀。
(三)工件入水排列应保持一定距离,过密使工件近处蒸气膜破裂受阻,造成工件接近面硬度偏低。
(四)开炉淬火,不能一口气淬完,应视炉温下降程度,中途闭炉重新升温,以便前后工件淬后硬度一致。
(五)要注意冷却液的温度,10%盐水的温度如高于60℃,不能使用。
冷却液不能有油污、泥浆等杂质,不然,会出现硬度不足或不均匀现象。
(六)未经加工毛坯调质,硬度不会均匀,如要得到好的调质质量,毛坯应粗车,棒料要锻打。
(七)严把质量关,淬火后硬度偏低1~3个单位,可以调整回火温度来达到硬度要求。
但淬火后工件硬度过低,有的甚至只有HRC25~35,必须重新淬火,绝不能只施以中温或低温回火以达到图纸要求完事,不然,失去了调质的意义,并有可能产生严重的后果。