形位公差换算
形位公差详解【优质PPT】

2021/10/10
6
2.3 按存在的状态分: ➢ 实际要素 Real Feature — 零件加工后实际存在的要素(存在误差)。
实际要素是按规定方法,由在实际要素上测量有限个点得到 的实际要素的近似替代要素(测得实际要素)来体现的。
每个实际要素由于测量方法不同,可以有若干个替代要素。
各种形状和位置误差都将会对零件的装配和使用性能产生 不同程度的影响。
因此机械类零件的几何精度,除了必须规定适当的尺寸 公差和表面粗糙度要求以外,还须对零件规定合理的形状和 位置公差。
2021/10/10
4
一 要素 Feature
1 定义
要素是指零件上的特征部分 — 点、线、面。 任何零件不论其复杂程度如何,它都是由许多要素组成的。
图 18
2021/10/10
25
A. 板类零件基准体系
用 三 个 基 准 框 格 标 注
2021/10/10
图 19
根据夹具设计原理: ➢ 基准D - 第一基
准平面约束了三 个自由度, ➢ 基准E - 第二基 准平面约束了二 个自由度, ➢ 基准F - 第三基 准平面约束了一 个自由度。
26
B. 盘类零件基准体系
当某些公差特征项目的符号可同时应用于轮廓及中心要素时,GM标准 的标注方法与我国GB标准相同。它在这些公差特征项目中有专门说明。
2021/10/10
14
3.2.3 几个特殊标注 除非另有要求,其公差适用于整个被测要素。
a) 对实际被测要素的形状公差在全长上和给定长度内分别有要求 时,应按图8 标注(GM 标准与我国GB 标准相同) ; 全长上直线度 公差0.4。
圆锥面
圆柱面
形位公差中英对照及图示

1, 形位公差符号常用语(中英文双语)公差/值(tolerance/value)基本尺寸(basic size)偏差(deviation)上/下偏差(upper/lower deviation)配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits) 单/双边公差(unilateral/bilateral tolerance)标准/精度公差(standard/ precision tolerance)基准/特征/点/线/平面/轴线(datum/feature/point/line/ plane/axis)最大/小材料状态(M/LMC=maximum/least material condition)理论正确尺寸(theoretical size )基本尺寸(basic dimension)直径/半径(diameter/radius)直线度(straightness)平面度(flatness)圆度(circularity)圆柱度(cylindricity)线轮廓度(profile of a line)面轮廓度(profile of a surface)定向公差(orientation tolerance)平行度(parallelism)垂直度(perpendicularity)倾斜度(角度) (angularity)位置度(position)对称度(symmetry)同轴度(同心度) (concentricity)圆跳动(circular runout)全跳动(total runout)坐标尺寸(coordinate dimensioning)几何尺寸(geometric dimensioning)更多外语资料,尽在拔模斜度(draft angle)分型线(parting line)外圆角/内圆角拔模斜度(rounds/fillets draft)肋材和尖角(rib and corner)顶/测/端视图(top/side/ end view)[标题] 12. 形位公差符号常用语(中英文双语)公差/值(tolerance/value)基本尺寸(basic size)偏差(deviation)上/下偏差(upper/lower deviation)配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits) 单/双边公差(unilateral/bilateral tolerance)标准/精度公差(standard/ precision tolerance)基准/特征/点/线/平面/轴线(datum/feature/point/line/ plane/axis)最大/小材料状态(M/LMC=maximum/least material condition)理论正确尺寸(theoretical size )基本尺寸(basic dimension)直径/半径(diameter/radius)直线度(straightness)平面度(flatness)圆度(circularity)圆柱度(cylindricity)线轮廓度(profile of a line)面轮廓度(profile of a surface)定向公差(orientation tolerance)平行度(parallelism)垂直度(perpendicularity) Language 倾斜度(角度) (angularity)位置度(position)对称度(symmetry)同轴度(同心度) (concentricity)圆跳动(circular runout)全跳动(total runout)坐标尺寸(coordinate dimensioning)几何尺寸(geometric dimensioning)拔模斜度(draft angle)分型线(parting line)外圆角/内圆角拔模斜度(rounds/fillets draft)肋材和尖角(rib and corner)顶/测/端视图(top/side/ end view)2标准变化情况:GB 1182-80代替GB 1182-74GB/T 1182-96 《形状和位置公差 通则、定义、符号和图样表示法》代替GB 1182-80《形状和位置公差 代号及其注法》 ≌ISO 1101GB 1183-80 《形状和位置公差 术语和定义》 ≌ISO 1101增加GB 13319-91《形状和位置公差 位置度公差》代替GB 1184-80附录二GB/T 16671-1996《形状和位置公差 最大实体要求、最小实体要求、可逆要求》≌ISO 2692:1996 3 分类ISO : GB1)形状公差 形状公差、无基准要求 2)轮廓公差 形状或位置公差、有或无基准要求 3)定向公差 位置公差、有基准要求 4)定位公差 位置公差、有基准要求 5)跳动公差 位置公差、有基准要求4,形位公差意义形状公差直线度 直线度是表示零件上的直线要素实际形状保持理想直线的状况。
机械制图形位公差及符号

机械制图形位公差及符号互换性与技术测量。
形状公差形状公差是指单⼀实际要素的形状所允许的变动全量。
形状公差⽤形状公差带表达。
形状公差带包括公差带形状、⽅向、位置和⼤⼩等四要素。
形状公差项⽬有:直线度、平⾯度、圆度、圆柱度、线轮廓度、⾯轮廓度等6项。
直线度(⼀)基本概念直线度是表⽰零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际线对理想直线所允许的最⼤变动量。
也就是在图样上所给定的,⽤以限制实际线加⼯误差所允许的变动范围。
(⼆)举例说明(1)在给定平⾯内的直线度要求图样a上对导轨表⾯给出了两项直线度公差要求:⼀项是将指⽰箭头指在主视图位置处;⼀项是将指⽰箭头指在左侧视图处。
图中要求表⽰,在导轨同⼀表⾯上,沿两个不同⽅向分别给出直线度公差。
即沿两个指⽰箭头⽅向,在各⾃对应视图的剖切⾯(即给定平⾯)与导轨表⾯的交线,应控制在给定的相应公差范围内。
导轨的实际表⾯,与长向剖切⾯的任⼀交线,都必须位于距离为公差值0.15mm的两平⾏直线之间,如图b所⽰;与短向剖切⾯的任⼀交线,都必须位于距离为公差值0.05mm的两平⾏直线之间,如图c所⽰。
(2)在给定⽅向上的直线度要求图样上只给出沿指⽰箭头所⽰⽅向上的直线度公差要求,⽽对其它⽅向则没有提出限制要求。
此为给定⼀个⽅向上的直线度公差要求。
它的公差带应是:距离为公差值t的两平⾏平⾯之间的区域,如图b所⽰。
图a所⽰要求表⽰:实际刃部棱线应位于距离为公差值0.006mm的两平⾏平⾯内。
如图a所⽰⾓形平尺,图中对同⼀棱边分别给出两项直线度公差:沿垂直度⽅向为0.008mm,沿⽔平⽅向为0.02mm。
图样上应采⽤两个不同⽅向的指⽰箭头来表⽰。
图中要求表⽰:被测实际棱线应控制在沿垂直⽅向,距离为公差值0.008mm;沿⽔平⽅向,距离为公差值0.02mm的两组相互垂直的平⾏平⾯所组成的四棱柱区域内,如图b所⽰。
(3)在任意⽅向上的直线度要求要控制在空间任⼀⽅向均可发⽣变动的直线要素,使其变动量均在同⼀范围内,只能⽤⼀圆柱⾯区域来限制。
尺寸公差、形位公差、粗糙度数值关系
一、尺寸公差、形位公差、表面粗糙度数值上的关系1、形状公差与尺寸公差的数值关系当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。
由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。
2、形状公差与位置公差间的数值关系形状公差与位置公差间也存在着一定的关系。
从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。
因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。
当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。
3、形状公差与表面粗糙度的关系形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。
由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。
在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。
形位公差计算
形位公差计算形位公差是机械设计中常用的一种公差设计方法,它是指通过对零件的形状和位置进行限制,来保证装配的精度和互换性。
形位公差包括形状公差和位置公差两个方面,下面将分别介绍这两个方面的内容。
形状公差是指零件表面形状与理论形状之间的差异,也就是零件表面的波动量。
形状公差通常用直线度、平面度、圆度、圆柱度等指标来表示。
直线度是指直线轴线上某一点到理论直线轴线的垂直距离,平面度是指零件表面到理论平面的垂直距离的最大值,圆度是指零件表面到理论圆的距离的最大值,圆柱度是指零件轴线到理论圆柱轴线的最大偏移量。
形状公差的大小直接影响着零件的形状精度和装配精度,一般情况下,形状公差越小,零件的精度要求越高。
位置公差是指零件之间或零件内部各特征之间的相对位置关系。
位置公差包括平行度、垂直度、同轴度、同心度等指标。
平行度是指两个平行面之间的距离差,垂直度是指两个垂直面之间的距离差,同轴度是指两个轴线之间的距离差,同心度是指两个圆心之间的距离差。
位置公差的大小直接影响着零件的位置精度和装配精度,一般情况下,位置公差越小,零件的装配精度要求越高。
形位公差的设计是为了保证零件之间的装配精度和互换性。
在实际应用中,我们需要根据具体的零件形状和装配要求来确定形位公差的大小。
形位公差的设计需要考虑零件的功能需求、生产工艺要求以及装配方式等因素,同时也需要根据设计经验和实际生产情况进行综合考虑。
形位公差的计算是非常复杂的,需要根据具体的零件形状和装配要求来进行。
一般情况下,我们可以通过使用CAD软件进行形位公差的计算和分析。
CAD软件可以根据给定的形状和位置公差要求,自动计算出零件的形位公差范围,并进行可视化显示。
同时,CAD软件还可以帮助我们进行形位公差的优化设计,以满足装配要求和生产工艺要求。
形位公差的设计和计算是机械设计中非常重要的一部分,它直接影响着零件的装配精度和互换性。
合理设计和计算形位公差可以提高零件的质量和性能,减少装配成本和生产周期。
产品图公差转换标准
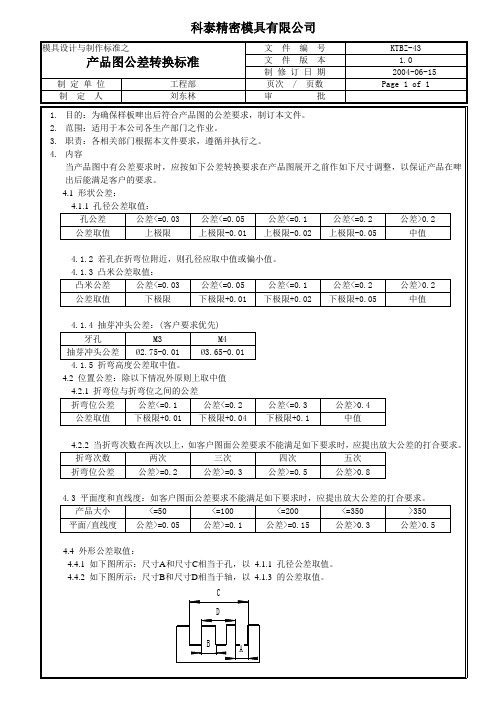
公差<=0.03
公差<=0.05
公差<=0.1
公差<=0.2
公差>0.2
公差取值
上极限
上极限-0.01
上极限-0.02
位附近,则孔径应取中值或偏小值。
4.1.3凸米公差取值:
凸米公差
公差<=0.03
公差<=0.05
公差<=0.1
公差<=0.2
公差>0.2
公差取值
下极限
下极限+0.01
下极限+0.02
下极限+0.05
中值
4.1.4抽芽冲头公差:(客户要求优先)
牙孔
M3
M4
抽芽冲头公差
Ø2.75-0.01
Ø3.65-0.01
4.1.5折弯高度公差取中值。
4.2位置公差:除以下情况外原则上取中值
4.2.1折弯位与折弯位之间的公差
折弯位公差
公差<=0.1
公差<=0.2
公差<=0.3
公差>0.4
公差取值
下极限+0.01
下极限+0.04
下极限+0.1
中值
4.2.2当折弯次数在两次以上,如客户图面公差要求不能满足如下要求时,应提出放大公差的打合要求。
折弯次数
两次
三次
四次
五次
折弯位公差
公差>=0.2
公差>=0.3
公差>=0.5
公差>0.8
4.3平面度和直线度:如客户图面公差要求不能满足如下要求时,应提出放大公差的打合要求。
产品大小
<=50
尺寸公差、形位公差与表面粗糙度的关系——【精度设计工艺】
三、形位公差间关系
形位公差项目中虽然概念不同,但有些相互之间却有密切联系,有些项目比较相似或受其他 项目控制,有些是单项公差,有些属于综合公差,在一定的条件下可以互相取代应用。
(一)形状公差 1、圆柱度、直线度、圆度
圆柱度是限制实际圆柱面对理想圆柱面变动量的一项指标。它的公差带是以公差值 t 为半 径差的两个同轴圆柱面之间的区域。它控制了圆柱体横剖面和轴剖面内的各项形状公差,诸如 圆度、轴线直线度,素线直线度等。
从公差带动态图可见,随着实际尺寸偏离最大实体状态Ф20mm 而减小时,其允许的直线度 误差 f 值允许相应增大,但最大增加量不超过尺寸公差,从而实现了尺寸公差向形位公差的转 化。
(2)可逆要求用于最大实体要求 可逆要求用于最大实体要求时,被测要素的实际轮廓应遵守其最大实体实效边界。当实际 尺寸偏离最大实体尺寸时,允许其形位误差超出给定的形位公差值;当形位误差小于在最大实 体状态下给定的形位差值时,也允许实际尺寸超出最大实体尺寸,但最大可能允许的超出量对 前者为尺寸公差,对后者为给定的形位公差。
从公差带图可见,当实际尺寸处处为最大实体状态时,其形位公差为零;随着实际尺寸偏 离最大实体尺寸而减小时,则允许的形位误差 f 就可以相应增大,其最大增加量等于尺寸公差 0.03mm,这表明尺寸公差可转化为形位公差。 由此可见,包容要求是将实际尺寸和形位误差同时控制在尺寸公差范围内的一种公差要求。
3、最大实体要求及其可逆要求
一、形位公差的分类
形状公差——直线度、平面度、圆度、圆柱度 形状或位置公差——线轮廓度、面轮廓度 定向位置公差——平行度、垂直度、倾斜度 定位位置公差——同轴度、对称度、位置度 跳动——径向、斜向、端面圆跳动,径向、端面全跳动
形位公差之间的关系-概述说明以及解释
形位公差之间的关系-概述说明以及解释1.引言1.1 概述概述:形位公差是机械制造中常用的一种公差,用于描述零件之间相对位置的精确程度。
它在现代工程设计中扮演着极为重要的角色,影响着产品的质量、相互连接的精确度和可靠性,以及生产效率和成本。
形位公差的准确控制不仅对产品的功能性能有着直接影响,还直接关系到制造工艺的可行性和成本效益。
本文将深入探讨形位公差的概念、种类、影响因素,以及与工程实践的重要性、优化方法和未来发展趋势之间的关系。
通过对形位公差的深入理解和研究,有助于提高工程设计的精度和效率,推动制造业的发展。
1.2 文章结构本文将分为三个部分来探讨形位公差之间的关系。
首先,在引言部分,将对形位公差的概念进行概述,并介绍文章的结构和目的。
接着,在正文部分,将详细讨论形位公差的概念、种类和影响因素,帮助读者深入了解形位公差的重要性。
最后,在结论部分,将总结形位公差与工程实践的重要性,并提出形位公差的优化方法和未来发展趋势,为读者提供更多思考和展望。
通过这样的结构,读者将能够全面了解形位公差之间的关系,更好地应用于工程实践中。
1.3 目的本文的目的是深入探讨形位公差在工程实践中的重要性,并探讨形位公差与其他公差之间的关系。
通过对形位公差的概念、种类和影响因素进行分析,旨在帮助读者更好地理解形位公差的作用,为工程设计和生产提供参考依据。
同时,本文也将探讨形位公差的优化方法和未来发展趋势,以期进一步提高工程实践中的形位公差控制水平,推动制造业的发展。
通过本文的阐述,希望读者能够更深入地认识形位公差,并在实际工作中运用形位公差理论,提高产品质量和工作效率。
2.正文2.1 形位公差的概念形位公差是指零件上的几何特征(如直线、平面、孔或轴)之间的位置关系与尺寸关系。
在零件设计和制造过程中,形位公差是非常重要的一个概念,它可以有效地控制零件之间的相对位置和运动关系,确保零件的功能和装配要求。
形位公差通常用于描述零件的装配要求,包括平行度、垂直度、同心度、倾斜度等几何特征之间的相对位置关系。
公差原则计算公式
位公差,在一定条件偿给形位公差,在一定条件公差只能补偿给
下尺寸公差也可以下尺寸公差也可以获得来形位公差
获得来自与形位公自与形位公差的补偿差的补偿
保证配合配合性
质的单一要素
术语
孔的体外作用尺寸
轴的体外作用尺寸
孔的体内作用尺寸
轴的体内作用尺寸
最大实体状态
最小实体状态下给定t>0t=0时,称为最小大实体要求的零形位公差最小实体实效边界
D
LVD
Ltd
LVd
Ltd
M
最大
实体t
1=0
形位公差t与尺状态
寸T的关系最小
实体t
max=T
状态
形位公差获得尺寸公差
t
2=
MMSD
a(d
a)
补偿的一般计算公式
D
feD
Mt
1>0
t
max=T+t
t
2=
MMSD
a(d
a)
D
feD
相关公差原则
标注标记
形位公差的给定状态及
公差值t
特殊情况
边界名称
遵守的
理想边
界边界尺
寸计算
公式孔
轴包容要求
E
○最大Βιβλιοθήκη 体状态下给定t=0无
最大实体边界
D
M最大实体要求
M,可逆要求为○M○R
○
最大实体状态下给
定t>0
t=0时,称为最大实体
要求的零形位公差
最大实体实效边界
D
MVD
Mt
d
MVd
Mt最小实体要求L,可逆要求为○L○R○
形位公差详解 含图片说明
形位公差的分类介绍 垂直度
给 定 平 面 上
任 意 方 向
线
线对面的垂直度 公差带形状为两平行直线
轴线对面的垂直度 公差带形状为一个圆柱
形位公差的分类介绍
倾斜度
倾斜度:实际被测要素对基准在给定理论正确角度 方向上的变动量
倾斜度有面对面、面对线、线 对面、线对线的倾斜度。 倾斜度的公差带与垂直度的公 差带一样,可为两平行平面、
1
表面要素 一般采用比较法 采点测量;如顶 、底面的平行度
2
中心要素 一般采用轮廓采 点、计算轴线、 再评价轴线的方 法;如凸轮轴孔 与曲轴孔的平行 度
形位公差的分类介绍 平行度
公差带形状为两平行平面
形位公差的分类介绍 平行度
公差带形状为一个圆柱
形位公差的分类介绍
垂直度
垂直度:评价直线之间、平面之间或直线与平面之 间的垂直状态
实际应用:
1
偏摆仪 是用于检测圆跳 动及全跳动的专 用量仪
2
专用检具 适用于不同工件、 不同场合的检测要 求;如曲轴主轴颈 、法兰端面的跳动 ;缸盖阀座锥面对 导管孔的跳动
形位公差的分类介绍
全跳动
全跳动:实际被测要素绕基准轴线无轴向移动的连续旋转, 同时指示表作平行或垂直于基准轴线直线运动,由指示表在 给定方向上测得的最大最小读数的差值;分为径向、端面、 斜向圆跳动
直线度
给一个方向
给二个方向
公差带形状为两平行平面
公差带形状为两组相互垂直的两平行平面
形位公差的分类介绍 直线度
公差带形状为一个圆柱
Ø
Ø
素线直线 度
轴线直线 度
被测要素是轮廓要素时,箭头置于 要素的轮廓线或轮廓线的延长线上 (但必须与尺寸线明显地分开)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录从(圆柱)位置度公差到坐标/从坐标到(圆柱)位置度公差的换算方法总公差带X .70711 = 总坐标公差带0.005 总坐标公差或0.0025双向公差示例: .007TOL X .70711 = .00495TO ±基本原则:用总公差带乘以0.7(或70%)便转换为非关键性应用,例如,0.7 X .007= .0049 或0.005 (±.0025)0.007 总位置度公差带直径总坐标或双向公差带总坐标公差带X 1.4142 = 总公差带示例: 0.005 总坐标公差或0.0025双向公差X2X 1.4142 = .007 总公差± TO基本原则:用总公差带乘以1.4就迅速地转换为非关键性应用,例如USE 1.4 TIMES TOTAL COORD TOL ZONE TO CONVERT QUICKLY INNON-CRITICAL APPLICATIONS, e.g. 1.4 X .005 = .007TOL附录换算表从位置度公差到坐标公差从坐标公差到位置度公差到X 坐标UJ H<Z QCEoo o >示例: ø.010直径位置度公差 = ±.0035坐标公差坐标总公差带位置度公差带位置度公差Y 坐标从坐标测量到位置度定位的换算实际定位差值方程理想位置实际定位直径等量-基准面可以用计算器或电脑完成坐标测量值与位置定位间的换算器程序:基准面附录示例换算产生的孔0.250 (MMC) (公差带= 010) 实际孔中心产生的孔255 (MIN MC) (公差带= 015 (.010 +.005) 实际孔中心实际测量值实际测量值(水平方向) 实际值-基本值=X0.754-0.750 =0.004(水平方向) 实际值-基本值=X0.756-0.750 =0.006(垂直方向) 基本值-实际值=Y0.600-0.598 =0.002(垂直方向) 基本值-实际值=Y0.600-0.596 =0.004从上表中可以看出,在横坐标0.004(X)和纵坐标0.002 (Y) 上产生一个直径为0.0089的孔,即直径孔的位置在规定的0.010直径范围内。
所以,该孔的定位是合格的。
从上表中可以看出,横坐标0.006 (X)和纵坐标0.004 (Y) 产生一个直径为0.0144的孔,即直径孔的位置在规定的0.015直径范围内。
所以,该孔的定位是合格的。
美国规范及国际规范随着ANSI Y14.5M-1982规范的应用,美国规范和国际标准组织的国际规范的相容性问题应进一步得到解决。
而且,美国也不断地参与到一些国际标准的应用、修改和深化,进一步修改美国规范势在必行。
人们都关注着在执行美国规范的同时是否能使其与国际规范完全相容。
基于此,需要就如下观点进行讨论。
MMC与RFS状态参照原则2,我们注意到必须对位置度公差的各种应用和把相关基准作为优先规范的预期状态(MMC或RFS)加以规定,这样才会与国际规范保持一致性。
国际标准组织规范要求在必要时应对MMC作明确的规定。
若未规定状态,则意味着不管要素尺寸。
通过将其他新的分类条款与Y14.5M-1982的应用情况相结合,我们可以发现如下的差异点与相似点。
美国标准(ANSI Y14.5M-1982) 国际标准ISO 1101MMC(或在Y14.5M-1982规范中的公制应用)附录美国(ANSI Y14.5M-1982)ISO(ISO1101)RFS(或在Y14.5M-1982规范中的公制应用)美国规范要求使用状态符号,以保持与以前所颁布标准内容的一致性,但希望将来可以不再使用符号。
国际规范中规定了基准优先及符号的垂直线分离原则。
ISO 1101规范在一些公制国家使用逗号,这些将在以后的内容里进行讲述。
但在应用这个原则时,应不影响文章的内容说明。
这些示例也介绍了国际标准组织1101基准字母顺序和基准识别三角形符号(.) 的用法。
图形1图形2图形3形位公差换算ANSI Y14.5M-1982与ISO/1101-1983的比较特征ANS1-Y14.5M ISO-1101直线度平面度倾斜度垂直度平行度同心度位置度圆形度对称度使用直线轮廓表面轮廓(圆)跳动(全)跳动圆柱度基准要素最大实体状态(MMC)独立原则(RFS)(除非有假定值)无MMC的规定值最小实体状态(LMC)(推荐)基准目标射影公差带附录形位公差换算310如图所示切平面含义切平面:面极端必须在0.003的垂直公差带范围内。
0.003公差带当定向公差(如垂直度)结果正切面(例如检验平面或表示平面)必须在方向公差带范围内。
基准面A*注意:以上仅为参考意见,并非ANSI Y14.5M—1982规定。
形位公差换算自由状态变量:“约束”的应用自由状态变量是指某部件在加工过程中,由于受外力作用而发生扭曲的程序,例如,部件由壳或管构成,相对于直径来说,其壁较薄。
若不控制部件的自由变量,几何公差(例如圆形度、圆柱度和同心度)便不能恰当地进行应用。
自由状态变量可以两种方式存在:(1)由于部件的重量与柔韧性;(2)由于制造过程中内部压力而造成的扭曲。
若需要对自由状态进行控制,则受控的任意基准和要素可以要求其允许范围内的自由状态变量或最大力度参数,以便将它们限制在拉力公差范围内,所以应规定预期的装配关系,以达到要求评估,继而实现合规性。
示例当将基准0 A控制在拉力公差范围内时,该符号应用于自由状态。
在150至175磅力的作用和部件处于水平位置时,表面B是呈平面状。
含义拉力注释的合规性参照上面的内容。
附录直径平均值直径平均值是指几个圆形或球形部件的直径平均值(不少于4个),以确定直径公差的一致性。
若可能的话,可用测量周长的带子来确定平均直径。
只有当直径成为自由状态的最大圆形度公差时,它才能被确定为AVG 0。
通常,在装配时可将这类部件弯曲到合适形状。
控制其自由状态的目的是为了便于手动或自动组装或搬运。
同时当部件处于自由状态时,便于将其扭曲度控制在材料安全的拉伸极限之内。
示例AVG ø含义1.直径尺寸测量值(4个最小值)的高低点之间应在0.060范围内(因为半径公差为0.030)。
计算出的直径平均值必须在规定的尺寸公差13.490-13.510直径范围内。
2.横截面上的整个面必须位于0.030的公差带范围内。
若处于自由状态的部件呈下图中的一般形状,则13.540和13.480可能分别是最大和最小的直径测量值。
例如,4种测量值包括:13.540 (高)13.52513.49513.480 (低)54.04013.510平均直径(在尺寸公差范围内)13.540 -13.480 =.060 平均直径=13.510附录高低点测量值应在0.060范围内。
因此,部件在自由圆形度公差范围内。
若处于自由状态的部件呈下图中的一般形状,则13.520和13.460可能是最大和最小的直径测量值。
例如, 4个测量值:13.520 (高) 13.500 13.48013.460 (低) 53.96013.490直径平均值 (在尺寸公差范围内)关于ANSI Y14.5中原则1的说明原则1仅适用于单一要素,而不适用于关联要素。
下文及图示中将具体介绍单一要素形状变化如何包括在MMC 边界的理想形状范围内。
无论形状变化程度如何,只要其形状在允许的尺寸变化范围内(未规定形状公差)或未规定公差,原则1均可适用于单一要素。
下文中的图示说明了关于单一要素的形状公差,如平面度、直线度、圆形度、圆柱度和方向度公差即平行度应与单一要素的定义相符(请参照“要素说明”),且应在MMC 边界的理想形状。
若未规定形状公差关系,可以假定这些要素仅限于MMC 边界的理想形状。
倾斜度是指多个单一要素相关联的方向特征。
由于原则1不适用于这些关系,所以必须规定倾斜度控制方法。
但是,若倾斜面靠近或其本身就是某个已测尺寸大小的表面的一部分,则倾斜面的极端必须包括在MMC 边界的理想形状之中。
例如,左下端面应靠近图中显示倾斜度的角顶点。
垂直度是指界定多个单一要素相关联的方向特征。
所以,原则1在此不能适用。
若有要求的情况下,应对垂直度加以规定。
但是,在确定尺寸时(如X 和Y 的尺寸),单一面要素必须包含在MMC 边界的理想形状之中。
13.520 -13.460 =.060 直径平均值=13.490表面轮廓公差通常适用于综合的形状、方向及尺寸控制(即表面轮廓公差的总基本尺寸)。
在本例中,它不适用于原则1。
若将直线轮廓控制用于尺寸控制,则可适用原则1。
跳动指一系列的旋转表面公差,包括多个要素的相互关联性。
所以,它也不适用原则1。
但是,单一要素必须限定于其尺寸大小和MMC 边界理想形状的范围之中。
由此可见,在没有规定形状公差的情况下,除非另有规定或受控,某个单一表面的尺寸限值可将“形状”变化控制在尺寸限值及理想形状边界范围之内。
而且,若规定了形状公差,则形状变化必须限定于这些尺寸限值和MMC 边界理想形状的范围之中(例外情况:在ø的基础上规定直线度以及尺寸大小)。
原则1不能控制且并非用于控制多个元素的“关联”。
若需要明确“关联性”,则必须加以规定。
适用于形状、方向和轮廓公差的MMC 理想形状MMC 包容原则理想形状 MMC 包容原则理想形状 (最大尺寸公差)(最大尺寸公差)公差带公差带每个较长的元素MMC 包容原则理想形状 (最大尺寸公差)公差带公差带PAR基准 最大尺寸公差 MMC 包容原则理想形状基准MMC 理想形状的最大尺寸公差MMC 理想形状的最大尺寸公差公差带公差带 (任何元素)确定形状及尺寸在开头或尺寸范围内附录适用于形状、方向和跳动的MMC 理想形状分别适用于X 轴和Y 轴的MMC 边界理想形状(单一要素).按规定方向公差控制的关联性在尺寸公差范围内&公差公差带最大尺寸基准最大尺寸MMC 的理想形状 MMC 的理想形状公差带公差带最大尺寸公差任意横截面上的最大尺寸公差公差带或公差带(FIM)形位公差换算要素说明要素的含义将在下文中进行界定,本术语的定义具有灵活性。
定义要素是指是用于描述某部件上的某个物理部分的常用术语,包括一个或多个面如孔、销、螺纹、轮廓、面或槽。
要素可能是单一的或关联的。
正如原则1中所暗示的,单一要素是指与部件尺寸相关的要素。
存在两种单一要素,即“单一面”(非尺寸要素)和“对立面”(尺寸要素)。
.例如,“单面”单一要素是指尺寸大小的平面极限,或已给定平面公差的平面等。
例如,“对立面”单一尺寸要素是指原则1的释义中所提到的圆柱要素(第22-24页)或特定的“圆形度”或“圆柱度”公差等。
规定的“平行度”,其中包括对立面,具有多种关联性,但它被视作具有单一要素含义,在MMC边界理想形状范围内受形状误差的限制。