江淮汽车企业技术标准-材料标注规范
商用车油漆涂层技术要求

2.漆膜厚度: 底漆不低于 18μm,中涂不低于 25 求 相 同 的 中 小 位 可 不 喷 涂
μm,面漆(色漆+清漆)不低于 45μm,总厚度≥85 零件
面漆,但阴极
μm。
电泳底漆应
3.机械强度:
完整,无缩
附着力: 0~1 级;
孔、无针孔等
冲击强度:≥ 30kg.cm;
缺陷,且底漆
柔韧性: ≤1mm;
适用范围: 商用车
标题:
安徽江淮汽车股份有限公司 JAC 商用车油漆涂层技术要求
编号 Q/JQ 5573-2012
第3页 共 13 页
前言
本标准《Q/JQ 5573-2012 JAC 商用车油漆涂层技术要求》是公司产品类技术标准之 一。
本标准为公司统一执行的企业标准。 本标准是在行业标准 QC/T484 基础上,参照国内先进汽车公司汽车油漆涂层标准,结 合《Q/JQ 16055-2012 商用车面漆涂装技术要求》及《Q/JQ 16113-2010 涂装材料、涂 膜检验方法》等企业标准,将汽车各部件进行分组、分级,根据其不同的使用条件和功 能要求,为系统性地提出商用车整车油漆涂层技术要求,特制定本标准。 《Q/JQ 16055-2012 商用车面漆涂装技术要求》是我公司商用车车身和车厢的涂层标 准,与本标准侧重点不同,与本标准可配套使用,相同指标数据如有差异,出厂控制以 要求高者为依据。 本标准由公司技术中心提出。 本标准由技术中心标准法规与信息管理部归口管理。 本标准由技术中心商用车研究院和工艺工程院共同起草。 本标准主要起草人:向丽琴 方亮 陈健 本标准参与起草人: 郭雷 冯东亚 王祥 汤建新 钱友军 吴吉霞 董放 黄晓峰
GB/T 1731 漆膜柔韧性测定法 GB/T 1732 漆膜耐冲击测定法 GB/T 1734 漆膜耐汽油性测定法 GB/T 1740 漆膜耐湿热测定法 GB/T 1766 色漆和清漆 涂层老化的评级方法 GB/T 1767 色漆和清漆 人工气候老化和人工辐射暴露(滤过的氙弧辐射) GB/T 1771-2007 色漆和清漆 耐中性盐雾性能的测定 GB/T 6739 涂膜硬度铅笔测定法 GB/T 9274 色漆和清漆 耐液体介质的测定 GB/T 9276 涂层自然气候暴露试验方法 GB/T 9286 色漆和清漆 漆膜的划格试验 GB/T 9753 杯突试验 GB/T 9754 漆膜光泽测定法 GB/T 13452.2-2008 漆膜厚度测定法 GB/T 52095 漆膜耐水性测定法
技术中心材料标注统一要求
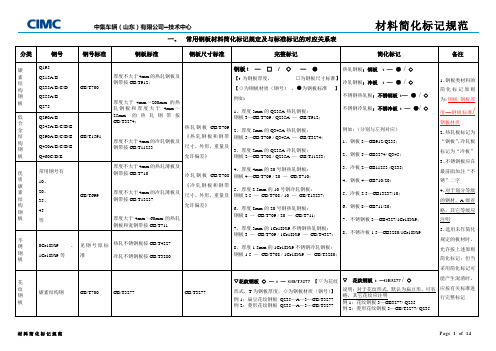
一、常用钢板材料简化标记规定及与标准标记的对应关系表二、常用实心及开口型钢类材料简化标记规定及与标准标记的对应关系表三、常用空心型钢类材料简化标记规定及与标准标记的对应关系表2006-09-06 13:36:00(1)热轧和冷轧薄钢板及钢带的厚度不大于4mm。
其尺寸规格和允许偏差应符合GB/T709《热轧钢板和钢带》和GB/T708《冷轧钢板和钢带》的规定。
(2)牌号和化学成分钢的牌号和化学成分应符合GB/T700《碳素结构钢》和GB/T1591《低合金高强度结构钢》的规定。
(3)交货状态钢板和钢带以退火状态交货。
经供需双方协议,亦可以其他热处理状态供货,其力学性能由双方商定。
(4)力学性能厚度为2~4mm的热轧钢板和钢带以及冷轧钢板和钢带的抗拉强度和伸长率应符合GB/T700和GB/T1591的规定,但伸长率允许有如表5-19所列的降低值(绝对值)。
1.热轧钢板和钢带(GB/T709—1988)2006-09-06 11:17:00(1)尺寸规格:指宽度大于或等于600mm,厚度为O.35~200mm的热轧钢板和厚度为1.2~25mm的钢带。
其尺寸规格见表5-1~表5-3。
表5-1 热轧钢板的尺寸规格表5-2热轧钢带的尺寸规格表5-3热轧钢板的理论质量(2)允许偏差见表5-4一表5-9。
表5-4热轧钢板和钢带的厚度允许偏差表5-5切边钢板的宽度允许偏差表5-6钢带的宽度允许偏差表5-7纵剪钢带的宽度允许偏差表5-8热轧钢板的长度允许偏差表5-9热轧钢板和钢带的外形注:表中规定的平面度只适用于屈服点下限值不超过460MPa的钢板,屈服点超过的以及进行调质的钢板,其平面度最大值为表内规定的1.5倍。
2.冷轧钢板和钢带(GB/T708--1988)2006-09-06 11:22:00(1)尺寸规格指宽度大于或等于600mm,厚度为0.2~5mm的冷轧钢板和厚度不大于3mm的冷轧钢带。
其尺寸规格见表5-10、表5一11。
QJQ7019-2014_汽车织物技术条件
汽车 Q/JQ 7019-2014制定部门:车身电子研究院 企业技术标准 代 替 号标题:汽车织物技术条件第 1 页 共 24 页修订标记 文件号更 改 内 容 修订页 修订日期 修订者标准化 会 签 制 定 校 对 审 核 批 准 发布日期 实施日期目 次前 言 ...................................................................................................................................... 2 1 范围 ........................................................................................................................................ 3 2 规范性引用文件 .................................................................................................................... 3 3 技术要求 ................................................................................................................................ 4 4 试验方法 .............................................................................................. 错误!未定义书签。
5 检验规则 ................................................................................................................................ 9 6 标志、包装、运输和贮存 .................................................................................................. 11 附 录 A ............................................................................................................................... 13 (规范性附录) ........................................................................................................................... 13 甲醛散发量的测定方法 .......................................................................................................... 13 附 录 B ............................................................................................................................... 17 (规范性附录) ........................................................................................................................... 17 可冷凝组分的测定方法 .......................................................................................................... 17 附 录 C ............................................................................................................................... 18 (规范性附录) ........................................................................................................................... 19 总碳的测定方法 . (19)汽车Q/JQ 7019-2014 标题:座椅织布面料技术条件第2页共24页前言本标准《Q/JQ 7019-2014 座椅织物面料技术条件》是公司企业汽车产品类技术标准之一。
MS611-04中文

编制:校对:审核:批准:(标准号MS 611-04 第2页共8页)1.范围该标准确定了汽车上钢零部件抗腐蚀性及装饰用的电镀锌层的要求(下文中简称“镀层”)2.术语定义说明书上术语的应用应当符合KSD8317(电镀层中的术语表)并且其余的术语如下:(1)光亮镀层表面防腐蚀锌镀层是利用化学抛光的方式进行处理至于表面处理类型是利用烙酸盐液体表面处理,主要在于应用化学抛光的方法来保护镀层并且获得表面光亮的方法是抗腐蚀性镀层培育之后的碱性溶液。
(2)彩色、绿色、和黑色烙酸盐抗腐蚀性的厚烙酸层是彩色的,由于这个原因抗腐蚀性的烙酸层被命名为彩色烙酸盐。
变化的色彩取决于各种混和物的比例。
(xCr2O3、yCrO3、zH2O)(3)表面干涉带彩色带的产生是由于簿膜表面的白色反射和金属层所形成的干涉。
(4)表面变化色彩多变的彩色镀层主要取决于变化表面的影响,就如同非均匀色调将会导致同一零部件的同一表面很难获得确定的色彩。
(5)白色腐蚀层的产生当镀层被破坏之后,锌裸露在腐蚀环境之中形成锌腐蚀层,锌腐蚀层产物是由白色混和物组成。
诸如:锌碳酸盐和其它白色产物。
3.种类和代号汽车零部件镀锌层的种类和代号应当符合表格1表格1 种类和代号(标准号MS 611-04 第5页共8页)备注:1)符号B、C、D、G分别代表光亮、黄色、黑色、绿色的表面处理。
2)“内部”表示零部件内表面,不是直接或间接地裸露在风中或雨中部分。
3)“外部”也就是除了内部之外的部分。
如果有的部分被风化此部分应当被称作外部。
4.要求4.1 外观镀层表面应一致且美观不应当有伤痕、水泡、裸露部分并且应当避免其它可能影响到外观或保护层质量的因素。
白色和黄色的表面处理可能有干涉或不同的色彩但是黑色的表面处理不能有任何彩色的污染。
绿色的表面处理是不同于明或暗的色彩,但是不应当受到任何色彩的污染。
4.2 最小镀层厚度除了特殊的表面处理之外,最小镀层厚度如下表格2(标准号MS 611-04 第6页共8页)表格2 最小镀层厚度4.2 抗腐蚀性应当符合KSD 8304中5-3并且在表格3中裸露一段时间之后表面不得有锈蚀(白色污点或铁锈).表格3 盐水喷洒测试时间单位:小时(标准号MS 611-04 第7页共8页)4.4防氢脆性没有其它说明时,所有钢件(螺栓、螺丝、垫圈、弹性垫圈、弹簧卡片、销子及其它机械用零部件)在处理完之后8小时之后,应当为烙氏硬度C35或有更高淬火层和回火硬度。
QJQ 11159-2014 车内零部件挥发性有机物要求及测试方法

安徽江淮汽车股份有限公司 企业技术标准 车内零部件挥发性有机物要求及测试方法
编 号 Q/JQ 11159-2014 代 替 号 Q/JQ 11159-2012 第 1 ......................................................... 2
1 范围 .................................................................... 3 2 规范性引用文件 .......................................................... 3 3 术语和定义 .............................................................. 3 4 技术要求 ................................................................ 3 5 试验方法 ................................................................ 5 6 数据处理及试验报告出具 .................................................. 8 7 送样要求 ................................................................ 9 8 检验原则 ................................................................ 9 附录 A ................................................................... 10
QJQ132-2010汽车主要零部件拧紧力矩
编 号 Q/JQ 132-2010 第 7 页 共 7 页
分组 离合
序号 28 29
M10:41-51 M12:75-96 M16:182-222 M8:17-28 M10:37-75 M12:75-96 M16:182-222 9-11 M12:75-96 M16:182-222 M12:75-96 上 M8:17-28 下 M10:37-75 M14×1.5: 99-115 M14×1.5: 99-115 M14×1.5: 160-180 6-8(宽体车) 弹垫压平
汽车用螺纹紧固件拧紧扭矩规范
适用范围: 商用车 标题:
安徽江淮汽车股份有限公司
汽车主要紧固件拧紧力矩
表 1(续) 汽车主要紧固件拧紧力矩
编 号 Q/JQ 132-2010 第 4 页 共 7 页
分组
序号
项目
标准(N·m) 穿孔螺栓: M14:53.9-73.5 M16:88.3-118 M18:100-130 M20:100-130 M22:130-160 M24:160-200 接头连接参照制动管路连接 Φ4.76 管:16-20 Φ6 管:23-27 Φ8 管:27-33 Φ10 管:45-53 Φ12 管:60-80 Φ15 管:70-90 Φ6 尼龙管:22-25 Φ8 尼龙管:25-32 Φ10 尼龙管:37-42 Φ12 尼龙管:46-52 Φ16 尼龙管:59-67 Φ20 尼龙管:64-72 目视,弹垫压平 287-346 441-541
转 向 系 装 置
6
动转管路连接
制 动 装 置
7
制动管路连接
8
驻车拉丝装配 D 系列轮胎螺母(M18×1.5) 3103104N\3103204N(M25×1.5) N 系列轮胎内螺母(M18×1.5) N 系列轮胎外螺母(M27×1.5) 3103226J1\3103227J1(M20×1.5)
QNEJ 013-2009 汽车常用材料标注方法
本标准由宁波吉江汽车股份有限责任公司技术部提出并起草。 本标准主要起草人:杨松锋 本标准批准人:叶卫国 本标准于2009年第一次发布。
GB/T 11253 碳素结构钢和低合金结构钢冷轧薄钢板及钢带
GB/T 3279
弹簧钢热轧薄钢板
GB/T 2518
连续热镀锌薄钢板和钢带
GB/T 5213
深冲压用冷轧薄钢板和钢带
GB/T 709
热轧钢板和钢带的尺寸、外形、重量及允许偏差
GB/T 711
优质碳素结构钢热轧厚钢板和宽钢带
GB/T 3274
4Cr10Si2Mo
16Mn 20CrMnTi
W18Cr4V
3Cr2W8V 2Cr13 65Mn
Q/NEJ 013-2009
2) 钢板材料标注应符合表2规定
序 标准代号
号
标准名称
1 GB/T708 冷轧 钢 板 和 钢 带 的 尺
寸、外形、重量及允许
偏差
2 GB/T13237 优质碳素结构钢冷轧薄
其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据
本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,
其最新版本适用于本标准。
GB/T 699
优质碳素结构钢
GB/T 700
普通碳素结构钢
GB/T 1298
碳素工具钢
GB/T 8731
易切削结构钢
GB/T 6478
3.3公司内部各类技术文件中材料标注可采用附表中的简化标注方法。
江淮汽车检具通用要求
附录A(规范性附录)外购件检具验收规范...................................... 12 附录B (规范性附录) 检具验收报告.......................................... 14
修订标记 文件号 标准化 谢万能 制 定 校 对 朱盼盼 李波
更 改 内 容 会 签 审 核 童兴
修订页 修订日期 修订者 批 准 任国清 发布日期 2012.06.29 实施日期 2012.07.29
适用范围: 外购件检具 标题:
安徽江淮汽车股份有限公司 外购件检具通用要求 前 言
编 号 Q/JQ 242-2012 第 2 页 共 17 页
本标准《Q/JQ 242-2012 外购件检具通用要求》是公司质量综整车品质,严格控制外购件的质量要求,质量部门特编制此标准。 本标准由公司技术中心提出。 本标准由技术中心标准法规与信息管理部归口管理。 本标准起草单位:技术中心质量管理部。 本标准主要起草人:童兴 本标准参与起草人:谢万能 本标准为首次发布 李波 朱盼盼 王康平 蒲松柏 田伟琴 刘翠平
适用范围: 外购件检具 标题:
安徽江淮汽车股份有限公司 外购件检具通用要求
编 号 Q/JQ 242-2012 第 7 页 共 17 页
件的软硬等稳定性状况由实际情况酌情决定。必要时,有意考虑过定位,以增加零件 的稳定性。 -定位面和支撑面,原则上必须通常为可拆卸式镶块结构。 4.2.4.4 检测面 -各种类型零件的周边、翻边和零件断面的检测可以通过设置检具检测面来实现,检 测面检测包括:零件等距离 5mm 间隙检测(对于小型零件可以采用 3mm 检测)和周边 平整度检测。为此在型体 5mm 间隙上必须按 CAD 数据加工出 5mm(或 3mm)的间隙检 测面和周边平整度检测面。同时在相应检测面下部贴上提示铭牌或标记。如图 1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
)材料牌号和规格属同一标准时:
简化名称 材料牌号—尺寸精度—质量等级—尺寸规格 标准号
)材料牌号和规格分属两个标准时:
a)产品图样和技术文件必须采用完整标注。
为了保证标准的时效性, 标准的年代号尽
在工装图样上标注为: 尺寸规格 / 材料牌号
b)简化标注: QT400-18
c)常用牌号: QT400-18,QT400-15,QT450-10,QT500-7,QT600-3,QT700-2,
QT900-2。
3)可锻铸铁(GB/T 9440-1988)
b)简化标注: KTH300-06
c)常用牌号: 黑心可锻铸铁KTH300-06、KTH350-10、KTH300-08、KTH370-12; 珠光体可锻铸铁KTZ450-06、KTZ550-04、KTZ650-02、KTZ700-02; 白
b)简化标注: ZG270-500
c)常用牌号: ZG200-400,ZG230-450,ZG270-500,ZG310-570,ZG340-640
A.F
a)完整标注:
: G20CrMo
c)常用牌号: G20CrMo, G20CrNiMo, G20CrNi2Mo, G20Cr2Ni4,
a)完整标注:
圆(方)钢 16/Q235A.F
GB/T699-1999)
圆(方)钢 16/Q235A.F
GB/T3077-1999)
圆(方)钢 150/45
GB/T908-1987,牌号标准符合GB/T1591-1994)
3077-1999)
圆(方)钢100/40Cr
)完整标注:
)简化标注: 冷拉圆(方、六角)钢 20/45
(方、六角)钢 20/Q345A,
合相应标准)
)完整标注:
)简化标注: 等边角钢 50×50×4/Q235A.F
等边角钢 30×30×4/1Cr18Ni9
2)热轧不等边角钢(尺寸、外形重量及与允许偏差符合GB/T9788-1988,牌号 符合相应标准)
)完整标注:
不等边角钢 50×36×4/Q235A.F
)完整标注:
)简化标注:
货运汽车用冷弯型钢(尺寸、外形重量及与允许偏差符合GB/ T6726-1986,牌
)完整标注:
b)简化标注: 客运汽车用冷弯型钢 205×70×5.5/16Mn
:
钢板 1.0/Q235A.F
:
b)简化标注: 钢板 10/40
b)简化标注: 钢板 1.5/16Mn b)简化标注: 钢板 10/16Mn
b)简化标注: 钢板 6/0Cr19Ni9 b)简化标注: 钢板 1.0/1Cr13
2.0/65Mn
b)简化标注: 钢板 510L
牌号:钢的牌号由抗拉强度下限值和汉语拼音“梁”的首位字母L两个部
的冷拉圆形碳素结构钢丝,标注为:
c)说明:按截面形状分为:圆形钢丝(尺寸及允许偏差符合GB/T 342), 方形钢素弹簧钢丝,标注为:
c)说明:按用途钢丝分为三组:。