半管夹套焊接及焊后热处理的残余应力分析
残余应力分析报告
残余应力分析报告1. 引言残余应力是指在无外力作用下,物体内部存在的剩余应力。
它是由于材料的加工或热处理等过程中引起的内部应力未完全释放所造成的。
残余应力的存在对材料的性能和稳定性具有重要影响。
因此,对残余应力进行分析和评估非常重要。
本文将介绍残余应力的概念、产生原因,以及常用的分析方法。
2. 残余应力的概念和产生原因2.1 残余应力的概念残余应力是指在材料内部存在的无外力作用下的剩余应力。
它是在物体加工、焊接、热处理等过程中产生的。
残余应力的存在可能会导致材料的变形、裂纹扩展和失效等问题,因此对残余应力的分析和控制十分重要。
2.2 残余应力的产生原因残余应力的产生原因包括以下几个方面:•加工过程中的机械变形:材料在加工过程中受到了挤压、拉伸、剪切等机械作用,使得材料内部产生了残余应力;•焊接过程中的热变形:焊接过程中产生的高温会使材料发生热膨胀和收缩,从而产生残余应力;•热处理过程中的相变:热处理过程中材料的相变会引起材料的体积变化,产生残余应力。
3. 残余应力的分析方法3.1 X射线衍射法X射线衍射法是一种常用的测量残余应力的方法。
它利用X射线通过晶体产生的衍射现象来测量晶体的晶格参数变化,进而推导出晶体内部的残余应力。
该方法具有非破坏性、高精度和广泛适用性的优点,因此被广泛应用于残余应力的分析领域。
3.2 光栅方法光栅方法是一种利用光栅片的光学衍射效应来测量残余应力的方法。
它通过光栅片在外力作用下产生的应变来间接测量材料内部的应力。
该方法具有简单、直观的特点,适用于一些大尺寸材料的残余应力分析。
3.3 数值模拟方法数值模拟方法是一种借助计算机模拟的方法来分析材料的残余应力。
它通过建立材料的有限元模型,运用力学理论和数值方法进行求解,得到材料内部的应力分布和残余应力。
该方法具有高效、灵活的特点,适合对复杂材料和结构的残余应力分析。
4. 结论残余应力的分析对于材料的性能和稳定性有着重要的影响。
SS304半管夹套焊接部位残余应力三维有限元模拟
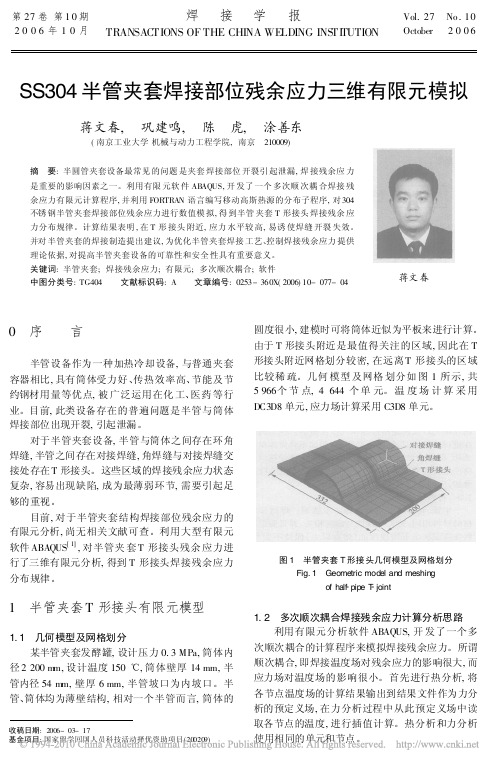
摘 要: 半圆管夹套设备最常见 的问题 是夹套 焊接部位 开裂引 起泄漏, 焊 接残余应 力 是重要的影响因素之一。利用有限 元软 件 ABAQUS, 开 发了 一个 多次顺 次耦 合焊接 残 余应力有限元计算程序, 并利用 FORTRAN 语言编写移动高斯热源的分布子程序, 对 304 不锈 钢半管夹套焊接部位残余应力进行数值模 拟, 得 到半管 夹套 T 形接头 焊接残余 应 力分布规律。计算结果表明 , 在 T 形 接头 附近, 应力 水平较 高, 易诱 使焊缝 开裂 失效。 并对 半管夹套的焊接制造提出建议, 为优化半管夹套焊接 工艺、控制焊接残余应力 提供 理论依据, 对提高半管夹套设备的可靠性和安全 性具有重要意义。 关键词: 半管夹套; 焊接残余应力; 有限元; 多次顺次耦合; 软件 中图分类号: TG404 文献标识码: A 文章编号: 0253- 360X( 2006) 10- 077- 04
入的高斯分布如式( 1) 所示。关于半管对接焊缝, 随
着时间的变化, 电弧中心随焊缝作环向不断移动, 高
斯分布为式( 2) 所示。功率 P 为
- 3r 2
P ( x, y, t ) = P0e r2 = b
3
UI
r
2 b
exp { -
3[ ( x -
vt ) 2 +
r
2 b
y2] } , ( 1)
P( R,
在半管内表面, 环向应力和轴向应力均为拉伸 应力。最大环向应力为 244 MPa, 最大 轴向应力为 212 MPa, 随着离开焊缝中心, 逐渐递减。
在半管外表面的路径上, 环向应力在热影响区 具有最大值 130 MPa, 然后逐渐递减。轴向应力为 压应力, 具 有峰值 217 MPa, 随着离开焊缝 中心, 轴 向应力逐渐递减。
焊接接头残余应力分析与优化设计方法
焊接接头残余应力分析与优化设计方法焊接接头残余应力是焊接过程中普遍存在的问题,它对焊接接头的性能和寿命产生了重要影响。
因此,分析和优化设计焊接接头的残余应力成为焊接工程师和研究人员的重要任务之一。
本文将探讨焊接接头残余应力的分析方法和优化设计方法。
一、焊接接头残余应力的形成机制焊接接头残余应力主要由以下几个方面的因素引起:热应力、冷却收缩应力和相变应力。
1. 热应力焊接过程中,焊接接头受到高温热源的加热,导致局部区域温度升高。
当焊接过程结束后,焊接接头开始冷却,温度逐渐降低。
由于焊接接头不同部位的温度变化速度不同,会导致接头内部产生热应力。
2. 冷却收缩应力焊接接头冷却过程中,焊缝和母材会发生收缩,而周围未焊接部分的母材则不发生收缩。
这种差异会导致焊接接头产生冷却收缩应力。
3. 相变应力焊接接头在冷却过程中,焊缝和母材可能会发生相变,例如奥氏体转变为马氏体。
这种相变会引起焊接接头产生相变应力。
二、焊接接头残余应力的分析方法为了准确分析焊接接头的残余应力,可以采用以下几种方法:1. 数值模拟方法数值模拟方法是目前最常用的分析焊接接头残余应力的方法之一。
通过建立焊接接头的几何模型和材料性质,利用有限元法等数值计算方法,可以模拟焊接过程中的温度场和应力场,从而得到焊接接头的残余应力分布。
2. 实验测试方法实验测试方法是通过实际焊接接头的制备和测试,来获取焊接接头的残余应力信息。
常用的实验方法包括应变测量、X射线衍射和中子衍射等。
3. 经验公式方法经验公式方法是通过总结和归纳大量实验数据,建立经验公式,用于估算焊接接头的残余应力。
这种方法的优点是简单快捷,但精度相对较低。
三、焊接接头残余应力的优化设计方法为了减小焊接接头的残余应力,可以采用以下几种优化设计方法:1. 优化焊接工艺参数通过调整焊接工艺参数,如焊接电流、焊接速度和预热温度等,可以改变焊接接头的温度和应力分布,从而减小残余应力。
2. 使用预应力技术预应力技术是在焊接接头上施加一定的预应力,以抵消残余应力。
304不锈钢半管夹套焊接部位残余应力有限元模拟

设 计 计 算304不锈钢半管夹套焊接部位残余应力有限元模拟蒋文春,巩建鸣,陈 虎,涂善东(南京工业大学机械与动力工程学院,江苏南京 210009)摘 要:半圆管夹套设备最常见的问题是夹套焊接部位开裂引起泄漏。
焊接残余应力是重要的影响因素之一。
本文利用有限元软件AB AQUS,开发了一个顺次耦合的焊接热应力计算程序,讨论坡口形式、线能量、半管间距等参数的变化对焊接残余应力的影响,得到了半管结构残余应力分布特征,找到了最大焊接残余应力的位置及大小,为半管夹套的安全评定提供参考。
关键词:半管夹套;焊接残余应力;顺次耦合;有限元;AB AQUS中图分类号:TG404;TH49 文献标识码:A 文章编号:1001-4837(2006)05-0025-04Finite Element Analysis of Welding Residual Stressof Stainless S teel304Half-pipe JacketJIANG Wen-chun,GONG Jian-ming,C HEN Hu,TU Shan-tung(C ollege of Mechanical and Power Engineering,Nanjing University of Technology,Nanjing210009,China)Abstract:The general proble m of half-pipe jacket is the leakage of the welding line induced by crack.Weld ing residual stress is one of the main affect ing the finite element analysis software AB AQUS,a se quentially coupled welding thermal-stress procedure is developed to calculate the stress distribution of half-pipe and discuss the effec t of bevel form and heat input as well as the half-pipe separation.The characteristic of welding residual stress distribution was obtained.The position and value of maximum stress was found which provide a reference for safety access.Key words:half-pipe jacke t;welding residual stress;sequentially c oupling;FEA;ABAQUS半管设备作为一种加热冷却设备,与普通夹套容器相比,具有筒体受力好、传热效率高、节能及节约钢材用量等优点,被广泛运用在化工、医药等行业[1]。
焊接残余应力产生原因分析及消除方法
(2)运用三维模型装配仿真对打磨掉干涉区域后的前承力机匣和IGB机匣进行模拟装配,结果显示可实现装配;(3)实物装配IGB机匣与打磨后的前承力机匣,可顺利完成装配;(4)装配后的发动机在完成其原定试验计划后,未出现任何潜在问题。
通过三维装配仿真可有效地为设计及排故等提供有力的技术支持,节省由于设计等不合理带来的返工、时间以及其他成本的浪费。
5结语目前发动机装配分析主要是对比典型民用航空发动机装配顺序和装配路径,定性地判断整机装配性,无法准确判断实际装配情况。
通过三维仿真装配技术,在方案设计阶段,建立发动机装配仿真模型,进行三维静态、动态干涉检查,规划整机装配路径,可最大程度地暴露并提前解决装配过程存在的干涉问题,保证实际装配可行性,提高装配效率,节约成本。
[参考文献][1]雷相波.虚拟装配的3D空间动作路径方法研究[J].电脑编程技巧与维护,2019(12):79-80.[2]田富君,田锡天,耿俊浩,等.基于视点跟随的装配路径规划与干涉检查研究[J].中国机械工程,2011,22(15):1810-1814.[3]邵毅,余剑峰,李原,等.基于VMap的装配路径规划研究与实现[J].西北工业大学学报,2001,19(1):118-121.[4]SUN J K,YANG C Y,QIU H H.Assembly Process PlanningBased on Tri-dimensional Visual Platform[J].Applied Mechanics and Meterials,2014,644/645/646/647/648/649/ 650:4805-4808.[5]徐丽英.基于CATIA V5平台模型装配过程中的干涉分析[C]//大型飞机关键技术高层论坛暨中国航空学会2007年年会论文集,2007:161-169.[6]杨家军,苏昭群,张明丽,等.基于虚拟现实技术的机构干涉分析[J].湖北工业大学学报,2010,25(4):1-3.[7]穆塔里夫·阿赫迈德,张年松,郑力.加工中心虚拟装配建模及装配干涉研究[J].现代制造工程,2002(9):14-16.[8]郑轶,宁汝新,刘检华,等.交互式虚拟装配路径规划及优选方法研究[J].中国机械工程,2006,17(11):1153-1156. [9]刘检华,宁汝新,万毕乐,等.面向虚拟装配的复杂产品装配路径规划技术研究[J].系统仿真学报,2007,19(9):2003-2007.[10]刘检华,宁汝新,姚珺,等.面向虚拟装配的零部件精确定位技术研究[J].计算机集成制造系统,2005,11(4):498-502.收稿日期:2018-05-17作者简介:王秋阳(1985—),女,湖北襄阳人,硕士,工程师,主管设计师,研究方向:发动机总体结构设计。
焊接接头的残余应力分析与消除技术

焊接接头的残余应力分析与消除技术焊接是一种常见的金属连接方式,广泛应用于工业生产和建筑领域。
然而,焊接过程中产生的残余应力可能会导致接头的变形、开裂和失效等问题。
因此,对焊接接头的残余应力进行分析和消除具有重要意义。
一、残余应力的形成原因焊接接头的残余应力主要来自于以下几个方面:1. 热应力:焊接过程中,焊缝周围的金属受到高温热源的加热,然后迅速冷却。
由于不同部位的金属冷却速度不同,会导致金属产生热应力。
2. 冷却收缩应力:焊接完成后,焊缝周围的金属在冷却过程中会发生收缩,由于焊缝两侧的金属受到约束,会产生冷却收缩应力。
3. 相变应力:某些金属在焊接过程中会发生相变,如奥氏体转变为马氏体,这种相变会引起金属的体积变化,从而产生相变应力。
二、残余应力的分析方法为了准确分析焊接接头的残余应力,可以采用以下几种方法:1. 数值模拟方法:利用有限元分析软件,对焊接接头进行模拟计算。
通过输入焊接过程中的热源参数、材料性能等数据,可以得到焊接接头在不同位置和方向上的残余应力分布情况。
2. 应力测量方法:利用应变计、应力计等仪器对焊接接头进行实时测量。
通过测量焊接接头的应变或应力,可以得到残余应力的大小和分布情况。
3. X射线衍射方法:通过对焊接接头进行X射线衍射分析,可以得到焊接接头中晶体的应变情况。
从而可以推导出残余应力的大小和分布情况。
三、残余应力的消除技术为了消除焊接接头的残余应力,可以采用以下几种技术:1. 预热与后热处理:通过在焊接前后对接头进行适当的预热和后热处理,可以改变接头的冷却速度,从而减小残余应力的大小。
2. 机械加工:通过对焊接接头进行机械加工,如磨削、切割等,可以改变接头的形状和尺寸,从而减小残余应力的大小。
3. 热处理:通过对焊接接头进行适当的热处理,如回火、退火等,可以改变接头的组织结构和性能,从而减小残余应力的大小。
4. 残余应力退火:通过对焊接接头进行退火处理,可以使接头中的残余应力得到释放,从而减小接头的变形和开裂风险。
热处理 残余应力
热处理残余应力热处理是一种常见的金属加工工艺,它通过加热和冷却的方式,改变材料的组织结构和性能,从而达到增强材料硬度、强度和韧性等目的。
然而,在热处理过程中,由于温度变化、热应力、冷却速率等因素的影响,材料内部会产生残余应力,这种应力可能会对材料的性能和使用寿命产生不利影响。
本文将从热处理残余应力的形成机理、影响因素、测试方法和解决措施等方面进行探讨。
一、热处理残余应力的形成机理热处理残余应力是指在材料经过热处理后,由于内部温度变化不均匀、热应力和冷却速率等因素的影响,导致材料内部产生的一种应力状态。
这种应力不会消失,而是会一直存在于材料内部,直到外力作用下才会释放。
其形成机理主要包括以下几个方面:1. 热膨胀效应在热处理过程中,材料内部温度升高,导致材料体积膨胀,形成内部应力。
当材料冷却时,由于内部温度不均匀,不同部位的膨胀程度也不同,从而产生残余应力。
2. 热应力效应当材料被加热时,由于不同部位的温度升高速度不同,导致不同部位的线膨胀系数不同,从而产生热应力。
当材料冷却时,由于内部温度分布不均匀,这种应力会转化为残余应力。
3. 冷却速率效应在热处理过程中,冷却速率也会影响材料的残余应力。
当冷却速率较快时,材料内部的热应力会更大,残余应力也会更大。
二、热处理残余应力的影响因素热处理残余应力的大小和分布情况受多种因素的影响,主要包括以下几个方面:1. 材料的性质不同材料的热膨胀系数、热导率、热容等性质不同,这些性质会影响材料在热处理过程中的温度分布和残余应力大小。
2. 热处理工艺参数热处理工艺参数,如加热温度、保温时间、冷却速率等,会影响材料的温度分布和残余应力大小。
3. 加工工艺材料在加工过程中可能会产生残余应力,这些应力可能会在热处理过程中被激发,从而增加热处理残余应力的大小。
4. 热处理设备热处理设备的性能和精度也会影响热处理残余应力的大小和分布情况。
三、热处理残余应力的测试方法热处理残余应力的测试方法主要包括以下几种:1. X射线衍射法X射线衍射法可以通过测量材料中的晶格应变来计算残余应力大小和分布情况。
焊接残余应力的产生原因及控制方法的总结
焊接残余应力的产生原因及控制方法的总结摘要:焊接应力是焊接构件产生裂纹和变形的主要因素,对焊接质量影响较大。
因此,理解和掌握焊接残余应力的产生原因及控制方法,就显的非常重要。
本文对焊接残余应力的产生对结构的影响、焊接残余应力的预防及焊接残余应力的消除方法,进行了全面的归纳和总结,为学生能更好地理解和掌握焊接残余应力的相关知识,起到了一定的帮助作用关键词:焊接应力产生原因控制方法焊件在焊接过程中,由于受到了不均匀的局部加热和冷却,使焊件产生了不均匀的体积膨胀和收缩,导致焊件内部产生了焊接残余应力,而焊接残余应力又是产生裂纹和变形的主要因素。
因此,为让学生能够真正理解和掌握焊接残余应力产生的原因、焊接残余应力对焊件产生的影响及如何减少和消除焊接残余应力等内容,帮助学生为今后从事焊接工作打下良好的理论基础。
下面就焊接残余应力的相关知识,进行归纳和总结。
一、焊接残余应力的产生1、焊件在焊接过程中,其焊缝高温区的膨胀受到了周边低温区的限制与挤压,使高温区域产生局部压缩塑性变形,当焊件在冷却过程中,受到局部压缩产生塑性变形的金属由于不能自由收缩,而受到低温区的拉伸,这时,焊件中就产生了一个与焊件加热时产生的应力方向相反的应力,即焊接残余应力,又称温度应力。
2、焊缝在高温向低温的冷却过程中,焊缝金属会发生二次相变,这种二次相变,会引起金属材料组织的变化,从而产生体积的变化,在焊接接头区域产生了应力,又称相变应力。
3、在焊接过程中,如对焊件采用刚性固定,那么,焊接后焊件变形减少,但应力却增加。
反之,要使焊件残余应力减少,其变形量就要有一定的增加。
但焊接应力与变形在一定条件下,都将影响到焊件的质量。
所以,应力和变形要合理控制好。
4、焊接材料的屈服强度、导热系数、线膨胀系数、密度、比热容、焊件的形状与尺寸、焊接方法和焊接工艺等因素,对焊接残余应力的分布和大小都将产生较大的影响。
二、焊接残余应力对焊件结构产生的影响1、对焊件结构刚度产生的影响当焊件某个区域所受的应力达到屈服点时,这一区域部分的金属材料就会产生局部塑性变形,无法再承受外载荷,从而导致焊接结构的有效截面减少,使焊接结构的刚度降低。
热处理后的残余应力及其影响作用
热处理后的残余应力及其影响作用热处理残余应力是指工件经热处理后最终残存下来的应力,对工件的形状,尺寸和性能都有极为重要的影响。
当它超过材料的屈服强度时,便引起工件的变形,超过材料的强度极限时就会使工件开裂,这是它有害的一面,应当减少和消除。
但在一定条件下控制应力使之合理分布,就可以提高零件的机械性能和使用寿命,变有害为有利。
分析钢在热处理过程中应力的分布和变化规律,使之合理分布对提高产品质量有着深远的实际意义。
例如关于表层残余压应力的合理分布对零件使用寿命的影响问题已经引起了人们的广泛重视。
一、钢的热处理应力工件在加热和冷却过程中,由于表层和心部的冷却速度和时间的不一致,形成温差,就会导致体积膨胀和收缩不均而产生应力,即热应力。
在热应力的作用下,由于表层开始温度低于心部,收缩也大于心部而使心部受拉,当冷却结束时,由于心部最后冷却体积收缩不能自由进行而使表层受压心部受拉。
即在热应力的作用下最终使工件表层受压而心部受拉。
这种现象受到冷却速度,材料成分和热处理工艺等因素的影响。
当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大,最后形成的残余应力就愈大。
另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。
组织应力变化的最终结果是表层受拉应力,心部受压应力,恰好与热应力相反。
组织应力的大小与工件在马氏体相变区的冷却速度,形状,材料的化学成分等因素有关。
实践证明,任何工件在热处理过程中,只要有相变,热应力和组织应力都会发生。
只不过热应力在组织转变以前就已经产生了,而组织应力则是在组织转变过程中产生的,在整个冷却过程中,热应力与组织应力综合作用的结果,就是工件中实际存在的应力。
这两种应力综合作用的结果是十分复杂的,受着许多因素的影响,如成分、形状、热处理工艺等。
就其发展过程来说只有两种类型,即热应力和组织应力,作用方向相反时二者抵消,作用方向相同时二者相互迭加。
焊接接头的应力松弛及残余应力分析
焊接接头的应力松弛及残余应力分析焊接接头是工程中常见的连接方式之一,它通过熔化金属填充接头间隙,使接头部分形成一个整体,从而达到连接的目的。
然而,焊接过程中会产生应力,这些应力可能会导致接头的应力松弛和残余应力的产生。
本文将对焊接接头的应力松弛及残余应力进行分析。
一、焊接接头的应力松弛焊接接头的应力松弛是指焊接后接头内部的应力逐渐减小的过程。
焊接时,由于热量的作用,接头内部的金属会发生膨胀,形成应力。
随着焊接过程的结束,接头开始冷却,金属会收缩,从而产生应力松弛的现象。
应力松弛对焊接接头的影响是多方面的。
首先,应力松弛会导致接头的变形,使接头的尺寸和形状发生变化,从而影响接头的使用性能。
其次,应力松弛还可能导致接头的疲劳寿命降低,使接头容易发生疲劳断裂。
因此,在焊接接头的设计和制造过程中,应力松弛的控制是非常重要的。
二、焊接接头的残余应力焊接接头的残余应力是指焊接后接头内部仍存在的应力。
焊接过程中,由于金属的膨胀和收缩,接头内部会形成复杂的应力分布。
随着焊接过程的结束,金属冷却后,部分应力会被释放,但仍有一部分应力无法完全消除,形成残余应力。
残余应力对焊接接头的影响也是非常严重的。
首先,残余应力会导致接头的变形,使接头的尺寸和形状发生变化,从而影响接头的使用性能。
其次,残余应力还可能导致接头的开裂,使接头容易发生断裂。
三、焊接接头应力松弛和残余应力的分析方法为了准确分析焊接接头的应力松弛和残余应力,需要借助一些分析方法。
常用的方法包括有限元分析和试验分析。
有限元分析是一种数值计算方法,通过将接头划分为多个小单元,建立接头的数学模型,利用有限元法求解接头内部的应力分布。
这种方法可以较为准确地预测接头的应力松弛和残余应力。
试验分析是通过实验手段来分析接头的应力松弛和残余应力。
常用的试验方法包括应力松弛试验和残余应力测量试验。
应力松弛试验可以通过对焊接接头施加一定的载荷,观察接头的变形情况,从而分析应力松弛的程度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
㊀
20 期 第ຫໍສະໝຸດ 张 学 恒 , 等 : 半 管 夹 套 焊 接 及 焊 后 热 处 理 的 残 余 应 力 分 析
99· ·
半 管 夹 套 焊 接 及 焊 后 热 处 理 的 残 余 应 力 分 析
㊀ 浩 张 学 恒 , 常
( 青 岛 炼 油 化 工 有 限 责 任 公 司 , 山 东 青 岛 ㊀ 266500 )
,
, ) ,
: ; ; ; ㊀ ㊀ 半 管 夹 套 作 为 一 种 加 热 冷 却 设 备 , 与 普 通 夹 套 容 器 相 比 , 1㊀ 有 限 元 模 拟 具 有 筒 体 受 力 好 、 传 热 效 率 高 、 节 约 钢 材 等 优 点 , 被 广 泛 运 用 在 1. 1㊀ 几 何 模 型 []。目 前 , 工 程 上 使 用 该 设 备 出 现 的 普 遍 问 化 工 、 医 药 等 领 域 建 立 半 管 夹 套 有 限 元 模 型 , 某 半 管 夹 套 发 酵 罐 , 筒 体 内 径 []。在 题 是 半 管 与 筒 体 焊 接 部 位 出 现 开 裂 , 并 引 起 泄 漏 焊 接 过 2000mm, 10mm, 57mm, 3mm, 筒 体 壁 厚 半 管 外 径 壁 厚 相 邻 半 管 程 中 , 由 于 涉 及 相 变 、 温 度 场 不 均 匀 分 布 及 约 束 等 因 素 , 使 得 半 30mm。由 于 筒 体 和 半 管 均 为 薄 壁 结 构 , 而 且 相 对 于 半 间 距 为 [], 且 应 管 管 夹 套 中 存 在 较 大 的 残 余 应 力 , 甚 至 超 过 了 屈 服 强 度 示 ) , 来 说 , 筒 体 的 圆 度 很 小 , 因 此 将 其 简 化 成 平 板 (如 图 1所 力 状 态 较 为 复 杂 , 在 内 压 作 用 下 , 加 剧 了 应 力 腐 蚀 开 裂 的 敏 感 尺 200mm ˑ 80mm ˑ 10mm, 45ʎ 坡 焊 缝 部 位 开 口 。由 于 半 寸 为 性 , 此 类 问 题 应 引 起 足 够 的 重 视 。 3mm, 管 厚 度 较 薄 , 仅 为 因 此 每 条 焊 缝 采 用 单 道 焊 焊 接 完 成 。 热 处 理 在 改 善 金 属 性 能 和 焊 接 残 余 应 力 消 除 上 具 有 不 可 替 代 的 作 用 。通 过 焊 后 热 处 理 以 降 低 焊 接 残 余 应 力 是 防 止 应 力 腐 蚀 开 裂 的 有 效 措 施 之 一 , 虽 然 奥 氏 体 不 锈 钢 制 压 力 容 器 一 般 不 进 行 热 处 理 , 但 当 压 力 容 器 要 在 较 高 腐 蚀 环 境 或 较 高 温 度 下 工 作 时 , 必 须 进 行 合 适 的 热 处 理 , 以 保 证 压 力 容 器 的 安 全 系 []。对 数 大 型 化 工 设 备 或 压 力 容 器 , 由 于 尺 寸 的 限 制 , 可 采 用 [], 组 装 式 电 阻 炉 进 行 整 体 热 处 理 也 可 采 用 局 部 热 处 理 、 分 段 []。 热 处 理 等 方 式 1㊀ 几 图 何 模 型 目 前 , 对 于 焊 有 半 管 夹 套 的 压 力 容 器 进 行 热 处 理 后 的 残 余 格 划 分 应 力 分 析 , 可 参 考 的 实 验 和 模 拟 数 据 较 少 。本 文 利 用 大 型 有 限 1. 2㊀ 网 2给 图 出 了 半 管 夹 套 整 体 和 局 部 网 格 划 分 情 况 , 在 焊 缝 及 ABAQUS, 元 软 件 对 半 管 夹 套 焊 接 过 程 进 行 了 三 维 有 限 元 分 析 , 热 影 响 区 , 残 余 应 力 比 较 大 , 网 格 划 分 较 密 集 , 在 远 离 焊 缝 的 区 得 到 接 头 部 位 焊 接 温 度 场 和 残 余 应 力 场 的 分 布 规 律 ; 另 外 基 于 145152 和 127440 。 , 网 格 较 为 稀 疏 。节 点 和 单 元 个 数 分 别 为 压 力 容 器 及 半 管 夹 套 尺 寸 , 使 用 工 况 以 及 焊 后 残 余 应 力 等 因 域 素 , 初 步 制 定 的 合 适 的 热 处 理 方 法 , 并 得 到 该 热 处 理 工 艺 下 接 头 部 位 残 余 应 力 场 的 演 变 规 律 , 为 焊 有 半 管 夹 套 的 压 力 容 器 焊 后 热 处 理 工 艺 的 评 定 提 供 参 考 。 ㊀ ㊀ 收 2017 - 08 - 18 稿 日 期 : 2005 年 S Zorb 装 作 者 简 介 : 张 学 恒 , 工 程 师 , 毕 业 于 南 京 工 业 大 学 化 学 工 程 与 工 艺 专 业 , 现 从 事 炼 厂 乙 苯 、 苯 乙 烯 、 置 设 备 管 理 。
Numerical Study of Residual Stress for Half - pipe Jacket after Weld and Heat Treatment
Zhang Xueheng Chang Hao
Sinopec Qingdao oil refining & Chemical Co. ,Ltd. , Qingdao㊀ ( 266500 China