焊机 手工氩弧焊机维修手册
华远焊机 WSM-IGBT 系列 手工钨极氩弧焊机 说明书

WSM-IGBT系列手工钨极氩弧焊机使用说明书(请在安装、使用、维护前认真阅读此说明书)成都华远电器设备有限公司四川华远焊接系统有限公司用户安全提示:华远焊机的所有焊接和切割设备在设计上已充分顾及用户的安全和舒适,尽管如此,如果您能正确地安装和使用该设备对您的安全仍将大有助益,在没有认真阅读说明书之前,请不要随意安装、使用或对设备进行维修。
特别提示(非常重要):1.当焊机放置在倾斜的平面时,应注意防止其倾倒。
2.禁止将焊机作管道解冻之用。
3.由于该系列焊机防护等级为IP21S,不适宜在雨中使用。
4.该系列焊机静外特性为降特性,其额定负载持续率为60%,是指在10分钟工作周期内,焊机在额定焊接电流状态下工作6分钟,休息4分钟。
当焊接超过额定负载持续率使用时,焊机内部温度上升将超过设定温度,为了避免焊机性能恶化、甚至烧毁焊机的危险,本系列焊机设置有热保护功能,当焊机内部温度上升超过设定温度时,热保护动作,焊机面板上过热指示灯亮,此时焊机无输出,必须等焊机内部温度下降到低于设定温度时,焊机面板上过热指示灯熄灭,焊机才恢复正常,方可继续焊接。
5.当焊接电流小于200A时,氩气流量一般为4-8L/min 当焊接电流大于200A时,气体流量一般为8-15L/min购买日期:序列编号:焊机型号:购买地点:保护自己和他人免受电弧辐射和灼伤,避免小孩进入危险区,施焊人员应有权威机构出具的健自动焊机;直流焊机。
在自动和半自动焊机上,焊丝盘、送丝轮、导电嘴、焊接机头等都是带电部件。
确保焊接设备到焊接工件的电缆连接可靠,并且靠近焊接点。
工作之前提醒他人,以免他人在未戴防护工具之前被弧光意外伤害。
气体产生化学反应而产生光气,这是一种剧毒性物质。
有些焊接用的保护气体可能会置换空气中的氧气,从而危害健康或导致死亡仔细阅读供货商的使用说明,验证其消耗材料的材质健康证明,以确保无毒、无害。
当焊接工作区内使用了高压气体时,应采取特殊措施防止其爆炸发生。
氩弧焊机常见故障及排除方法
氩弧焊机常见故障及排除方法一、电源故障电源故障是氩弧焊机常见的问题之一。
当氩弧焊机无法正常启动或者工作时,首先要检查电源是否正常。
可能的原因包括电源插座松动,电源线连接不良,电源开关损坏等。
解决方法是检查电源插座是否牢固,重新连接电源线,更换损坏的电源开关。
二、电流不稳定电流不稳定是氩弧焊机常见故障之一。
在焊接过程中,如果出现焊缝不均匀或者焊接弧不稳定的情况,可能是电流不稳定所致。
解决方法是检查焊机的电流调节装置是否正常工作,调整电流稳定器或者更换故障部件。
三、气体泄漏气体泄漏是氩弧焊机常见故障之一。
氩气是氩弧焊的重要组成部分,如果发现氩气泄漏,会导致焊接工艺受到影响。
解决方法是检查氩气管路是否有漏气现象,可以使用肥皂水涂抹在连接处,观察是否有气泡产生。
如果发现气泡,需要紧固连接处或更换密封圈。
四、电极磨损电极磨损是氩弧焊机常见故障之一。
电极是氩弧焊的重要组成部分,其磨损会导致焊接质量下降。
解决方法是定期检查电极的磨损情况,及时更换磨损的电极。
同时,在使用过程中注意控制电极的焊接电流和电极间距,以延长电极的使用寿命。
五、接地故障接地故障是氩弧焊机常见故障之一。
焊接时,如果接地不良,会导致焊接质量下降,甚至引发危险。
解决方法是检查焊机的接地线是否牢固,是否与焊接工件有良好接触。
可以使用万用表检测接地电阻,确保接地良好。
六、过热保护过热保护是氩弧焊机常见故障之一。
当焊机过热时,会自动断开电源,以保护焊机和焊工的安全。
解决方法是检查焊机散热系统是否正常工作,清理散热风扇和散热片,并确保使用环境通风良好。
七、故障代码显示一些高级氩弧焊机具有故障代码显示功能。
当焊机故障时,会显示相应的故障代码,方便快速排除故障。
解决方法是查阅焊机的使用说明书,找到对应故障代码的解决方法,并按照说明进行操作。
氩弧焊机常见故障包括电源故障、电流不稳定、气体泄漏、电极磨损、接地故障、过热保护和故障代码显示等。
针对不同的故障,我们可以采取相应的解决方法,保证氩弧焊机的正常工作和焊接质量。
焊接机维修手册

焊接机维修手册一、引言焊接机是用于连接金属材料的工具和设备,它在各个领域都有广泛的应用。
为了确保焊接机的正常运行和延长其使用寿命,本手册将介绍焊接机维修的基本知识和相关操作方法。
二、故障排查与维修1. 电源故障- 插头松动或损坏:检查插头是否牢固连接,如有问题,更换新的插头。
- 电源线断裂:检查电源线是否完好,如发现断裂,应及时更换电源线。
- 电源过载:检查是否连接了额定电流以上的设备,确保不超过焊接机的额定负荷。
2. 焊接电极故障- 电极磨损:检查电极是否磨损,如磨损严重,应更换新的电极。
- 电极松动:检查电极是否牢固固定,如松动,需重新紧固电极。
3. 焊接质量问题- 电流过大或过小:根据焊接材料的特性和焊接要求,调整焊接机的电流大小。
- 焊接时间不足或过长:根据焊接要求和材料特性,调整焊接机的焊接时间。
- 电压不稳定:检查电压供应是否稳定,如发现问题,应及时修复或更换电源。
三、维护与保养1. 清洁焊接机外壳:定期使用柔软的布料擦拭焊接机外壳,保持外观整洁。
2. 罩套保护:对于不常使用的焊接机,可以使用罩套进行遮盖,防止灰尘及湿气进入机器内部。
3. 定期检查电源连接:检查焊接机的电源连接是否牢固,如有松动或损坏,应及时修复。
4. 保持通风良好:确保焊接机周围通风良好,避免过热导致故障。
5. 定期维护:按照生产商的说明书进行定期维护,如更换润滑油、清洗过滤网等。
四、安全注意事项1. 使用防护手套和面罩:在操作焊接机时,务必佩戴防护手套和面罩,以防止火花溅入眼睛和皮肤。
2. 注意周围环境:焊接机操作时,要确保周围没有易燃物品,以免引发火灾。
3. 了解紧急停机装置:熟悉焊接机的紧急停机装置的位置和使用方法,在紧急情况下及时停机。
4. 接地保护:确保焊接机与接地线连接良好,以防止电击等安全事故的发生。
5. 学习使用说明书:在使用焊接机之前,仔细阅读并理解使用说明书,确保正确操作。
五、结论本手册介绍了焊接机维修的基本知识和维护方法,希望能帮助读者解决焊接机故障并保持其正常运行。
逆变焊机维修手册(Rilon)

二、电源开关打开,电源开关指示灯亮,风机不转或转几下停了,无焊接电流输出。
1、电源开关到底板接插线未插好;
2、供电电压过高或过低,引起过压保护;
3、电源输入线过细过长,造成电压不稳定,引起欠压保护;
4、上板绿灯亮(辅助电源正常,有DC24V输出)底板主回路24V/30A继电器吸合不良,消磁电阻(启动电阻)或热敏电阻阻值变大;
6、停机几分钟,等启动电阻冷却后再开机。
三、开机正常,风机转,QC红灯不亮,无焊接电流输出。
1、检查机内各连接线、接插线有无松动接触不良、断裂;
2、控制模块损坏无输出信号。
3、中板与输出端连接线有无开路松断。
1、检查固紧连接线。
2、检查更换(Z24有无驱动波形)
3、检查紧固输出端
四、开机风机转,异常指示QC灯亮,无焊接电流输出。
3、检查接插插头。
4、检查电压是否接入AC380V或者电网电压低于180V。
3、加粗电源线。导线面积=额定输入容量/1500
4、检查更换底板24V/30A主继电器。
5、检修辅助电源部分电路(主要检测电源模块TOP222Y)
6、停机几分钟,等启动电阻冷却后再开机。
三、开机正常,风机转,QC红灯不亮,无焊接电流输出。
2、硅桥插座有烧黑现象,线路板炭化。
3、硅桥短路。
1.检测排除。(压敏电阻等器件)
2.用小刀把炭化部分刮干净。
3.更换硅桥。
七、焊接出现偏弧。
1、检查焊枪线或地线有无接触不良松断现象。
2、改变地线或焊接位置。
1、检查。
2、检查调整。
第二节常规(ZX7-140 M除方法
五、开机正常,但一工作异常指示红灯就亮,无焊接电流输出。
奥太ZX7-400STG维修手册
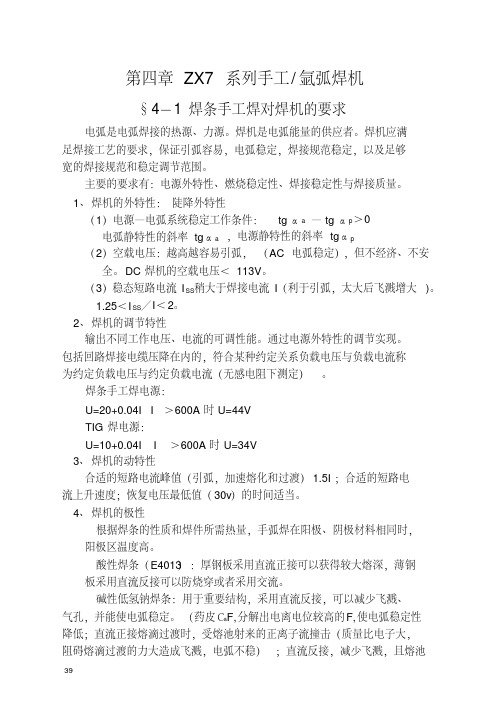
§4-2 奥太 ZX7系列手工 / 氩弧焊机
一、 ZX7 系列手工/ 氩弧焊机基本工作原理 奥太 ZX7Ⅲ系列逆变式焊机采用了 IGBT 高频软开关逆变技术。工频三
相 380V 电源输入,直接整流后送给由 IGBT 等器件组成的逆变器变为高频 交流,经高频变压器降压、高频整流器整流、滤波后输出适合于焊接的直 流电。总结起来, 主回路的作用在于它提供了我们焊接所需要的电能 , 如 果主回路中的某一个环节有故障,都有可能会造成无输出电流,三相整流 和高频逆变环节故障还会造成空气开关过流跳闸 。
(1)电源—电弧系统稳定工作条件: tg α a — tg αp>0 电弧静特性的斜率 tgαa ,电源静特性的斜率 tgαp
(2)空载电压:越高越容易引弧, (AC 电弧稳定),但不经济、不安 全。 DC 焊机的空载电压< 113V。
(3)稳态短路电流 I SS稍大于焊接电流 I(利于引弧,太大后飞溅增大 )。 1.25<I SS/I< 2。
1、 ST(G)型焊机的氩弧焊工作方式 ST(G)型焊电机有划擦引弧无衰减收弧、划擦引弧有衰减收弧 ( 或高 频引弧方式) 两种方式。两种工作方式间的切换: (1) 无衰减收弧工作方式转换为有衰减收弧方式 ( 或高频引弧方式) 将手弧焊/ 氩弧焊转换开关拨到“氩弧焊”位置,按下焊枪开关,再 松开,焊机空载电压消失,即表示进入有衰减收弧方式。 (2) 有衰减收弧方式( 或高频引弧方式) 转换为无衰减收弧工作方式 将手弧焊/ 氩弧焊转换开关拨到 “手弧焊” 位置后, 再将此开关拨回 “氩
不工作, 风机不
转。
原因 1、 电源缺相 2、 机内保险管( 2A)断 3、 断线 4、 电源变压器坏 5、 空气开关坏 6、 风机坏
锐龙焊机维修手册(手工焊)
锐龙焊机维修手册深圳市瑞凌实业有限公司仅供学习技术讨论请加湖北焊机交流中心群:37493781维修手册说明•本手册适用于没有专用的调试仪器和设备。
使用数字或指针万用表进行测量而进行维修的维修人员。
通过故障现象及测量数据来分析故障的原因,从而叛断哪些器件损坏,找到解决问题的方法。
•焊机出现故障后,首先拆开机壳,检查一下内部是否有烧焦,烧坏的现象。
•重点查看以下部分(1)上板部分:场效应管控制模块驱动模块辅助电源(2)底板部分:电解电容高压硅粒热敏电阻压敏电阻发现有烧焦,烧坏现像可直接更换板。
目录第一章手工弧焊系列…………………………………………………………………….第一节 ZX7-160 ZX7-200………………………………………………………….第二节 ZX7-250 315 400B 500…………………………………………………第三节 (IGBT)ZX7-400 500 630……………………………………………………第二章氩弧焊系列…………………………………………………………………………第一节 WS-160S 200S 180A 180P………………………………………………第二节 WS-200P………………………………………………………………………第三节 WS-250A 300A 400A………………………………………………………第四节 WSM-315 400………………………………………………………………..第三章等离子切割机系列…………………………………………………………………第一节 LGK-30 40…………………………………………………………………..…第二节 LGK-60J 70 100 120…………………………………………………………第三节 LGK-80 100 160………………………………………………………………第四章交直流氩弧焊系列…………………………………………………………………第一节 WSE-200 250 315……………………………………………………………第五章CO2气保焊系列……………………………………………………………………第一节 NBC-350 500 250F…………………………………………………………第二节 NBC-200Y 250Y 250L……………………………………………………..第六章三用机系列…………………………………………………………………..….第一节 CT-312 416…………………………………………………………………….第一章手工弧焊系列ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板电源滤波电容漏液损坏。
瑞凌焊机TIG 250PAC DC全功能氩弧焊机用户手册说明书
TIG250PAC/DC 全功能氩弧焊机用户手册欢迎使用瑞凌焊机!我们致力于将产品和服务做得尽善尽美!感谢您购买瑞凌焊机,我们将竭诚为您提供优良、可靠的服务。
瑞凌焊机具有可靠质量保证,具体保修信息,请见包装附件中的保修承诺。
为确保您的人身安全和工作环境安全,首次使用设备前,请仔细阅读本手册及设备上粘贴的警示标语。
正确理解本手册的内容,并特别注意手册中的安全注意事项。
文档版本版本号YF-TAC-0151,A1版。
2021年07月22日发布。
声明除非另有约定,本手册仅作为使用指导,其中所有陈述、信息和建议不构成任何明示或暗示的担保。
由于产品版本升级或其他原因,本手册内容会不定期进行更新。
我司保留随时对本手册进行修改的权利,而无须提前通知。
未经我司预先授权,禁止复制、记录、翻印或传播本手册内容。
我司质量管理体系,符合ISO9001标准。
产品适用的国家标准:⏹GB/T15579.1弧焊设备第1部分:焊接电源⏹GB/T8118电弧焊机通用技术条件中6.15和6.16条款本手册中图片仅供参考。
若图片与实物不符,请以实物为准。
目录1安全注意事项 (3)2概述 (7)2.1产品简介 (7)2.2技术参数 (8)3开箱验货 (9)4面板说明 (10)4.1前/后面板 (10)5安装操作 (11)5.1安装步骤 (11)5.2焊接操作 (13)6焊机环境 (15)6.1外部环境 (15)6.2焊接系统电网 (15)7日常维护 (16)8故障处理 (17)附录A回路图 (19)附录B焊接工艺参数 (20)31安全注意事项安全定义表示若忽视安全告诫,则可能会造成重大事故,甚至导致人员死亡或严重伤害。
表示若忽视安全告诫,则可能造成人员轻微受伤,或导致财产损失。
表示若忽视安全告诫,则可能造成设备的故障或损坏。
个人防护注意事项◆请具有专业资格或具备相关知识和技能的人员对焊机进行安装、操作、保养和维修。
◆电焊设备的安装、检查和修理必须由电工进行,临时施工点应由电工接通电源。
焊机维修手册
直流维修手册维修手册阐明•本手册合用于没有专用的调试仪器和设备。
使用数字或指针万用表进行测量而进行维修的维修人员。
通过故障现象及测量数据来分析故障的因素,从而叛断哪些器件损坏,找到解决问题的办法。
•焊机出现故障后,首先拆开机壳,检查一下内部与否有烧焦,烧坏的现象。
•重点查看下列部分(1)上板部分:场效应管控制模块驱动模块辅助电源(2)底板部分:电解电容高压硅粒热敏电阻压敏电阻发现有烧焦,烧坏现像可直接更换板。
第一章手工弧焊系列故障排除➢开关电源批示灯不亮,风机不转,无焊接输出1、确认电源开关闭合。
2、确认输入电缆所接的电源有电。
➢电源批示灯亮,风机不转,无焊接输出1、可能是输入错接在 380V 电源上,造成过压保护电路起动,改接在 220V 电源上,重新开机即可。
2、220V 电力不稳(输入线过细过长)或输入线搭接在电网上,造成过压保护电路起动,增加电网输入线的线径;紧固输入线结点,这种现象关机器 5-10 分钟后重新开机即可恢复正常。
3、短时间内持续开闭电源开关造成过压保护电路起动,关机 5-10 分钟后重新开机即可恢复正常。
4、电源开关到电源板间的导线松脱,重新紧固。
5、电源板上 24V 继电器未吸合或损坏,查 24V 电源和继电器,继电器可用同型号的其它继电器更换。
➢风机转,焊接时输出电流不稳或不受电位器控制,电流时大时小1、电位器 1K,质量有问题。
应更换。
2、多个连接处接触不良,特别接插件等,需检查。
➢风机转,异常批示灯不亮,无焊接输出1、检查机内多个接插线与否接触不良2、输出端连接处有断路或接触不良现象3、用仪表测电源板到 MOS 板(VH-07 插件)电压为 DC308V 左右1)硅桥与否断路,硅桥接插线与否接触不良2)电源板上四只大电解电容(470UF/450 左右)之中个别漏电更换即可。
4、MOS 板上辅助电源有一绿色批示灯如不亮,请与经销商或我司联系5、控制电路问题,请与或我司联系➢风机转,异常批示灯亮,无焊接输出1、可能是过流保护,请关掉机器待异常批示灯不亮,再重新开机即可恢复正常。
焊机维修手册
焊接回路维修
焊接回路故障现象
焊机无法正常焊接,焊接电流不稳定或过小,焊缝质量差 。
故障原因
焊接回路损坏、焊接电缆短路或开路、焊枪故障等。
维修方法
检查焊接回路和焊枪,更换损坏的焊接电缆或焊枪,确保 焊接回路正常工作。同时,对焊机进行定期维护和保养, 以延长其使用寿命和提高工作效率。
05
焊机预防性维护与保养建 议
在维修过程中,我们注重团队协作和沟通,及时分享维修 经验和技巧,共同解决遇到的问题,提高了维修效率和质 量。
专业技能提升
通过本次维修实践,我们进一步提升了自身的专业技能水 平,包括电路分析、元器件检测、焊接技术等,为今后的 维修工作打下了坚实基础。
未来焊机维修技术发展趋势
01
智能化维修技术
随着人工智能和机器学习技术 的发展,未来焊机维修将更加 智能化,通过智能诊断系统快 速定位故障,提高维修效率。
高散热效率。
检查风扇
02
检查焊机内部风扇的运转情况,确保风扇正常运转,为设备提
供足够的冷却风。
控制环境温度
ห้องสมุดไป่ตู้
03
焊机工作环境温度应控制在适宜范围内,避免过高或过低的温
度影响焊机性能和寿命。
操作规范培训
安全操作培训
对操作人员进行安全操作培训,确保他们了解焊机的安全操作规 程和注意事项。
设备操作培训
提供设备操作培训,使操作人员熟练掌握焊机的各项功能和操作 方法。
焊接回路短路
检查焊接回路是否短路, 修复或更换损坏的焊接回 路。
焊接电流不稳定
检查焊接电流是否稳定, 如不稳定需调整焊接电流 参数或更换损坏的电流调 节器。
04
焊机维修实例分析
锐龙焊机维修手册(手工焊)
锐龙焊机维修手册深圳市瑞凌实业有限公司仅供学习技术讨论请加湖北焊机交流中心群:37493781维修手册说明•本手册适用于没有专用的调试仪器和设备。
使用数字或指针万用表进行测量而进行维修的维修人员。
通过故障现象及测量数据来分析故障的原因,从而叛断哪些器件损坏,找到解决问题的方法。
•焊机出现故障后,首先拆开机壳,检查一下内部是否有烧焦,烧坏的现象。
•重点查看以下部分(1)上板部分:场效应管控制模块驱动模块辅助电源(2)底板部分:电解电容高压硅粒热敏电阻压敏电阻发现有烧焦,烧坏现像可直接更换板。
目录第一章手工弧焊系列…………………………………………………………………….第一节 ZX7-160 ZX7-200………………………………………………………….第二节 ZX7-250 315 400B 500…………………………………………………第三节 (IGBT)ZX7-400 500 630……………………………………………………第二章氩弧焊系列…………………………………………………………………………第一节 WS-160S 200S 180A 180P………………………………………………第二节 WS-200P………………………………………………………………………第三节 WS-250A 300A 400A………………………………………………………第四节 WSM-315 400………………………………………………………………..第三章等离子切割机系列…………………………………………………………………第一节 LGK-30 40…………………………………………………………………..…第二节 LGK-60J 70 100 120…………………………………………………………第三节 LGK-80 100 160………………………………………………………………第四章交直流氩弧焊系列…………………………………………………………………第一节 WSE-200 250 315……………………………………………………………第五章CO2气保焊系列……………………………………………………………………第一节 NBC-350 500 250F…………………………………………………………第二节 NBC-200Y 250Y 250L……………………………………………………..第六章三用机系列…………………………………………………………………..….第一节 CT-312 416…………………………………………………………………….第一章手工弧焊系列ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板电源滤波电容漏液损坏。