联轴器失效分析及处理方案
弹簧销联轴器的失效分析及改进设计
1 引 言
弹簧 销联 轴 器是 一 种 金属 弹 性元 件 联 轴器 , 具
有减 振 、 冲和补 偿量 大等特 点 。 缓 与非金 属 弹性元 件 联轴 器相 比 , 具有 承 载能 力 大 、 它 使用 寿 命 长 、 形 外 尺寸 小 、 护方 便 的优 点 , 维 但也 存 在结 构 复 杂 、 工 加 精度要 求高 、 材料 利用 率低 的缺点 , 并且 在运 行过 程 中出现 了弹簧销 散落 、 柱销 断裂 、 销孔压 溃等 失效 缺
第 2 3卷 第 3期
56
燃 气 涡轮 试 验 与 研究
Ga u b n p rme ta d Re e r h sT r i eEx e i n n s ac
Vo. 3No 3 1 . . 2
Aug,01 . 2 0
2 0年 8月 01
摘
要 : 文 针 对 弹 簧 销联 轴器 在 实 际 应 用 过 程 中 出现 的失 效 情 况 进 行 了分 析 , 对其 进 行 了 改 进设 计 , 改 进 能 简 本 并 该
陷 , 重影 响 了弹 簧销联 轴 器 的推广 应 用[2 严 13 ,。本 文 通过对 弹簧 销联 轴器失 效机 理进行 分析 ,从 简化 联
轴器结 构 、 降低加 工成 本和安 装难 度 、 高运 行可靠 提
性 方 面进行 改进设 计 。
2 改 进 前 的 结构 及 工作 特 性
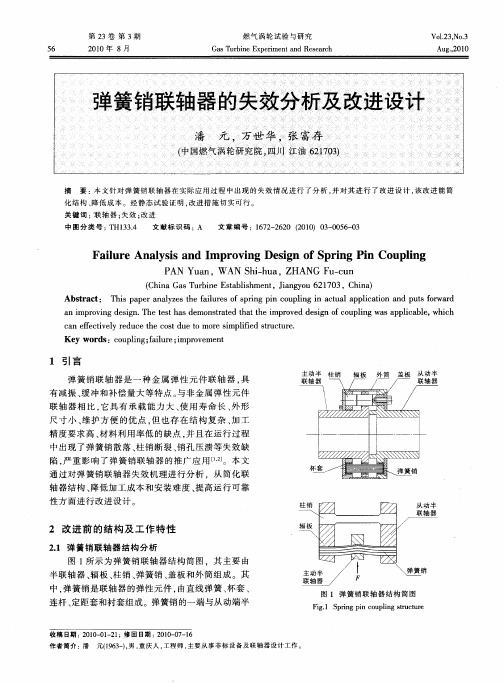
21 弹簧销 联轴 器结构 分析 . 图1 所示 为 弹簧销 联轴器 结构 简 图 ,其 主要 由 半 联轴 器 、 板 、 销 、 辐 柱 弹簧销 、 盖板 和外 筒组成 。其
f)失 效 的 弹簧 销 孑 b L
3 失 效 分 析
大型离心风机联轴器螺栓断裂失效分析

N R H C I A E E T I O R O T H N L C R C P WE
3 7
・
故 障分析 ・
大 型离 心 风 机 联 轴 器螺 栓 断裂 失 效 分 析
郭 亚 斌 , 海 龙 , 凯杰 刘 贾
( 津 大 唐 国际 盘 山发 电有 限 责 任 公 司 , 津 蓟县 3 10 ) 天 天 0 97 摘 要 : 绍 了 某发 电公 司一 次 风 机 联 轴 器螺 栓 断裂 情 况 , 风机 运行 工频 与 变 频 的 不 同 、 栓 材 质 、 学特 介 从 螺 力 性 和 强度 性 能 等 方 面 对联 轴 器 螺 栓 失 效 原 因做 了全 面 的 分 析 , 出 了螺 栓 断 裂 失 效 的原 因除 了本 身 材 质 及 得 热 处 理 工 艺 等 原 因 外 , 与 风 机 变频 工 况 下 的 复 杂 受力 情 况 有 一 定 的 关 系 , 还 最后 给 出 了预 防 螺 栓 断 裂 失 效 的
大, 可能会 造成 螺栓 轴 向受力 增 加 。如 图 2所 示
为螺 栓受 力分 析示 意 图。
径 向剪切 力
图 1 膜 片 联 轴 器 不 意 图
在 2 1 年 3月 , 现一 次风 机联 轴器 防护罩 01 发
( ini aa gItrain l a sa o rG n rt n C . t . iin3 1 0 C ia Taj D tn nen t a P nh nP we e eai o Ld ,Jxa 0 9 7, hn ) n o o
Abs r c : e st a i n o o p i g b l b e k n n p i r i a n a p we l n si to u e Fr m h i e — t a t Th i t fc u l o t r a i g i rma y a rf n i o rp a twa n r d c d. o t e d f r u o n f e c e we n o e a i n lpo r fe u n y a d v ra l r q e c b l ma e i l , c a i a r p ry a d s r n t n e b t e p r to a we r q e c n a i b e fe u n y, o t t ra s me h n c l p o e t n te g h c a a t rs i s e c,h e s n fc u ln o tb e k n r u l n l z d, n t sf u d t a x e t h r c e itc t t e r a o s o o p i g b l r a i g we e f l a ay e a d i wa o n h te c p c a i a y me h n c l p o e t n e tte t n ,h o l x f r e u i g v ra l r q e c o l lo i f e c o tb e k n . a t r p ry a d h a r a me t t e c mp e o c s d r a i b e fe u n y c u d a s n l n e b l r a i g Atl s n u i g v o fe tv a u e o p e e t t e f i r f b l b e k n . t a e s me e c i e me s r s t r v n h a l e o o t r a i g u Ke r s: r a h a r ame t f tg e;o c y wo d b e k; e tte t n ;a i u f r e
故障分析及处理方法

故障分析及处理方法1、紧急停机1. 1故障原因:(1)因工作需要,人为按下紧急停机键(机舱顶部、主控柜等)。
(2)安全链动作1 . 2故障处理:工作完毕后,复位,开机。
检查安全链各环节是否正常;2、风速过大2 . 1故障原因:(1 )风速超过50M/S ; (2)风速仪故障。
2. 2故障处理:对(1 )待机至风速在风机安全运行范围内;对(2)若相邻风机风速正常应检查、维修或更换风速仪。
步骤:A. 在TB1接线盒内检查风速仪接线端子是否有正常的电压信号输出;B. 在主控柜内检查风速仪接线端子是否有正常的电压信号输出。
3、风速咼3. 1故障原因:(1 )风速超过33M/S ; (2)风速仪故障。
3. 2故障处理:对(1 )待机至风速在风机安全运行范围内;对(2)若相邻风机风速正常检查、维修或更换风速仪。
步骤:A. 在TB1接线盒内检查风速仪接线端子是否有正常的电压信号输出;B. 在主控柜内检查风速仪接线端子是否有正常的电压信号输出。
4、风速超限4. 1故障原因:(1)风速超警戒风速线25M/S ;(2)风速仪故障。
4. 2故障处理:对(1 )待机至风速在风机安全运行范围内;对(2)若相邻风机风速正常检查、维修或更换风速仪。
步骤:A. 在TB1接线盒内检查风速仪接线端子是否有正常的电压信号输出;B. 在主控柜内内检查风速仪接线端子是否有正常的电压信号输出。
5、风速过低警告5. 1故障原因:(1 )风速过低,停机后无法自动启动;(2)风速仪故障。
5. 2故障处理:对(1 )待机至风机启动风速;对(2)若相邻风机风速正常检查、维修或更换风速仪。
步骤:A. 检查风速仪轴承是否损坏;B. 在TB1接线盒内检查风速仪接线端子是否有正常的电压信号输出;C. 在主控柜内内检查风速仪接线端子是否有正常的电压信号输出。
6、偏航时间长6. 1故障原因:风向标故障6. 2故障处理:检查、维修或更换风向标。
步骤:A. 检查风向标轴承是否损坏;B. 检查风向标基点是否对准;C. 在TB1接线盒内检查风向标接线端子是否有电压信号输出;D. 在主控柜内内检查风向标接线端子是否有电压信号输出。
搅拌器联轴器键失效原因分析及处理
121中国设备工程Engineer ing hina C P l ant中国设备工程 2018.05 (上)1 概述 某橡胶装置用于混合胶液与终止剂的搅拌器,在联轴器和机封位置经常会出现故障。
该搅拌器为立式搅拌器,正常操作为满罐运行,物料低进高出。
电机输出功率经过齿轮箱的两级减速传递给搅拌轴,在传递过程中的连接的键是一个薄弱环节。
该搅拌轴底部有一个滑动轴承作为支撑,该滑动轴承靠物料润滑。
搅拌中部有4组圆盘形桨叶。
如图1、表1、2所示。
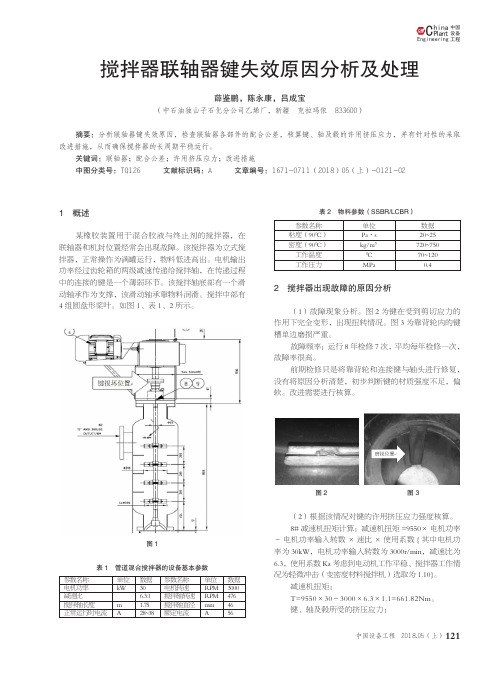
图1表1 管道混合搅拌器的设备基本参数参数名称单位数据参数名称单位数据电机功率kW 30电机转速RPM 3000减速比 6.3:1搅拌轴转速RPM 476搅拌轴长度m 1.75搅拌轴直径mm 46正常运行时电流A28~38额定电流A56表2 物料参数(SSBR/LCBR)参数名称单位数据粘度(90℃)Pa·s 20~25密度(90℃)kg/m ³720~750工作温度℃70~120工作压力MPa0.42 搅拌器出现故障的原因分析(1)故障现象分析。
图2为键在受到剪切应力的作用下完全变形,出现扭转情况。
图3为靠背轮内的键槽单边磨损严重。
故障频率:运行8年检修7次,平均每年检修一次,故障率很高。
前期检修只是将靠背轮和连接键与轴头进行修复,没有将原因分析清楚,初步判断键的材质强度不足,偏软。
改进需要进行核算。
图2 图3(2)根据该情况对键的许用挤压应力强度核算。
8#减速机扭矩计算:减速机扭矩=9550×电机功率÷电机功率输入转数×速比×使用系数{其中电机功率为30kW,电机功率输入转数为3000r/min,减速比为6.3,使用系数Ka 考虑到电动机工作平稳、搅拌器工作情况为轻微冲击(变密度材料搅拌机)选取为1.10}。
减速机扭矩:T=9550×30÷3000×6.3×1.1=661.82Nm。
对某型联轴器失效的分析
'- , CN. 3- - -
B 是螺栓孔左边孔 口边缘处的载荷集度值 , E 如能
丝 : 丝 :
G D C D BD 一BC
() 2
、 ,
计算出 B , E 就能估计出孔 口处的应力。 联轴器传递的功率为 28W, 3k 转速 1 0/ i, 0 rrn , 0 a
2 事故分析
本文认为, 导致此次事故的原因, 是由于大背轮
的螺栓孔的长度不够造成的, 较短的螺栓孔长度使 螺栓孔 口处的挤压应力过大 , 过大的挤压应力使孔
口处的材料产生滑移而呈椭圆形 , 口变形使不应 孔 承受拉力的螺栓承受了拉力并在杆身与六角头的结 合处产生应力集中而最终导致断裂。 下面是这一观点的分析计算。 联接于弹片和大背轮间的螺栓, 其联接状况与 受力分析如图 2 所示 , 弹片厚 lm 弹片两侧的垫 O m, 片均厚 4 m, m 大背轮 螺栓 孔 的长度为 1r 孔两端 4 m, a
主题 词
螺栓
螺栓 孔
插 入深 度
弯 曲应 力
挤压 应力
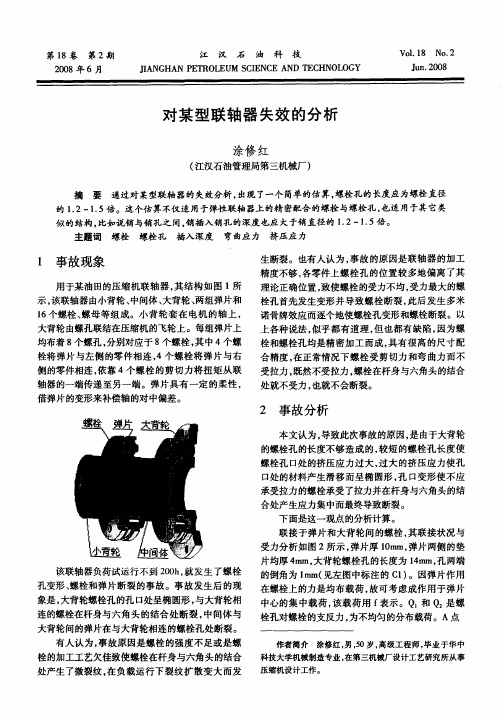
1 事故 现象
用 于某油 田的压 缩机 联轴 器 , 结 构 如 图 1所 其
生断裂。也有人认为 , 事故的原因是联轴器 的加工 精度不够 , 各零件上螺栓孔的位置较多地偏离了其 理论正确位置, 致使螺栓的受力不均, 受力最大的螺 栓孔首先发生变形并导致螺栓断裂 , 此后发生多米 诺骨牌效应而逐个地使螺栓孔变形和螺栓断裂。以 上各种说法 , 似乎都有道理 , 但也都有缺陷 , 因为螺 栓和螺栓孔均是精密加工而成, 具有很高的尺寸配 合精度, 在正常情况下螺栓受剪切力 和弯曲力而不 受拉力 , 既然不受拉力, 螺栓在杆身与六角头的结合
该联轴 器负荷试 运行 不到 20 , 发 生 了螺 栓 0 h就
联轴器失效原因
联轴器是连接两个旋转轴,使它们能够同步旋转的一种机械装置。
在许多机械设备中,联轴器起着至关重要的作用。
然而,由于各种原因,联轴器可能会出现失效的情况。
以下是一些常见的联轴器失效原因:1.材料疲劳:联轴器在长时间的运行过程中,由于受到不断的扭转应力和弯曲应力的作用,其材料可能会发生疲劳,导致联轴器的强度下降,最终可能导致联轴器的断裂。
2.安装不当:如果联轴器的安装不当,可能会导致联轴器承受过大的应力,从而导致联轴器的失效。
例如,如果联轴器的轴线不对准,或者联轴器的紧固力过大或过小,都可能导致联轴器的失效。
3.润滑不良:联轴器在运行过程中,需要适当的润滑以减少摩擦和磨损。
如果润滑不良,可能会导致联轴器过热,从而加速联轴器的磨损,最终可能导致联轴器的失效。
4.环境因素:联轴器在恶劣的环境中运行,如高温、高湿、腐蚀性气体等环境中,可能会导致联轴器的材料腐蚀或氧化,从而降低联轴器的强度和耐用性。
5.设计缺陷:如果联轴器的设计存在缺陷,如结构不合理、材料选择不当等,也可能导致联轴器的失效。
6.过载运行:如果联轴器长时间过载运行,会导致联轴器承受过大的应力,从而导致联轴器的失效。
7.维护不当:如果联轴器的维护不当,如不定期检查、不及时更换磨损部件等,也可能导致联轴器的失效。
8.制造缺陷:如果联轴器的制造工艺存在问题,如铸造缺陷、热处理不当等,也可能导致联轴器的失效。
为了避免联轴器的失效,应采取以下措施:首先,应选择合适的联轴器类型和材料,以满足设备的运行要求;其次,应正确安装联轴器,确保联轴器的轴线对准,紧固力适当;再次,应定期对联轴器进行润滑和维护,以保持其良好的工作状态;最后,应避免联轴器在恶劣的环境中运行,以及避免联轴器的过载运行。
总的来说,联轴器的失效可能由多种原因引起,因此,应根据具体情况进行分析和处理,以确保联轴器的正常运行。
联轴器零部件失效分析及修配
要使 轮 毂达 到 推进 量 我们 采取 了研 齿 修 复 ,具体 做 法是 : Y 5 0 在 2 5 研齿 机 上把 内外齿 均磨 去 一点 , 面单 边 齿 的磨 去 量 不超 过 00 r .a 3 m, 由于 齿 面是 经 过淬 火 处 理 的 , 这点 磨 去 量不会 影 响 齿 的强度 , 也不 会 影 响齿 面 的硬度 , 因齿 轮 表面 的淬 进深 度远 远超 过这 一数 值 。 在研 齿 过程 中 , 用 了常 用 的氧 化铝 系 白刚 玉磨 粉 。 采
() 3暂时应付性 修复。联轴器零部件的损伤 十分严 推动轮毂外侧的内齿 圈,使 内外齿圈沿着轴线方向作相 重, 修复 的工艺 比较复杂 , 修复 后的零 部件不能完全达 对运动。在磨料作用下作润滑磨合。 注意 : 在研磨齿时 , 用力要均匀 , 运动要保持水平 , 运 到技术要求 , 只能作暂 时的应付性使用 。这类零部件 的
现象 。
制造 质量 低 劣 、安装 或使 用 不妥 常 常 是造 成机 械 性整 体 毂经过多次的拆装 ,其累计 的残余塑性变形逐步增加 ,
哪些可以修复使用。
3 联轴 器零 部件 损伤 的修 复措 施
() 1既恢复配合性质又恢复几何尺寸的修复。 联轴器
() 4 修复方案 : 由于轴锥 的斜角是 05。根据计算可 . 。
度 比较严重 ,用这种方法修复后 的零部件不能恢复原有 造成 的综 合 位移 。
的几何尺寸 ,只能使修复后的零部件之间达到符合要求 的配合性质。分为尺寸修复和补充零件修复两种 :
尺寸修 复 是将 两 相配 合 的零 部 件 中的一 个 去掉 损 伤 层 。 零 部件 加 工到 原有 的形 状 和粗 糙 度 , 不恢 复 原有 把 但
十字轴万向联轴器的失效分析和改进
Vol. 33 No. 1Jan,2020第33卷第1期2020-01聚酯工业PoyyesteeIndusteydoo :10,3969 aio s n,1008-8261,2020,01,018十字轴万向联轴器的失效分析和改进张胜国(荣盛石化股份有限公司,浙江杭州311247)摘要:熔体齿轮泵用万向联轴器使用寿命仅为1年,通过原因分析,找出关键因素,实施一系列改进措施,万向联轴器实现连续、稳定、可靠运行4年。
关键词:十 '万 '叉头;轴承;材质中图分类号:TQ324.41文献标识码:B文章编号:1008-8261 (2020)01-0062-030 刖F熔体齿轮泵是终聚反应釜的出料泵,是聚酯装置关键设备之一,采用电机+减速机+万向联驱动。
万是联接减速机与齿轮泵的 部件,一旦发生故障将导致聚酯装置 游纺丝装置全部停机,造成巨大 。
随着设备维护技术的发展,装置的检修周期延长为4年 ,因此,对万的可靠性相 。
齿轮用装拆方便、维护周期长或不用维护、 不用移动、对中整 的万。
1十字轴式万向联轴器熔体齿轮泵多采用SWC 型十字轴式万向联轴。
十万向联轴器是一种最常用的联轴器。
能使不在同角较大动较大的 角速连续 ,并可靠运动。
SWC 型十万的 特点为:(1)具有较大的角;(2)结构紧 理,SWC 型采用整体式叉头,使运 具可靠性;(3)承载能力大,与 直径相同的型式的 相较, 的大;"4)传动,其传动效率达98% ~99.8%;(5)运载平稳,噪声低,使用寿命长,维修保养方便。
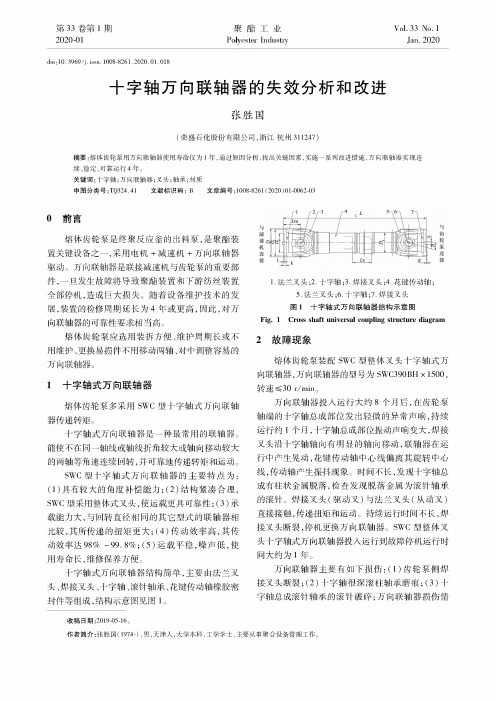
十万向联轴器结构简单,主要由法兰叉头、叉头、十、滚针、花键传动轴橡胶密封 组成,结构意图见图1。
1 •法兰叉头2十字轴;3.焊接叉头;4.花键传动轴'5.法兰叉头;6.十字轴;7.焊接叉头 图1十字轴式万向联轴器结构示意图Fig. 1 Cross shaft universal coupling strectere diagram2故障现象熔体齿轮泵装配SWC 型整体叉头十字轴式万向联轴器,万向联轴器的型号为SWC390BHx1500,转速&30 r/min 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
联轴器失效分析及处理方案
动设备的联轴器样式繁多,炼油、化工企业的动设备常用的以膜片联轴器具多,这种联轴器对中补偿性强、拆卸方便,噪音小、减振效果突出、在恶劣环境适应性强等特点。
但是如果安装过程不规范,或者加工制造时的偏差过大,都会使膜片式联轴器安装后膜片产生扭曲变形。
安装过程中出现的膜片变形包括:同心度不好;两个半联轴器端面距离超标;联轴器螺栓方向安装错误;轴弯曲等。
制造时产生的偏差包括:加工制造半联轴器本身存在偏差;膜片中心距与半联轴器中心距或膜片中心距与中间短节中心孔距不相等;半联轴器法兰盘中心与法兰端面不垂直等。
下面从七个方面分析动设备膜片联轴器安装后膜片变形的原因。
一、驱动机与机泵之间的同心度偏差太大
膜片式联轴器是由两个分别安装在驱动设备与非驱动设备轴端的两个半联轴器、一个中间加长节、一对膜片、若干组联轴器螺栓(每组螺栓包括螺杆、螺母、弹簧垫、缓冲套和1个螺母)组成(如图1所示)。
安装后两半联轴器之间根据安装标准留有一定的间隙。
正常联轴器按标准安装后,在停机状态下,如果同心度符合标准,膜片不变形或者变形量很小,基本上处于自由状态。
运转时,膜片联轴器各零部件受力均匀,一般不会损坏,使用周期一般在二年以上。
图1 膜片联轴器组成
①驱动端半联轴器②非驱动端面半联轴器③中间节④膜片⑤缓冲套⑥精密螺栓⑦垫圈⑧螺母
同心度偏差太大,造成两轴的轴心线不在一条线上,膜片安装后,是靠膜片的弹性变形来补偿同心度的偏差的,
同心度偏差太大,由膜片提供的补偿量也就越大,造成膜片扭曲变形也就越明显,这种情况下,膜片在运行就会产生额外的附加应力,膜片很容易产生疲劳而很快损坏,严重影响膜片的寿命。
所以膜片变形扭曲,首先应该考虑到是由设备本身的同心度偏差过大造成的。
为了延长膜片的使用寿命,使设备达到长周期运行,在膜片安装时要严格按照技术质量标准安装。
一般情况下,膜片联轴器的寿命可达十万小时,膜片虽为易损件,但其寿命一般也不低于1.2万小时。
膜片实际工作状况下,补偿量越大寿命越短,在实际应用中,膜片的寿命远没有
达到它的设计寿命,很大程度上都是现场的安装质量造成的。
因此,设备同心度的控制是设备运行状态关键因素。
同心度偏差太大造成膜片变形的解决方法就是精找同心席。
联轴器同心度调整方法很多,在此力推一种方法—三表找同心度法。
此法误差小,易操作,且便于普及,几乎适用于所有的设备精找同心度。
用两块百分表轴向测量半联轴器的端面,另一百分表径向取测点。
二、两半联轴器间隙过大
联轴器是由两个半联轴器,中间加长节,一组膜片和螺栓组件组成的。
膜片联轴器安装轴向间隙一般为δ,取值一般不大于0.5mm。
此间隙太小容易造成膜片安装、拆卸困难,且很容易造成膜片损伤,留下不必要的隐患。
如果间距合适,膜片在未运转时,处于自由状态,不存在变形或变形量小。
这样设备在运行时能保证膜片联轴器处在一个理想的状态。
所以膜片联轴器在安装间隙是安装联轴器的关键要素。
安装时要保证测量膜片厚度、两半联轴器中间距数据的精确。
两半联轴器间距设为S1,中间节长为S2,膜片厚度为S0,根据联轴器的安装标准,轴向间隙值δ需满足如下条件才视为合格。
如图2所示。
0mm<δ<0.5mm
δ=S1-2×S0-S2
图2 联轴器间隙
三、两半联轴器中间加长节法兰盘变形
两半联轴器及膜片正确安装后,螺栓轴线应平行于主轴轴线,这样才能保证膜片不产生扭曲变形。
但如果两半联轴器和中间节法兰盘由于不恰当的拆卸和安装,造成法兰盘不同程度的变形,就会造成了螺栓装入销孔后,螺栓的中心轴线与主轴轴线不平行,这样当安装膜片后,最终倒致膜片安装后扭曲变形。
并且当设备运转后也会加快膜片、螺栓及联轴器中间节的损坏。
在安装前,应对联轴器的各法兰盘进行检查,确保不变形。
可以用用百分表等方法进行检查,如果超过质量标准,应予校正或更换。
为了避免半联轴器变形,安装时,一定要避免暴力检修,应用加热法安装半联轴器,拆卸时要用拉力器辅助拆卸,必要时可以加热辅助拆卸。
从而最大程度避免半联轴器变形。
其次可以对检修人员多进行专业培训,提高个人检修素质。
四、联轴器螺栓反向安装错误
膜片联轴器的螺栓是连接驱动设备与非驱动设备的重要连接件,它的安装正确与否直接影响到膜片联轴器的性能寿命和安全性,错误的安装会造成一定的人力和配件的浪费。
因此按正确的安装方向安装螺栓是关键的一环,并千万切记螺栓组件完整,不允许任何一个小零件安装时缺失,这样才能使螺栓组件发挥它的优良性能,不会使联轴器其它部件损坏。
图3 螺栓正确安装方向
正确安装螺栓方法(如图3),把螺栓从法兰盘小孔外侧穿入,再穿入膜片孔中(注意膜片的方向,膜片是由许多单个薄片由铆钉和铆钉垫圈,铆钉垫圈处应与缓冲套相接触,否则会影响铆钉组的使用寿命),
再从另件法兰盘大孔外侧穿入套上缓冲套,再加上弹性垫圈(自锁螺母可以不加垫),拧上螺母。
紧固时要注意使用螺栓力矩扳手,保证每个螺栓预紧力相同。
图4 螺栓错误安装方向
如果螺栓方向装错(如图4),若按图3所示安装膜片联轴器的螺栓,就会发现在法兰盘小孔处配合段与螺栓配合段接触面长度只有3mm左右,其余约9mm长度只与螺栓外螺纹段接触,拧紧后由于螺栓配合段与决兰盘小孔配合段长度过小,很难保证螺栓轴线与法兰盘平面垂直,如果所有螺栓方向全部方向装错,更容易造成螺栓偏斜,而膜片会因此而扭曲变形。
因此,在安装螺栓时一定要注意螺栓方向,若螺栓方向错误,会造成膜片扭曲,长期运转会使膜片和螺栓配合段表面磨损、半联轴器小孔损坏、联轴器螺栓损坏。