铝箔知识汇总
电池铝箔知识点总结
电池铝箔知识点总结随着移动电子设备的日益普及,电池铝箔的应用也越来越广泛。
电池铝箔是电池制造中的重要材料,在电池的性能和稳定性中起着至关重要的作用。
下面我们来总结一下关于电池铝箔的知识点。
一、电池铝箔的基本概念电池铝箔是一种用于制造锂离子电池、锂聚合物电池等电池的重要材料,通常由纯铝或合金铝制成。
它通过高温轧制、拉伸等工艺加工而成的细薄箔状材料,具有优良的导电性、导热性和耐腐蚀性,是电池制造中不可或缺的材料之一。
二、电池铝箔的生产工艺电池铝箔的生产工艺主要包括原料准备、熔炼铸型、热轧、冷轧、拉伸、剪切、表面处理等环节。
在热轧过程中,通过不同的压延温度和压延次数,可以控制电池铝箔的厚度和硬度,从而满足不同类型电池的需求。
在表面处理环节,电池铝箔通常进行氧化、镀铜等处理,以提高其表面的导电性和耐腐蚀性。
三、电池铝箔的性能指标电池铝箔的主要性能指标包括厚度、宽度、导电性、拉伸性、表面平整度、表面处理工艺等。
在制造电池时,不同类型的电池需要不同规格的电池铝箔,因此对电池铝箔的性能要求也有所不同。
通常,电池铝箔的厚度在10μm至50μm之间,宽度则根据具体需求而定。
四、电池铝箔的应用领域电池铝箔主要应用于锂离子电池、锂聚合物电池、镍氢电池等二次电池的制造中,用作电池的正极、负极集流体、隔离层等部分。
在电动汽车、手机、平板电脑、笔记本电脑、无人机、电动工具等电子设备中,都离不开电池铝箔的应用。
五、电池铝箔的未来发展趋势随着新能源汽车、智能手机等产品的快速发展,电池铝箔的需求也将持续增长。
未来,电池铝箔将朝着更轻、更薄、更高性能、更环保的方向发展,以满足新能源电池对材料性能的不断提升的需求。
同时,电池铝箔的生产工艺也将不断创新,以提高生产效率和降低成本,为电子设备行业的可持续发展作出贡献。
总而言之,电池铝箔作为电池制造中的重要材料,具有广阔的应用前景和发展空间。
通过不断提升材料性能,优化生产工艺,以及加强与电池制造企业的合作,电池铝箔行业将为电子设备的发展和环保事业做出更大的贡献。
铝箔封口垫片相关知识

一、现用铝箔片分类与结构
PET加厚黄色。
PET加厚黄色(进口)
PE普通银色 纸垫 PET0.012(保护膜) AL0.012(金属铝) PE0.04(封口膜)
现用铝箔片分类与结构
二、各层作用
*
*
二、各层作用
*
层六为高阻隔层。
层七为封口膜。在过电磁波机时受热会熔融,密封在瓶口上,起封口作用。
层五为铝箔层。其作用是当垫片过电磁波时,如结构图所示电磁波机的感应头发射电磁波,铝箔层接收到电磁波时产生振荡,瞬间发热溶解“层三”的蜡和溶解“层七”的封口膜。
功能:封口后起阻隔作用,防止内容物渗漏。
封口层特点:可在较宽广的封口范围内达到良好封口效果,无须设置高功率。
*
三、封口原理
*
封口过程中,铝箔穿过电磁感应头短时间内发出高热量,并将热量同时传导至各层薄膜及瓶口,铝箔片塑料薄膜及瓶口顶部受热熔融由于盖子旋紧力(预紧力)作用紧紧融粘冷却后凝固在一起。(由于封口作用使瓶口和塑料膜的熔融,封口后盖子配套会有变松现象)
*
五、分层的预防(调机控制)
封口机调整建议:
*
效果方面,铝箔片封口后纸垫不要与铝箔粘连;
01
大直径盖子(广口通用普通压片),封口时会出现部分纸垫与铝箔粘连,可通过增加盖子顶与封口机感应头垂直距离来调整;
02
*
画线位置为纸垫粘连位置,可通过方法(3)调整
封口机功率;
01
传送带速度;
02
盖顶到电磁感应头距离;
03
封口机稳定的电压以确保稳定的磁场强度。
04
铝箔片调节要素
谢谢!
结 束
汇报人姓名
*
四、分层及腐蚀的成因
铝箔材料知识

铝箔材料知识-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIANVC:热封胶和PVC热封OP:保护剂PE:聚乙烯和PE热封OPA:尼龙、聚酰胺(双面电晕)PET:聚酯(常规单面电晕)与PET热封的胶水只有万能胶能和PET膜热封VMPET:镀铝聚酯PP:和PP材质热封有胶水也有膜PS:和PS材质热封只有胶水AL:铝箔采用的8011、8012、8021 H态(硬态)铝箔 O态(软态)铝箔拉伸力度:国家标准在7N/15mm药用包装用铝箔(PTP):有药包证结构:OP/AL(H态铝箔)/VC厚度:国内基本(~ 上胶量)国外基本(6kg左右上胶量)克重计算:57g/m2与PVC的比例:大约在1:4颜色印刷:除满版之外最多三色印刷(最好寄样品或者给色号)如果要印刷还需要对付提供三证(营业执照、税务登记证、组织代码)冷冲铝(铝铝):有药包证结构:OPA/AL(O态铝箔)/PVC厚度:克重计算:250g/m2冲泡深度:9mm以下稳点最大能冲13mmPTP与冷铝的比例:大约在1:4颜色印刷:除满版之外最多三色印刷(最好寄样品或者给色号)如果要印刷还需要对付提供三证(营业执照、税务登记证、组织代码)热带型泡罩铝(铝塑铝):有药包证结构:OPA(PET)/AL(O态铝箔)/VC厚度:克重计算:210g/m2冲泡深度:7mm以内颜色印刷:除满版之外最多三色印刷(最好寄样品或者给色号)如果要印刷还需要对付提供三证(营业执照、税务登记证、组织代码)软铝(SP膜、易撕膜、栓剂膜)结构:PET(OP)/AL(O态铝箔)/PE(PP)三层软铝AL(O态铝箔)/PE(PS、PET、PP)二层软铝厚度:颜色印刷:除满版之外最多三色印刷(最好寄样品或者给色号)如果要印刷还需要对付提供三证(营业执照、税务登记证、组织代码)材料:易撕膜采用的是易撕型材料盖子类的封口用的易剥离型材料纸铝:结构:PAP/AL/VC(PE)厚度:颜色印刷:除满版之外最多三色印刷(最好寄样品或者给色号)如果要印刷还需要对付提供三证(营业执照、税务登记证、组织代码)材料:纸类材料很多需要问清楚。
铝箔退火基础知识培训

为了防止氧化,可以在退火过程中使用保护气体,如氩气 或氮气,以隔绝铝箔与空气的接触。此外,可以在铝箔表 面涂覆防氧化涂层,以延缓氧化过程。
变形问题
总结词
详细描述
解决方案
退火过程中,铝箔可能会因为温度不 均、压力不均等原因发生变形。
退火过程中,如果温度控制不均或受 到不均匀的压力,铝箔可能会出现弯 曲、扭曲等现象。这不仅影响铝箔的 美观度,还可能影响其性能和用途。
退火温度
退火温度
退火温度是铝箔退火过程中的重要参数,它决定了铝箔的显微组织和性能。一般来说,退 火温度越高,铝箔的塑性越好,但强度会降低。因此,选择合适的退火温度对于获得良好 的铝箔性能至关重要。
温度控制精度
为了确保铝箔退火的均匀性和一致性,需要精确控制退火温度。温度控制精度越高,铝箔 的性能波动越小。
温度均匀性
退火温度的均匀性也是影响铝箔质量的重要因素。温度不均匀会导致铝箔组织和性能的不 一致,从而影响其后续加工和使用性能。
退火时间
退火时间
退火时间是铝箔退火过程中的另一个关键参数。退火时间的长短会影响铝箔的显微组织和性能。一般来说,随着退火 时间的延长,铝箔的塑性会提高,但强度会降低。因此,选择合适的退火时间对于获得良好的铝箔性能同样重要。
详细描述
退火过程会影响铝箔的晶格结构、相 组成和显微组织,从而改变其物理和 机械性能。如果退火工艺不当,可能 会导致铝箔的性能参数波动,如强度 、塑性、导电性等的不稳定。
解决方案
为了获得稳定的性能,需要精确控制 退火工艺参数,如温度、时间和气氛 。通过优化退火工艺,可以获得均匀 的晶粒结构和相组成,从而提高铝箔 的性能稳定性。同时,对退火后的铝 箔进行适当的处理,如轧制、拉伸或 热处理等,也可以进一步调整其性能 参数。
铝箔轧制基础知识培训
三、轧制基础知识
轧制过程基本概念——加工率
在轧制过程中,在工程上常用如下计算方式来表示加工率。 ε=△h/H×100%
上式上, △h代表压下量,H代表轧前厚度, ε称为相对压下 量,或加工率。加工率分道次加工率与总加工率两种,道次加工率 是指某一个轧制道次轧制前后厚度变化计算的值。而总加工率一般 是计算两次退火间的总加工率。铝箔轧制过程中,道次及道次加工 率的确定,是制定轧制工艺的重要环节。道次及道次加工率的合理 与否直接影响产品质量、产量及轧机的生产效率。因此,在制定轧 制工艺时,必须合理地安排好道次数及道次加工率,这样才能保证 产品的质量要求,提高生产率。
(3)罐盖箔:用于易拉罐罐体罐盖生产材料。
(4)啤酒标:经表面印刷后,用于啤酒封盖处。
(5)药箔:经表面印刷用作药片的包装。
(6)电池箔:用于锂电池封装外壳及内部正极材料。
(7)容器箔:用于一次性餐盒等铝制容器材料。
(8)双零箔用途:
烟箔——用于香烟内包装纸内衬。 软包——用于槟榔等食品包装内衬。 无菌包——用于牛奶盒等包装内衬。
轧制线标高是从轧制线到轧机底部的标准高度,考虑支承辊工作辊辊径等因 素精确计算。在生产中轧制线调整一般参照轧制线标高,结合实际辊径调整使轧 制线高度尽量接近轧制线标高。
轧制线高度对轧件轧后的运动方向有影响(因为铝箔在轧制区上下工作辊包 角变化)。轧制线过高过低会影响铝箔的翘扣头,影响轧制稳定性和机架轧辊安 全,严重的话铝箔会钻入辊系甚至发生缠辊事故。
轧机分类:
卷材轧机根据轧辊数分为二辊、四辊、六辊及多辊冷轧机,我司目 前使用的轧机都是四辊轧机。
四辊轧机轧制时,轧制压力通过工作辊的辊身传递给支撑辊。主要 是支撑辊承担载荷,产生挠度。一般支撑辊直径比工作辊大2—4倍,因 此挠度大为减少。为了进一步减少轧制工作辊的挠曲变形,在四辊轧机 上安装了弯辊控制系统。四辊轧机是冷轧加工中应用最广泛的轧机,在 国内外都有大量应用。普通四辊轧机的设备组成包括开卷机、入口偏导 辊、张紧辊、工作辊、支撑辊、出口导向辊或板形辊、卷取机及其相关 配套设备。
铝箔涂层知识点总结

铝箔涂层知识点总结一、铝箔涂层的介绍铝箔是一种轻薄的金属材料,由于其具有良好的导热性、导电性和耐腐蚀性,在工业生产中得到了广泛的应用。
而铝箔涂层是将一层或多层材料涂覆在铝箔表面,以增加其物理性能、化学性能和外观效果。
铝箔涂层除了提高铝箔的表面性能外,还可以增强其耐热性、防锈性、耐腐蚀性和机械性能。
二、铝箔涂层的种类1.保护性涂层:主要用于增强铝箔的防锈、防腐蚀性能,常见的涂层有氟碳涂层、热塑性树脂涂层、环氧树脂涂层等。
2.装饰性涂层:主要用于提高铝箔的外观效果,常见的涂层有多彩涂层、色漆涂层、电镀涂层等。
三、铝箔涂层的应用领域1.食品包装领域:铝箔涂层可以用于食品包装,其具有良好的隔氧、防水、防潮性能,可以保护食品的新鲜度和营养成分。
2.建筑领域:铝箔涂层可以用于建筑外墙装饰,其具有隔热、隔音、耐腐蚀等优点。
3.电子领域:铝箔涂层可以用于电子产品外壳,其具有良好的导热性和导电性能,可以起到较好的保护作用。
四、铝箔涂层的制备方法1.机械法:通过机械方法将涂料均匀地涂覆在铝箔表面,运用辊涂法、喷涂法、印刷法等。
2.化学法:通过化学方法将涂料溶解或悬浮在溶剂中,然后将铝箔浸入溶液中进行涂覆,运用浸渍法、电镀法等。
3.物理法:通过物理方法将涂料喷涂在铝箔表面,运用真空蒸镀法、喷涂法等。
五、铝箔涂层的质量检测1.外观检测:通过目测或显微镜检查铝箔涂层表面有无气泡、麻点、杂质等缺陷。
2.厚度检测:通过厚度计测量铝箔涂层的厚度,以确保涂层的均匀性和稳定性。
3.耐腐蚀性检测:通过盐雾试验、酸碱抗腐蚀试验等方法检测铝箔涂层的耐腐蚀性能。
4.耐热性检测:通过热循环试验、热老化试验等方法检测铝箔涂层的耐热性能。
六、铝箔涂层的未来发展趋势1.环保型涂层:未来铝箔涂层的发展趋势是朝着低VOC、无溶剂、无重金属的方向发展,以满足人们对环保的要求。
2.功能性涂层:未来铝箔涂层将注重提高其功能性,如提高耐高温、耐腐蚀、导热导电等功能。
铝箔轧制基础知识培训

铝箔轧制基础知识培训目录一、轧制概述...............................................31.铝箔轧制定义及重要性....................................32.轧制技术的发展历程......................................43.轧制技术分类及应用领域..................................5二、铝箔轧制基础知识.......................................71.铝箔轧制的基本原理......................................7 1.1 定义及原理概述.........................................81.2 轧制过程中的主要参数...................................92.铝箔轧制的工艺特点.....................................11 2.1 铝箔材质特性对轧制的影响..............................122.2 不同工艺对铝箔性能的影响..............................15三、轧制设备与工艺装备....................................161.铝箔轧机介绍及性能特点.................................17 1.1 铝箔轧机的种类与结构..................................181.2 设备性能参数及选型原则................................192.辅助设备与工艺装备概述.................................21 2.1 常见的辅助设备及其作用................................22 2.2 工艺装备的选择与使用方法..............................23四、铝箔轧制操作技术......................................241.轧制前的准备工作.......................................25 1.1 原料准备与检查........................................261.2 设备检查与调试........................................272.轧制过程中的操作技巧...................................27 2.1 轧制参数的调整与优化..................................292.2 异常情况处理及安全操作规范............................303.轧制后的产品处理与检测.................................31 3.1 产品处理流程..........................................333.2 产品检测方法与标准....................................34五、质量控制与安全管理....................................351.质量控制体系建立与实施.................................36 1.1 质量标准与检测要求....................................371.2 质量问题的分析与解决..................................382.安全生产管理与操作规范.................................40 2.1 安全生产标准与要求....................................412.2 安全操作规范及应急处理措施............................42六、培训考核与提升建议....................................431.培训考核体系建立与实施.................................44 1.1 培训内容与考核方式....................................461.2 培训效果评估与反馈机制................................462.个人能力提升建议与职业规划指导.........................482.1 学习资源推荐与学习方法建议............................492.2 职业规划指导与发展方向建议............................51一、轧制概述轧制是一种通过压力改变金属材料形状和尺寸的金属加工工艺。
铝箔基础知识
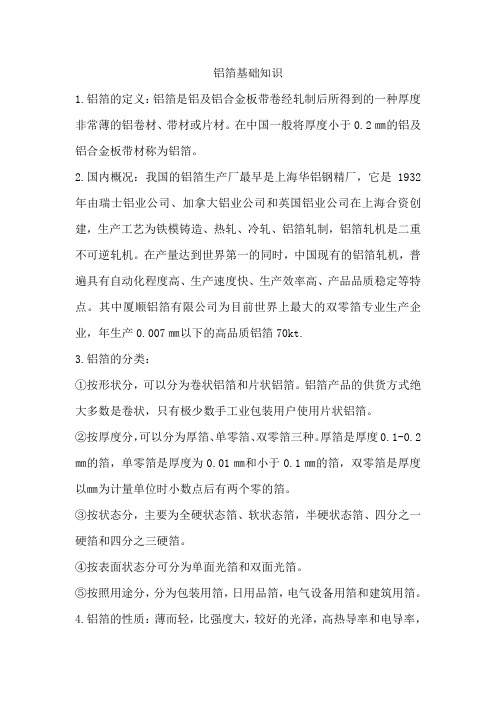
铝箔基础知识1.铝箔的定义:铝箔是铝及铝合金板带卷经轧制后所得到的一种厚度非常薄的铝卷材、带材或片材。
在中国一般将厚度小于0.2㎜的铝及铝合金板带材称为铝箔。
2.国内概况:我国的铝箔生产厂最早是上海华铝钢精厂,它是1932年由瑞士铝业公司、加拿大铝业公司和英国铝业公司在上海合资创建,生产工艺为铁模铸造、热轧、冷轧、铝箔轧制,铝箔轧机是二重不可逆轧机。
在产量达到世界第一的同时,中国现有的铝箔轧机,普遍具有自动化程度高、生产速度快、生产效率高、产品品质稳定等特点。
其中厦顺铝箔有限公司为目前世界上最大的双零箔专业生产企业,年生产0.007㎜以下的高品质铝箔70kt.3.铝箔的分类:①按形状分,可以分为卷状铝箔和片状铝箔。
铝箔产品的供货方式绝大多数是卷状,只有极少数手工业包装用户使用片状铝箔。
②按厚度分,可以分为厚箔、单零箔、双零箔三种。
厚箔是厚度0.1-0.2㎜的箔,单零箔是厚度为0.01㎜和小于0.1㎜的箔,双零箔是厚度以㎜为计量单位时小数点后有两个零的箔。
③按状态分,主要为全硬状态箔、软状态箔,半硬状态箔、四分之一硬箔和四分之三硬箔。
④按表面状态分可分为单面光箔和双面光箔。
⑤按照用途分,分为包装用箔,日用品箔,电气设备用箔和建筑用箔。
4.铝箔的性质:薄而轻,比强度大,较好的光泽,高热导率和电导率,高防潮性,无毒、无味,良好的遮旋光性、隔热性,良好的抗腐蚀性能。
5.铝及铝合金牌号及状态以往都是采用国内统一的表示方法,即汉语拼音加顺序号,自1996年起,这种表示方法已经停用,目前采用的是国际四位数字体系的表示方法。
合金牌号采用的是四位数字体系表示方法,其中:第一位代表合金的系列,如第一位数字为1,则代表为纯铝系列,第一位数字为2-8,则代表以某合金元素为主的不同系列的铝合金。
1系表示纯铝,其最后两位数字表示最低铝百分量中小数点后面的两位。
牌号的第二位表示合金元素或杂质极限含量的控制情况。
例如:1100表示铝含量为99.00%,1235表示纯铝含量为99.35%,8011化学成分:硅含量0.50~0.90,铁含量 0.60~1.0 ,铜含量 0.10 锰含量 0.20镁含量 0.05,铬含量 0.05镍含量锌含量 0.10钛含量 0.08,其它含量0.05,其它含量总计 0.15,铝含量为余量8011(H14),力学性能:抗拉强度:125~165屈服强度:110延伸率:2~5铝及铝合金的状态及代号基础状态: F-自由加工状态,O-退火状态,H-加工硬化状态,W-固溶热处理状态,T-热处理状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝箔知识汇总
一、铝箔的分类
铝箔有多种分类,不同的铝箔也有不同的作用。
现对铝箔作以下简单的分类,按铝箔的厚度、形状、状态或材质都可以进行分类。
铝箔按厚度差异可分为厚箔、单零箔和双零箔。
①厚箔:厚度为0.1~0.2mm的箔。
②单零箔:厚度为0.0lmm和小于0.1mm的箔。
③双零箔:所谓双零箔就是在其厚度以mm为计量单位时小数点后有两个零的箔,通常为厚度小于0.0075mm的铝箔。
用英文表达时,厚箔称为“heavy gauge foil'’,单零箔称为“medium gauge foil”,双零箔称“light gauge foil'’。
国外有时把厚度≤40ltm的铝箔称为light gauge foil,而把厚度>40btm的铝箔统称为heavy gauge foil。
铝箔按形状可分为卷状铝箔和片状铝箔。
铝箔深加工毛料大多数呈卷状供应,只有少数手工业包装场合才用片状铝箔。
铝箔按状态可分为硬质箔、半硬箔和软质箔。
①硬质箔:轧制后未经软化处理(退火)的铝箔,不经脱脂处理时,表面卜有残汕。
因此硬质箔在印刷、贴合、涂层之前必须进行脱脂处理,如果用于成形加工则可直接使用。
②半硬箔:铝箔硬度(或强度)在硬质箔和软质箔之间的铝箔,通常用于成形加工。
③软质箔:轧制后经过充分退火而变软的铝箔,材质柔软,表面没有残油。
目前大多数应用领域,如包装、复合、电工材料等,都使用软质箔。
铝箔按表面状态可分为一面光(单面光)铝箔和两面光(双面光)铝箔。
①一面光铝箔:双合轧制的铝箔,分卷后一面光亮,一面发乌,这样的铝箔称为一面光铝箔。
一面光铝箔的厚度通常不超过o.025mm。
②两面光铝箔:单张轧制的铝箔,两画和轧辊接触,铝箔的两面因轧辊表面粗糙度不同又分为镜面二面光铝箔和普通二面光铝箔。
二面光铝箔的厚度一般不小于0.01mm。
铝箔按加上状态可分为素箔、压花箔、复合箔、涂层箔、上色铝箔和印刷铝箔。
①素箔:轧制后不经仟何其他加工的铝箔,也称光箔。
②压花箔:表面上压有各种花纹的铝箔。
③复合箔:把铝箔和纸、塑料薄膜、纸板贴合在—起形成的复合铝箔。
④涂层箔:表面上涂有各类树脂或漆的铝箔。
⑤上色铝箔:表面上涂有单一颜色的铝箔。
⑥印刷铝箔:通过印刷在表面上形成各种花纹、图案、文字或画面的铝箔,可以是一种颜色,最多的可达12种颜色。
铝箔具有质轻、密闭和包覆性好等—系列优点,故,在国民经济许多部门及人们日常生活中获得广泛的应用,但目前它主要用于包装、机电和建筑三大领域。
二、国内铝箔行业现状及发展前景分析
随着国民经济的发展和人民生活水平的提高,中国铝箔的产量、产能发展快速。
铝箔的应用领域也不断扩大,我国各个领域对铝箔需求都快速增长,尤其是包装领域的应用,已成为中国铝箔工业快速发展的重要组成部分。
我国铝箔工业产品结构将进一步趋向合理化,中高档铝箔产品的生产比重将不断加大,产品的国际竞争能力不断提高,总体上向更宽、更薄的方向发展,特别是0.005毫米厚度以下的铝箔将实现规模生产,并在包装等行业大量应用。
对于如双零箔、空调箔、药箔等重要品种和一些特殊品种,如高压阳极箔等,将向高技术水平的方向发展。
我国铝箔市场需求量较大的是空调箔、烟箔、装饰箔、电缆箔;以上四个品种占铝箔需求量的70%以上。
更多信息请加入中国铝箔之家QQ群45288782。