钨钢钻头加工参数
钨钢钻头加工参数

钨钢钻头加工参数钨钢钻头是一种常用的切削工具,常用于金属加工中,如钢材、铁材等硬质材料的钻孔。
钨钢钻头的加工参数对于钻孔效果和工具寿命都有重要的影响。
在本文中,我将深入探讨钨钢钻头的加工参数,并分享我对这个主题的观点和理解。
1. 加工参数的选择与钻孔效果有密切关系钨钢钻头的加工参数主要包括切削速度、进给量和切削深度。
这些参数的选择直接关系到钻孔的质量和效率。
切削速度过快可能导致钻头过热,损坏刀刃;切削速度过慢则会降低钻孔效率。
进给量过大可能导致材料堆积在刀刃上,影响钻孔质量;进给量过小则会降低钻孔速度。
切削深度过大可能使钻头易折断;切削深度过小则会造成钻孔不深、不符合要求。
2. 切削速度的选择切削速度是指单位时间内钻头切削工件的移动速度。
切削速度的选择受到工件材料的硬度和刀具材料的限制。
一般来说,对于钢材等硬质材料,切削速度应适当降低,以免过快造成钻头过热,影响加工效果。
而对于较软的材料,切削速度可以适当提高,以提高加工效率。
3. 进给量的选择进给量是指单位时间内钻头在钻孔过程中前进的距离。
进给量的选择需要综合考虑切削深度和切削速度,以保证钻孔质量和加工效率。
通常情况下,可以根据经验公式或者试验确定合适的进给量。
4. 切削深度的选择切削深度是指钻孔的深度。
切削深度的选择应根据工件的要求和钻头的可用长度来确定。
在选择切削深度时,需要注意钻头的刚性和稳定性,避免过大的切削深度导致钻头折断。
在我的观点和理解中,钨钢钻头的加工参数选择是一个综合考虑的过程。
需要根据工件材料的硬度、刀具材料、钻孔质量要求等多个因素进行权衡。
在实际应用中,我们可以根据经验公式和试验来确定较为合适的加工参数,然后根据实际情况进行微调。
总结回顾:钨钢钻头的加工参数选择对钻孔效果和工具寿命有重要影响。
切削速度、进给量和切削深度是关键参数,需要根据工件材料的硬度和刀具材料进行合理选择。
在实际应用中,我们应根据经验公式和试验确定初始参数,并根据实际情况进行微调,以达到良好的钻孔效果和工具寿命。
钨钢钻头加工参数
钨钢钻头加工参数
钨钢钻头是一种用于金属加工的重要工具,具有耐磨、耐高温等优点,广泛应用于汽车制造、航空航天、机械加工等领域。
在制作一份关于钨钢钻头加工参数的文档时,可以涵盖以下内容。
一、钨钢钻头的材料特性:
1. 钨钢的硬度和韧性,对于钻头的加工工艺和参数会有何影响?
2. 钨钢的耐磨性和耐高温性,如何在加工参数中体现和利用这些特性?
二、钨钢钻头的加工原理:
1. 钨钢钻头在金属加工中的作用和应用范围;
2. 钨钢钻头与金属工件之间的磨削、热变形等加工原理。
三、钨钢钻头的加工参数:
1. 刀具材料与工件材料的匹配原则;
2. 钻头直径、切削速度、送料速度等加工参数的选择原则;
3. 钨钢钻头的修磨参数及修磨周期。
四、钨钢钻头的加工工艺:
1. 加工前的刀具检验和准备工作;
2. 加工中的刀具选用与刀具夹紧;
3. 加工后的刀具清洁与保养。
五、钨钢钻头的加工参数优化:
1. 如何根据具体加工情况对钨钢钻头的加工参数进行优化调整;
2. 如何根据刀具磨损情况进行修磨周期的确定。
六、钨钢钻头的加工质量控制:
1. 如何通过加工参数的设置和优化,保障刀具加工质量;
2. 如何通过加工过程中的监测与反馈,控制刀具的加工质量。
七、钨钢钻头的应用案例:
1. 钨钢钻头在特定行业的应用案例;
2. 钨钢钻头在特定工件加工中的使用经验分享。
以上这些点可以帮助您组织一份全面细致的钨钢钻头加工参数的文档,让读者获得更全面的了解和指导。
YS8钨钢

一、YS8钨钢简介YS8钨钢是一种采用0.6um超细晶粒合金制成的具有93.5HRA高硬度的优质钨钢刀片(具)材料,其抗弯强度达到2170MPa,耐磨性好,适合制作用于加工特种耐热不锈钢的粗、精加工的钨钢刀具和钨钢钻头。
二、生产工艺配料→充分混合→粉碎→干燥→过筛后加入成型剂→再干燥→过筛制得混合料→把混合制粒→压制成型→(德国进口真空低压烧结炉)低压烧结→烧结后毛坯→检验(无损超声波探伤检测)→毛坯尺寸精度检验。
三、YS8钨钢技术参数1、WC及其它合金成分含量%:约95。
2、CO含量%:5.0。
3、密度g/cm3:14.05。
4、硬度HRA:93.5。
5、晶粒度um:0.6超细晶粒合金。
6、抗弯强度MPa:2170。
7、热胀系数10-6/0C:4.8。
8、弹性模量GPa:545。
四、YS8钨钢产品特点YS8钨钢采用0.6um超细颗粒合金并经低压烧结、晶粒分布均匀、致密性好、无孔隙无砂眼、组织均匀,耐磨损性能优异,93.5HRA硬度高, 2170MPa抗弯曲强度而具备高耐磨性,部分性能参数更是优于同类进口钨钢材料,综合性能堪比进口钨钢材质。
五、YS8钨钢使用注意事项1、YS8钨钢因具有高硬度而有脆性,在加工时禁止敲打,以免出现裂开和崩角或塌边。
2、钨钢在线切割时经常会产生裂开的现象,所以请在加工后确认加工面无缺陷后再进行下一道工序的加工,以保障产品质量无缺陷。
3、更多注意事项请参阅三鑫钨钢站内文章《钨钢加工注意事项》。
六、适用范围1、适于制作加工特种耐热不锈钢的粗、精加工的钨钢刀具和钨钢钻头。
2、适合用于淬火钢的精加工与半精加工的钨钢刀(具)片。
3、YS8钨钢适合制作加工铁基耐热合金和玻璃制品的钨钢刀片。
钨钢钻头加工参数

钨钢钻头加工参数钨钢钻头是一种常用的切削工具,常用于金属加工领域。
它具有优良的切削性能和耐磨性,广泛用于钢铁、铸铁、有色金属等材料的加工。
而正确的加工参数选择对于钨钢钻头的加工效果和使用寿命有着重要的影响。
首先,选择合适的转速是保证钻削效果的关键之一。
转速过高会导致钻头过热,螺旋刃容易变形或破裂;转速过低则会导致切削效果不佳,加工速度过慢。
对于不同直径的钨钢钻头,转速的选择也不同。
一般而言,直径较小的钻头适合高速转速,而较大直径的钻头则适合低速转速。
此外,材料的硬度也需要考虑,硬度较高的材料宜选较低的转速。
其次,进给速度的选择也是一个重要的参数。
进给速度过高会导致切屑悬空的现象,而进给速度过低则会使切削行程过长,加工效率低下。
进给速度的选择应考虑到材料的硬度和刀具的刃数。
总体而言,进给速度和转速呈正比关系,但是也需要根据具体材料和刀具情况进行调整。
再次,钨钢钻头的冷却液也是非常重要的。
冷却液的使用可以有效降低钻头温度,减少摩擦热,延长钻头使用寿命。
冷却液应该具备良好的散热性能,并具有防锈和防腐蚀的作用。
在使用过程中,需要保持冷却液的充足,并及时更换以保证加工质量。
最后,切削深度也应该合理选择。
切削深度过大会增加钻头的负荷,容易导致断刀或破裂;切削深度过小则会降低加工效率。
切削深度的选择需要根据具体的工件情况、材料硬度等因素进行综合考虑,并在实际加工中进行逐步试验。
综上所述,钨钢钻头的加工参数选择是保证加工效果和使用寿命的重要因素。
通过合理选择转速、进给速度、切削深度以及使用冷却液等操作方法,能够有效提高钨钢钻头的加工效率,保证加工质量,并延长钻头的使用寿命。
因此,在使用钨钢钻头进行加工时,务必要注意以上加工参数的选择,以取得更好的加工效果。
钨钢钻头加工不锈钢参数

钨钢钻头加工不锈钢参数
1. 钻头材料:钨钢(也称为硬质合金)是一种具有高硬度、高耐磨性和高热稳定性的合金材料,适合加工不锈钢材料。
2. 切削速度:根据不同的钨钢钻头和不锈钢材料的硬度和耐磨性,切削速度一般在100-150米/分钟之间。
过高的切削速度可能导致钻头磨损过快,过低的切削速度可能导致切削效率低下。
3. 进给速度:进给速度的选择应根据具体的加工情况来确定。
通常,进给速度在
0.1-0.2毫米/转之间,可以根据实际情况适当调整。
4. 冷却润滑:由于不锈钢的高硬度和良好的导热性,加工过程中会产生高温。
为了降低温度和减少磨损,需要使用冷却润滑剂对钨钢钻头进行冷却和润滑。
5. 钻头直径:根据需要加工的孔径大小选择合适的钻头直径,一般在1-20毫米之间。
6. 冲击频率:冲击频率一般根据不锈钢材料的硬度和脆性来确定。
对于硬度较高的不锈钢,适当降低冲击频率可以减少断刃和损伤。
需要注意的是,钨钢钻头加工不锈钢的参数会根据具体的不锈钢材料、刀具以及加工要求等因素而有所不同。
上述参数仅供参考,具体的参数选择应根据实际情况进行调整和优化。
钨钢钻头加工参数
钨钢钻头加工参数钨钢钻头加工参数是钨钢材料在钻头加工过程中需要考虑的重要因素之一。
钨钢钻头是一种常用的切削工具,在制造业中广泛应用于金属加工、机械加工和建筑工程等领域。
正确选择和控制钨钢钻头的加工参数对于提高加工效率、保证加工质量和延长钻头使用寿命具有非常重要的意义。
本文将从钨钢钻头的材料特性、加工工艺和参数调整等方面,对钨钢钻头加工参数进行详细分析。
一、钨钢钻头材料特性钨钢是由钨、钼、铁、镍等合金元素组成的一种硬质合金材料,具有高硬度、耐磨性好、抗腐蚀性强的特点。
由于钨钢材料的特殊性,钻头加工参数需要根据其材料特性进行合理选择。
钨钢钻头的硬度高,因此在加工过程中需要选择合适的切削速度和进给量,以保证加工效率和刀具寿命。
钨钢材料的韧性较差,容易产生热变形和刀具磨损,因此需要结合刀具材料和几何形状设计,合理选择刀具的切削角度和刀具工艺,以降低刀具磨损和延长使用寿命。
二、钨钢钻头加工工艺钨钢钻头加工工艺主要包括刀具选择、切削参数设定、冷却润滑等方面。
在钨钢钻头加工中,应根据不同的加工材料、工件形状和加工要求选择合适的刀具类型,如硬质合金钻头、涂层钻头等。
根据不同的加工要求,要合理设定切削速度、进给量和切削深度等切削参数,以实现加工的高效率和高质量。
由于钨钢材料加工时易产生高温,因此在加工过程中需要进行有效的冷却润滑,以降低切削温度、减少切削力和延长刀具寿命。
三、钨钢钻头加工参数调整在实际钨钢钻头加工过程中,根据加工材料的不同类型、工件的不同形状和加工要求的不同,需要灵活调整加工参数,以获得最佳的加工效果。
在钨钢钻头的切削速度选择上,对于不同硬度和韧性的钨钢材料,应根据实际情况选择合适的切削速度,以保证切削效率和刀具寿命。
在进给量选择上,要根据加工材料的硬度和韧性,结合切削深度和刀具类型来合理确定进给量,以保证加工表面质量和加工效率。
应根据加工要求和刀具磨损情况,及时调整切削参数,以保证整个加工过程的安全和稳定。
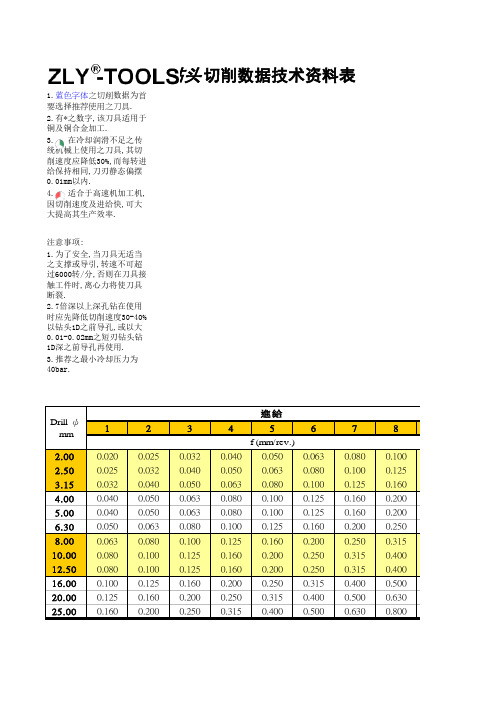
钻头切削参数
1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9 1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4
高速钢
1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3
Coolant
soluble oil oil air
抗拉强度 N/mm2 ≦500 >500 -850 ≦850 850 -1000 ≦700 700 -850 850 -1000 850 -1000 1000 -1200 ≦750 850 -1000 ≧1080500-1- 200 1000 1000 -1200 ≦850 ≧85605-010- 00 1000
表面硬化低碳钢
1.0301 C10, 1.1121 C10E
表面硬化合金钢
1.7043 38Cr4 1.5752 15NiCr13, 1.7131 16MnCr5, 1.7264 20CrMo5
氮化钢
1.8505 34CrA16 1.8519 31CrMoV9, 1.8550 34CrAlNi7
工具钢
进给
7 6 8 8 8 7 7 7 7 8 7 5 7 5 6 5 5 3 5 5 5 3 2 4 9 9 9 8 3 4 4 9 9 9 9 8 7* 8 7 7* 6* 6*
vC
m/min
130 110 145 110 120 110 105 105 100 130 120 85 100 90 65 55
vC
m/min
145 120 170 145 130 125 120 120 105 145 120 85 110 105 80 65 60 60 60 55 45 55 35 35 210 180 160 130 40 40 40 310 310 260 220 280 125 325 220 125 105 90
钨钢钻头加工不锈钢参数

钨钢钻头加工不锈钢参数【原创版】目录一、钨钢钻头加工不锈钢的优点二、钨钢钻头加工不锈钢的参数设置三、加工过程中需要注意的事项四、总结正文一、钨钢钻头加工不锈钢的优点钨钢钻头是一种具有高硬度、高耐磨性和高韧性的切削工具,因此在加工不锈钢这类高硬度、高韧性的材料时表现出优异的性能。
相较于其他材料的钻头,钨钢钻头在加工不锈钢时具有以下优点:1.高硬度:钨钢钻头的硬度可以达到 HRC55 以上,这意味着它在加工不锈钢时可以承受更大的切削力和热量,降低磨损程度。
2.高耐磨性:钨钢钻头的耐磨性能好,可以在加工不锈钢时保持刃口的锋利,减少换刀次数,提高生产效率。
3.高韧性:钨钢钻头具有较高的韧性,可以抵御加工过程中产生的冲击和振动,避免钻头断裂。
二、钨钢钻头加工不锈钢的参数设置在钨钢钻头加工不锈钢时,需要合理设置加工参数,以保证加工效率和加工质量。
以下是一些建议的参数设置:1.线速度:线速度是切削过程中重要的参数之一。
过高的线速度会导致切削温度升高,加剧刀具磨损;过低的线速度则会导致切削效果不佳,加工效率低下。
一般来说,钨钢钻头加工不锈钢的线速度应该控制在 200米/分钟(即 s5500 左右)。
2.进给速度:进给速度是指钻头在加工过程中沿刀具进给方向的移动速度。
进给速度过快会导致切削力增大,加剧刀具磨损;进给速度过慢则会导致加工效率低下。
合适的进给速度应该根据工件材料、刀具直径和加工深度等因素综合考虑。
3.切削深度:切削深度是指钻头在加工过程中每次切削的深度。
切削深度过深会导致切削力增大,加剧刀具磨损;切削深度过浅则会导致加工效率低下。
合适的切削深度应该根据刀具直径、刀具材料和加工条件等因素综合考虑。
三、加工过程中需要注意的事项1.刀具的刃磨:在加工过程中,刀具的刃口可能会磨损,导致切削效果不佳。
因此,需要定期对刀具进行刃磨,以保证刀具的锋利度。
2.冷却液的使用:在加工过程中,使用合适的冷却液可以降低切削温度,减少刀具磨损,提高加工质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钨钢钻头加工参数
钨钢钻头加工参数在工业加工领域中起着至关重要的作用。
钨钢钻头广泛应用于金属、塑料、木材等材料的孔加工工艺中,因其硬度高、耐磨性强、热稳定性好等特点,被广泛
应用于机械加工、汽车制造、航空航天等领域。
本篇文章将详细探讨钨钢钻头加工参数,
以提供科学的加工指导和生产实践。
一、钨钢钻头加工参数的重要性
钨钢钻头作为一种重要的切削工具,在加工过程中的参数设置直接影响到加工效率、
质量和工具的使用寿命。
合理的加工参数能够最大程度地发挥钨钢钻头的性能,降低成本,提高生产效率,对于工件加工的质量和精度也有着至关重要的影响。
二、钨钢钻头加工参数的内容
1. 选择合适的切削速度
切削速度是指单位时间内切削刀具与工件接触的线速度,通常用m/min表示。
对于钨
钢钻头而言,选择合适的切削速度是至关重要的。
一般来说,当切削速度过快时,会导致
切削温度升高,加速刀具磨损、缩短使用寿命;而切削速度过慢会影响加工效率。
根据所
加工材料的硬度、刀具材料和冷却润滑条件等因素,合理选择切削速度,对于提高加工质
量和效率至关重要。
2. 合理设定进给速度
进给速度是指单位时间内切削刀具在切削方向上移动的距离,通常用mm/r表示。
合理的进给速度可以保证切屑顺利排出、防止切割刃封闭、减少振动和噪音、延长刀具寿命。
也需要考虑到进给速度对加工质量和工件表面光洁度的影响,需要根据具体的工件材料和
加工要求,合理设定进给速度。
3. 选择适当的切削深度
切削深度是指刀具在切削加工中一次切削所去除的材料层的厚度,通常用mm表示。
切削深度的选择与工件材料的硬度、刀具的稳定性、工件的刚性等因素有着直接的关系。
一
般来说,切削深度过大容易导致切削力增大、刀具振动、热变形等问题,同时也容易引起
加工表面粗糙度增加或者切削刃断裂等问题。
选择适当的切削深度对于保证加工质量、延
长刀具寿命至关重要。
4. 合理选择冷却润滑方式
由于钨钢钻头在加工过程中会产生大量的热量,因此需要采取恰当的冷却润滑方式来
降低刀具温度、延长刀具寿命、提高工件表面质量。
常见的冷却润滑方式包括空气冷却、
液体冷却、压力冷却等,具体的选择需要结合实际加工情况和工件材料的特性,以确保加
工过程中刀具和工件受到适当的冷却和润滑。
5. 注意刀具几何参数
刀具的几何参数如切削刃的前角、后角、刃尖半径等也会直接影响到切屑的形成、切
削力的大小、刀具的使用寿命等。
在进行钨钢钻头加工时,需要仔细考虑和调整刀具的几
何参数,以便达到优化的切削效果。
在实际的钨钢钻头加工过程中,以上所述的参数设置并不是孤立存在的,通常需要综
合考虑这些参数的相互影响,在不同条件下进行合理的调整。
通过不断的实践和经验总结,逐步形成适合于特定加工场合的最佳加工参数组合。
三、钨钢钻头加工参数在不同材料加工中的应用
1. 钨钢钻头在金属加工中的参数应用
在金属加工中,钨钢钻头常常需要应用到不同种类的金属材料上,如铝合金、镍基合金、钢等。
对于不同的金属材料,钢钻头加工参数的选择也会有所不同。
在加工硬度较高
的不锈钢材料时,需要适当降低切削速度、增大切削深度,以保证加工效率的保证刀具的
耐磨性和刚性。
2. 钨钢钻头在塑料加工中的参数应用
在塑料加工中,由于塑料的软化点低、导热性差等特点,对于钨钢钻头的加工参数也
有着特殊的要求。
通常需要采用较高的切削速度、减小进给量来降低热量对工件的影响,
保证加工表面的平整度和光洁度。
也需要考虑到除毛刺、切屑的顺利排出等特殊情况。
3. 钨钢钻头在木材加工中的参数应用
在木材加工中,通常需要采用较高的切削速度、较大的进给量来保证加工效率,也需
要考虑到木材的纤维方向、含水率等因素,合理选择刀具的几何参数,以达到理想的加工
效果。
四、结语
钨钢钻头加工参数的设置在工业生产中起着举足轻重的作用,合理的加工参数能够最
大限度地发挥钨钢钻头的性能,降低成本,提高生产效率。
在实际生产中,需要结合具体
的加工材料和要求,通过不断的实践和总结,找到最适合的加工参数组合,以提高加工质
量和效率。
在加工过程中也需要不断关注刀具的磨损情况,保证刀具的及时更换和维护,
以延长刀具寿命,降低生产成本。