蓄热式烧嘴堵塞原因分析
蓄热式烧嘴常见问题分析探讨

蓄热式烧嘴常见问题分析探讨蓄热式烧嘴介绍蓄热式烧嘴是一种用于热熔机和热风枪的热源设备,釆用蓄热陶瓷块作为热媒介,燃气燃烧后通过热媒介传导热量,使热媒介表面的温度升高,使得热风或热熔管内的温度快速升高,从而达到加热的目的。
蓄热式烧嘴因其加热速度快、温度稳定、使用寿命长等优点,被广泛应用于塑料制品加工、食品加工和工业生产等领域。
蓄热式烧嘴常见问题虽然蓄热式烧嘴具有很多优点,但在使用过程中还是会遇到一些常见问题,下面详细的介绍一下:1. 蓄热式烧嘴温度不稳定蓄热式烧嘴温度不稳定可能是由于热媒介表面积过大,燃气流量偏小或热媒介老化等原因造成的。
解决该问题的方法是重新选择合适的热媒介,并调整燃气流量。
2. 蓄热式烧嘴出现火花如果蓄热式烧嘴出现火花,则说明氧气流量过大或燃气流量过小,导致产生的气体不能完全燃烧,产生了火花。
解决该问题的方法是减少氧气流量,增加燃气流量或更换清洁的燃气管。
3. 蓄热式烧嘴使用寿命短蓄热式烧嘴的使用寿命主要受热媒介老化和燃气清洗不彻底等因素的影响,如果长期使用不清洁,燃气管中的杂质可能通过燃烧反应,损坏蓄热式烧嘴。
解决该问题的方法是经常对燃气管进行清洗,并选择优质的热媒介延长使用寿命。
4. 蓄热式烧嘴加热速度慢蓄热式烧嘴加热速度慢可能是由于热媒介表面积过小,燃气流量偏小或热媒介老化等原因造成的。
解决该问题的方法是重新选择合适的热媒介,并调整燃气流量。
总结蓄热式烧嘴因其加热速度快、温度稳定、使用寿命长等优点,在很多领域得到了广泛的应用。
但是在使用过程中还是会遇到一些常见的问题,本文提出了常见问题以及解决方法,希望对大家有所帮助。
正确认识和解决该类问题,可以最大限度的维护设备的稳定生产。
蓄热式低氮烧嘴蓄热式平焰烧嘴
蓄热式低氮烧嘴蓄热式平焰烧嘴蓄热式烧嘴(RCB)蓄热式烧嘴是⼀种通过蜂窝体从窑炉烟⽓中回收热量来预热空⽓以此达到交替燃烧均匀加热⽬的的烧嘴。
适⽤范围:蓄热式烧嘴主要应⽤于⼯业燃⽓加热领域,以低NOx排放,很⾼的燃烧热效率著称。
它是继⾃⾝预热式烧嘴后的⼜⼀⼤技术进步。
主要应⽤于:锻造炉、热处理炉、轧钢加热炉、封头加热炉、⾦属熔化炉和玻璃池窑等。
蓄热式烧嘴将换热系统与烧嘴相连后并安装在炉窑侧壁上,再通过换向滑阀,成对操作。
蓄热式烧嘴⼯作原理:⼀套蓄热式烧嘴系统⾄少包括两个烧嘴,两个蓄热器,⼀个热能回收系统以及相应的控制装置。
烧嘴和蓄热器可根据现场实际情况直接连接在⼀起或选择⽤耐⽕材料浇注的管道连接在⼀起。
当⼀个烧嘴利⽤蓄热器⾥的热空⽓进⾏燃烧时,另⼀个烧嘴起到排烟⼝的功能,利⽤抽烟风机抽出炉⼦⾥的热空⽓通过烧嘴到蓄热器⾥进⾏蓄热。
当热量蓄⾜后,换向阀动作,转换两个烧嘴的功能。
每当⼀个烧嘴在燃烧时,则另⼀个在帮助蓄热器蓄热。
在热交换中,管道中的废⽓温度通常不⾼于150,因⽽不管是蝶阀还是抽烟风机均能长期安全可靠的⼯作。
(2)蓄热体特点蓄热体采⽤陶瓷蜂窝体,其⽐表⾯积⼤,体积⼩,换热温度效率⾼,换向温度波动⼩;本系统所采⽤的蓄热体⽐表⾯积⾼达800~1000m²/m³,蜂窝体众多的⼩通孔将⽓流分割成很⼩的⽓流通道,⽓流在蓄热体中流过时,形成强烈的紊流区,有效地冲破了蓄热体表⾯的附⾯层,⼜由于蜂窝体内壁很薄,传热半径⼩、热阻⼩、密度⾼、导热性好,因此,⾼温烟⽓经蓄热体后在很短的⾏程内便可将烟⽓降⾄150左右排放。
温度效率⾼达85%以上,因此蓄热室体积⼤⼤缩⼩。
加之蜂窝体内通道布置均匀,烟⽓流动性能好,由于⽓流的反复冲刷,使蜂窝体内通道不易积灰,其阻⼒也⼩,约为⼩球蓄热体阻⼒的1/3。
蜂窝体很容易在线更换,⽣产连续性有保障。
选⽤⼤直径孔蜂窝体作为空⽓侧的蓄热体。
郑州中威环保设备有限公司设计的蓄热式烧嘴分类为:蓄热式直焰烧嘴、蓄热式平焰烧嘴。
燃气烧嘴常见故障原因分析及排除方法
炉膛升温困难
燃气量不足
增加燃气压力或是更换烧嘴型号
助燃风量偏离正常值
调整助燃风阀门
排烟过快
关小烟气风门降低炉膛负压
烧嘴堵塞
清洗烧嘴或是增设过滤器
火焰断火
燃气压力不稳定
稳定燃气压力
雾化介质不稳定
稳定介质压力
烧嘴堵塞
清洗疏通烧嘴
燃烧冒烟
助燃风不足
加ቤተ መጻሕፍቲ ባይዱ助燃风
燃气压力过大
降低气压
烧嘴堵塞
疏通烧嘴
闻到刺激气味
管道泄漏
检修燃气管道
燃气量过大
降低燃气或提高助燃风量
烧嘴堵塞
清洗烧嘴
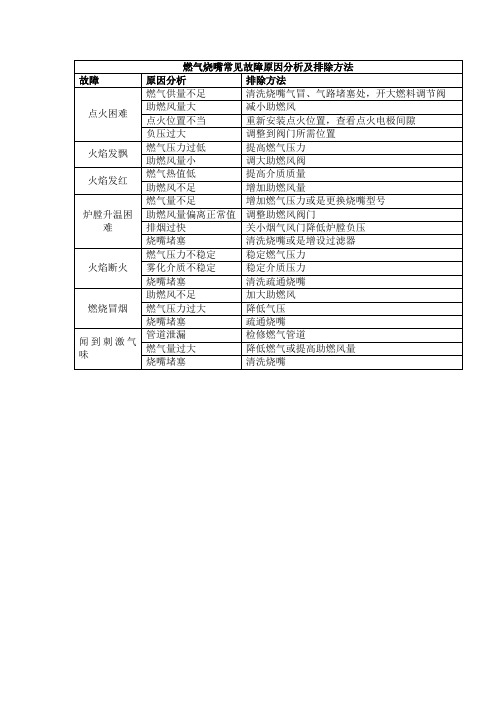
燃气烧嘴常见故障原因分析及排除方法
故障
原因分析
排除方法
点火困难
燃气供量不足
清洗烧嘴气冒、气路堵塞处,开大燃料调节阀
助燃风量大
减小助燃风
点火位置不当
重新安装点火位置,查看点火电极间隙
负压过大
调整到阀门所需位置
火焰发飘
燃气压力过低
提高燃气压力
助燃风量小
调大助燃风阀
火焰发红
燃气热值低
提高介质质量
助燃风不足
热处理炉烧嘴故障的分析及处理探讨

热处理炉烧嘴故障的分析及处理探讨摘要:当前阶段,热处理炉是热处理工序的一项核心设备,掌握烧嘴燃烧系统的构成特征,基于此,对烧嘴故障问题以及处理方式进行合理探究,在应用和保养热处理炉中有着极高的作用。
对烧嘴进行维护期间,需要引进合理方式,快速找寻问题,加以处理。
关键词:热处理烧嘴;故障分析;处理方式现阶段,在处理车间中包含了多个热处理线,同时包含的烧嘴有很多套,不过生产期间频繁出现烧嘴故障现象,有的烧嘴无法正常燃烧,导致部分领域的处于超负荷燃烧状态,最终使烧嘴被烧坏。
本文在分析烧嘴以及预热式烧嘴形成故障原因的基础上制定了相关对策,以此降低烧嘴故障出现概率,确保热处理班处于高效率生产状态。
1.对于热处理炉设备的论述1.1圆形状节能环保卧式大口径热处理炉钢板热处理的目的是控制钢板加工以及冷却,获取显微组织,调整钢板性能,提升钢板附加值,在满足客户对于高端板材提出的要求。
热处理炉包含了两种,分别是淬火炉以及回火炉,其中,回火温度涉及到高温、中温以及低温三方面。
淬火炉则是用以正火以及回火。
在本篇文章中,结合目前市场上的一些热处理炉存在的危险性及局限性,研制生产了一种圆形状节能环保卧式大口径热处理炉。
热处理炉是指热处理加工期间的炉子,在应用期间,把等待加工的物件从炉口中放到炉子内,根据内部加热组件对加工物件进行热处理。
现阶段市场中的热处理炉现状如下所示。
其一,开启前盖以后有着较高的危害性,开启前盖不方便对前盖位置加以调整以及固定,调节过程中受阻较高。
其二,在完成热处理炉应用工作以后,内部有着一定的热量,目前采取的热处理装置不方便回收和应用内部热量,长时间下来的话,加剧了资源过度消耗,使用效果较差。
在这一现状下,圆形状节能环保大口径热处理炉出现,可以将以上几种现状彻底解决,弥补各项缺陷。
圆形状节能环保卧式大口径热处理炉优势表现为。
①将相互连通的储水箱和加热管设置到装置内,储水箱以及加热管中安装水泵以及进出水管,根据进出水管注入外部冷水,排出内部热水,以此确保装置对物件完成热处理工作以后合理利用内部的余热,在利用期间,可以借助装置内的啮合传动结构展开耐火陶瓷板升降工作,增强装置自身质量和整体效果。
热处理炉烧嘴常见故障原因分析及处理流程

前育 热处理炉是对各种金属工件进行热处理工序的核心设备, 掌握热处理炉烧 嘴燃 烧系 统 的构成 特征 , 研 究烧 嘴常 见故 障原 因及 其一般 的 处理方 法 , 对 热处 理炉 的使 用和 保养 有重 要意 义 。 烧嘴 的维 护需 要简 单易 操作 的方法 , 以便 能够 及 时发 现问题 并 加以处 理 。 通过 多年 来对 热处 理炉 的使 用和 维护 经验 , 我 们总 结 出了辐 射 管式 热处 理炉 烧 嘴常 见的 故 障和维 护方 法 。
热处理炉及烧嘴燃烧系统简介 热处理炉是对金属工件进行各种金属热处理的工业炉的统称。 温度・般较 加 热炉 为低 。 热处 理 炉可 以采 用各种 加 热炉 的炉型 , 但 要求 较严 格地 控制 炉温 和炉 内气氛 等 。 热处 理炉大 多使用 气体 燃料加 热 , 为了准 确控制 炉温 , 有 的热处 理 炉用 电加 热 。 现 代 的热处 理 【 特别 是化 学 热处理 ) 工艺 日趋 复杂 , 热处 理炉 的 形 式也很 多。 对于连 续的 热处理 流程 , 须配备 合适 的连 续热处理 炉 ・ 对 于周 期工 作 的热处 理工 艺 , 要 采用强 制循环 的控 制气氛 以及使 炉子 的操作 机械化 和 自动
化。
辐射管 式热处 理炉 采用 自身预 热式烧嘴 和辐射管 加热 , 利用 废气将 助燃空 气预 热 , 以提 高热效 率 。 烧嘴 和炉 内辐 射管分 开 , 单件 辐射管 由耐 高温材料 制作 成。 烧 嘴 的操作 采用 脉冲 循环 控制 方式 , 根 据各 区域 设定 的不 同温度 所需 要 的 热量 , 控 制烧 嘴燃烧 和关 闭时 间。 这种 烧 嘴控制方 式不 仅可 以增加燃 烧效率 , 而 且 能保 证钢 板 温度 均匀 。 辐射 管 式热处 理 炉烧 嘴燃 烧控 制过 程 : 采 用安 装在 P L C 系统 中的P D 软 件
蓄热式烧嘴排烟特性的分析

嘴喷 口处往 往不做 任何修饰 ,会加大 喷 口处 的局
部 阻力 系数 ,降低 烟气 的流动 速度 。 普通 的蓄热式 烧嘴 喷 口示 意 图如 图 1 ,气 体
维普资讯
V0. 7 No 5 12 .
冶 金 能 源
ENERGY OR MET LURGI F AL CAL I NDUS TRY
力 、增加 烟气 管道 的 流 通 能 力 、合 理 设 计 蓄 热 室 、减 少换 向阀泄露 等措施 来实现 。但 蓄热式烧 嘴喷 口处 的排 烟 特性 也 是 一个 不 容 忽视 的环节 。 通 过计 算对 比 ,可 以看 出新 型 蓄热式烧 嘴 的排 烟
回流倍率 ,增强 射流 的搅动 效果 ,创 造 出均匀 的 温 度场 和浓度场 ,空气 和煤气 的喷出速 度一般 都
维普资讯
冶 金 能 源
5 0
Vo . 7 No 5 12 .
ENERGY 0R ETALLURGI F M CAL I NDUS TRY
S p. 0 e t2 08
蓄 热 式 烧 嘴 排 烟 特 性 的 分 析
胡 乾 江
( 杭州钢 铁股份 有限公 司转炉 炼钢厂 ) 一
s k a a trsi. Ac d m i nay i sd n urh r mo e ch rce itc a e ca lssi o e f t e .wh c rv st a n ry —s vn Ⅱ. to h i h p o e h te e g a ig e e ft e c
的温度 和压力 变化不 大 ,并 且压 力也不 高 ,因此
我 国带 来 巨大 的经 济效益 和环保 效益 。
目前 ,从 这项 技 术 在我 国的应 用 结 果 来 看 ,
加热炉陶瓷蜂窝体出现断裂、堵塞的原因分析以及有效措施

加热炉陶瓷蜂窝体出现断裂、堵塞原因分析及有效措施:蓄热燃烧技术是一种节能的新型燃烧技术,目前已经在许多国家推广应用。
该技术具有高温度效率和热效率的原因,蓄热体是一个关键部件。
但从实际应用来看,陶瓷蜂窝体寿命往往不尽人意,原因是多方面的,主要是蜂窝材料不合理、使用环境恶劣或设计不合理等。
本文分析了现场提取的受损陶瓷蜂窝,总结出其损坏的原因和解决,以期为蜂窝体的选用、生产及现场的应用、维护提供有益的建议。
1、损坏原因分析莫来石是目前广泛使用的蜂窝陶瓷蓄热体,就理论上讲,其耐火度和荷重软化点都大于1400℃,完全能够满足加热炉烟气温度小于1300℃的使用条件,但在实际应用中却出现破裂或堵塞的现象。
综合多个钢厂加热炉陶瓷蜂窝体的使用情况,将其损坏原因归纳如下:(1)蜂窝材料陶瓷蜂窝材料的选用非常关键,应优先考虑耐急冷急热性能好、比热大、密度大的材料。
蜂窝体的破裂,很大程度上是由于其材质的选取不合理。
烟气与空气对陶瓷蜂窝体反复冲刷,导致陶瓷蜂窝体的温度出现频繁变化,这对其材质提出了更高的要求。
工程中使用的蜂窝材料耐急冷急热性能往往不好,容易出现破损现象。
目前蜂窝体有十多种材质,其中以莫来石质,铝质瓷,致密堇青石质,疏散堇青石质,炻瓷应用最为广泛,其化学成分组成及性能如表1。
(2)使用环境炉中的氧化铁垢和材料本身的氧化铁含量降低了蜂窝的耐火性。
蜂窝体的主要成分是Al2O3和SiO2。
在还原性气氛中,一些低铝蓄热体材料,只要吸收少量的氧化亚铁,就会在低于1210℃的温度下形成液相。
而莫来石和刚玉的高铝材料却要到1380℃并吸收大量的氧化亚铁之后,才会形成液相。
(3)设计因素蓄热式加热炉中,双蓄热占绝大多数。
由于空气和煤气的喷嘴都很大,空气、煤气流股混合效果不理想,会导致不完全燃烧。
当剩余的空气和气体进入蜂窝的狭窄空间进行混合时,导致二次燃烧损坏蜂窝体。
空气(或煤气)和烟气在蓄热室内的流动不均匀时,容易导致局部的温度偏高或偏低,产生热应力,从而影响蜂窝的使用寿命。
蓄热式加热炉烧嘴砖热应力数值模拟

蓄热式加热炉烧嘴砖热应力数值模拟
汪建新;李锁;于泽通
【期刊名称】《机械工程师》
【年(卷),期】2023()3
【摘要】在蓄热式加热炉的实际生产过程中,通常会有烧嘴砖损坏情况。
文中主要对影响蓄热式加热炉中烧嘴砖裂缝的形成机理的影响因素进行了分析,并利用了Workbench软件对蓄热式加热炉中烧嘴砖的裂缝进行了热场应力场的数值模拟。
结果分析表明,烧嘴砖裂纹产生的主要原因是由加热炉炉内所形成的高温应力对烧嘴砖产生了高温热应力冲击作用及高温周期性循环引起的高温热应力变化,同时烧嘴砖裂纹发生的位置正好处于高温应力的最大变化处,而不是应力最大处。
与实际情况比较后发现,数值模拟的结果基本接近一致,说明数值模拟的结果可以比较准确地反映出蓄热式加热炉中烧嘴砖产生裂纹的原因。
【总页数】4页(P12-15)
【作者】汪建新;李锁;于泽通
【作者单位】内蒙古科技大学机械工程学院
【正文语种】中文
【中图分类】TP391.7
【相关文献】
1.烧嘴式蓄热式加热炉烟气残氧量在线检测技术
2.邯钢中板厂2~#蓄热式加热炉蓄热式烧嘴改造
3.蓄热式烧嘴热应力场数值模拟与破损机理分析
4.空气单蓄热式
烧嘴燃烧过程的数值模拟及其参数优化5.炼轧厂蓄热式加热炉烧嘴砖喷口结构改造
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蜂 窝蓄 热式 烧嘴是 将 蓄热式技 术 和传统 的烧
嘴相 结 合 ,使 蓄 热 烧 嘴 具 有 预 热 空 气 ( 煤 或 气) 、组 织燃 烧及 排 烟 的功 能 。蜂 窝 蓄 热体 由于 具有 比表面 积大 、占地 面积小 、蓄热 能力强 等优 点 ,应 用 于 蓄 热 式 烧 嘴 中 ,作 为 烟 气 与 空 气 ( 或煤 气 ) 之 间交换 热量 的载 体 ,使 蓄 热 式加 热
同时间 的停 炉 。统计结果 表 明 :每月有将 近半 月 的天数 存在较 长 的待轧 时间 ,由于蓄热加 热炉 的
S n W eqa g Lu C a g e g Xu Da o g JaZ e u iin i h n p n y n i h n
( n agSel o ayLm t ) A gn t mpn i i d eC e
A s at Suyn epol f atdr guigteb re,aa z gtem t i n esn bt c t i t rbe o n ui s unr nl i h a r adrao r d gh ms j i n n h yn ea l
t t a sd t un r al ef do t h a a aod eb re j T h u e e b re n w n u ew yt t v is h u r a 1 ac h j i t h t n l.
K e w o ds h n y o b r g n r t b r e sop i g “ y r o e c m e e e ai ve u n r t pn P
VO . 0 N J3 o .1
冶 金
能 源
4 3
Jn 2 1 a . 01
E RGY F TA U NE OR ME I RGI AL I US R L C ND T Y
Байду номын сангаас
蓄 热 式 烧 嘴 堵 塞 原 因 分 析
孙 维 强 刘 常鹏 徐 大 勇 贾 振 2
力。需 对蓄 热烧 嘴 的堵 塞原 因进 行分 析 ,找到 造 成烧 嘴堵 塞 的主 要 因素 。
收稿 日期 :0 0-0 2 1 8—1 8
孙 维 强 (9 1 ) 工 程 师 ;10 1 辽 宁省 鞍 山 市 。 17 一 , 14 2
出,不会对烧嘴造成较大影响 ,因此造成低热值
( .鞍钢 股份 有 限公 司 设 备处 ,2 1 .鞍钢 股份有 限公 司 技术 中心 )
摘 要 针对蜂窝式蓄热烧 嘴在使 用过 程 中出现 的堵塞 问题 ,分析 了造成 烧 嘴堵 塞的原 因 , 蓄热式 烧嘴 堵塞
并 提 出 了避 免 烧 嘴 堵 塞 的 办 法 。
关键词
A n l ss o h a e o t p ng u f a y i ft e c us fs o pi p o ho e o b r g ne a i e bu ne n yc m e e r tv r r
炉 的结构 紧凑 ,并 能得 到最大 的换 热效果 。蜂窝
式蓄 热烧 嘴在加 热 炉 的使 用过 程 中经常 会 出现蜂 窝蓄热 体堵 塞 的现 象 ,蓄热体 被堵 塞后 ,高 温烟 气和低 温燃 气 ( 燃空 气 )均 不 能 通过 蓄 热 体 , 助 失去换 热作 用 ,最终 由于长时 间承 受高温 炉气 的 辐射 而损坏 。
均温度 达 到 90 以上 ) 0℃ ,导致 煤 气 内焦 油析 出 并 粘结 在蓄 热体 上 ,造 成 蓄热体 通道 堵塞 。其二
是 炉气 中含 有的 氧化铁 皮粉 尘 ,在高 温 的作 用下
产 生粘 性 ,粘 结在 蓄热 体喷 口处 ,造 成蓄热 体堵 塞 。当采用 高炉煤气 等低 热值 煤气 为燃 料时 ,煤
冶
金
能
源
Vo_ 0 No 1 l3 . J n. 01 a 2 1
ENERGY FOR METALLURGI CAL l NDUS TRY
烟气 ,导致炉 内氧化 铁 良粉末 会 随着高温 烟气 到 达排 烟蓄热体 表面 和蓄热体 内部 ,高温下熔 融的
氧化铁 皮粉末 粘 接 在 蓄 热 体 ( 前 排 挡 砖 ) 上 或
1 蓄热体 堵塞 的原 因分析
通过对 相关 资料 的查 询发 现堵 塞蓄 热体 的物
质有两 种 ¨ 。其一是 煤 焦油堵 塞 ,当采用 高 热 J
值煤气 ( 炉 煤 气 、混 合 煤 气 ) 为 燃 料 时 , 由 焦 于采用 蓄 热 式 技 术 后 的煤 气 预 热 温 度 过 高 ( 平
气 内焦 油含量较 低 ,一般 不会 造成 焦 油的大 量析
某 厂 的加热 炉用 高炉煤 气 为燃料 ,进 行空 煤 气双预 热 的蓄热 式技术 改 造后 ,在使 用过 程 中出 现 了蓄 热体严 重堵 塞 的问题 ,影 响到 加热 炉蓄 热 式烧 嘴 的 正 常使 用 ,进 而影 响加 热 炉 的生 产 能
煤气 蓄 热烧嘴堵 塞 的主要 物质 为高 温状 态下 的氧
化铁 皮粉 末 。
从该 厂 的燃 料结 构 以及堵 塞结 果来 看 ,造成 烧 嘴堵塞 的主要 原 因是氧 化铁 皮 的高温 吸附 。基 于 蓄热式燃 烧装 置 的特性 ,排 烟时 炉 内烟气从 烧 嘴 喷 口流出 ,烟 气需 要流 过蓄 热体 进行换 热 ,同 时 ,另一 侧 的烧 嘴进 行燃 烧 ,喷 出气体 扰动 炉 内
造成烧 嘴喷 口的堵 塞 。 2 解 决低 热值蓄 热烧 嘴堵塞 的方法
量小于 2 th 0/ ;4月份有 1 3天的 产量 小于 6 th 0/ , 有 4天产 量 小 于 2 th 0/ ;5月 份 有 5天 的产 量 小
于 6 th 0/ ,并有 一次 停炉年 修 ;6— 8月 份也 有不