【一汽大众】车间简介
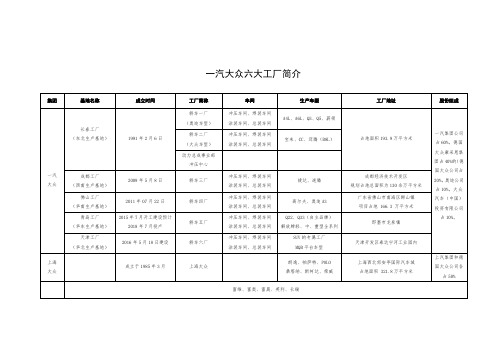
一汽大众六大工厂简介
涂装车间、总装车间
高尔夫、奥迪A3
广东省佛山市南海区狮山镇
项目占地 166.3 万平15年7月开工建设预计2018年7月投产
轿车五厂
冲压车间、焊装车间
涂装车间、总装车间
Q22、Q33(自主品牌)
解放牌轻、中、重型全系列
即墨市龙泉镇
天津工厂
(华北生产基地)
轿车二厂
(大众车型)
冲压车间、焊装车间
涂装车间、总装车间
宝来、CC、迈腾(B8L)
动力总成事业部
冲压中心
成都工厂
(西南生产基地)
2009年5月8日
轿车三厂
冲压车间、焊装车间
涂装车间、总装车间
捷达、速腾
成都经济技术开发区
规划占地总面积为130余万平方米
佛山工厂
(华南生产基地)
2011年07月22日
轿车四厂
一汽大众六大工厂简介
集团
基地名称
成立时间
工厂简称
车间
生产车型
工厂地址
股份组成
一汽
大众
长春工厂
(东北生产基地)
1991年2月6日
轿车一厂
(奥迪车型)
冲压车间、焊装车间
涂装车间、总装车间
A4L、A6L、Q3、Q5、蔚领
占地面积193.9万平方米
一汽集团公司占60%,德国大众康采恩集团占40%的(德国大众公司占20%,奥迪公司占10%,大众汽车(中国)投资有限公司占10%。
2016年5月18日建设
轿车六厂
冲压车间、焊装车间
涂装车间、总装车间
SUV的专属工厂
MQB平台车型
天津开发区泰达宁河工业园内
上海
一汽——大众工厂建筑环境的创造

一汽——大众工厂建筑环境的创造
李晔
【期刊名称】《汽车工厂设计》
【年(卷),期】1996(000)002
【摘要】本文论述了工厂建筑环境创造的作用、效果、着重介绍了建筑外部和内部环境设计。
【总页数】6页(P1-6)
【作者】李晔
【作者单位】无
【正文语种】中文
【中图分类】TU275.203
【相关文献】
1.一汽集团,一汽-大众,一汽轿车,一汽丰田,一汽华利,天津一汽,一汽海南之间是什么关系? [J],
2.走进一汽-大众华南基地探秘“智慧”工厂 [J], 赵英建
3.绿色工业建筑运行阶段水资源综合利用后评价分析——以一汽•大众汽车有限公司青岛工厂为例 [J], 张贺;杜长凯;尹运基;魏奇锋;管仁波;许远超
4.探访一汽-大众天津工厂:月销万辆的探岳是怎样被制造出来的 [J], 李响
5.济二一汽大众天津工厂按期通过终验收 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
一汽大众奥迪总装车间质量管理问题与对策

一汽大众奥迪总装车间质量管理问题与对策第 2 章一汽 - 大众奥迪总装质量管理现状2.1一汽 -大众质量管理体系简介一汽 -大众汽车有限公司(本文简称一汽-大众)是中、德合资的大型乘用车生产企业。
目前拥有长春、成都、佛山三大生产基地,大众和奥迪两大品牌。
其中,大众品牌有新捷达、宝来、高尔夫、高尔夫 GTI 、速腾、速腾 GLI 、迈腾、 CC 8个系列,奥迪有奥迪 A3、A4L、Q3、Q5、A6L 等5个系列。
2014年一汽 - 大众在市场上表现了强劲的势头:全年终端销量1,821,965 辆,包含奥迪进口车型 79177辆)以及国产车型 1,742,788辆。
与 2013 年相比,一汽 -大众在市场上的终端销量增长了 14%。
在如此庞大的规模下,质量管理体系就变得尤为重要。
作为中德合资企业,一汽 -大众在制造工艺、质量控制方面均保持着原滋原味的德国血统。
依据GB/T 19001-2008 、 GJB9001B-2009 、VDA 6.1 和有关法规的要求,建立产品质量形成全过程的质量管理体系并于 2011 年 10 月 15 日颁布实施《一汽 -大众质量手册》。
手册中对公司质量管理体系做了规定,描述了公司质量管理体系结构、质量方针、质量目标、组织机构以及职责、权限和流程,其质量方针与质量目标为:一汽-大众向社会提供具有竞争力的乘用车产品——以用户的满意和期望,作为对质量始终不渝的追求;以先进的技术、科学的管理及优良的服务,作为质量不断提高的保证;以产品安全、能源节约和环境保护,作为对社会的责任。
公司业务流程分为四个部分,即:管理流程、产品诞生流程、生产和采购流程、市场营销流程。
质量管理体系中明确了在保证质量目标实现过程中的相互管理和职责。
覆盖范围包括公司提供的大众品牌轿车和奥迪品牌轿车系列产 6 品。
同时该体系提供了持续改进的框架,帮助一汽-大众公司增强顾客满意并向公司和顾客提供信任。
本文根据奥迪总装车间质量管理特点,对批量生产阶段进行问题分析与对策研究。
参观一汽大众生产线观后感

参观一汽大众生产线观后感
参观一汽大众生产线观后感
今天,我参观了一汽大众的汽车生产线,深深感受到了现代化工厂生产的高效性和严谨性。
一汽大众的生产线分布在几个大的厂区里,工厂里的一切都严格按照规定的生产流程来进行,每一步都经过严格的检查,以确保产品的质量。
从采购原材料,到建造汽车底盘,到安装汽车内外饰,每一道工序都非常严谨,让我印象深刻。
在生产线上,机器自动化程度非常高,机器取代了许多手工操作,使生产过程变得更加高效,减少了人力成本。
同时,工厂也关注环境保护,在生产过程中采用了低污染、低耗能的方式,减少了污染排放,维护了环境的健康。
参观完一汽大众的汽车生产线,我对现代化工厂的生产流程和高科技自动化技术有了更深的了解。
这次参观,让我更加欣赏这家企业在汽车行业的卓越成绩,更受到了肯定。
探访 天津工厂

探访天津工厂天津工厂是一汽大众继长春、成都、佛山、青岛之后在中国的第五家工厂。
2021年正式投产。
今天我们来到天津工厂,看到一汽-大众最年轻、最先进、最先进工厂的亮点。
如开头所述,天津工厂是一汽-大众集团最新的整车厂。
2021年7月开工建设,2021年6月首个整车SOP,表明其具备整车生产能力。
整个过程需要23个月,在主机厂是一个非常快的施工速度。
主机厂西侧有一个能容纳上万辆车的整车物流园区。
一汽-大众的物流车以此为起点,将车辆发往全国各地及全球的4S店铺。
确实是一流的整车厂。
对于任何品牌来说,制造一辆车无非就是冲压、焊接、喷漆和总装四大工序。
我们只是走过了四个车间。
总装车间的收紧系统甚至会将每一项工作数据上传到德国大众数据库,并保存十年,随时追踪问题。
焊接车间每小时将完成65架的生产,零件的循环效率非常高。
然而,高输出支持的规模效应使公众能够设置冲压和焊接的缓冲时间。
在一两天内,冲孔后的零件会在这些台架上静止不动,“自行沉淀”,冲孔过程中残留的冲洗液自然滴干,以免影响涂装过程。
这些可有可无的设备,但细节会在一定程度上影响车辆的质量,只有当规模达到一定水平或者车企对一款车型有很大信心的时候,才会愿意加装。
我们买车的只有一小部分是那些铁材料,相当一部分其实是分摊这些生产线的成本。
喷漆车间的小细节:难点在于,如果机器人的运动误差超过1毫米,可能会撞到框架上,这就需要很高的精度。
一方面,透明PVC胶是防腐的;另一方面,PVC在高温下熔化后,会渗透到缝隙中,充满整个车身的缝隙,从而防止空腔钣金在行驶过程中产生共振,影响车辆的NVH。
“空型腔补蜡”的另一项技术是德系车独有的工艺。
其原理是液态蜡在车身内表面固化形成0.5-1毫米的保护层,在汽车遇到涉水时也能起到防锈的作用。
不幸的是,我们没有参观这个过程。
实验室和综合测量室:从四大流程来看,我们还参观了一汽-大众天津工厂的气味实验室和综合计量室质检部下属的两个车间。
车间简介范文

车间简介范文全文共四篇示例,供读者参考第一篇示例:车间简介车间是一个企业生产的核心部门,也是产品实现的地方。
车间的作业环境和生产效率直接影响着企业的整体运作。
本文将介绍一下我们公司的车间情况。
一、车间概况我们公司的车间位于工业园区内,占地面积达到5000平方米,拥有先进的生产设备和精湛的技术团队。
车间内部布局合理,工序流畅,能够满足不同产品的生产需求。
二、生产设备我们公司引进了一批先进的生产设备,包括切割设备、焊接设备、冲压设备等。
这些设备不仅提高了生产效率,还提高了产品的质量和稳定性。
我们公司的车间还配备了先进的监控系统,确保生产过程中出现异常情况可以及时处理。
三、技术团队我们公司拥有一支技术精湛的团队,他们具有丰富的生产经验和卓越的技术能力。
他们能够熟练操作各类生产设备,解决生产过程中遇到的各种技术难题。
我们公司定期为技术团队进行培训,确保他们始终跟上行业最新技术的发展。
四、生产管理我们公司严格执行生产管理制度,实行订单化生产,确保生产计划的有序推进。
车间内部设有专门的生产管理人员,负责协调各个工序之间的协作,保证生产进度的完成。
我们公司还不断优化生产流程,提高生产效率,降低生产成本。
五、质量控制我们公司从采购原材料到生产成品,都严格执行质量控制,确保每一道工序都符合质量标准。
车间内设有专门的质量检测部门,对生产过程中的质量进行严格监控,确保产品达到客户的要求。
六、环境保护我们公司注重环保问题,车间内设有环保设备,对生产过程中产生的废气、废水进行处理,确保不对环境造成污染。
我们公司还注重资源的循环利用,尽可能减少能源的浪费。
七、未来展望我们公司将继续加大对车间的投入,引进更先进的生产设备,拓展生产规模,提高生产效率。
我们将继续加强技术团队建设,提高员工的技术水平和综合素质。
我们将继续推进生产管理的优化,提高生产质量和效率。
我们将继续坚持质量第一的原则,保证产品质量稳定可靠。
在未来的发展中,我们将逐步实现智能化生产,提高生产效率和质量。
一汽大众-实习技术总结
一汽-大众实习技术总结总装车间大致可分为5个工段,动力工段,底盘工段,内饰工段,仪表工段,车门工段,而我所在的是底盘工段。
首先为大家讲讲我所干的活。
我所在的是生产车间东厂,只生产捷达和速腾。
我负责的工作是前低固板固定工作,基本上就属于打钉的工作。
如果来的车辆是NF(捷达)的话,我就需要打8颗钉,如果来的车辆是NCS(速腾)的话,我就需要打16颗钉,如果遇到没按前杠的话,我打钉的数量就减半,但是一般会很少出现这种状况。
我工作的工具有4类,电抢,QA拧紧器,刻章的章子和漆笔。
NCS来的话,我就直接用2.0转的电枪打16颗钉就完事了。
NF来的话,就比较复杂点,我打完8颗钉后还要用拧紧器干左后刹车油管复紧,然后点漆,最后从车底下出来在点检卡上盖章。
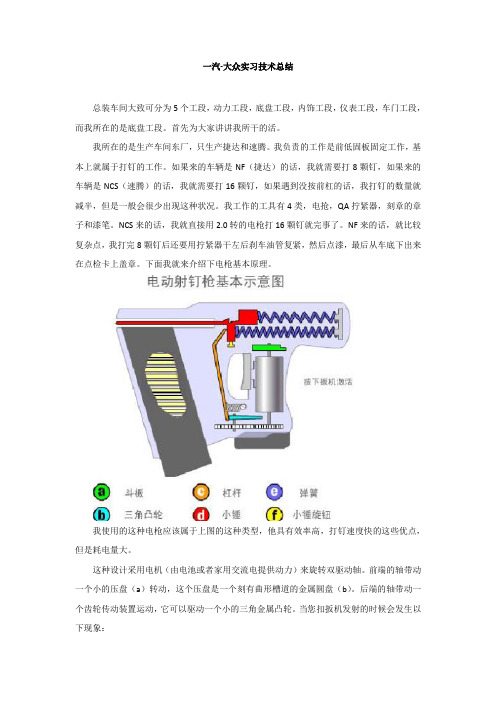
下面我就来介绍下电枪基本原理。
我使用的这种电枪应该属于上图的这种类型,他具有效率高,打钉速度快的这些优点,但是耗电量大。
这种设计采用电机(由电池或者家用交流电提供动力)来旋转双驱动轴。
前端的轴带动一个小的压盘(a)转动,这个压盘是一个刻有曲形槽道的金属圆盘(b)。
后端的轴带动一个齿轮传动装置运动,它可以驱动一个小的三角金属凸轮。
当您扣扳机发射的时候会发生以下现象:三角凸轮旋转时会将控制杆(c)的一端向下推。
控制杆转动后将锤击装置(d)向上推。
锤击装置向上推升可以使两个弹簧(e)压缩。
锤击装置的一端连有一个小的球形把手(f)。
当控制杆将锤击装置向上推升时,转动的压盘会扣住这个把手。
同时,旋转凸轮(b)松开控制杆,从而释放锤击装置。
锤击装置现在被压盘所扣住。
随着压盘的旋转,锤击装置被提升得越来越高,直到最后瞬间松开。
两个压缩弹簧以很高的速度将锤击装置向下推动。
如果射钉已经就位,锤击装置会将它从射钉枪中射出。
以上就是电枪的基本工作原理了,也是我工作的所有内容。
最后我为大家介绍下总装车间的相关信息。
总装车间占地8.9万平方米,生产线运用先进的h型规划布局,缩短了物流距离,也使生长线的延长更加灵活。
一汽大众实习报告

一汽大众实习报告一汽大众实习报告1总装车间的布局从南到北分别是内饰工段、综合工段、底盘工段和发动机工段。
其中发动机工段最终汇入底盘工段,而底盘工段和内饰工段最终汇入综合工段。
我在总装车间,商用车总装配厂,整条装配线不是直线形的,他的布局则相反,车间生产线被折叠起来,从车间一个地方到车间任何一个地方都相对比较短,发现问题能够得到及时反映。
运输通道比较多,东西方向四条,南北方向两条,零部件运输方便快捷,并且杜绝交通堵塞的现象。
另外线的生产线的流向也很重要,流向的问题在于从哪里开始到哪里结束。
内饰工段,汽车的内饰是要被装配到车身上的,车身的重量最大,那么内饰开始的地方必须离车身的来源非常近。
而内饰工段的开始处正好安排在涂装车间的出口处。
综合工段,就是把汽车底盘和车身装配成整车,那么综合开始的地方必须同时离内饰工段和底盘工段的末尾最近。
而综合工段的开始处正好安排在内饰工段与底盘工段的会聚处。
底盘工段,车架的重量最大,那么底盘工段的开始处必须离车架的存放点最近。
而底盘工段的开始处正好安排在离车架的存放点最近的地方。
发动机工段,发动机和变速箱的重量是比较大的,正好也被安排在离发动机和变速箱最近的地方。
总装车间里面采光也比较好,不但东西北三面玻璃窗可以透光,而且屋顶的天窗同样可以采光。
在白天天气晴朗的时候可以完全依赖自然光进行生产,这也为厂节约了不少的能源。
但是通风性不是很好,车间南侧没有窗,夏季东南季风无法吹入,而且导致车间内温度比较高,甚至超过室外温度。
在车间里有很多风扇,我的问题是如果换成几部空调,只要空调的温度调到适度,在消耗同样电量的情况下,会不会带来更好的舒适度呢?总装车间的每条线上的装配件摆放得很整齐,也很科学。
装配件必须离装配车位的距离非常近,以节约来回拿件的时间。
而且分类摆放也很重要,如果摆放得比较乱,那在拿件的时候就浪费了寻找的时间。
车间地面很少能看到垃圾,每天早晚清洁和拖地,这不仅给人带来一种清爽的感觉,同时也减少了空气的浮沉量,对一线员工的健康是有利的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轿车二厂总装车间组织机构
区域主管(生产) 李云鹤
Tel:621020
文员 张静 Tel:621321
现场工程师 刘锋
Tel:621548
工长(一内甲) 仲涛
Tel:621033
工长(底盘甲) 刘博
Tel:621027
工长(二内甲) 韩保龙
Tel:621029
工长(车门甲) 孟繁哲
Tel:621028
工长(一内乙) 张海峰
Tel:621142
工长(底盘乙) 时勇
Tel:621138
工长(二内乙) 赵峰
Tel:621022
工长(车门乙) 张军风
Tel:621325
工长(动力总成甲) 史金鹏
Tel:621023
工长(动力总成乙) 李秋实
Tel:621192
工长(仪表分装甲) 王番
Tel:621676
现场工程师 胡国宾
Tel:622272
德方经理 霍尔格海特曼 Tel:618692
翻译 吴志坚 Tel:621540
现场安全员 于立海
Tel:621024
中方经理 王胜利
Tel:618691
工会主席 王兆慧 Tel:618693
文员 林轶婷 Tel:621042
工具库 邹淑慧 Tel:621043
备件库 Tel:85780801
现场工程师 贾伟涛
Tel:621021
生产值班长(乙) 张宏志
Tel:621140
展车负责人 李成
Tel:621031
Finish-1乙 汤伟
Tel:621025
Finish-1乙 陈晓辉
Tel:621141
轿车二厂总装车间人员状况
总装车间共有1750人,高中以上学历占全员53.4%,其中08年见习毕业生25人.
吴平
张诸根
曹竹青
Tel:622062
Tel:622268
Tel:621040
现场工程师(工艺) 谢彬
Tel:622274
索赔库 常毅 Tel:621147
现场工程师(匹配) 陈见
Tel:622267
现场工程师(匹配) 黄伟冲
Tel:622261
现场工程师(电器) 陈月铭
Tel:622266
现场工程师 吕佳
KVห้องสมุดไป่ตู้-Kakaden 牟浩
Tel:621139
维修工程师 郑凤森
Tel:611863
维修工程师 王忠伟
Tel:621036
维修工程师 李军令
Tel:621871
维修工程师 白塔
Tel:622265
维修工程师 徐斌
Tel:622264
工长(TPM) 王涵
Tel:621037
KVP-Kakaden 张云龙
目录
• 轿车二厂总装车间组织机构 • 轿车二厂总装车间人员状况 • 轿车二厂总装车间车间概况 • 轿车二厂总装车间车型里程碑 • 轿车二厂总装车间产量 • 轿车二厂总装车间产品构成 • 轿车二厂总装车间平面图 • 轿车二厂总装车间工艺概况 • 轿车二厂总装车间设备介绍 • 轿车二厂总装车间质量信息 • 轿车二厂总装车间培训简介 • 轿车二厂总装车间车间宗旨、文化
16% 3.4% 6.9% 36%
轿车二厂总装车间—人员状态
学生 14%
正式工 45%
临时工 41%
正式工 临时工 学生
轿车二厂总装车间车间概况
• 厂房概况
• 车间厂房长470m,宽162m. 总 面积:76302平方米。
• 车间任务
• 总装车间承担New Bora、 Sagitar、Magotan、Golf A6等系列 轿车的整车装配、整车检测、整车 调试及整车返修等工作。
Tel:621327
KVP-Kakaden 董云祥 Tel:
区域主管 王懿
Tel:621019
文员 于欣 Tel:621045
现场工程师 丁岩 Tel:
生产值班长 高飞
Tel:621207
工长 倪成志 Tel:621310
Finish-1甲 刘毅
Tel:621035
Finish-2甲 崔文斌
Tel:621673
主管现场工程师 朱靖
Tel:618694
主管维修工程师 崔鹏
Tel:621041
工长(过程质量控制)现场工程师(质量分析)现场工程师(体系)
王健
代斐然
郎凤岐
Tel:621026
Tel:621549
Tel:621018
现场工程师(工艺) 孙建
Tel:622275
现场工程师(螺栓拧紧) 现场工程师(匹配) 现场工程师(体系)
工长(仪表分装甲) 胥伟
Tel:678805
项目负责人 杜学兵
Tel:621032
现场工程师 王斌斌
Tel:622256
现场工程师 尹丽
Tel:622257
现场工程师 刘杰军
Tel:622270
现场工程师 钮效敬
Tel:622258
现场工程师 刘宏健
Tel:622271
现场工程师 邱猛
Tel:622269
• 生产构成
• 滑撬线-110工位; 悬链-68 工位;
• 分装线-211工位; 检测调整 -150工位;
总送装技车术间,的可机以械实化现采不用同••了车设目型计前共路产国线试能际的跑流柔道行性-的生12滑产00橇方米及式。E。HB输
轿车二厂总装车间车型里程碑
Caddy Sagitar Magotan New Bora Golf A6
SOP
2008.8.19
车型 CADDY Sagitar Magotan ModelX 年合计
150,000
100,000
轿车二厂总装车间产量
2005年 5117
5117
2006年 3158 37395
40553
管理层14人,本科学历占全员85%,其中研究生2人。在册工长11人,100%五 大本科学历.
文化程度 本科
研究生 五大本科 五大专科 高专生 技校/职业高中
高中 初中 无
人数 27 10 52 245 272 287 61 123 654
占比例 1.52% 0.67% 2.9% 13.8% 15.3%
Tel:622260
现场工程师 谢菁 Tel:
工长 张鑫 Tel:621034
现场工程师(工艺) 于洋
Tel:622273
现场工程师(技术更改) 全凤美
Tel:622263
现场工程师(技术更改) 赵雪
Tel:622259
培训角 郎锡铭 Tel:621312
现场工程师(技术更改) 李云飞
Tel:622262
PV S
2004.6.14
PVS
2005.7.6
PVS
2006.10.12
PV S
2007.10.15
PVS
2009.3.2
OS
2004.10.20
O S
2005.10.7
OS
2006.12
OS
2008.1.11
SO P
2005.1.7
SOP
2005.12.6
SOP
EO P
2007.7
2007.3.14