铣刀规格表 铣刀种类及用途图解
各种铣刀直壁加工规格参数表表全
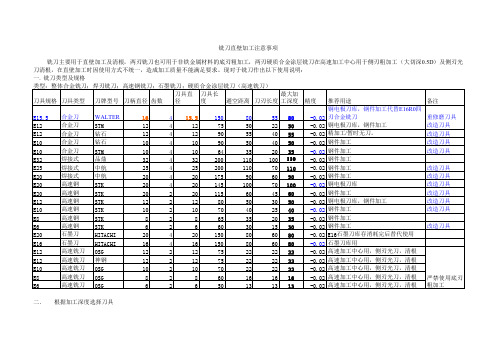
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
07 各种铣刀直壁加工规格参数表【14表全】
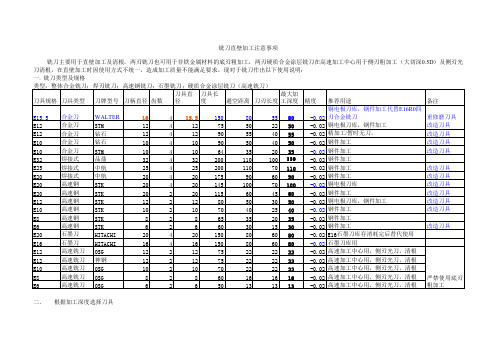
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
八种常用铣刀的名称和用途

八种常用铣刀的名称和用途
铣刀是一种用于金属加工的切削工具,广泛应用于机械加工、模具制造、航空航天等领域。
不同的铣刀有着不同的名称和用途,下面介绍八种常用铣刀的名称和用途。
1. 面铣刀
面铣刀是一种用于平面加工的铣刀,通常用于加工平面、凹槽、沟槽等。
面铣刀的刀片呈直线状,刀柄为圆柱形,适用于高速切削。
2. 端铣刀
端铣刀是一种用于加工端面的铣刀,通常用于加工平面、凹槽、沟槽等。
端铣刀的刀片呈直线状,刀柄为圆柱形,适用于高速切削。
3. T型铣刀
T型铣刀是一种用于加工T型槽的铣刀,通常用于加工T型槽、沟槽等。
T型铣刀的刀片呈T字形,刀柄为圆柱形,适用于高速切削。
4. 滚花刀
滚花刀是一种用于加工花纹的铣刀,通常用于加工花纹、凹槽等。
滚花刀的刀片呈弯曲状,刀柄为圆柱形,适用于高速切削。
5. 镗铣刀
镗铣刀是一种用于加工孔的铣刀,通常用于加工孔、凹槽等。
镗铣刀的刀片呈弯曲状,刀柄为圆柱形,适用于高速切削。
6. 槽铣刀
槽铣刀是一种用于加工槽的铣刀,通常用于加工槽、凹槽等。
槽铣刀的刀片呈直线状,刀柄为圆柱形,适用于高速切削。
7. 面铣刀
面铣刀是一种用于平面加工的铣刀,通常用于加工平面、凹槽、沟槽等。
面铣刀的刀片呈直线状,刀柄为圆柱形,适用于高速切削。
8. 球头铣刀
球头铣刀是一种用于加工球形表面的铣刀,通常用于加工球形表面、凹槽等。
球头铣刀的刀片呈球形,刀柄为圆柱形,适用于高速切削。
不同的铣刀有着不同的名称和用途,选择合适的铣刀可以提高加工效率和加工质量。
铣刀的种类和用途

铣刀的种类和用途
1、夹头铣刀:主要用于铣削螺纹,比如M2.5螺纹,M4螺纹;
2、切槽铣刀:主要用于铣削、加工复杂的切槽;
3、齿轮铣刀:主要用于加工齿轮和其他带有啮合性的部件;
4、螺旋铣刀:主要用于铣切螺旋状轮廓的零件;
5、端面铣刀:主要用于加工工件的表面,以及不同角度护眼的螺纹;
6、凸形铣刀:主要用于加工凸形;
7、圆弧铣刀:主要用于铣切矩形或圆弧形表面;
8、凹形铣刀:主要用于加工凹形;
9、锥形铣刀:主要用于加工弯曲复杂的锥形表面;
10、细刃铣刀:主要用于加工薄板,细节加工等。
铣刀种类及规格(含图)
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
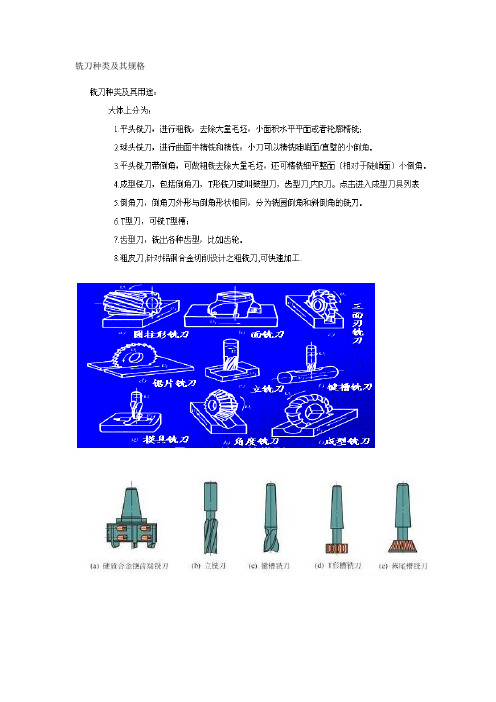
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
一、各种铣刀

一、各种铣刀二、铣刀基本参数图3、以“圆柱直齿平面铣刀”(参图3)为例,说明铣刀的几个基本概念:1、前刀面:进行铣削加工时,切屑流出的通道。
2、后刀面:减小刀具与已加工平面的摩擦。
注:前角决定切削的难易程度和切屑在刀具前面上的摩擦情况。
前角大时,可使切屑变形小,流出顺利,减少了切屑和刀具前刀面之间的摩擦,使切削力降低,切削起来轻快;但是前角太大,会使刀刃变得非常薄弱,粗加工时可能引起崩刃。
4、楔角:前刀面与后刀面的夹角,用来反映铣刀刃的厚度/强度。
注:后角作用是减小刀具后面和工件已加工表面之间的摩擦,大小直接影响到刀具强度。
后角加大了,后面与已加工平面之间的摩擦会减小,切削起来轻快点,刀齿的磨损会慢些;但是后角太大,会降低刀齿强度,刀刃散热情况变差,反而会加剧刀齿的磨损。
6、基面:用来定义前角的基准面,且回转动(如铣刀一个刀刃由位置Ⅰ转到位置II)。
7、铣刀的切削平面:用来定义后角的基准面,且会转动(因为基面转动,他又始终垂直与基面)。
补:“圆柱螺旋齿平面铣刀”还需知道以下几个角度:8、螺旋角:切削刃与铣刀轴线间夹角。
其作用能使刀具在切削时受力均衡,工作较为稳定,切削流动顺利。
三、铣刀参数选择:1、前角的选择:①主要根据工件材料来决定。
a、在加工塑性材料(如钢料)时:塑性材料切屑呈带状且变形大,应选用较大前角,以减小切屑的变形,改善切削情况;b、在加工脆性材料(如铸铁)时:脆性材料切屑呈碎状小块,在刀刃附近有冲击力,并且脆性材料表面硬度高,通常含沙眼、杂质等,对切削不利,为保护刀尖,前角一般比加工塑性材料要小些。
c、在加工轻金属(如铝及铝合金)时:前角可取比塑性材料更大些,因为金属强度和硬度都比钢料低,在铣切中对刀齿的强度要求可以比铣钢料时低,同时加大前角更有利于切屑的排除。
②还要考虑工件材料的软硬程度。
a、工件材料较软时:选较大的前角;b、工件材料较硬时:选较小的前角。
③还要考虑加工的性质。
a、粗加工时:应取较小的前角;b、精加工时:应取较大的前角。
铣削刀具.ppt
(3)
机械工程学院 (School of mechanical engineering)
(4)
现代切削加工技术
(5) (6)
机械工程学院 (School of mechanical engineering)
现代切削加工技术
2.矢量法(图2.3.4)
用i、j、k分别表示 正交平面系的三个
坐标平面— —正交 平面、切削平面和 基面的单位法向矢 量,如图所示。A、 B、C分别为切削刃 单位矢量、正交平
现代切削加工技术
2.3 铣削刀具
内容提要:
2.3.1 铣刀的种类及用途 2.3.2 铣刀的几何角度 2.3.3 铣削规律 2.3.4 尖齿铣刀 2.3.5 成形铣刀
机械工程学院 (School of mechanical engineering)
现代切削加工技术
2.3.1 铣刀的种类及用途(图6.1)
际前角↑,切削刃锋利,切屑易于排出。铣削宽度较窄的铣
刀,增大β的意义不大,故一般取β=0或较小的值。具体数
值参考下表2.3.3:
铣刀类型
螺旋齿圆柱铣刀
粗齿
细齿
立铣刀
三面刃、两面 刃铣刀
螺旋角 45°~60° 25°~30° 30°~45° 15°~20°
机械工程学院 (School of mechanical engineering)
化简 得:
机械工程学院 (School of mechanical engineering)
(8)
现代切削加工技术
(9)
机械工程学院 (School of mechanical engineering)
(10)
现代切削加工技术
作业:运用所学知识,试证明:
铣刀种类
铣刀的种类按铣刀结构和安装方法可分为带柄铣刀和带孔铣刀。
(1)带柄铣刀带柄铣刀有直柄和锥柄之分。
一般直径小于20mm的较小铣刀做成直柄。
直径较大的铣刀多做成锥柄。
这种铣刀多用于立铣加工如图1所示。
1)端铣刀由于其刀齿分布在铣刀的端面和圆柱面上,固多用于立式升降台铣床上加工平面,也可用于卧式升降台铣床上加工平面。
2)立铣刀它是一种带柄铣刀,有直柄和锥柄两种,适于铣削端面、斜面、沟槽和台阶面等。
3)键槽铣刀和T形槽铣刀它们是专门加工键槽和T形槽的。
4)燕尾槽铣刀专门用于铣燕尾槽。
图1 带柄铣刀(2)带孔铣刀带孔铣刀适用于卧式铣床加工,能加工各种表面,应用范围较广。
参见图2。
图2 带孔铣刀1)圆柱铣刀由于它仅在圆柱表面上有切削刃,固用于卧式升降台铣床上加工平面。
2)三面刃铣刀和锯片铣刀三面刃铣刀一般用于卧式升降台铣床上加工直角槽,也可以加工台阶面和较窄的侧面等。
锯片铣刀主要用于切断工件或铣削窄槽。
3)模数铣刀用来加工齿轮等。
数控纵切自动车床的故障分析7.2.1数控纵切自动车床主型号表示方法及基本适用的其它型号1、主型号(按GB/T 15375—94标准)C K A 1 1 12最大棒料直径系列代号组代号结构特性代号数控车床配本山肯交流变频器。
2、基本适用的其它型号国内产品:CKE1112、CKD11127、2、2 数控纵切自动车床故障条目1、主轴弹簧夹头打不开。
2、接料器不动作或动作不正确。
3、中心架夹头与棒料咬死。
4、主轴报警指示灯亮。
5、主轴转动CRT上无主轴转速显示或机床每转进给时,主轴转动,进给轴不移动。
6、冷却液漏或冷却液流量不够。
7、液压压力不够。
8、机床加工零件时,噪声大。
9、回零重复性差或参考点位置偏差。
10、接通总电源开关后,电源指示灯(HL1)不亮。
11、控制电源故障(无控制电压等)。
12、伺服电源故障(无输入电压等)。
13、冷却系统不工作。
14、液压系统不工作。
15、变频器故障报警。
铣刀的种类及应用
成型铣刀在加工模具中的应用
总结词
模具精加工
详细描述
成型铣刀主要用于模具的精加工,如铣削模具的型腔、型面 和各种复杂轮廓。由于其切削精度高,能够满足模具加工的 高标准要求。
雕刻铣刀在加工精细零件中ቤተ መጻሕፍቲ ባይዱ应用
总结词:精细加工
详细描述:雕刻铣刀主要用于加工精细零件和复杂图案,如雕刻文字、图案和标志等。由于其切削精 度高,能够实现精细的切削效果,满足高标准的加工要求。
制品等。
用于加工飞机零部件和 火箭发动机零件等高精
度、高强度材料。
02
铣刀的种类
圆柱铣刀
总结词
圆柱铣刀是一种常见的铣刀类型,主要用于平面和斜面的铣削加工。
详细描述
圆柱铣刀的切削刃是围绕圆柱形刀体展开的,具有较大的切削面积和较高的切削 效率。它适用于粗加工和半精加工,能够高效地去除大量材料。圆柱铣刀的刀体 一般采用整体硬质合金或高速钢材料制成,具有较高的硬度和耐磨性。
雕刻铣刀
总结词
雕刻铣刀是一种多功能的铣刀,主要用于精 细加工和雕刻复杂图案和文字。
详细描述
雕刻铣刀的切削刃经过精细研磨和抛光处理, 具有较高的切削精度和表面质量。这种铣刀 适用于精细加工和雕刻复杂图案、文字或标 志等。雕刻铣刀的切削刃一般采用高硬度、 高耐磨材料制成,如金刚石或立方氮化硼 (CBN),以提高切削效率和加工精度。
圆角铣刀
总结词
圆角铣刀是一种特殊设计的铣刀,主要用于铣削具有圆角或弧形的零件。
详细描述
圆角铣刀的切削刃在圆角区域内展开,能够精确地加工出圆角或弧形。这种铣刀适用于加工具有复杂曲面的零件, 如涡轮叶片、模具型腔等。圆角铣刀的切削刃一般采用高精度磨削和研磨工艺制造,以确保加工精度和表面质量。
直 柄 立 铣 刀 规 格 表
直柄立铣刀
规格
刃部长度
全长
规格
刃部长度
全长
2
7
40
1/8
3/8
2—5/16
3
8
40
3/16
1/2
2—5/16
4
11
43
1/4
5/8
2—7/16
5
12
47
5/16
3/4
2—1/2
6
13
57
3/8
3/4
2—1/2
8
19
63
7/16
1
2—11/16
10
22
72
1/2
1—1/4
3—1/4
12
26
82
9/16
1—3/8
3—3/8
14
26
82
5/8
1—5/8
3—3/4
16
32
90
11/16
1—5/8
3—3/4
18
32
90
7/8
1—7/8
4—1/8
20
38
100
1
2
4—1/2产Βιβλιοθήκη 名称产品规格产品材料
锯片铣刀
Ф60—Ф200
高速工具钢
切口铣刀
Ф40—Ф80
高速工具钢
直齿三面刃铣刀
Ф50—Ф130
2
18
32
120
2
5
8
40
20
38
123
2
20
36
125
2
6
10
45
22
38
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣刀规格表铣刀种类及使用技巧
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展
【铣刀知识】铣刀规格表铣刀种类及用途图解铣刀怎么用
铣刀规格表
1、锯片铣刀:材料为高速工具钢,规格Ф60—Ф200
2、切口铣刀:材料高速工具钢,规格Ф40—Ф80
3、直齿三面刃铣刀:规格Ф50—Ф130
4、齿轮滚刀:规格M1—M10
5、直柄键槽铣刀:规格Ф2—Ф20
6、锥柄立铣刀:规格Ф14—Ф50
7、椎柄键槽铣刀:规格Ф14—Ф50
铣刀种类及用途图解
1、按用途分
(1)圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
(2)面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
(3)立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
(4)三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
(5)角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
(6)锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′-1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
2、按结构分
(1)整体式:刀体和刀齿制成一体。
(2)整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
(3)镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
(4)可转位式:这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
铣刀怎么用
1.铣刀平时存放时应分别排列在木板上或放置于塑胶盒中,避免与其他数控刀具或工具存放在一起而撞击受损。
2.使用锋利的铣刀做铣削加工,如发现钝化现象应立刻予以修磨,避免钝化后再继续使用,与工作物磨擦生热,而使刀齿产生退火,造成更严重的磨损。
3.装卸铣刀宜用抹布保护,以防伤及手或掉下使刀口受损。
4.铣削时,在开动机器前应使铣刀与工作物充分分离,避免因撞击工作物而损坏刀具。
5.铣刀须顺向转动,切忌逆转,否则容易使铣刀钝化或断裂。
6.铣刀的刀刃伸出筒夹的距离应愈短愈好,以减少铣刀的震动,在选择刀具长度应避免过长。
7.铣刀和轴心的配合必须正确,不能有松动的现象,装在轴心上的铣刀,请勿用锤头或其他物敲打。
8.二刃的铣刀的铣削深度不可超过直径的一半。
9.铣削时,应注意铣刀的迴转方向是否正确,并充分使用切削剂,但铸铁铣削不可加切削剂。
10.装置立铣刀时,宜小心不要碰撞到工作物、工具或机器的任何部份。
11.装置铣刀时,不可直接敲击铣刀,若有必要时,应以木块保护,间接加力于铣刀上面。
12.选用正确适宜的立铣刀,铣削工作物,并依工作物的材质,选择切削速度及进刀量。
13.在电脑数值控制切削中心机,要拆卸铣刀把时,宜用布握稳,才可以压下控制开关,避免气压之力量,快速将刀把脱离主轴孔时,受伤或掉落。
14.装置立铣刀把时,宜握持稳固,不可握铣刀的刀刃,且刀把之对接槽,要正确的套入切削中心机之定位块中,才可压下气压控制开关。
15.当切削数据不清时,应减少进刀量(进给量),以做测试,再逐渐修正其加工数据,达最佳生产效果,切勿急进,以造成立铣刀损害或受伤。
16.当铣削时,可能造成切削屑飞溅或长切削排出,引起割伤或烫伤,请使用保护罩、护目镜等保护设备及措施,避免伤害。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展。