间隙面差测量要求
(吉利)间隙与面差DTS设计规范
2.0
+0.5 - 0.5
+0.5
0.0 - 0.0
5.0
+1.0 - 1.0
+0.5
-1.0 -0.5
+0.0
-0.5 - 1.0
+1.0
-1.0- 1.0
22
T/Lamp X T/Gate
23
T/Lamp X Bumper
24
T/Gate garnish X Bumper
25
T/Gate garnish X Bumper
提取圆角根部的线 并投影到角度为0
的面上
NL1 Gap & Offset - Overall
4.做与已有件等距离包边
理论依据: 先把已知零件的面偏置Gap+R,再把Skin偏置R与前一个面 做出相交线,用交线Sweep出与偏置Skin垂直的面,将此面 偏置R,然后剪切倒角即可ll
3D数模和Skin间隙面差不一致的例子
Skin
3D数模
NL1 Gap & Offset - Overall
发生原因:
当翻边角度发生 改变时,最小间 隙也会随之改变; 数模间隙结果便 会与要求产生差 异.
NL1 Gap & Offset - Overall
二、间隙面差值的测量方法 1.间隙的测量方法
Depend on style
4
H/Lamp X Bumper
+0.5
3.0 - 0.5
5
Hood X H/Lamp
+1.0
5.0 - 0.0
6
Roof X W/shield
4.0 +1.0 - 1.0
间隙面差测量要求
间隙面差测量要求
2014.05.20
间隙面差测量要求
z质量部门在评价整车间隙面差状态的时候测量要求
¾对于任何一个缺陷,如果用户不能接受,一律判为A级缺陷
¾测量要素≥10cm,需要评价间隙过大、间隙过小、间隙不均、面差高出、面差低进、高低不平,对于间隙过大和间隙过小要求在5cm以上清晰可见(即只有
一个点出现超差的不评价)
¾测量要素<10cm,则只测量一个点,通常取中点。
因此没有间隙不均和高低不平的要求(如果严重影响整车外观,则可以加严要求)
¾通常从距离测量要素边缘1cm处开始评价
¾对于能同时可见的间隙面差(左右,前后),需增加间隙不对称,面差不对称的要求
¾对于贴合(如窗台密封条等)要求,基本与间隙面差一致
举例:机罩与翼子板的间隙面差(测量要素≥10cm)
1 在评价机罩与翼子板的间隙时,在距离机罩两端1cm的两个点之间任意一个点不
在公差范围内且符合5cm以上清晰可见标准,则判为机罩与翼子板间隙有缺陷。
2 在评价机罩与翼子板面差时,在距离机罩两端1cm的两个点之间任意一点不在公
差范围内则判为机罩与翼子板面差有缺陷。
机罩与前保险杠杠的间隙面差(测量要素<10cm)
1 间隙面差通常只取一个点测量,如果不在公差范围内则判为有缺陷
2 左右间隙面差同时可见,而且对整车外观有较大影响,需增加左右不对称的要求。
同悦间隙面差标准
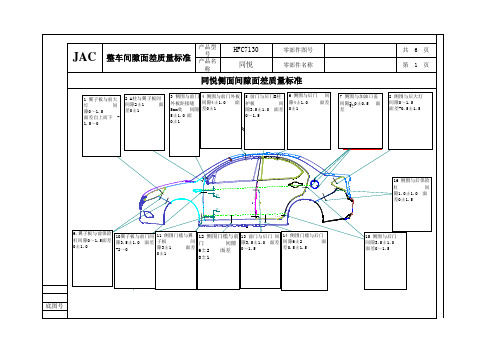
产品型号共 6 页产品名称第 1 页底图号装订号批准同悦侧面间隙面差质量标准编制校对会签审核JAC 整车间隙面差质量标准HFC7130零部件图号同悦零部件名称00+1 03.1R2R 1.100+13.5R 2R 1.100±13R 2R 306R 3R 1.10 +1-05R 30.5+1.5-R 100±12R 2R 20(0--+1.5)1R 20R200±0.500+1 03.1R1.1R1.10.500 ±0.5R 1.51±10R 21 10 翼子板与前门 间隙3±0.5 面差0 13 前门与后门间隙3.1±0.5 面差015侧围与后门间隙3.5±0.5面差0 11 侧围门槛与翼子板 间隙3±1面差0±1 12 侧围门槛与前门 间隙6±1 面差0±114 侧围门槛与后门 间隙5±1 面差-0.5±1.52 A 柱与翼子板间 间隙2±0.5 面差0±11 翼子板与前大灯 间隙0.5±0.5 面差自上而下(-1.5--0) 9 翼子板与前保险杠 间隙0 面差0±0.5 5 前门与后门B 柱护板 间隙3.1±0.5 面差016 侧围与后保险杠间隙0.5±0.5面差0±0.5 8 侧围与后大灯间隙1 面差 -1±1+0.5 0 0-1+16 侧围与后门 间隙4 (带胶条) 面差000+104R 2R 1.1 0-1 4 侧围与前门外板间间隙4 (带胶条)面差 0004R 1.1R 2+10+0.5 0002.2R 2R 1 7 侧围与加油口盖间隙2.2±0.5 面差0+0.5-1 +1-0.5 +0.5 0 0-1 3 侧围与前门外板距A 柱接缝5mm 处间隙5±0.5面差0±1+1.5 0 0-1 0-120101 翼子板与前大灯间隙0~1.5面差自上而下-1.5~0 3 侧围与前门外板距接缝5mm 处间隙5±1.0 面0±1 5 前门与后门B 柱护板间隙3.5±1.0 面差0~1.5 16 侧围与后保险杠间隙1.0±1.0 面差0±1.5 9.翼子板与前保险杠间隙0~1.5面差0±1.0 10翼子板与前门间隙3.5±1.0 面差-2~0 13 前门与后门间隙3.5±1.0 面差0~1.5 15 侧围与后门间隙3.5±1.0面差0~1.5 2 A 柱与翼子板间间隙2±1面差0±1 4 侧围与前门外板间隙4±1.0 面差0±1 6 侧围与后门间隙4±1.0 面差0±1 7 侧围与加油口盖间隙2.0±0.5 面差8 侧围与后大灯间隙0~1.5 面差-0.5±1.5 12 侧围门槛与前门间隙6±2 面差0±1 14 侧围门槛与后门间隙6±2 面差0.5±1.5 11 侧围门槛与翼子板间隙3±1 面差0±1 .010+-。
车身外观间隙面差设计定义规范
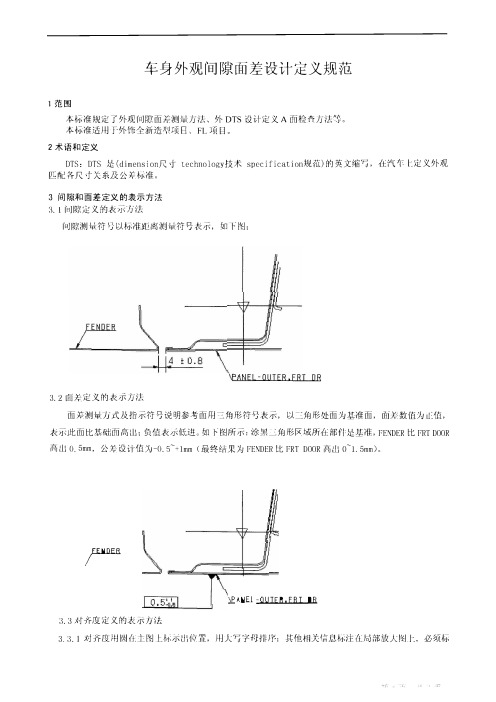
3间隙和面差定义的表示方法 :3. l ['Fl]隙定义的表示方法
问隙测量符号’以标准距离测量符号表示,如F图:
3. 2面主定义的表示方法
面差测量方式及指示符号说明参考面用三角形符号表示, 以三角形处面为基准面, 面茸j数值为一ti:值,
表示此面比基础面高山:负值表示低进。如F国所示:涂黑二角形区域所在部1!J:是基准,FENDER比FRT DOOR
接;2豆 浆?
卒
变, 交点到R 角内侧根部的距离作为两个面c l!X部件)的问隙, 间隙测量方法示意;如卜 :
y
I
(a)
( Lυ 、,,
4.1.3当夕阳见面在同 一 -适用平面内且两件的配合面中仅有一个零1'1'与本苓件外观面角度大于90度时, 以两
个外观R角面最短距离作为两个面(或部件)的间隙, 间隙测量方法示意如 r-.·:
f- 1. 5mmo
3.4基准的选取
基准j在取原则:1)车身开启件以:牛身骨架为基准:2)开启件Lj开启件之间以先安装部件
沟基准, 如前I j以后「J为基准、 费子板以前门为基准:3)总装支装件以东身为基准:4)叫个总装安装件
之间以尺、f易控制、同lj度比较好的1l)J基准, 同时尽量选抨大平面作为测量基准。 如前后人灯与前后保之
/t,、 a 、、,/
( 10 )
外观检测标准-断差、间隙标准
MI.5.4区域A区-----C区-----背B区-----D区-----需5.5检查和浅划痕*底壳*******************摄像*****下壳缝隙≤0.3mm中框与后盖缝隙≤0.3mm 镜片与装饰框缝隙≤0.25mm使用3M 胶纸平贴于产品表面,然后沿45度的方向快速拉起,镜片(TP)上不允许有指纹或污物脱漆上壳与中框缝隙≤0.20mm 下壳与中框缝隙≤0.20mm 如仅上上下盖断差≤0.3mm按键与中框、外壳缝隙≤0.3mm 按键与周边缝隙最大最小之差≤0.3mm断差缝隙雕刻或丝印连续粘贴5次(胶纸不能重复使用)不露底色为合格兆标、QC 贴纸、序号等贴纸不可有未贴好或贴错等象字体或字体大小按图纸要求或按签样品字不允许有错字,不清晰、断线宽度≤0.1mm位置偏移0.5mm ,位置倾斜0.4度(以基准线为准)贴纸>5mm≤10mm不允许有超过3条以上(两条之间不得小于1cm)≤0.5mm之浅划痕不允许超过4条以上(两条之间不得小于1cm)按键不可有按键无作用、卡死、无手感、行程短按键松动、不灵活、卡键、按键时机构异响装反或用错料镜片(TP )镜片(TP)翘起、粘性不强用手轻轻用力即脱落,有缝隙镜片(TP)上允许尘点≤0.2mm 点2个,间距在1CM 以上色差上壳与下壳不可有明显色差LCD液晶显示屏破损,显示区出现、缺行、缺列、花屏等现象.区域定义:下图中A区为中央区域,B区为边缘区域,依LCD显示画面部分划分,A区B区线条不良:LCD画面显示出现红、绿、蓝的横或者竖的线条,不允许一:A区:暗点≤0.3mm允许2个,B区:暗点≤0.3mm允许2个;二:A区彩点(红、 绿、蓝、白)不允许,B区彩点(红、 绿、蓝、白)≤0.3mm 允许1个,虚拟按键旁边不允许有彩点(红、 绿、蓝、白);观结构构。
车型间隙面差定义实例
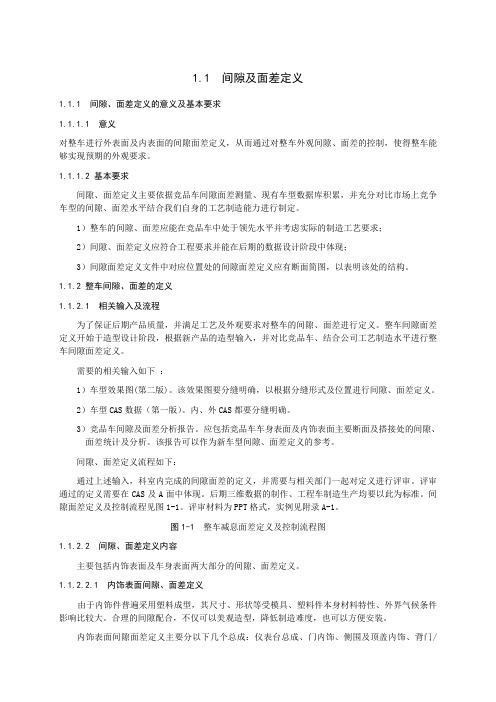
1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
间隙及面差分析课件

电子产品中的应用
要点一
总结词
电子产品中,间隙及面差分析用于确保电路板和元器件的 精确安装和功能正常。
要点二
详细描述
在电子产品的制造过程中,电路板和各种元器件需要精确 安装才能保证产品的正常功能。间隙及面差分析通过测量 和分析电路板和元器件之间的间隙和面差,帮助制造商确 保产品的质量和性能,提高生产效率和降低不良率。
06
总结与展望
间隙及面差分析的意义与价值
提升机械系统性能
减少故障与维护成本
间隙及面差分析有助于精确评估机械系统 中的间隙和面差,从而提高系统的性能和 稳定性。
通过分析间隙及面差,可以预测和预防潜 在的机械故障,从而减少维修和停机时间, 降低维护成本。
提高生产效率
促进机械工业技术创新
精确的间隙及面差分析有助于优化机械系 统的运行,从而提高生产效率。
企业标准
企业根据自身产品特性和生产要求, 制定适用于自身的间隙或面差判定标 准。
客户要求
根据客户的特殊要求,如产品性能、 外观等,制定相应的判定标准。
行业惯例
根据行业内的惯例和经验,制定相应 的判定标准。
03
间隙及面差的影响 因素
材料性质的影响
弹性模量
材料的弹性模量决定了其在外力作用下的变形程度。弹性模量较 小的材料容易发生较大的变形,导致间隙和面差的变化。
面差的分类
根据不同的分类标准,面差可以有多种分类方式。例如,根据面差产生的原因, 可以分为制造面差和运行面差;根据面差是否可调,可以分为固定面差和可调面 差。
间隙与面差的关系
间隙与面差的联系
间隙与面差都是描述物体之间相对位置关系的重要参数,它们之间存在一定的联系。例 如,在某些情况下,间隙的大小会影响面差的大小,而面差的大小也会影响间隙的大小。
最全汽车工业塞尺、面差尺技术参数
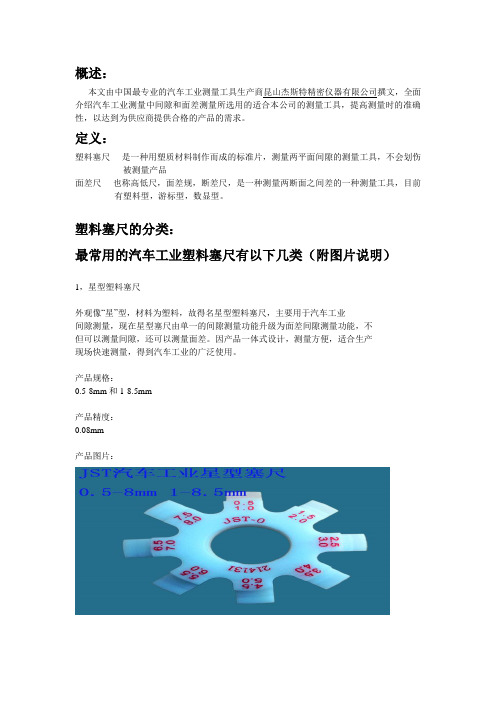
概述:本文由中国最专业的汽车工业测量工具生产商昆山杰斯特精密仪器有限公司撰文,全面介绍汽车工业测量中间隙和面差测量所选用的适合本公司的测量工具,提高测量时的准确性,以达到为供应商提供合格的产品的需求。
定义:塑料塞尺----是一种用塑质材料制作而成的标准片,测量两平面间隙的测量工具,不会划伤被测量产品面差尺----也称高低尺,面差规,断差尺,是一种测量两断面之间差的一种测量工具,目前有塑料型,游标型,数显型。
塑料塞尺的分类:最常用的汽车工业塑料塞尺有以下几类(附图片说明)1,星型塑料塞尺外观像“星”型,材料为塑料,故得名星型塑料塞尺,主要用于汽车工业间隙测量,现在星型塞尺由单一的间隙测量功能升级为面差间隙测量功能,不但可以测量间隙,还可以测量面差。
因产品一体式设计,测量方便,适合生产现场快速测量,得到汽车工业的广泛使用。
产品规格:0.5-8mm和1-8.5mm产品精度:0.08mm产品图片:2,尼龙塞尺精度:0.06mm测量面长度:15mm型号:10180规格:0.1-10mm(共4套)单套规格型号:0.1-2mm间隔0.1mm 共20片订货型号:10180-1 2.1-4mm间隔0.1mm 共20片订货型号:10180-2 4.1-6mm间隔0.1mm 共20片订货型号:10180-3 6.5-10mm间隔0.5mm 共8片订货型号:10180-4全套共68片,产品图片:2.1加长测量面尼龙塞尺总长度80mm ,有效测量长度40mm精度:0.1mm型号:10188规格:1.0-8.0mm(共8片)材质:进口POM产品图片:2.2 汽车工业双尺寸塑料塞尺总长度:80mm单尺寸有效长度40mm,一片上刻有两个尺寸规格:1-12mm/间隔0.05mm 共12片1mm 1.5---2 2.5---3 3.5---4 4.5---5 5.5---6 6.5---7 7.5---8 8.5---9 9.5---10 10.5---11 11.5---12精度:0.1mm产品图片:2.2美国汽车工业塑料塞尺型号:15026规格:长度100mm 小头宽6mm 大头宽12mm厚度:0.25mm=2片0.50mm=3片 1.00mm=4片 2.00mm=4片包装:一套13片装型号:12379规格:长度100mm 小头宽6mm 大头宽12mm厚度:1/4=3片1/2=3片 1.0=8片包装:一套14片型号:13280规格:长度100mm 小头宽6mm 大头宽12mm厚度:1/4=4片1/2=3片 1.0=3片 2.0=2片包装:一套12片型号:17894规格:长度100mm 小头宽6mm 大头宽12mm厚度:1/4=3片1/2=4片 1.0=7片 2.0=1片包装:一套15片型号:12711规格:长度100mm 小头宽6mm 大头宽12mm厚度:1/4=4片1/2=4片 1.0=8片 2.0=2片包装:一套18片型号:19350规格:长度100mm 小头宽6mm 大头宽12mm厚度:0.25mm 0.50mm 1.00mm 1.50mm 2.00mm 2.50mm 3.0mm 3.5mm 4.00mm 4 .50mm 5.00mm包装:一套11片装型号:14802规格:长度76.2mm 宽度19.2mm厚度:0.25mm 0.50mm 1.00mm 1.50mm 2.00mm 2.50mm 3.0mm 3.5mm 4.00mm 4 .50mm 5.00mm 5.5mm 6.0mm包装:一套13片装产品图片:2.3八方形塑料面差一体尺型号:JST-08面差规格:0.5-4 .0间隙规格:3.0-6.5材质:进口尼龙精度:0.08mm产品图片:2.4可拆卸型塑料面差一体尺型号:JST-PPG-SG13间隙规格:0.5-10mm 间隔0.5mm 面差规格:0.5-9mm 间隔0.5mm 整套共12片精度:+-0.08mm可订制其它款式和规格产品图片2.5经济型PVC圆头塑料塞尺规格:长度95mm 小头宽8mm 大头宽20mm,有效刻度80mm型号:JST-PPG-13(0.25-2.0/13片装)此规格对应美国塑料塞尺15026型号厚度:0.25mm=2片0.50mm=3片 1.00mm=4片 2.00mm=4片型号:JST-PPG-14(0.05-1.0/14片装)规格:0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.50 0.60 0.70 0.80 0.90 1.00型号:JST-PPG-17(0.05-1.5/17片装)规格:0.05 0.10 0.15 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00 1.10 1.20 1.30 1.40 1.50型号:JST-PPG-20(0.05-2.0/20片装)规格:0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.50 0.60 0.70 0.80 0.90 1.00 1.10 1.20 1.30 1.40 1.50 2.00产品图片:2.6锥形塑料塞尺分辨率:0.1mm量程:1-15mm产品有亚克力、双色板材质,测量产品不划伤产品图片:2.7牛角锥形塞尺面差一体尺分辨率:0.2mm塞尺量程:2-15mm面差量程:1-5mm面差尺的分类:3.1,塑料面差尺是一种用塑料制作成固定标准台阶的测量工具,其数值是固定的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
间隙面差测量要求
2014.05.20
间隙面差测量要求
z质量部门在评价整车间隙面差状态的时候测量要求
¾对于任何一个缺陷,如果用户不能接受,一律判为A级缺陷
¾测量要素≥10cm,需要评价间隙过大、间隙过小、间隙不均、面差高出、面差低进、高低不平,对于间隙过大和间隙过小要求在5cm以上清晰可见(即只有
一个点出现超差的不评价)
¾测量要素<10cm,则只测量一个点,通常取中点。
因此没有间隙不均和高低不平的要求(如果严重影响整车外观,则可以加严要求)
¾通常从距离测量要素边缘1cm处开始评价
¾对于能同时可见的间隙面差(左右,前后),需增加间隙不对称,面差不对称的要求
¾对于贴合(如窗台密封条等)要求,基本与间隙面差一致
举例:机罩与翼子板的间隙面差(测量要素≥10cm)
1 在评价机罩与翼子板的间隙时,在距离机罩两端1cm的两个点之间任意一个点不
在公差范围内且符合5cm以上清晰可见标准,则判为机罩与翼子板间隙有缺陷。
2 在评价机罩与翼子板面差时,在距离机罩两端1cm的两个点之间任意一点不在公
差范围内则判为机罩与翼子板面差有缺陷。
机罩与前保险杠杠的间隙面差(测量要素<10cm)
1 间隙面差通常只取一个点测量,如果不在公差范围内则判为有缺陷
2 左右间隙面差同时可见,而且对整车外观有较大影响,需增加左右不对称的要求
¾汇总所有测量点的测量结果并制作跟踪曲线图,分析每一个点的变化情况,指导调试
¾将总装和焊装的相同测点的测量结果一一对应,分析总装与焊装同一点的变化情况,指导调试。