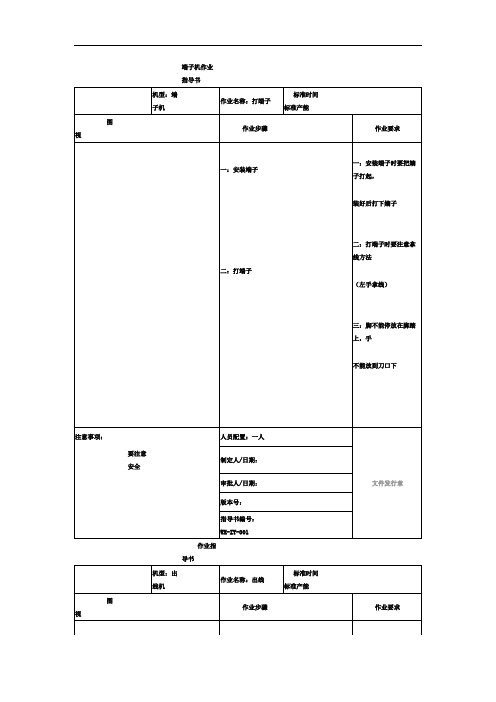
端子机通用作业指导书
端子机作业指导书-004
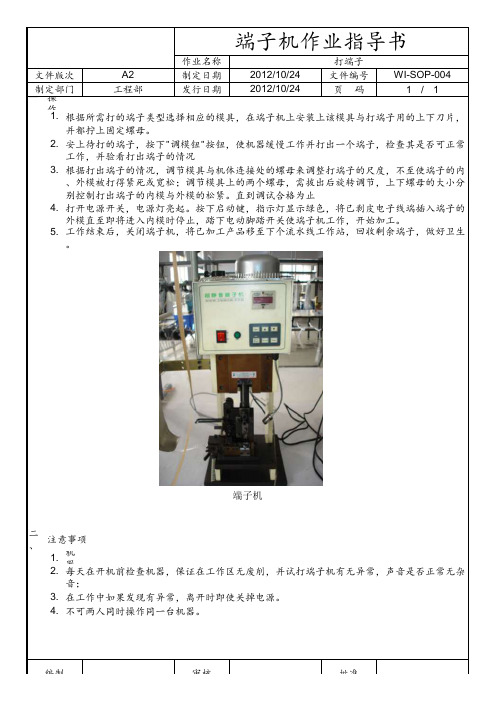
1/1一、操作步骤
二、1.机器运转中手不可以放入模具下方;
3.4.制定日期2012-10-24文件编号WI-SOP-004端子机作业指导书
作业名称打端子文件版次
A2打开电源开关,电源灯亮起。
按下启动键,指示灯显示绿色,将已剥皮电子线端插入端子的外模直至即将进入内模时停止,踏下电动脚踏开关使端子机工作,开始加工。
工作结束后,关闭端子机,将已加工产品移至下个流水线工作站,回收剩余端子,做好卫生。
制定部门工程部
发行日期2012-10-24页 码
根据打出端子的情况,调节模具与机体连接处的螺母来调整打端子的尺度,不至使端子的内、外模被打得紧死或宽松;调节模具上的两个螺母,需拔出后旋转调节,上下螺母的大小分别控制打出端子的内模与外模的松紧。
直到调试合格为止
根据所需打的端子类型选择相应的模具,在端子机上安装上该模具与打端子用的上下刀片,并都拧上固定螺母。
1.安上待打的端子,按下"调模钮"按钮,使机器缓慢工作并打出一个端子,检查其是否可正常工作,并验看打出端子的情况
2.3.4.5.编制审核批准不可两人同时操作同一台机器。
每天在开机前检查机器,保证在工作区无废削,并试打端子机有无异常,声音是否正常无杂
音;
2.端子机
注意事项
在工作中如果发现有异常,离开时即使关掉电源。
端子机通用作业指导书
组别No工位号图24图4补充事项:*1、作业不能按标准书进行时;安全注意事项:1、工作台面要时刻保持整洁。
*2、机械、治工具发生故障时;2、切下的五金端子皮倒入垃圾桶。
*3、作业中连续出现不合格品时;!!应迅速联系负责人并接受指示。
4、该设备适用于小端子的啤压。
◎每个人的作业中最重要的是致力于品质,制定 我们要站在客户的立场上去生产制品!修改①修改②*设备出现故障,需要做调整时,应首先关掉电源,然后再进行操作,绝对不允许在带电的情况下进行操作!*具体标准参照图3、4,一般端子拉拔力≥2KGF.CM5、使用该设备啤压的端子,端子拉拔力≥2KGF.CM 与BOM 上要求一致,已裁好,并已剥好线皮*以避免设备长时间运转后,设备的参数出现偏差,造成线的长度和开线效果出现不良。
②一种线加工完成后,在胶盆上贴上标贴,注明该线所用机型、线的规格及数量。
*注意所裁线要标识好,避免混乱。
①取已剥好线头的导线,检查有无不良,然后将线头对准端子机槽位和端子口放入,调整好位置,然后用脚踩下脚踩器,啤端子于线上。
*注意线放入端子的位置,参照图4③确认规格、效果都符合要求后再将样线交给PQC检查。
④PQC检查合格后,开始批量生产。
*每种线在批量生产前都要交PQC确认。
*PQC根据公司品质标准检查。
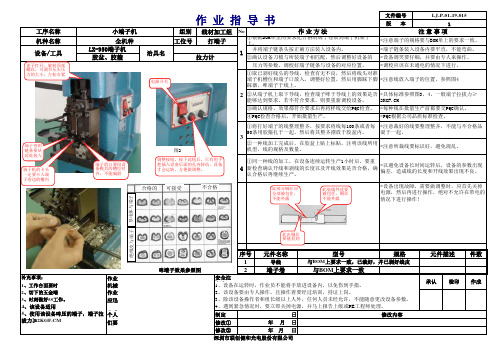
LJ-P-01-19-015版 本1线材加工组作 业 方 法作 业 指 导 书文件编号注 意 事 项工序名称小端子机机种名称全机种打端子1并将端子链条头按正确方法装入设备内。
①同一种线的加工,在设备连续运转生产1小时后,要重新检查确认开线和剥线的长度以及开线效果是否合格,确认合格后再继续生产。
②从端子机上取下导线,检查端子啤于导线上的效果是否能够达到要求。
若不符合要求,则要重新调校设备。
①将打好端子的线整理整齐,按要求将线每100条或者每50条用胶箍扎于一起,然后将其整齐摆放于胶盆内。
*注意端子的规格要与BOM单上的要求一致。
压力等参数,调校好端子链条与设备的对应位置。
端子压接作业指导书
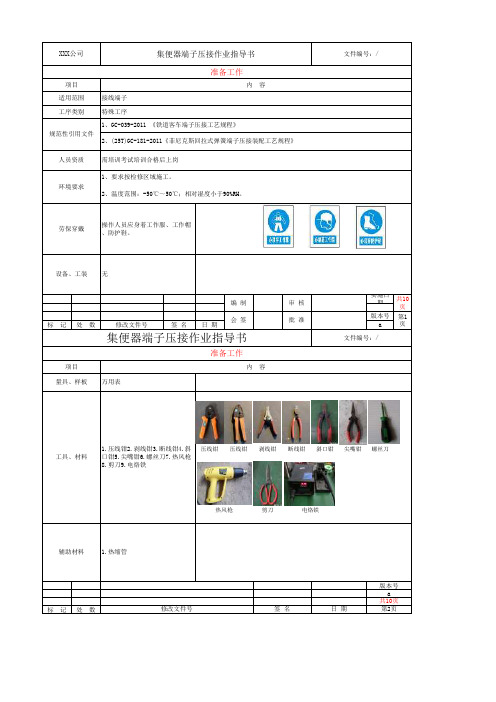
实施日期版本号标 记处 数签 名日 期a压线钳压线钳剥线钳断线钳斜口钳尖嘴钳螺丝刀剪刀标 记处 数XXX公司集便器端子压接作业指导书文件编号:/准备工作项目内 容适用范围接线端子工序类别特殊工序1、GC-039-2011 《铁道客车端子压接工艺规程》2、(25T)GC-181-2011《菲尼克斯回拉式弹簧端子压接装配工艺规程》规范性引用文件人员资质需培训考试培训合格后上岗1、要求按检修区域施工。
2、温度范围:-50℃~50℃;相对湿度小于90%RH。
编 制审 核修改文件号集便器端子压接作业指导书文件编号:/准备工作项目内 容会 签批 准热风枪电烙铁辅助材料 1.热缩管工具、材料1.压线钳2.剥线钳3.断线钳4.斜口钳5.尖嘴钳6.螺丝刀7.热风枪8.剪刀9.电烙铁版本号a 共10页修改文件号签 名日 期第2页共10页第1页设备、工装操作人员应身着工作服、工作帽、防护鞋。
劳保穿戴环境要求无万用表量具、样板项点标 记处 数项点标 记处 数作业内容作业标准/照片5、螺接冷压端子压接5.4、端子压接过程中不许间断做其他无关事情,端子放入压接钳内,压接点应平放位接线筒的正中位,不许偏移,在压膜压力作用下压接端子沿导线线芯四周产生机械压缩变形,压模重新张开,取出端子,在任何情况下,压接操作应一步到位,不得在相同压痕处重复压接操作。
5.5、端子压接后压痕应沿周向均布,端子不应有弯曲、扭曲,端子的变形只允许由压接工具压模形成,导线线芯应全部被压线筒增齐包裹,不得外漏、断股,在导线绝缘层末端与压线筒口之间,导线线芯裸露的部分不应松股成鸟笼状向外突弯,导线绝缘层不得进入压线筒,压接后的压线筒不得有裂纹、裂口或者飞边现象。
版本号a 6.1、6平方毫米及以下电缆的接线座采用带预紧压力的笼式弹簧式接线端子,出现导线(或插针)无法插入笼式端子时,可选用笼式弹簧端子的型号比线径大一号,导线压入笼式端子前加装冷压端子压接。
共10页修改文件号签 名日 期第7页集便器端子压接作业指导书文件编号:/集便器端子压接作业指导书作业内容作业标准/照片6.2、压接与笼式端子相匹配的管状端子,再用插针伸入方孔内,沿接线孔内侧壁插入并撬动使弹簧打开,然后顺势将螺丝刀插到底,弹簧则完全打开,将导线的绝缘层伸入端子圆孔内2毫米至3毫米,拔出螺丝刀,即线接好。
端子机操作规程
3.1.3.2.将线材置于端子内之适当位置。
3.1.3.3.脚踏开关踏一下,此时计扫器跳一格,并且电磁铁拉下离合器止杆放开离合器而使上刀模由上顶点往下死点将线材打入端子内结合,再回到上顶点并将下一个端子送进定位。
3.1.3.4.以此类推则可连续操作。
3.1.4.操作停止:
3.1.4.1.电源开关置于位置,此时电源指示灯熄灭马达及飞轮停止转动。
3.1.4.2.将铜屑集中于槽中倒掉清理干净。
3.1.4.3.将端子机擦干净,并于滑动部份之机件上润滑油。
4.刀具调整
4.1.机器部Βιβλιοθήκη :4.1.1.放松可调式螺栓,按所需方向旋转高度调整螺杆至适当位置,然后旋紧可调式螺栓即调整完毕(每一刻度0。1㎜,每圈为3㎜)。
端子机操作规程
1.目的
为使生产技术人员及生产人员正确操作使用端子机,进而达到生产安全、工作顺利、品质最佳之程度。
2.范围
本规定适用公司端子机。
3.作业内容
3.1.操作步骤:
3.1.1.使用工具:端子卡式模、上下铆刀、配合机台用内六角板手、手动把手、游标卡尺。
3.1.2.手动操作内容:
3.1.2.1.手动操作用于调整模具及测试端子压着是否正常。
4.2.模具部分:
4.2.1.全压着高度微调杆拉出旋转由0-9共10个指针,并以号码零为基准点(位置在下)号码越大则与高度调整螺栓之间的空隙愈大,每一号码指针相差0。06㎜。
4.2.2.PVC压着高度微调杆拉出旋转,由1-6共六个指针以号码1的位置为基准点(伞置在上)号码越大则PVC刀片高度愈高,每一指标高度相差0。10㎜。
4.3.1.放松固定螺丝。
4.3.2.旋转送距调整螺丝,使送料爪将端子调至正确的刀模位置。
端子压接作业指导书

标题端子压接作业指导书文件编号 NT01-018 版本:A/01页数: 1/4 发行日期: 2014.07.011.目的:描述端子压接工序的操作过程,确保端子压接的质量。
2.范围:适用于生产车间端子压接工序的操作生产。
3.职责:生产部长,冲压工序质检员及与端子压接工序相关的人员均有将本指导书付诸实施的职责。
4.定义:无。
5.工作程序5.1 员工依据生产指令及下线压接表,备齐所需的材料及工具;5.2 校对所备材料和工具与生产指令及下线压接表的符合性;5.3 选择相应的设备,配合维修工调试设备,进行资源点检,填写设备点检表;5.4 完成首件产品的作业;5.5 员工对自己加工首件产品用目测和拉力试验机进行自检压接端子与相应工艺文件的符合性及其强度,检验员检验合格,员工则继续进行生产操作,对于合线或者共压的产品进行拉力检验时,选择线径最大的拉力标准作为依据;5.6 操作过程中,员工要随时目测外观;5.7 作业结束时,质检员随同员工用目测和拉力试验机检查产品压接外观及拉力的符合性;5.8 作业结束,检验员确认后将合格品转入冲压半成品合格区;6.备注:6.1.首件作业的合格产品应予以保存,直至本批次或本班次产品作业结束.6.2 在生产过程中,如有以下情况发生时,必须重新执行本指导书:a)更换操作员工;b)设备关闭后又开启;c)第二天生产前一天未完成的产品;6.3 端子压接拉力强度的判定基准应符合如下要求:6.3.1电线束端子与电线或合点(线)压接后拉力强度应不小于下表中的规定:导体公称截面积mm2拉力值N 导体公称截面积mm2拉力值N ①0.3~0.5 50 6.00~8.00 4500.75~0.85 80 10.00 5001.00~1.25 100 15.00~16.00 15001.50~2.00 150 20.00~25.00 19002.50~3.00 200 35.00 22004.00~5.00 270 ≥50.00~120.00 2700①接点或一个端子同时连接两根以上电线时,选择截面积最大的电线测量拉力6.3.2 有特殊要求的端子的拉力强度按具体的工艺要求来执行。
端子机操作说明书
1、卡式模具,调整容易,省时。 2、铆压稳定,速度快,准确必高。 3、电脑端子,迷你AC/DC端子均适用。 4、结构轻巧易于移换工作场合。 5、静车或操作时,声音轻小,操作者不易疲累。
端子机操作说明书
5
6、适用于OTP,JAM等之端子模具。
机型
TC-2002
能力
900KG
冲程
30MM
送距
4、以此类推,则可继续操作
注;如操作中有发生异常情形,应先把电源关掉,依手动操作 方式回转测试
端子机操作说明书
13
端子机操作说明书
14
(四)、操作停止
1、电源开关置于OFF位置,此时电源指示灯熄灭马达及飞轮停 止转动。
2、请将铜屑集中于槽中倒掉,清理干净 3、将端子机擦干净,并于滑动部分之机件上润滑油。 六、刀具调整
端子机操作说明书
26
端子机操作说明书
20
端子机操作说明书
21
七、故障检修 (一)、马达不转之情形
原因: 1、离合器不在定位,卡住马达无法带动飞轮 解决方法: 以手动操作使离合器旋转至定位
2、保险丝烧毁(故障) 3、马达烧毁(故障) 4、皮带太紧
换新 换新 将皮带调至适当位置
端子机操作说明书
22
(二)、飞轮正常旋律踏脚踏开关机台不能动作之情形
原因:
解决方法:
1、脚踏开关不良(故障)
换新
2、拉杆弹簧疲乏
换新或减短弹簧
3、电磁铁吸铁不良
换新
4、电路控制板故障
换新
5、离合器弹簧松脱,疲乏
重装或换新
(三)、踏脚踏开关一次而动作二次之情形
原因:
解决方法
1、压缩弹簧或拉杆弹簧疲乏
端子机作业指导书【精】
一:调好要打卷的数量
一:调数量时一定要按规格要求 Nhomakorabea的数量调好。(数量指标每台大
二:穿线
饼机有标识)
二:打卷时要看好线,不能跳出
三:绑包装带
滑轮
三:绑包装带时,打结一定要打
四:开机打卷
在外面
四:标签一定要与所打的线相符
五:写标签
五:打包装膜时要把标签打上
六:打结取出卷线
七:打包装膜
注意事项:
人员配置:一人
注意事项:
人员配置:一人
要注意安全
制定人/日期:
审批人/日期:
文件发行章
版本号:
指导书编号:WX-ZY-006
作业指导书
机型:
作业名称:插排线
标准时间 标准产能
图 视
作业步骤
作业要求
一:安排为排好线
一:按样品的排位把线拍好。
循序不能乱
二:胶壳分为正面和反面,如何
二:分清楚胶壳的方向
拿胶壳就如何排线。一拿的是反
面
三:插端子
三:要注意端子是否有打坏
四:插端子时不能用死力去按
注意事项:
人员配置:按需求
要注意安全
制定人/日期:
审批人/日期:
文件发行章
版本号:
指导书编号:WX-ZY-007
符
五:放胶,机嘴发热,并开
五:出线时要先调好偏心
六:线的大小要按要求大小出
拖机
七:出线过程要注意添加胶料,
和接铜丝
六:出线
注意事项:
人员配置:一人
要注意安全
制定人/日期:
审批人/日期:
文件发行章
版本号:
指导书编号:WX-ZY-002
端子机操作规程
4.2.1.全压着高度微调杆拉出旋转由0-9共10个指针,并以号码零为基准点(位置在下)号码越大则与高度调整螺栓之间的空隙愈大,每一号码指针相差0。06㎜。
4.2.2.PVC压着高度微调杆拉出旋转,由1-6共六个指针以号码1的位置为基准点(伞置在上)号码越大则PVC刀片高度愈高,每一指标高度相差0。10㎜。
3.1.3.1.把电源开关置于的位置上。
3.1.3.2.将线材置于端子内之适当位置。
3.1.3.3.脚踏开关踏一下,此时计扫器跳一格,并且电磁铁拉下离合器止杆放开离合器而使上刀模由上顶点往下死点将线材打入端子内结合,再回到上顶点并将下一个端子送进定位。
3.1.3.4.以此类推则可连续操作。
3.1.4.操作停止:
5.3.电源、频率、电源插座是否正确(110V或220V).
5.4.固定端子卷及端子路线于正常位置。
5.5.调整压着高度,并以手动方式按回转方向,测试压着。
5.6.机台油杯及卡式模座油孔需加适当之润滑油。
5.7.开启电源前,先试脚踏开关,必须确保正常动作。
5.8.调整模具和刀座时必须切断电源进行调试。
3.1.4.1.电源开关置于位置,此时电源指示灯熄灭马达及飞轮停止转动。
3.1.4.2.将铜屑集中于槽中倒掉清理干净。
3.1.4.3.将端子机擦干净,并于滑动部份之机件上润滑油。
4.刀具调整
4.1.机器部门:
4.1.1.放松可调式螺栓,按所需方向旋转高度调整螺杆至适当位置,然后旋紧可调式螺栓即调整完毕(每一刻度0。1㎜,每圈为3㎜)。
5.9.端子打包时手要离开上、下铆刀活动范围,以免造成伤害。
6.附件
6.1.作业指导书。
端子机操作规程
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
③确认规格、效果都符合要求后再将样线交给PQC检查。 *每种线在批量生产前都要交PQC确认。
④PQC检查合格后,开始批量生产。
*PQC根据公司品质标准检查。
①将打好端子的线整理整齐,按要求将线每100条或者每 *注意裁好的线要整理整齐,不能与不合格品
2
端子卷
与BOM上要求一致
安全注
意1、事设备在运转时,作业员不能将手放进设备内,以免伤到手指。
2、该设备要由专人操作,且操作着要经过培训,持证上岗。
3、除该设备操作者和组长级以上人外,任何人员未经允许,不能随意更改设备参数。
4、遇到紧急情况2时00,7 要年立即10关月掉电19源,并马上报告上级或PE工程师处理。
组别 线材加工组 工位号 打端子
拉力计
No
作业方法
①根据BOM单里的要求把合格的端子卷放到端子机架子
上,
1 并将端子链条头按正确方法装入设备内。
②确认设备刀模与所装端子相匹配,然后调整好设备的
注意事项
*注意端子的规格要与BOM单上的要求一致。 *端子链条装入设备内要平直,不能弯曲。 *设备调笑要仔细,并要由专人来操作。
*以避免设备长时间运转后,设备的参数出现 偏差,造成线的长度Fra bibliotek开线效果出现不良。
合格的 可接受
不合格
此部分铜芯应 全部被包住, 不能外露
此处线外皮要 被包住,铜芯 不能外露
*设备出现故障,需要做调整时,应首先关掉 电源,然后再进行操作,绝对不允许在带电的 情况下进行操作!
绝缘皮与端子 导电体与端子
补充事项:
50条用胶箍扎于一起,然后将其整齐摆放于胶盆内。 混于一起。
3
图2
②一种线加工完成后,在胶盆上贴上标贴,注明该线所用 机型、线的规格及数量。
*注意所裁线要标识好,避免混乱。
调整按钮,按下此钮后,只有用手 把插入设备后面的孔内转动,设备 才会运转,方便做调整。
4
①同一种线的加工,在设备连续运转生产1小时后,要重 新检查确认开线和剥线的长度以及开线效果是否合格,确 认合格后再继续生产。
*1、 作*2业、
1、工作台面要时
机*3械、
刻2、保切持下整的洁五。金端 子3、皮时倒刻入做垃好圾5桶S工作。
作!业! 应迅
4、该设备适用
◎每
于5、小使端用子该的设啤备压啤压的端子,端子拉 个我人
拔力≥2KGF.CM
们要
图4 啤端子效果参照图
此出铜芯 要能看到
序号 元件名称
型号
规格
1
导线
与BOM上要求一致,已裁好,并已剥好线皮
压力等参数,调校好端子链条与设备的对应位置。 *调校应该在未通电的情况下进行。
①取已剥好线头的导线,检查有无不良,然后将线头对准 端子机槽位和端子口放入,调整好位置,然后用脚踩下脚 *注意线放入端子的位置,参照图4 踩器,啤端子于线上。
2 ②从端子机上取下导线,检查端子啤于导线上的效果是否 *具体标准参照图3、4,一般端子拉拔力≥
工序名称 机种名称 设备/工具
盖子打开,旋转顶部 螺丝,可调节压头压 力的大小,左松右紧
端子卷的 链条要从 此处装入 端子机的卡头 一定要卡入端 子卷边的槽内
小端子机 全机种
LX-950端子机 胶盆、胶箍
端子的口要同设 备模具的槽位对 齐,不能偏斜
治具名
电源开关
作业指导书
文件编号 版本
LJ-P-01-19-015 1
制定
日
修改内容
修改①
年月日
修改②
年月 日
深圳市联创健和光电股份有限公司
元件描述 件数
承认 检印 作成