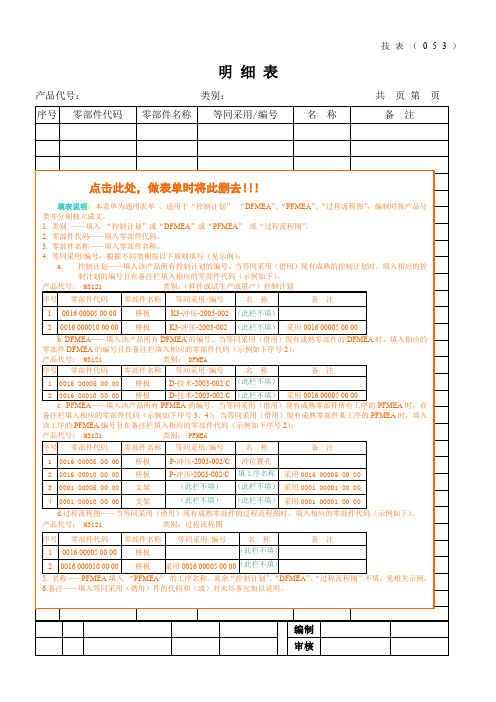
装配关键工序明细表(新)
关键、特殊工序控制点明细表模板-过程策划

第页,共页编号:.
□样件□试生产□批产
控制计划编号
供方/工厂
供方代号
日期(编制)
日期(修订)
□关键工序□特殊工序
零件号/最新更改程度
核心小组
主要联系人电话顾客工程批准来自日期(如需要)零件名称/描述
供方/工厂批准日期
顾客质量批准/日期(如需要)
关键/特殊工序名称/编号
其它批准日期(如需要)
其它批准/日期(如需要)
编号
控制项目
产品/过程描述
规范/公差
级别
控制图表
检测频次
检测设备
责任者
指导书及标识
注:附简图(如需要)
机械制造、装配行业质量管理控制计划、FMEA、过程流程图明细表模板
4 0001 00010 00 00 支架
(此栏不填) (此栏不填) 采用 0001 00001 00 00
d.过程流程图——当等同采用(借用)现有成熟零部件的过程流程图时,填入相应的零部件代码 .PFMEA——填入该产品所有 PFMEA 的编号。当等同采用(借用)现有成熟零部件所有工序的 PFMEA 时,在
备注栏填入相应的零部件代码(示例如下序号 3、4);当等同采用(借用)现有成熟零部件某工序的 PFMEA 时,填入
该工序的 PFMEA 编号且在备注栏填入相应的零部件代码(示例如下序号 2);
零部件 DFMEA 的编号且在备注栏填入相应的零部件代码(示例如下序号 2);
产品代号: M3121
类别: DFMEA
序号 零部件代码 零部件名称 等同采用/编号
名称
1 0016 00005 00 00 桥板
D-技术-2003-002/C (此栏不填)
备注
2 0016 00010 00 00 桥板
D-技术-2003-002/C (此栏不填) 采用 0016 00005 00 00
序号 零部件代码 零部件名称 等同采用/编号
名称
备注
1 0016 00005 00 00 桥板
(此栏不填)
2 0016 000010 00 00 桥板 采用 0016 00005 00 00(此栏不填)
5. 名称——PFMEA 填入 “PFMEA” 的工序名称。其余“控制计划”、“DFMEA”、“过程流程图”不填,见相关示例。 6.备注——填入等同采用(借用)件的代码和(或)对未尽事宜加以说明。
产品代号: M3121
类别: PFMEA
中职教育-《汽车装配与调试技术》课件:2 装配工艺基础1(刘敬忠 主编 人民交通出版社).ppt

定额。
2.1.4 汽车总装配工艺文件
(7)设备明细表
设备明细表作用 是进行设备管理、维修的台帐,也是
工厂进行资产和财务管理的依据之一 。 设备明细表内容
序号、设备名称、规格型号及数量、 制造厂、电力安装容量、价格 。
设备明细表示例
2.1.4 汽车总装配工艺文件
仪表板与环境件配 合间隙和面差标准
示例
工位标准作业指导书 标准作业指导书 检验指导书 关键工序明细表 质量控制点明细表 工时定额明细表 设备明细表
工具清单及工位器具清单 辅助材料消耗定额
总装配车间工艺平面布置图 整车质量标准
2.1.4 汽车总装配工艺文件
(1)工位标准作业指导书
用于指导每个生产工位的工人进行装 配作业的工艺文件,主要列出该工位的作 业内容和基本要求,说明作业的顺序。
(9)辅助材料消耗定额
辅助材料是指除汽车零部件和总成外,装 车所需要的其他各种材料,如燃油、润滑 油脂、冷却液、制动液、密封胶、棉纱、 擦布等。
辅助材料消耗定额是材料供应部门进行采 购和核算、考核生产成本的依据。
2.1.4 汽车总装配工艺文件
(10)总装配车间工艺平面布置图
总装配车间工艺平面布置图的内容
(8)工具清单及工位器具清单
清单上包括所有普通工具、工位器具、吊 具、夹具、简易工装以及定扭矩扳手、卡 尺、量规、卷尺等简易检测器具的序号、 名称、规格或编号、数量等信息。
它是工具管理部门采购、设计制造、分发 、日常维修管理的依据。
S50MC-C工具、工装目录(含工装图纸目录)
2.1.4 汽车总装配工艺文件
2.1.2 装配生产的组织形式
按分散原则进行的固定式装配
精装工程施工工序表格
精装工程施工工序表格(一)前期准备工作1. 土地测量:确定地基的大小和形状。
2. 地基处理:根据土地测量结果进行填土或挖土处理。
3. 地基浇筑:在处理完地基后进行混凝土的浇筑。
4. 地基围护:在混凝土浇筑后进行地基的围护,以防止地基受到外部破坏。
5. 砌体结构:进行房屋的砌体结构施工,包括外墙、内墙、柱梁等。
(二)主体工程施工1. 钢筋加工和安装:对建筑所需的钢筋进行加工和安装。
2. 混凝土浇筑:将混凝土浇筑到钢筋结构中,形成楼板、墙体等部分。
3. 雨棚搭设:在混凝土浇筑后进行雨棚的搭设,以确保施工人员和设备的安全。
4. 屋面施工:进行屋面的施工,包括屋面防水、保温、抹灰等。
5. 外墙施工:进行外墙的保温、涂料、装饰石材等施工。
6. 内墙施工:进行内墙的刮灰、涂料、装饰石材等施工。
7. 门窗安装:进行门窗的安装,包括门窗框架、玻璃等。
(三)装饰装修工程施工1. 油漆工程:进行墙面、天花板、地面的油漆施工。
2. 壁纸铺贴:进行壁纸的铺贴施工。
3. 吊顶施工:进行吊顶的安装与装饰。
4. 地板施工:进行地板的安装与装饰。
5. 卫浴设备安装:进行卫浴设备的安装,包括水槽、浴缸、马桶等。
6. 电气管道施工:进行电气管道的敷设,包括明线、暗管等。
7. 空调设备安装:进行空调设备的安装与调试。
(四)设备安装调试1. 电器设备安装:进行照明、插座等电器设备的安装。
2. 水暖设备安装:进行水槽、马桶、浴缸等水暖设备的安装。
3. 空调设备调试:进行空调设备的调试,确保空调设备正常运行。
4. 家居设备调试:进行家具、厨具等家居设备的调试,确保家居设备正常使用。
(五)收尾工程1. 清理工地:进行工地的清理,包括材料、垃圾等的清理。
2. 室内环境检测:进行室内环境的检测,确保室内环境符合相关标准。
3. 安全检测:进行安全检测,确保施工过程中的安全问题得到解决。
4. 竣工验收:进行竣工验收,确保施工工程符合相关规定。
以上是精装工程施工的工序表,每一个工序都需要严格按照要求来进行,确保建筑质量和施工安全。
[重点]工序(工步、工位、走刀、安装)
![[重点]工序(工步、工位、走刀、安装)](https://img.taocdn.com/s3/m/6299fc0753d380eb6294dd88d0d233d4b04e3f58.png)
英文名称:operation定义:工件在一个工位上被加工或装配所连续完成所有工步的那一部分工艺过程。
基本解释1. 制造、生产某种东西或达到某一特定结果的特定步骤。
2. 组成整个生产过程的各段加工,也指各段加工的先后次序。
详细解释整个生产过程中各工段加工产品的次序,亦指各工段的加工。
材料经过各道工序,加工为成品。
一个或一组工人,在一个工作地(机床设备)上,对同一个或同时对几个工件所连续完成的那一部分工艺过程称为工序。
划分依据工作地是否改变,对一个工件不同表面的加工是否连续(顺序或平行)完成。
举例1、一个工人在一台车床上完成车外圆、端面、空刀槽、螺纹、切断。
2、一组工人刮研一台机床的导轨。
3、一组工人对一批零件去毛刺。
4、生产和检验原材料、零部件、整机的具体阶段。
分类工序是完成产品加工的基本单元,在生产过程中按其性质和特点,可分为:1、工艺工序,即使劳动对象直接发生物理或化学变化的加工工序。
2、检验工序,指对原料、材料、毛坯、半成品、在制品、成品等进行技术质量检查的工序。
3、运输工序,指劳动对象在上述工序之间流动的工序。
按照工序的性质,可把工序分为基本工序和辅助工序:1、基本工序,直接使劳动对象发生物理或化学变化的工序。
2、辅助工序,为基本工序的生产活动创造条件的工序。
工序按工艺加工特点还可细分为若干工步(在金属切削加工中工步可再细分若干走刀或工遍);按其劳动活动特点可细分为若干操作(或操作组)、动作。
合理划分工序,有利于建立生产劳动组织,加强劳动分工与协作,制定劳动定额。
质量控制着重点(1)确定工序质量控制工作计划。
一方面要求对不同的工序活动制定专门的保证质量的技术措施,做出物料投入及活动顺序的专门规定;另一方面须规定质量控制工作流程、质量检验制度等。
(2)主动控制工序活动条件的质量。
工序活动条件主要指影响质量的五大因素,即人、材料、机械设备、方法和环境等。
(3)及时检验工序活动效果的质量。
主要是实行班组自检、互检、上下道工序交接检,特别是对隐蔽工程和分项(部)工程的质量检验。
装配关键工序明细表新

手刹总成安装
6.
手刹总成安装:采用8.8级M8X30螺栓2
个、螺母2个、弹垫2个,装置于驾驶室 底板之上,对准固定孔,螺母拧力9公斤
拧紧。
手动液压多路 阀安装
7.
手动多路阀安装: 采用8.8级M10X30螺栓 4个、螺母4个、弹垫4个、平垫4个, 装置于驾驶室内座椅平台右侧的面板之 上,对准固定孔,螺母拧力40公斤拧紧
24-27呆扳手、黄油
枪。
关键
重要
一般
传动轴安装
2.
传动轴安装:前后传动轴均共采用10.9
级传动轴专用M12X40X1.25螺栓12个、螺
母12个、弹垫12个,对准固定孔,螺母 拧力70公斤拧紧。
轮胎安装
3.
轮胎安装:四个轮胎均米用专用轮胎螺母 共M16共32个,3T航吊吊起前桥或后桥, 移动轮胎,仔细分辨轮胎齿形(轮胎有旋 向区别),对准轮毂上的固定螺栓,穿出固
12-14、16-18、22-24、
24-27呆扳手。
双联泵20出油 口与10电磁换 向阀连接
2.
双联泵16出油口与电磁换向阀连接:
配备合适的对丝、空心螺栓、组合垫圈、 油管,适中力量拧紧,严禁出现松动、渗 漏、异形弯曲、动态摩擦等不合理现象。
优先阀与转向 器
3.
优先阀与转向器连接:配备合适的对丝、 空心螺栓、组合垫圈、油管,适中力量拧 紧,严禁出现松动、渗漏、异形弯曲、动 态摩擦等不合理现象。
装配关键工序明细表
产品型号
3WYTZ1200-18
零件图号
共页
产品名称
零件名称
第页
总工序名称
及序号
控制工序
名称
工序卡
中工序
总装(底盘)关键工序质量控制点明细表

序工工 号序位
112
底盘车间关键工序质量控制点明细表
工序名称
质量项目
进气管路
管路走向顺畅,无折弯、窝憋
质量 特性 分级
管理手段不合 格品来自控 制C统计 图 P
管理标准
夹 作设量检
定
共 2页
焊接 工艺
第2页
控制点编号
√ √√
DTK-GS-05-06-01
2 1 3 动转油管的装配 管路走向顺畅,无漏油,扭紧力矩 S
总装(底盘调整车间)关键工序质量控制点
明细表
DTK-GS-05-06(第二版)
编制: 校对: 审核: 批准:
******有限公司
共 2页 第1页
编制说明
1、工序质量控制点明细表中质量特性分级项分为:关键、重要、安全、法规四项。 2、工序质量控制点明细表中符号分别表示为: -关键 、 -重要、 S -安全、 R -法规。 3、编号在文件名称后加 D 与整车区分。
852
装转向管柱
检查是否牢固可靠
DTK-GS-05-06-11
992
版次
10 12 3
第一版 标 记 处 数
编制
校对
审核
批准
√
√√
DTK-GS-05-06-02
331
牛腿的装配 扭紧力矩
●
√
√√
DTK-GS-05-06-05
444
三漏的自检 密封性、扭紧力矩
●
√
√√
DTK-GS-05-06-06
544
气密性实验 无漏气现象
644
转弯半径
左右转弯半径是否一致
●
7 5 1 调整、校正牛腿 检查左右牛腿的直线度
9.2装配图的尺寸标注、零部件序号和明细表
第二节 装配图的尺寸标注、 零部件序号和明细表
二、装配图的零部件序号和明细栏
装配图中所有的零部件均需编号,同时,在标题栏上方的 明细栏中与图中序号一一对应地列出。 1、零部件序号及其编排方法 指引线应自所指零件的可 见轮廓内引出,并在末端画一圆点。 若所指部分(很薄的零 件或涂黑的剖面)内不宜画圆点时,可在指引线的末端画出箭 头,并指向该部分的轮廓。 指引线不允许相交。当通过有剖面线的区域时,指引线不 应与剖面线平行。 相同的零件、部件用一个序号,一般只标注一次。在指引 线的水平线(细实线)上方或圆(细实线)内注写序号;序号 字高比图中尺寸数字高度大一号或两号 。 2、明细栏(GB/T10609.2-1989) 明细栏紧靠标题栏上方画出,是装配图中全部零件的详细 目录。
第二节 装配图的尺寸标注、 零规格(性能)尺寸 表示机器、部件规格或性能的尺寸, 是设计和选用部件的主要依据。 2、装配尺寸 表示零件之间装配关系的尺寸。
3、安装尺寸 表示将部件安装到机器上或将整机安装到基座 上所需的尺寸。
4、外形尺寸 表示机器或部件外形轮廓的大小,即总长、总 宽和总高尺寸。为包装、运输、安装所需的空间大小的依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5、
柴油机(变矩器)与车架连接:3T航吊吊起发动机对准车架固定螺栓孔,M16X70螺栓2件、螺母4件平垫弹垫各2件,缓冲垫块2件,螺母170公斤备紧。变矩器采用M18X80螺栓4件、螺母8件,平垫弹垫各4件,缓冲垫块2件,螺母210公斤备紧。
柴油机上下水管安装
6、
柴油机上下水管安装:采用内Ø50喉箍四件一段与柴油机连接,另一端与水箱连接,喉箍每端两个拧紧。
6、
手刹总成安装:采用8、8级M8X30螺栓2个、螺母2个、弹垫2个,装置于驾驶室底板之上,对准固定孔,螺母拧力9公斤拧紧。
手动液压多路阀安装
7、
手动多路阀安装:采用8、8级M10X30螺栓4个、螺母4个、弹垫4个、平垫4个,装置于驾驶室内座椅平台右侧得面板之上,对准固定孔,螺母拧力40公斤拧紧
3T叉车或航吊、手电钻、Ø8、5钻头公斤扳手、1214、1618呆扳手、黄油枪。
柴油机与变矩器内离合片连接
2、
柴油机与变矩器内离合片连接:航吊或叉车吊起发动机跟变矩器止口对准,采用8、8级M10X20螺栓带弹垫12个扭力40、5公斤拧紧。外壳连接用8、8级M12X35螺栓9个带弹垫扭力71公斤拧紧。柴油机固定支架两件采用M10X30螺栓带弹垫8个扭力40、5公斤拧紧于柴油机上。柴油机打开润滑油注入孔,加入7公斤润滑油,视察油位适当添加,合适后拧紧注油盖。
装配关键工序明细表
产品型号
3WYTZ120018
零件图号
共 页
产品名称
零件名称
第 页
总工序名称
及序号
控制工序名称
工 序卡中工 序
控制内容及质量特性指标
使用设备名称
控 制 程 度
备 注
关键
重要
一般
一.柴油机、变矩器等综合组装
弹簧板(摇摆)与车架连接
1、
弹簧板(摇摆)与车架连接:前转向部采用十片两架,对准板簧座,穿入Ø25穿销,共6件,穿销固定螺栓采用M8X70螺栓4套扭力20公斤拧紧,M10X70螺栓4套扭力41公斤拧紧,M12X70螺栓4套带弹垫平垫,扭力70公斤拧紧。后弹簧板采用9片两架,对准板簧座,穿入Ø25穿销,其它安装方法同上。(摇摆架安装:Ø45长销轴表面连接处涂黄油,下摇摆装入两件铜复合套,销轴轻打对准装入,固定开口螺母拧紧穿入Ø5开口销固定。
3T叉车或航吊、手电钻、Ø8、5钻头公斤扳手、1214、1618呆扳手、黄油枪。
机罩安装
2、
机罩安装:采用8、8级M8X30螺栓4个、螺母4个、弹垫4个、平垫4个,用3T航吊平稳吊装置车架之上,对准固定孔,螺母拧力20公斤拧紧。
方向盘(仪表台)安装
3、
方向盘(仪表台)安装:采用8、8级M10X30螺栓4个、螺母4个、弹垫4个、平垫4个,装置于驾驶室底板之上,对准固定孔,螺母拧力40公斤拧紧。
液压油箱、柴油箱
14、
液压油箱、柴油箱固定于驾驶室后部,捆带1、6米,8、8级M10螺母2个适当拧紧固定。
电子散热器总成安装
15、
电子散热器总成安装:采用采用8、8级M8X30螺栓、螺母、弹垫4套,安装于驾驶室后背上,拧力40公斤拧紧、
储气罐总成安装
16、
储气罐总成安装:采用8、8级M10X60螺栓、螺母、弹垫2套,安装于车架安装座上,拧力40公斤拧紧、
பைடு நூலகம்药泵安装
7、
药泵安装:采用50齿轮马达一件配与165药泵连接联轴器一件,在完成总成安装后,与车架连接在驾驶室下部,采用8、8级M12X30螺栓4套,扭力71公斤拧紧。
柴油机、变矩器等综合组装
吸水泵安装
8、
吸水泵安装:采用8、8级M10X30螺栓、螺母、弹垫、大平垫、小平垫各4件,挂入B1200三角带两条,校准两带轮垂直,穿入螺栓20公斤拧紧。三角带松紧适中。
双联泵安装
9、
双联泵安装:四方密封垫两面打胶对准变矩器固定孔,采用8、8级M8X35螺栓带弹垫4套,拧力21公斤拧紧,清理四周挤出费胶。
消音器安装
10、
消音器安装:采用8、8级M8X30螺栓带螺母、弹垫、平垫各4件对准柴油机排气支管固定处,拧力21公斤拧紧。
卸载阀安装
11、
卸载阀安装:采用采用8、8级M8X80螺栓带弹垫2套,安装于车架安装座上,拧力21公斤拧紧。
柴油机、变矩器等综合组装
水箱与传动油散热器连接
3、
水箱与传动油散热器连接,先在散热器上钻Ø8、5孔四个与水箱配钻。用8、8级M8X30螺栓4个带弹垫平垫螺母4个,扭力20公斤拧紧。
长头车
水箱(变矩器传动油散热器)与车架连接
4、
水箱(变矩器传动油散热器)与车架连接采用8、8级M12X50螺栓套螺母8件,弹垫4个平垫8个。扭力71公斤拧紧。
装配关键工序明细表
产品型号
3WYTZ120018
零件图号
共 页
产品名称
零件名称
第 页
总工序名称
及序号
控制工序名称
工 序卡中工 序
控制内容及质量特性指标
使用设备名称
控 制 程 度
备 注
关键
重要
一般
二.驾驶室及控制元件综合组装
驾驶室与车架连接
1、
驾驶室与车架连接:采用8、8级M12X60螺栓10个、螺母20、胶垫20个,用3T航吊平稳吊装置车架之上,对准固定孔,胶垫弹性适中后,双螺母拧力70公斤背紧。
电瓶安装
17、
电瓶安装:采用采用8、8级M10X260螺栓、螺母、弹垫2套,安装于车架安装座上,拧力21公斤拧紧、
吸水动力座总成安装
18、
吸水动力座总成安装:采用采用8、8级M10X30螺栓、弹垫4套,安装于变矩器安装座上,拧力38公斤拧紧、
空调压缩机总成安装
19、
空调压缩机总成安装:采用采用8、8级M8X30螺栓、螺母、弹垫1套,M10X130螺栓、螺母、弹垫1套,安装于柴油机安装座上,拧力21公斤拧紧。( 齿形三角带 )
刹车踏板安装
4、
刹车踏板安装:采用8、8级M8X30螺栓4个、螺母4个、弹垫4个,装置于驾驶室底板之上,对准固定孔,螺母拧力20公斤拧紧。
驾驶室及控制元件综合组装
油门踏板安装
5、
油门踏板安装:采用8、8级M6X20螺栓4个、螺母4个、弹垫4个,装置于驾驶室底板之上,对准固定孔,螺母拧力9公斤拧紧。
手刹总成安装
空气滤总成安装
12、
空气滤总成安装:采用采用8、8级M8X25螺栓、螺母、弹垫4套,安装于车架安装座上,拧力21公斤拧紧。连接柴油机与空滤采用Ø90喉箍两个、空滤塑料管一根,分别拧紧两端喉箍。
加力泵安装
13、
加力泵安装:采用采用8、8级M10X30螺栓、弹垫、螺母4套,80加力泵两套安装于车架安装于车架支座上,拧力40、5公斤拧紧。