关键过程明细表
GJB9001C-2017关键过程控制程序含记录表格
GJB9001C-2017关键过程控制程序含记录表格1 目的为确保对产品形成的关键过程进行控制,制定本程序。
2 范围适用于公司军工产品所涉及的关键过程的控制。
3 定义关键过程:对形成产品质量起决定作用的过程。
一般包括形成关键、重要特性的过程;加工难度大、质量不稳定、易造成重大经济损失的过程等。
4 职责4.1产品开发组负责评估军工产品所涉及的关键过程,并对关键过程进行标识及制定关键过程明细表,编制关键过程作业指导文件;并对所涉及的关键过程进行控制。
4.2系统事业部/板卡事业部/结构事业部负责关键过程相关控制文件的组织实施。
4.3质量组负责关键过程的监视和测量及所涉及关键过程的控制。
4.4人机资源部负责组织对从事关键过程员工的培训、考核、发证工作。
5 程序5.1关键过程的确定原则5.1.1形成产品关键重要特性的过程。
5.1.2加工难度大、周期长、质量不稳定、易造成重大经济损失的过程。
5.2关键过程的确定程序5.2.1产品技术人员根据关键件(特性)、重要件(特性)明细表来确定公司关键过程,编制《关键过程明细表》,并组织相关部门对关键过程进行确认和再确认。
5.2.2属于关键、重要的采购产品,应在物料请购单中标注特性类别。
5.2.3产品技术人员负责编制的关键过程的作业指导文件,并提交体系中心受控发行。
5.2.4关键过程涉及的工艺文件应作为工艺评审的重点。
5.3关键过程的控制要求5.3.1 图样和技术文件的控制5.3.1.1关键过程所需的图样和技术文件应明确进行标识。
5.3.1.2产品开发组在编制关键过程所需的作业指导书或相关工艺文件时应明确规定控制项目、内容、方法、工艺参数、生产设备、计量器具、检测方法及应做的原始记录。
5.3.1.3 关键过程所需的图样和技术文件等的更改应严格履行审批手续。
5.3.1.4 关键过程所需的图样和技术文件等应按特性分类规定加盖“关键过程”标记。
5.3.2人员的控制5.3.2.1关键过程涉及的关键工序操作人员应经培训考核合格并持证上岗。
关键特殊过程确认记录表

参数名称: 监控结果:
编号:
名称:
3、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
参数
1.
2.
3.
4.
5.
4、进入该过程的原料的控制如何
是否有合格证明:□有 □Hale Waihona Puke 无对过程输出的验证名称
质量要求
实际结果
样品数
工艺文件的执行率
1. 监控要求与工艺文件符合率:100%;
2. 监控记录与工艺文件的符合率:100%
3. 过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
验证结论
经验证:工艺参数适宜、设备、人员符合要求,过程能力充分。
验证部门
研发部
生产部
品质部
生产车间
审批:
验证人签名
日期:
关键/特殊过程确认记录表
过程名称
验证日期
主持人:
验证部门
对过程输入的验证
对过程实施和资源的验证
1、是否有详细的工艺文件:□有 □ 无
2、工艺文件名称及编号:
1、人员是否经过培训、考核和持证上岗:□是 □ 否
2、设备是否经过验证且完好:□是 □ 否
3、是否按规定对过程进行监控:□是 □ 否
4、是否按规定对过程监控结果进行记录:
关键、特殊过程(质量控制点)监控计划表

关键、特殊过程(质量控制点)监控计划表工程名称及编码序号控制点名称工作内容验收标准可能出现问题质量控制措施执行人员1 主材进场材料检验、试验材料验收标准、混凝土结构工程施工质量验收规范(GB50204-2002)材料复试不合格对不合格的材料按照规范要求进行双倍复试或退场,办理相关退场手续,资料齐全2 承重结构钢筋机械连接和搭接接头试验、现场施工钢筋机械连接通用技术规程JGJ107机械连接外露丝扣较多、拉伸不合格现场安装过程进行旁站、检查;在加工厂设专人进行加工指导及检查3 高大模板支撑编制专项施工方案、现场施工专项施工方案、混凝土结构工程施工质量验收规范(GB50204-2002)碗扣支撑横竖不直,没有扣紧,间距大小不一安装前严格交底,过程中加强指导及检查;发现问题及时督促整改4 混凝土施工混凝土配合比确定、混凝土浇筑、养护混凝土结构工程施工质量验收规范(GB50204-2002)混凝土振捣不实;蜂窝、麻面、露筋、养护不及时等施工前认真交底,过程中加大旁站,观察人员施工,对不合格人员更换、考核等5 大体积混凝土混凝土浇筑、配合比、供应、养护等混凝土结构工程施工质量验收规范(GB50204-2002)混凝土供应不及时、裂缝、养护、测温等编制专项施工方案并进行交底,确定至少三家搅拌站,随时调配,减小混凝土温差,降低温度应力,加强测温工作,冬施期间及时进行覆盖养护保温。
6 后浇带施工后浇带的拦截、剔凿、清理、钢筋修复、混凝土浇筑混凝土结构工程施工质量验收规范(GB50204-2002)后浇带拦截不牢容易流入混凝土;剔凿量较大;钢筋除锈、修复难度大;混凝土浇筑易产生高差严格按照设计留置,快易收缩网必须绑扎牢固,密封严密;采用吸尘器清理后浇带内杂物,加大督促整修钢筋,及时除锈,做好相应保护工作7 肥槽及房心回填土土方运输、含水率、伴制、夯实建筑地基基础工程施工质量验收规范(GB50202-2002)肥槽宽度较小,地下室全封闭,面积加大,只有汽车坡道处能进入,运输难度大,操作面小小夯实难度大材料员及时联系土方单位;及时供应;雇用小型车辆专门运输土方,技术部门联系设计单位,变更回填土种类,减小夯实难度8 地下室防水混凝土混凝土浇筑;施工混凝土结构工程施工质量验收规范(GB50204-2002)地下防水止水条放置位置不正确,止水按照方案要求剔凿好止水条的槽,要平直,止缝、后浇带的止水措施工程施工质量验收规范(GB50208-2002)螺栓使用错误;不同混凝土浇筑错误水条用钢钉固定于槽内,墙体支模螺栓要用止水螺栓,工长、质检严格检查,浇筑工程旁站,保证混凝土浇筑正确9 梁柱节点的施工缝及模板节点的施工缝处理及模板支设混凝土结构工程施工质量验收规范(GB50204-2002)施工缝剔凿不到位,清理不干净造成加渣,模板拼缝不严造成漏浆施工缝进行弹线切割,剔除浮浆露出坚硬石子,保证平齐,用空压机吹干净,支模时先粘贴海绵条,支好模后再次清理10 钢筋委外加工箍筋加工;直直螺纹套丝混凝土结构工程施工质量验收规范(GB50204-2002)箍筋加工尺寸不准,扭曲;直螺纹套丝长短不一,不饱满,剥肋深浅不一认真做好质量较低;派驻专人进行指导检查,对加工机械经常检查,板牙经常更换,对直螺纹加工现场指导,逐个检查,做好批次的工艺检验试验11 门窗洞口模板安装模板安装及加固混凝土结构工程施工质量验收规范(GB50204-2002)洞口模板变形、加固不牢由物资部进场强度较好木模板及角钢,现场加工定型模板洞口四周用角钢加固组装,加强整体刚度洞口两侧贴海绵条,防止漏浆,洞口设四道水平支撑,对角线方向设剪刀撑,洞口两侧焊接多道顶模棍,保证保护层厚度12 预埋件材料检验、试验、施工钢结构工程施工质量验收规范(GB50205-2001)材料复试不合格,预埋尺寸偏差对不合格的材料按照规范要求进行双倍复试或退场,办理相关退场手续,资料齐全。
关键过程确认记录表
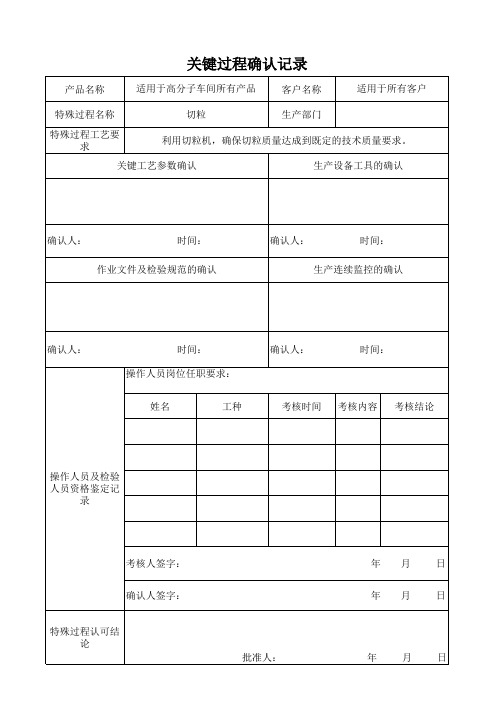
产品名称
适用于高分子车间所有产品
客户名称
适用于所有客户
特殊过程名称
切粒
生产部门
特殊过程工艺要 求
利用切粒机,确保切粒质量达成到既定的技术质量要求。
关键工艺参数确认
生产设备工具的确认
确认人:
时间:
作业文件及检验规范的确认
确认人:
时间:
生产连续监控的确认
确认人:
时间: 操作人员岗位任职要求:
姓名
工种
确认人:
时间:
考核时间 考核内容 考核结论
操作人员及检验 人员资格鉴定记
录
考核人签字: 确认人签字:
特殊过程认可结 论
批准人:
ห้องสมุดไป่ตู้
年月 日 年月 日
年月日
关键过程明细
空压机柴油机安装调试
①人
②机—焊机:焊接参数
③法—工艺装备,工艺方法
熟练工(生产车间)
①详见HBDR/WI03-15-2013
18
气密性试验
①人
②法—工艺装备,工艺方法
熟练工(生产车间)
①详见HBDR/WI03-14-2013
19
噪音检查
外部协作
①详见HBDR/WI03-14-2013
制表/日期:高正/2014..2.17
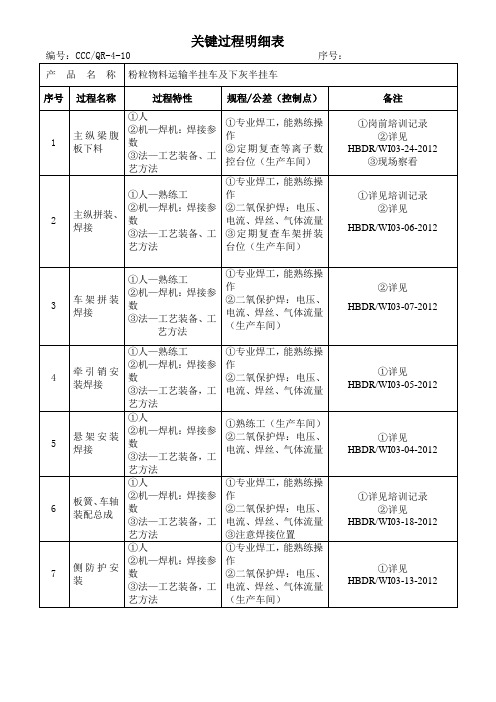
关键过程明细表
编号:CCC/QR-4-10序号:
产 品 名 称
粉粒物料运输半挂车及下灰半挂车
序号
过程名称
过程特性
规程/公差(控制点)
备注
1
主纵梁腹板下料
①人
②机—焊机:焊接参数
③法—工艺装备、工艺方法
①专业焊工,能熟练操作
②定期复查等离子数控台位(生产车间)
①岗前培训记录
②详见HBDR/WI03-24-2012
③现场察看
2
主纵拼装、焊接
①人—熟练工
②机—焊机:焊接参数
③法—工艺装备、工艺方法
①专业焊工,能熟练操作
②二氧保护焊:电压、电流、焊丝、气体流量
③定期复查车架拼装台位(生产车间)
①详见培训记录
②详见HBDR/WI03-06-2012
3
车架拼装焊接
①人—熟练工
②机—焊机:焊接参数
③法—工艺装备、工艺方法
审批/日期:
①人
②机—焊机:焊接参数
③法—工艺装备,工艺方法
①熟练工(生产车间)
②二氧保护焊:电压、电流、焊丝、气体流量
①详见HBDR/WI03-04-2012
关键、特殊过程表格
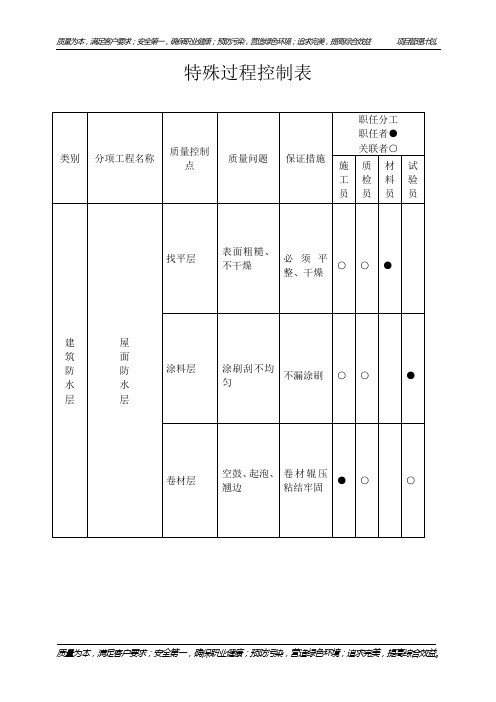
备注
1
建筑与结构
屋面淋水试验记录
1
2
地下室防水效果检查记录
1
3
建筑物垂直度、标高、全高测量记录
2
4
抽气(风)道检查记录
1
5
幕墙及外窗气密性、水密性、耐风压检测报告
1
6
室内环境检测报告
1
1
给排水与采
暖
给水管道通水试验记录
1
2
卫生器具满水试验记录
1
3
消防管道、燃气管道压力试验记录
1
4
排水干道通球试验记录
32
工程回访记录
NJ/CX-18—02
33
工程保修记录
NJ/CX—18—03
34
工程投诉记录
NJ/CX—18-04
35
计量器具检定情况表
NJ/CX-20—01
36
失准检测设备测量结果评价表
NJ/CX-20—02
37
单位工程顾客满意度评价表(施工前期)
NJ/CX—21—01
38
单位工程顾客满意度评价表(施工中)
砼试件抗压强度汇总、统计评定表
项目技术负责人
资料员
21
砼试件抗压强度试验报告
项目技术负责人
资料员
22
防水砼抗渗试验报告
项目技术负责人
资料员
23
商品混凝土出厂质量证明材料
材料员
资料员
24
建筑定位测量记录
材料员
资料员
25
施工层次放线及水准测量记录
施工员
资料员
26
单位工程垂直度测量记录
施工员
资料员
工程实施记录
关键或特殊需过程确认表
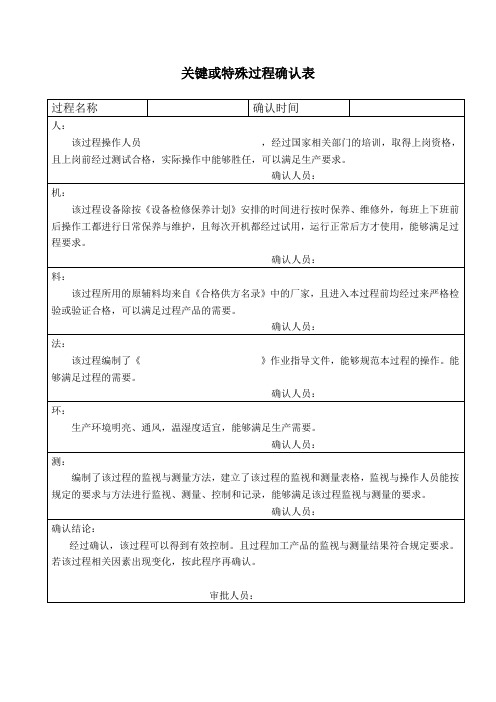
料:
该过程所用的原辅料均来自《合格供方名录》中的厂家,且进入本过程前均经过来严格检验或验证合格,可以满足过程产品的需要。
确认人员:
法:
该过程编制了《》作业指导文件,能够规范本过程的操作。能够满足过程的需要。
确认人员:
环:
生产环境明亮、通风,温湿度适宜,能够满足生产需要。
确认人员:
测:
编制了该过程的监视与测量方法,建立了该过程的监视和测量表格,监视与操作人员能按规定的要求与方法进行监视、测量、控制和记录,能够满足该过程监视与测量的要求。
确认人员:
确认结论:
经过确认,该过程可以得到有效控制。且过程加工产品的监视与测量结果符合规定要求。若该过程相关因素出现变化,按此程序再确认。
审批人员:
关键或特殊过程确认表
过程名称
确认时间
人:
该过程操作人员,经过国家相关部门的培训,取得上岗资格,且上岗前经过测试合格,实际操作中能够胜任,可以满足生产要备检修保养计划》安排的时间进行按时保养、维修外,每班上下班前后操作工都进行日常保养与维护,且每次开机都经过试用,运行正常后方才使用,能够满足过程要求。
关键特殊过程确认记录表
关键特殊过程确认记录表
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(关键特殊过程确认记录表)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为关键特殊过程确认记录表的全部内容。
关键/特殊过程确认记录表
编号:JL-7.5.2-02
关键/特殊过程确认记录表
编号:JL—7.5。
2-02
关键/特殊过程确认记录表
编号:JL-7。
5.2—02
关键/特殊过程确认记录表
关键/特殊过程确认记录表
编号:JL—7.5。
2—02
关键/特殊过程确认记录表
关键/特殊过程确认记录表
编号:JL—7.5.2-02。