(仅供参考)空压机控制程序设计
空压机自动化控制方案设计

空压机自动化控制方案设计杜学涛杨顺利(郑州广贤工贸有限公司新丰煤矿)摘要空压机自动化控制设计方案以海为T32S2R可编程控制器为主体,配置传感器进行信息采集,通过以太网与控制中心进行通信,对空压机及附属设备进行远程监控和控制,实现空压机自动化控制。
关键词空压机可编程控制器自动化控制空压机是矿山企业应用的一种重要的大型固定设备,随着机械制造水平及自动化控制技术的提高,目前的空压机无论是机械性能还是控制水平均达到相当高的标准。
制造工艺水平的进步,提高了设备运行的可靠性,使日常维护简单化;自动化控制水平的进步,大大减少了设备运行中人的作用,使无人值守成为可能,使实现全自动化控制减少岗位操作人员成为发展趋势,具有较高的经济价值。
1 空压机自动化控制系统的设计1.1 系统设计要求及条件控制系统需具备高稳定性、易操作性,具有灵活的运行方式,便于管理、维护。
在空压机房内设置现场视频监控系统,方便远程控制,实时掌握现场情况。
1.1.1 系统设计要求①根据监测的状态信息,采用多种方法控制空压机房内设备的启停,并将监测的实时数据在组态画面中显示;②当有设备发生故障时,能及时发出报警信号,在监控画面中显示故障部位,并根据故障类别,系统可以自动停机或切换至备机操作;③具有良好的组网功能,可就地、远程操作,亦可自动、手动操作空压机房内设备,就地操作仅适用于单机调试和维修;④设备具有联锁启停功能,即当设备上级设备未启动,该设备亦无法启动,当上级设备未停时,该设备亦无法停止;⑤可自动记录、统计作业过程中的各类重要参数,能生成操作、故障报表,方便技术人员处理故障。
1.1.2 系统设计条件郑州广贤工贸有限公司新丰煤矿副井空压机房采用2台BLT475W/8水冷螺杆式空压机,单台空压机额定流量60m³/min,电动机额定电压10KV,额定功率355KW。
BLT475W/8型空压机通过PLC及温度、压力、电压、电流等传感器触摸屏控制,整机自动化程度较高。
空压机控制程序设计

空压机控制程序设计郑丽菊摘要:介绍了我厂旧空压站四台空压机进行PLC控制系统改造的程序结构。
论述了空压机联锁跳车程序、开车程序、辅助油泵控制程序、压力(负荷)控制程序、防喘振控制程序的原理及实现方法。
关键词: 空压机 PLC 控制程序1、前言众所周知,一直以来空气压缩机的控制系统都采用专用控制器,COOPER空气压缩机的专用控制系统从QUADIII,QUAD97,QUAD2000,再到V ANTIAGE,都是单板机专用控制器,英格索兰空气压缩机亦然,采用的是MP3,CMC专用控制系统。
这些专用控制器都有两个共同的特点:1)程序保密;2)零配件价格昂贵。
给用户的维护使用带来很大的不便,维护成本很高。
是否可以采用目前应用很广泛,技术成熟,价格相对低廉很多的PLC做为空压机的控制系统呢?这个想法在很多年前便有人提出来了,但由于空压机控制有其特殊性,厂家对控制程序保密,很多用户都比较谨慎。
随着近几年,部分空压机厂家控制器采用了PLC,如三星、艾里奥利,虽然程序依然不对用户开放,用户维护起来依然不是很方便,但是已证明用PLC取代专用控制器是可行的。
那么,是否可以用PLC取代目前采用QUAD2000,CMC专用控制系统的COOPER、英格索兰空压机控制器呢?如何用PLC程序实现空压机控制,这就是本文将探讨的内容。
我厂旧空压站有4台空压机,分别独立进行控制,一台是英格索兰的,型号3CII80MX3,控制系统是CMC,另外三台是JOY空压机,型号TA60M330RRZ,控制系统为QUAD2000,系统互相无法进行通信实现集中统一监视和控制,使工艺无法实时监控空压机。
空压机控制系统为专用控制器,价格昂贵,使维修费用高,且都为淘汰产品,厂家已不生产,无备件来源。
同时控制系统已使用多年出现老化,已出现多次不知原因的故障现象和停车事故。
控制系统无历史记忆功能,难以进行事故分析。
以致多次出现事故停车后,找不到真正原因。
2010年总公司立项作为隐患整改项目,2011年4月完成改造。
基于PLC的煤矿空压机控制系统设计_毕业设计
基于PLC的煤矿空压机控制系统设计摘要空气压缩机(简称空压机)是一种用来压缩气体提高气体压力或输送气体的机械。
空压机的用途很广,几乎遍及工农业、国防、科技、民用等各个领域。
空气压缩机的安全生产保护对于煤矿企业的生产是十分重要的。
可编程控制器(PLC)将传统的继电器控制技术、计算机控制技术和通信技术融为一体,专为工业控制而设计。
本设计方案采用PLC和变频器实现对空压机组的自动控制。
该方案采用变频器实现对空压机“一拖多”的控制,PLC实现变频器的工频与变频的转换控制,以及切换变频器对某台空压机进行控制。
系统利用压力传感器采集气包出口压力,通过变送器输出4~20毫安标准信号至PLC模拟输入端口,经过PLC内部PID算法逻辑运算,送出控制信号至变频器,变频器根据送来的信号改变输出电压的频率,来调节电机转速,以确保供气压力的恒定。
当变频器控制当前机由变频转为工频,而供气压力仍不满足时,则由PLC控制变频器软启动下一台空压机变频运行,依次开启。
当变频器输出电压的频率已降至下限值,而供气压力仍高于所需压力,则由PLC控制变频器关闭当前机,变频器转而变频控制另一台运行的空压机。
从而使生产系统获得良好的经济效益和安全性能。
本论文介绍了空气压缩机、可编程控制系统(PLC)控制原理、系统通信等。
关键词:空气压缩机;可编程控制器(PLC)控制系统;变频器;PID调节器ABSTRACTAir compressor (the compressor) is a compressed gas to increase gas pressure or gas transportation machine. Air compressor is widely used in nearly all industrial and agricultural, defense, science and technology, civil and other fields. Air compressor safety protection for the production of coal mining enterprises is very important.Programmable Logic Controller (PLC) to the traditional relay control technology, computer control technology and communication technology integration, specifically designed for industrial control of. The design uses PLC and frequency converter to realize the automatic control of air compressor. The program uses inverter of the air compressor "dragged more" control, PLC to achieve the inverter frequency and frequency conversion control, and inverter switching control of a compressor station. Collection system using pressure sensors Outlet pressure air bag, transmitter output by 4 to 20 mA standard signal to the PLC analog input port, through the internal PID algorithm PLC logic operations, sends control signals to the inverter. When the inverter to control the current machine by the inverter frequency, while the gas pressure is still not satisfied by the PLC control inverter frequency soft-start the next station air compressor to run, and then click Open.When the inverter output voltage frequency has dropped to the lower limit, while the gas pressure is still higher than the pressure required by the PLC control the inverter to close the current machine, inverter switch to another frequency to run the compressor control. So that the production system for good economic and safety performance. This paper describes an air compressor, a programmable control system (PLC) control theory, system communications.Keywords: air compressor; Programmable Logic Controller (PLC) control system; inverter; PID regulator目录1绪论 (1)1.1 PLC控制在国内外的发展近况 (1)1.2课题的背景和意义 (2)2 空气压缩机 (3)2.1空气压缩机及分类 (3)2.2螺杆式空压机 (4)2.2.1螺杆式空压机基本结构 (4)2.2.2螺杆压缩机的工作原理 (4)2.2.3螺杆压缩机的特点 (5)2.3活塞式空压机 (5)3可编程控制器(plc)控制系统 (7)3.1 PLC的产生和发展 (7)3.2 PLC基本结构 (8)3.3 PLC基本工作原理 (9)3.3.1扫描技术 (9)3.3.2 PLC的I/O响应时间 (10)3.4 PLC的主要特点 (10)4 基于plc的煤矿空压机控制系统设计方案 (12)4.1控制系统组成 (12)4.2控制系统的工作原理 (13)4.2.1空压机切换工作过程 (18)4.2.2通信方式 (20)4.2.3控制系统概述 (21)4.2.4 报警装置 (25)4.3 系统设计 (25)4.3.1 PLC控制系统设计步骤 (25)4.3.2 PLC程序设计的步骤 (28)4.4 控制系统硬件设计 (28)4.4.1主电路设计 (28)4.4.2 PLC选型 (30)4.4.3变频器选型 (32)4.4.4传感器的选取 (33)4.4.5系统PLC硬件部分地址分配及部分程序 (34)5 结论 (37)5.1工作总结 (37)5.2毕业设计心得 (38)参考文献 (39)致谢 (40)附录系统总图 (42)1绪论自二十世纪六十年代美国推出可编程逻辑控制器(Programmable Logic Controller,PLC)取代传统继电器控制装置以来,PLC得到了快速发展,在世界各地得到了广泛应用。
空压机自动化控制方案设计
空压机自动化控制方案设计空压机自动化控制方案设计一、引言本文档旨在设计一种空压机自动化控制方案,通过采用自动化控制系统,提高空压机的工作效率和精度,实现自动化生产。
二、设计概述2.1 目标本设计旨在实现以下目标:- 提高空压机的生产效率;- 提高空压机的稳定性和精度;- 实现空压机的自动化控制,减少人工干预;- 实现对空压机的远程监控和管理。
2.2 设计原则在设计空压机自动化控制方案时,需遵循以下原则: - 安全可靠:确保自动化控制系统稳定运行,保障人员和设备安全;- 高效节能:通过控制空压机的启停、负载调节等方式实现高效的能源利用;- 灵便可扩展:设计应考虑到将来系统的扩展和升级需求。
三、系统架构设计3.1 硬件组成本自动化控制系统的硬件组成包括:空压机、传感器、执行器、控制器和远程监控设备等。
3.2 软件设计本自动化控制系统的软件设计分为以下几个部份: - 空压机控制程序:实现对空压机的控制、监测和故障诊断等功能;- 数据采集与处理:负责获取各个传感器的数据,并进行相应的处理与分析;- 控制算法:根据采集到的数据,进行控制指令的与执行;- 远程监控与管理:支持远程监控和管理系统,可以通过网络实时监测和控制空压机。
四、系统详细设计4.1 空压机控制程序设计4.1.1 空压机启停控制:根据需求自动控制空压机的启停状态,减少无效运行时间;4.1.2 负载调节控制:根据实时需求调整空压机的负载,保持压缩空气供应的稳定性;4.1.3 故障诊断与报警:通过监测各个传感器的数据,及时识别故障并发出相应的报警信息。
4.2 数据采集与处理设计4.2.1 传感器选择和布局:根据生产过程需求选择合适的传感器,并合理布局;4.2.2 数据采集:实时采集各个传感器的数据;4.2.3 数据处理与分析:对采集到的数据进行处理与分析,提取实用信息。
4.3 控制算法设计4.3.1 控制指令:根据传感器数据和系统需求相应的控制指令;4.3.2 控制指令执行:将控制指令传输给执行器,实现对空压机的控制。
空压机控制系统的制作方法
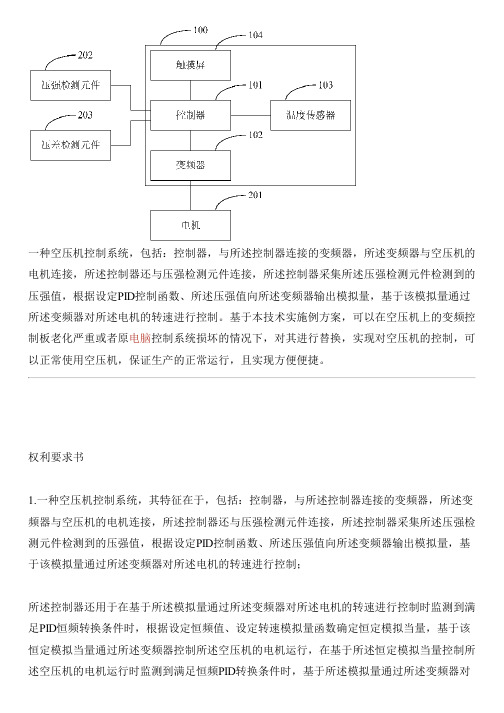
一种空压机控制系统,包括:控制器,与所述控制器连接的变频器,所述变频器与空压机的电机连接,所述控制器还与压强检测元件连接,所述控制器采集所述压强检测元件检测到的压强值,根据设定PID控制函数、所述压强值向所述变频器输出模拟量,基于该模拟量通过所述变频器对所述电机的转速进行控制。
基于本技术实施例方案,可以在空压机上的变频控制板老化严重或者原电脑控制系统损坏的情况下,对其进行替换,实现对空压机的控制,可以正常使用空压机,保证生产的正常运行,且实现方便便捷。
权利要求书1.一种空压机控制系统,其特征在于,包括:控制器,与所述控制器连接的变频器,所述变频器与空压机的电机连接,所述控制器还与压强检测元件连接,所述控制器采集所述压强检测元件检测到的压强值,根据设定PID控制函数、所述压强值向所述变频器输出模拟量,基于该模拟量通过所述变频器对所述电机的转速进行控制;所述控制器还用于在基于所述模拟量通过所述变频器对所述电机的转速进行控制时监测到满足PID恒频转换条件时,根据设定恒频值、设定转速模拟量函数确定恒定模拟当量,基于该恒定模拟当量通过所述变频器控制所述空压机的电机运行,在基于所述恒定模拟当量控制所述空压机的电机运行时监测到满足恒频PID转换条件时,基于所述模拟量通过所述变频器对所述电机的转速进行控制,所述设定转速模拟量函数为实现数字的转速到模拟量的转换的函数。
2.根据权利要求1所述的空压机控制系统,其特征在于,所述PID恒频转换条件包括:所述压强值大于第一预设压强当量、所述模拟量小于预设转速当量,所述恒频PID转换条件包括:所述压强值小于第二预设压强当量,所述控制器根据设定第一预设压强阈值、设定压强函数确定所述第一预设压强当量,根据设定第二预设压强阈值、所述设定压强函数确定所述第二预设压强当量,根据设定电机转速阈值、设定转速函数确定所述预设转速当量,所述设定压强函数为将压强值从模拟量转换到数字量的函数,所述设定转速函数为输出的模拟量与转速之间的转换的函数。
基于PLC的空压机自动控制系统的设计
基于PLC的空压机自动控制系统的设计摘要PC机将设置的系统运行参数传送给PLC,PLC对采集的风包压力与设定值进行比较,通过智能控制运算后将控制信号送给变频器,控制变频器的启动、运行和停止。
关键词PLC;变频器;空压机1应用价值及意义4L-20/8型活塞式空气压缩机是一种利用电动机将气体在压缩腔内进行压缩并使压缩的气体具有一定压力的设备。
由于结构原理的原因,空压机自身存在着明显的技术弱点。
为此,本文引入PLC及变频器进行技术改进,全面提升系统性能。
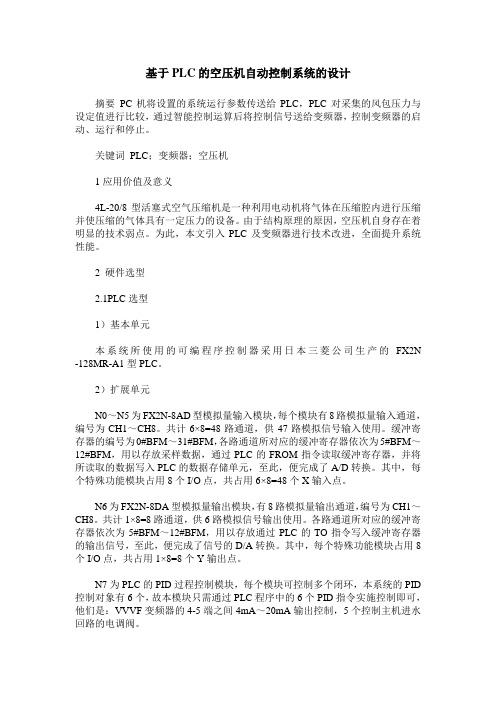
2 硬件选型2.1PLC选型1)基本单元本系统所使用的可编程序控制器采用日本三菱公司生产的FX2N -128MR-A1型PLC。
2)扩展单元N0~N5为FX2N-8AD型模拟量输入模块,每个模块有8路模拟量输入通道,编号为CH1~CH8。
共计6×8=48路通道,供47路模拟信号输入使用。
缓冲寄存器的编号为0#BFM~31#BFM,各路通道所对应的缓冲寄存器依次为5#BFM~12#BFM,用以存放采样数据,通过PLC的FROM指令读取缓冲寄存器,并将所读取的数据写入PLC的数据存储单元,至此,便完成了A/D转换。
其中,每个特殊功能模块占用8个I/O点,共占用6×8=48个X输入点。
N6为FX2N-8DA型模拟量输出模块,有8路模拟量输出通道,编号为CH1~CH8。
共计1×8=8路通道,供6路模拟信号输出使用。
各路通道所对应的缓冲寄存器依次为5#BFM~12#BFM,用以存放通过PLC的TO指令写入缓冲寄存器的输出信号,至此,便完成了信号的D/A转换。
其中,每个特殊功能模块占用8个I/O点,共占用1×8=8个Y输出点。
N7为PLC的PID过程控制模块,每个模块可控制多个闭环,本系统的PID 控制对象有6个,故本模块只需通过PLC程序中的6个PID指令实施控制即可,他们是:VVVF变频器的4-5端之间4mA~20mA输出控制,5个控制主机进水回路的电调阀。
PLC程序设计

I:开关量
3 压差发信器 检测油精分压差
I:开关量
4 热继电器
检测电机过负荷状态 I:开关量
5 相序器
检测电源相序状况
I:开关量
6 水流量开关 检测冷却水流量
I:开关量
7 起动开关
空压机起动
I:开关量
8 停止开关
空压机停止
I:开关量
9 加载开关
空压机人工加载
I:开关量
1 KM1
主接触器(电机电源) Q:开关量
变频器
M 螺杆 主机
PLC (带PID调节)
温度 传感器
温度 传感器
压力 传感器
储气罐
触摸屏
气网
2、控制系统主要硬件
触摸屏
PLC
AD3203
模拟量输入模块
变频器
压力、温度传感器
减荷阀
压差发信器
相序器
热继电器
1)PLC在变频空压机站中的主要任务
(1)代替调节器,实现PID控制 (2)控制电动机的运行与切换(如有多台空压机) (3)PLC是变频器的驱动控制: 恒压供气空压机站中,变频器采用模拟量控制方式,气压传感器送来的模 拟量信号输入到PLC中,与给定值比较并经PLD处理后的模拟量控制信号,再 传送到变频器中,以此改变变频器的输出频率,从而实现对电机转速的控制。 (4)气站的其他逻辑控制 除了空压机组的运行管理外,气站还有其他逻辑控制工作,如手动、自动 操作转换、气站的工作状态指示、气站工作异常的报警、系统的自检等,这 些都是在PLC的控制程序中实现。
五、PLC程序控制方案
控制要点
空气 压力 控制
排气压力传 感器
P≥8Kg,减荷阀动作, 关闭进气口
P≤5Kg,减荷阀断电, 打开进气口
压缩机自动控制系统程序设计-正文.
压缩机自动控制系统程序设计第一章可编程逻辑控制器基础知识1. PLC概述在PLC问世之前,工业控制领域中是继电器控制占主导地位。
应用广泛。
但是传统的电器控制系统存在体积大,可靠性低,查线和排除故障困难等缺点,特别是接线复杂、不易更改,对生产工艺的变化的适应性差。
1969年美国数字设备公司(DEC)研制出世界上第一台PLC,获得了成功。
从此,可编程控制器这一新技术迅速发展起来。
1.1 PLC的定义可变程序控制器(Programmable Controller)简称PLC,是在电器控制技术和计算机技术的基础上开发出来的,并逐渐发展成为以微处理器为核心,把自动化技术、计算机技术、通信技术融为一体的新兴工业控制装置。
国际电工委员会(IEC)1987年在可编程控制器标准草案第三稿中定义如下:“可变程序控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作指令,并通过数字式和模拟式的输入输出,控制各种类型的机械或生产过程。
可编程控制器及其有关外围设备,都应按易于与工业系统连成一个整体,易于扩充其功能的原则设计。
”目前,PLC已被广泛应用于各种生产机械和生产过程的自动控制中。
1.2 PLC的特点PLC是专为在工业环境下应用而设计的,具有许多独特的优点。
主要有以下特点:(1)可靠性高、抗干扰能力强可靠性高、抗干扰能力强是PLC最重要的特点之一。
它采用了一系列的硬件和软件的抗干扰措施。
(2)编程简单,使用方便目前,大多数PLC采用的语言是梯形图语言,它是一种面向生产、面向用户的编程语言。
(3)通用性强,灵活性好,功能齐全PLC是通过软件实现控制的,其控制程序便在软件中,对不同的控制对象都可以采用相同的硬件进行配置。
(4)设计简单,维护方便由于PLC用软件代替了传统电气控制硬件,控制柜的设计、安装界限工作量大为减少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空压机控制程序设计郑丽菊摘要:介绍了我厂旧空压站四台空压机进行PLC控制系统改造的程序结构。
论述了空压机联锁跳车程序、开车程序、辅助油泵控制程序、压力(负荷)控制程序、防喘振控制程序的原理及实现方法。
关键词: 空压机 PLC 控制程序1、前言众所周知,一直以来空气压缩机的控制系统都采用专用控制器,COOPER空气压缩机的专用控制系统从QUADIII,QUAD97,QUAD2000,再到V ANTIAGE,都是单板机专用控制器,英格索兰空气压缩机亦然,采用的是MP3,CMC专用控制系统。
这些专用控制器都有两个共同的特点:1)程序保密;2)零配件价格昂贵。
给用户的维护使用带来很大的不便,维护成本很高。
是否可以采用目前应用很广泛,技术成熟,价格相对低廉很多的PLC做为空压机的控制系统呢?这个想法在很多年前便有人提出来了,但由于空压机控制有其特殊性,厂家对控制程序保密,很多用户都比较谨慎。
随着近几年,部分空压机厂家控制器采用了PLC,如三星、艾里奥利,虽然程序依然不对用户开放,用户维护起来依然不是很方便,但是已证明用PLC取代专用控制器是可行的。
那么,是否可以用PLC取代目前采用QUAD2000,CMC专用控制系统的COOPER、英格索兰空压机控制器呢?如何用PLC程序实现空压机控制,这就是本文将探讨的内容。
我厂旧空压站有4台空压机,分别独立进行控制,一台是英格索兰的,型号3CII80MX3,控制系统是CMC,另外三台是JOY空压机,型号TA60M330RRZ,控制系统为QUAD2000,系统互相无法进行通信实现集中统一监视和控制,使工艺无法实时监控空压机。
空压机控制系统为专用控制器,价格昂贵,使维修费用高,且都为淘汰产品,厂家已不生产,无备件来源。
同时控制系统已使用多年出现老化,已出现多次不知原因的故障现象和停车事故。
控制系统无历史记忆功能,难以进行事故分析。
以致多次出现事故停车后,找不到真正原因。
2010年总公司立项作为隐患整改项目,2011年4月完成改造。
成功改造的关键就是空压机控制程序的设计。
2控制系统结构图1是控制系统的结构图。
由三部分组成:1)检测仪表;2)PLC控制系统;3)执行元件。
核心是PLC控制系统,主要由五个程序构成。
图1 控制系统结构图3、程序设计本空压机的控制程序设计分成几块,实现不同的功能,主要包括:1)联锁跳车程序;2)开车程序;3)辅助油泵控制程序4)压力(负荷)控制程序;5)防喘振控制程序3.1联锁跳车程序设计联锁停车程序,是保护机组安全运行的程序,当机组运行参数达到危险值时,安全停机,避免机组设备损坏的程序。
联锁停机参数有振动,温度,润滑油温度和压力,电机轴承温度等。
联锁逻辑和参数说明如下:PLC 控制系统 执行元件 检测仪表图2 联锁逻辑图1)一级振动:正常运行时设定大于2.0跳车,一般电机启动时振动值会比较大,为保证顺利启动,在电机启动期间(25S内)跳车值为该设定值乘以二。
2)二级振动:根据机组性能设定一个限制值,正常运行时设定大于2.0跳车,一般电机启动时振动值会比较大,为保证顺利启动,在电机启动期间(25S内)跳车值为该设定值乘以二。
3)三级振动:根据机组性能设定一个限制值,正常运行时设定大于2.0跳车,一般电机启动时振动值会比较大,为保证顺利启动,在电机启动期间(25S内)跳车值为该设定值乘以二。
4)润滑油压力:保证润滑油压力大于要求设定值,当由于油泵故障或油路堵塞导致压力低于设定值时将跳机。
5)二级进气温度;二级冷却器冷却效果不佳时温度会升高,影响压缩机工作效率。
一般设定大于60度左右时跳机。
6)三级进气温度;三级冷却器冷却效果不佳时温度会升高,影响压缩机工作效率。
一般设定大于60度左右时跳机。
7)主电机故障:启动命令发出后25秒,如果电机还运行不起来则判断为电机故障,发出停车命令将启动回路断开。
8)润滑油温度;为保证润滑性能,润滑油温一般控制在21度到46度之间,超过这个范围则跳车。
9)主油泵故障:主电机启动一分钟后,如果润滑油压力达不到停辅助油泵的设定压力,则判断为主油泵故障需要停机。
10)电机轴承温度:避免电机轴承过热11)电机线圈温度:避免电机过热烧坏电机。
3.2 开车程序开车程序是判断机组状态参数正常,阀位处于正确位置,允许机组启动,并且启动后将阀位开到安全位置的程序。
图3 开车逻辑图开车逻辑说明:机组不存在联锁条件,旁通阀在启动位置(全开),入口阀在启动位置(全关),润滑油压大于120KPA,润滑油温大于22℃,入口阀、旁通阀都处于自动状态,机组满足以上条件允许启动。
3.3辅助油泵控制程序辅助油泵有自动/手动控制模式,当空压机启动时,辅助油泵自动转为自动方式,当空压机启动一分中内辅助油泵必须停止,否则判断为主油泵故障,机组联锁停机;主电机停止后辅助油泵马上启动。
3.4 压力(负荷)控制程序1)控制原理空压机负荷控制程序是空压机控制程序设计的核心。
具有自动双模式和恒压两种控制方式。
在自动双模式控制方式下,压缩机的排气压力被设定在某个系统所需要的压力值上,进口调节导叶在压缩机可调范围内能调节进口气量,使压缩机保持恒定的排气压力。
当到达喘振控制点后,进口导叶停止关小,使压缩机的排气压力上升到卸载压力设定点,此时压缩机将会卸载(进口调节导叶关闭,旁通阀打开)。
压缩机将一直保持卸载状态直到排气压力低于设定的最小压力值。
然后压缩机将重新加载至满流量运行,又开始一个新的循环。
在恒压控制方式下,压缩机的排气压力被设定在某个系统所需要的压力值上,进口调节导叶在压缩机可调范围内能调节进口气量,使压缩机保持恒定的排气压力。
当到达喘振控制点后,进口导叶停止关小,压缩机旁通阀开始打开,调节旁通阀的开度使排气压力仍保持在恒定值上。
压缩机将始终通过对进口调节导叶和旁通阀的无级调节保持恒定的排气压力。
2)程序设计。
负荷控制程序包括空载、加载、压力调节、卸载等阶段的控制程序。
通过控制入口阀和出口阀的开度达到控制目标。
图3就是在各阶段进、出口阀的动作过程。
控制逻辑说明如下:空载:空压机启动后,入口阀自动开到13%,如果没有加载,则暂停。
放空阀全开。
加载:选择加载后,入口阀以最小电流设定值为加载目标;达到该值后,入口阀暂停;旁通阀开始以设定压力为目标开始关闭。
旁通阀全关后,进入压力调节阶段。
压力调节:旁通阀全关后,入口阀再继续以设定压力为目标进行自动调节,同时入口阀开度受最大电流限制;如果压力过高,则入口阀开度关闭到最小电流就不再继续关小,而是通过旁通阀进行调节;如果压力升高太多,达到压力保护设定值,则放空阀增加15%开度。
卸载:卸载时,旁通阀快速打开放空,然后入口阀再逐渐关闭到13%。
空压机一般设计两种工作模式:恒压模式;自动双式模式。
两种模式不同之处就是,自动双式模式下,如果空压机处于空载运行,系统压力下降到再加载设定值一段时间,空压机会自动重新加载。
恒压模式则不会自动重新加载。
入口阀旁通阀图3 各控制阶段入口阀放空阀动作示意图上图是各控制阶段入口阀放空阀动作过程示意图。
各控制阶段说明如下:T0:空压机启动。
T0~T1:空压机空载阶段。
T1:开始加载。
T1~T2:入口阀以最小电流为目标加载。
T2~T3:放空阀以设定压力为目标加载。
T3~T4:压力调节阶段。
T4~`T5:放空阀参与压力调节。
T5:开始卸载。
3.5喘振控制程序。
1)控制原理喘振是离心式压缩机的一种特有的现象。
压缩机在工作过程中,当进入叶轮的气体流量小于机组该工况下的最小流量(即喘振流量)时,管网气体会倒流至压缩机,当压缩机的出口压力大于管网压力时,压缩机又开始排出气体,气流会在系统中产生周期性的振荡,具体体现在机组连同它的外围管道一起会作周期性大幅度的振动,这种现象工程上称之为喘振。
离心式压缩机发生喘振时,典型现象有:(1)压缩机的出口压力最初先升高,继而急剧下降,并呈周期性大幅波动。
(2)压缩机的流量急剧下降,并大幅波动,严重时甚至出现空气倒灌至吸气管道。
(3)拖动压缩机的电机的电流和功率表指示出现不稳定,大幅波动。
(4)机器产生强烈的振动,同时发生异常的气体噪声。
防喘振控制是一个重要的安全控制,防喘振系统是通过调节入口导叶开度和放空阀(防喘振阀)开度来控制空压机的流量和出口压力,目的是使空压机工作点始终处在限定的范围内,而不进入喘振区,以确保机组的安全运行。
一般来说空压机防喘控制的对象是放空阀(防喘振阀),一旦出口压力过高,空压机接近喘振区或发生喘振时,该阀自动打开。
空压机的防喘振曲线是在现场实测出来的,考虑到系统的动态特性、喘振发生得非常快,所以对控制系统、检测系统的扫描周期有很高要求,尤其是大型的空压机。
空压机的喘振曲线是机组实际测试得到的。
下图是典型的空压机性能曲线。
图4典型的双自动控制性能曲线图5典型的恒压控制性能曲线2)程序设计。
引起空压机喘振的原因有很多,但基本分为两类。
一是入口流量不足导致机组克服不了系统阻力;二是出口压力太高,一般是由于空气用量突然减少,导致出口压力上升,造成憋压。
所以防喘振控制程序是针对这两种因数设计的。
针对第一个原因采用限制入口阀开度的方法,防止过分节流。
针对第二种因素采用及时调节放空阀开度的方法。
程序设计原理见图7。
空压机防喘振控制程序的核心是负荷调节模块,设计了三个调节功能,在不同的工况采用不同的调节功能。
1)入口阀调压功能块。
在正常工况下起做用,即电流没接近最小电流设定值(最小电流是空压机性能决定的)。
在此工况下,负荷调节模块根据给定的系统压力进行调节,通过调节入口阀的开度使系统压力稳定在设定值。
2)放空阀调压功能块。
在电流接近最小电流设定值起作用,这种情况是在系统压力持续升高,入口阀持续关小,一直到接近最小电流设定值(2安的余量),此时开始进入放空阀调压模式。
调节过程是:系统压力增大时,放空阀打开,反之放空阀开度减小,如果压力上升太快,大于压力保护值,则直接将放空阀开度增大15%。
这样设计的理由是:在接近最小电流时,如果入口阀在继续关小,将导致入口流量不足,引起喘振;而在压力一升高就采取放空阀调压不利于节能。
所以这样的程序设计兼顾了机组安全和节能。
3)电流防喘振调节功能块。
在电流接近最小电流设定值起作用,这种情况是在系统压力持续升高,入口阀持续关小,一直到接近最小电流设定值(2安的余量)。
这个时候进入电流调节模式,以前一个电流测量采样值做为调节器设定值,即机组电流下降时增加入口阀开度,电流增加时减少入口阀开度。
直到电流离开这个区域。
4)喘振判断及保护程序。
虽然系统设计了防喘振控制程序,但是当干扰太大,调节系统反应不及,空压机还是会进入喘振区,此时控制系统必须及时反应,保证机组安全。
一般设定系统压降达到34.5KPa/300ms时,判断为机组进入喘振区,防空阀打开,入口阀关闭,机组自动卸载。