机械制造序言第一章
机械制造工艺基础第一章2-4节

主讲教师:周世权
1
1.2 砂型机器造型铸造工艺 Sand Mold Casting Process of Machine molding
-型砂和芯砂-造型和制芯;下芯并合型;金属液浇 入铸型中,冷却凝固,经落砂清理和检验-铸件的工艺过程。
一、型砂和芯砂
原砂、粘结剂、水及其他附加物(如煤粉、重油、木 屑等)按一定比例混制而成。根据粘结剂的种类不同,可分 为粘土砂、水玻璃砂、树脂砂等。
15
1.2 砂型机器造型铸造工艺
四、铸造工艺参数的确定 主要工艺参数分述如下: 1.铸造收缩率 由于合金的线收缩,铸件冷却后的尺寸将比型腔的尺 寸小,为了保证铸件的应有尺寸,模样和芯盒的制造尺寸 应比铸件放大一个该合金的线收缩率。 式中: L模模样尺寸; L件铸件尺寸。 收缩率的大小取决于铸造合金的种类及铸件的结构、尺寸 等因素。通常灰铸铁为0.7%~1.0%,铸造碳钢为1.3%~2. 0%,铝硅合金为0.8%~1.2%,锡青铜为1.2%~1.4%。
25
五、铸造工艺图的绘制
7.绘制铸造工艺图
26
7.铸造工艺实例
27
本节课程小结
1. 型砂和芯砂:原砂,粘结剂和水分;粘土砂,水玻璃砂 和树脂砂。
2. 造型方法:手工造型:整模,分模,活块,假箱,三箱 等;单件小批量生产。机器造型:两箱整模和分模,型 板(有模型,浇注系统),大批大量生产。
3. 铸件浇注位置:重要加工面?大平面?薄壁部分?壁厚 不均匀?分型面的选择:应便于起模,简化造型工艺。 全部或大部分放在同一个砂箱内。尽量减少型芯和活块 的数量。 4. 铸造工艺参数:收缩率,加工余量,起模斜度,圆角, 芯头。 5. 铸造工艺图的绘:质量要求和结构工艺性,选择造型方 法,浇注位置和分型面,确定工艺参数,设计型芯,设 计浇、冒口系统,绘制铸造工艺图。
机械制造技术课程设计-C1318自动车床手柄工艺及钻φ16孔夹具设计(全套图..

南京理工大学设计说明书(论文)作者: 学号:教学点:专业:题目: 手柄(C1318自动车床手柄) 工艺及夹具设计指导者:(姓名) (专业技术职务) 评阅者:(姓名) (专业技术职务)年月本文是对手柄(C1318自动车床手柄)零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。
选择正确的加工方法,设计合理的加工工艺过程。
此外还对手柄(C1318自动车床手柄)零件的两道工序的加工设计了专用夹具.机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。
而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。
本论文夹具设计的主要内容是设计手柄(C1318自动车床手柄)钻床夹具设计。
关键词:手柄(C1318自动车床手柄),加工工艺,加工方法,工艺文件,夹具Title Handle (C1318 automatic lathe handle) process and fixture designAbstractThis article is for the bearing parts processing application and processing technology and analysis, including the parts of the plan, the choice of blank, the clamping, the craft route making, tool selection, the determination of cutting conditions, processing documents. Choose the correct processing methods, design the reasonable process. In addition to the bearing part two process designing special fixture.Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, specially for a workpiece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. In this paper, fixture design are the main contents of design the bearing seat hole end milling fixture and cover mounting hole drilling fixture design.Key Words:Bearing seat, processing technology, processing method, process documentation, fixture目次第1章序言 (6)第2章手柄(C1318自动车床手柄)的加工工艺规程设计 (7)2.1零件的分析 (7)2.1.1零件的作用 (7)2.1.2零件的工艺分析 (7)2.2确定生产类型 (8)2.3确定毛坯 (9)2.3.1确定毛坯种类 (9)2.3.2确定铸造加工余量及形状 (9)2.3.3绘制铸造零件图 (10)2.4工艺规程设计 (10)2.4.1选择定位基准 (10)2.4.2 零件表面加工方法的选择 (11)2.4.3制定工艺路线 (11)2.4.4选择加工设备和工艺设备 (14)2.4.5机械加工余量、工序尺寸及公差的确定 (14)2.5确定切削用量及基本工时 (15)2.6本章小结 (21)第3章钻φ16孔夹具设计 (23)3.1 夹具的设计 (23)3.1.1 定位分析 (23)3.1.2 定位原理 (23)3.1.3 定位元件的分析 (24)3.1.4 夹紧元件的选择 (24)3.1.5定位误差的分析 (25)3.1.6切削力及夹紧力的计算 (26)3.2 夹具设计及操作的简要说明 (28)结论 (29)参考文献 (30)致谢 (31)第1章序言机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。
1机械制造工程基础第一章思维导图
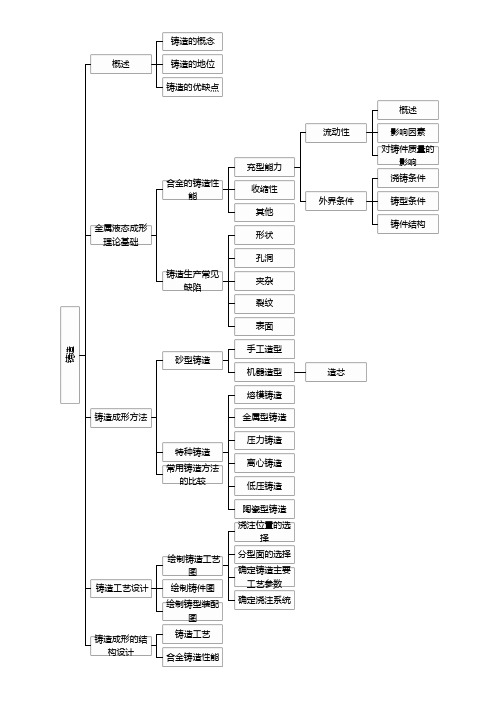
铸造
概述
铸造的概念 铸造的地位 铸造的优缺点
金属液态成形理论基础
合金的铸造性
能
充型能力
流动性
概述
影响因素 对铸件质量的
影响 外界条件
浇铸条件
铸型条件 铸件结构
收缩性 其他 铸造生产常见
缺陷
形状 孔洞 夹杂 裂纹 表面
铸造成形方法
砂型铸造
手工造型 机器造型 造芯
特种铸造 熔模铸造
金属型铸造 压力铸造 离心铸造 低压铸造 陶瓷型铸造 常用铸造方法
的比较
铸造工艺设计
绘制铸造工艺
图
浇注位置的选
择
分型面的选择 确定铸造主要工艺参数 确定浇注系统
绘制铸件图 绘制铸型装配
图
铸造成形的结构设计
铸造工艺 合金铸造性能。
机械制造工艺学(上)绪论——第一章——贺占蜀

机械制造工艺学(上)——第第1章绪论——贺占蜀郑州大学机械工程学院第1章绪论目录机械制造工程学科发展——1.11.1机械制造工程学科发展——1.2生产过程、工艺过程、工艺系统生产过程、工艺过程、工艺系统——1.2——生产类型与工艺特点1.3生产类型与工艺特点——1.3——工件加工时的定位和基准1.4工件加工时的定位和基准————1.4机械制造工艺学第1章绪论机械制造工程学科发展————1.11.1机械制造工程学科发展我国历史悠久、文化灿烂,为机械制造业做出了巨大贡献。
指南车辘轳水车“越王勾践,自作用剑”以车、铣、刨、磨为代表的现代加工是从欧洲开始的。
正是资本主义的建立,为机械制造业的发展奠定了基础。
第一次工业革命:制造业进入以机器占主导地位的新纪元,生产从此摆脱手工工具而转向机械化大生产的方式。
瓦特的蒸汽机史蒂芬逊的蒸汽机车莫兹莱的螺纹切削机床第二次工业革命:制造技术和社会生产需要肇始了电的应用,从而极大地推动制造业电气化运动的发展。
发电机电动机内燃机车电报年代发明人成果年代发明人成果1765瓦特蒸汽机1864美国磨床1775 英国威尔金森镗床1780英国莫兹里利自动进给车床1798美国惠特尼互换性1818美国惠特尼铣床1832伏特、安培、亨利、法拉第永磁交流发电机1843法国莫利埃尔龙门刨1846法国德利尤斯牛头刨1847法国德利尤斯摇臂钻床1855法国贝默西新式炼钢炉1855法国勒努瓦内燃机现代科技革命:新兴的核技术、空间技术、电子技术、信息技术、生物医学技术等无一不是通过制造业的发展而产生并转化为规模生产力,并由此形成制造业中的高新技术产业。
计算机人造卫星手机电动汽车数控机床机械制造业的重要性l机械制造业是财富的源泉。
l机械制造业是所有工业的支柱;l机械制造业是国力和国防的坚强后盾。
据研究报道,工业化国家70%~80%的物质财富都来自于制造业。
纺织机械动力机械家用电器通讯设备冶金机械建筑机械交通工具机械制造业的重要性出版印刷网络媒体文化娱乐环保设备军事装备医疗设备机器制造农业机械化工设备制造技术当今制造技术社会功能中国2010年制造业产值超过美国,跃居“世界第一”。
机械制造技术基础第一章课后习题答案

机械制造技术基础第一章课后习题答案《机械制造技术基础》部分习题参考解答第一章绪论1-1 什么是生产过程、工艺过程和工艺规程?答:生产过程——从原材料(或半成品)进厂,一直到把成品制造出来的各有关劳动过程的总称为该工厂的过程。
工艺过程——在生产过程中,凡属直接改变生产对象的尺寸、形状、物理化学性能以及相对位置关系的过程。
工艺规程——记录在给定条件下最合理的工艺过程的相关内容、并用来指导生产的文件。
1-2 什么是工序、工位、工步和走刀?试举例说明。
答:工序——一个工人或一组工人,在一个工作地对同一工件或同时对几个工件所连续完成的那一部分工艺过程。
工位——在工件的一次安装中,工件相对于机床(或刀具)每占据一个确切位置中所完成的那一部分工艺过程。
工步——在加工表面、切削刀具和切削用量(仅指机床主轴转速和进给量)都不变的情况下所完成的那一部分工艺过程。
走刀——在一个工步中,如果要切掉的金属层很厚,可分几次切,每切削一次,就称为一次走刀。
比如车削一阶梯轴,在车床上完成的车外圆、端面等为一个工序,其中,n, f, a p 不变的为一工步,切削小直径外圆表面因余量较大要分为几次走刀。
1-3 什么是安装?什么是装夹?它们有什么区别?答:安装——工件经一次装夹后所完成的那一部分工艺过程。
装夹——特指工件在机床夹具上的定位和夹紧的过程。
安装包括一次装夹和装夹之后所完成的切削加工的工艺过程;装夹仅指定位和夹紧。
1-4 单件生产、成批生产、大量生产各有哪些工艺特征?答:单件生产零件互换性较差、毛坯制造精度低、加工余量大;采用通用机床、通用夹具和刀具,找正装夹,对工人技术水平要求较高;生产效率低。
大量生产零件互换性好、毛坯精度高、加工余量小;采用高效专用机床、专用夹具和刀具,夹具定位装夹,操作工人技术水平要求不高,生产效率高。
成批生产的毛坯精度、互换性、所以夹具和刀具等介于上述两者之间,机床采用通用机床或者数控机床,生产效率介于两者之间。
机械制造基础第章作业及答案(1)

机械制造基础第章作业及答案(1)机械制造基础第一章作业及答案1. 机械制造基本概念1.1 机械制造的定义机械制造是指利用机械加工工艺,以及机械技术原理,利用各种机械设备,对金属、非金属、有机和无机物等材料进行加工、成形、组装、调试等一系列加工过程的总称。
1.2 机械制造的作用机械制造的作用主要表现在以下几方面:(1) 为工业现代化提供支撑:机械制造是现代工业的基础之一,是制造业实现现代化、自动化和高效化的必然选择。
(2) 为国民经济发展提供支持:机械制造的成熟与发展,对于支持国家经济的快速发展和国家的卫生、环保、能源等方面发挥着重要作用。
(3) 为科技创新提供支撑:随着科技的不断进步,机械制造也在不断地发展与创新,机械制造的不断发展,促进了科技的进步与创新。
1.3 机械制造的分类(1) 金属加工机械:主要是以金属为原料进行制造,如车床、铣床、钻床、磨床等。
(2) 非金属加工机械:主要是以非金属材料为原料进行制造,如塑料机床、橡胶机床、纺织机械等。
(3) 动力机械:是能够将能量转变为机械能量的机械,如发动机、电机等。
(4) 农业机械:也称为农机,主要是针对农业生产和农村繁荣而设计和制造,如拖拉机、收割机等。
(5) 交通运输机械:主要是以交通(铁路、公路、水路)运输为基础的机械,如汽车、铁路机车等。
(6) 通用机械:是指涉及到机械制造中所有领域的各类机械设备,如机床、仪器仪表等。
2. 机械制造技术2.1 机械制造的工艺流程(1) 加工前准备:包括材料的进料、选料、清洗、表面处理等。
(2) 机械加工:主要包括车、铣、钻、磨、齿等机械加工方式。
(3) 热加工:如锻造、淬火、退火等加工方式。
(4) 组装和调试:包括零件的组装、调试和试车等。
2.2 机械制造的机床(1) 机床的定义:机床是利用工具对工件进行加工的机械设备,也就是说机床是机械制造的核心部件。
(2) 常见机床种类① 车床:主要用于加工旋转对称的零件。
机械制造装备设计课件第1第2章

12
HeiLongJiang University
机械制造装备设计
● 计算机辅助制造技术(CAM)
在机械制造业中,利用电子数字计算机通过各种数 值控制机床和设备,自动完成离散产品的加工、装配 、 检测和包装等制造过程。简称cam。除cam的狭义定义 外,还有一个广义的定义:“通过直接的或间接的计算 机与企业的物质资源或人力资源的联接界面,把计算机 技术有效地应用于企业的管理、控制和加工操作。”按 照这一定义,计算机辅助制造包括企业生产信息管理、 计算机辅助设计和计算机辅助生产、制造3部分。计算 机辅助生产 、制造又包括连续生产过程控制和离散零件 自动制造两种计算机控制方式。采用计算机辅助制造零 件、部件,可改善对产品设计和品种多变的适应能力, 提高加工速度和生产自动化水平,缩短加工准备时间, 降低生产成本,提高产品质量和批量生产的劳动生产率。13
的光纤制造装备依赖进口。我国是最大的机床进口国。
24
HeiLongJiang University
1.1 机械制造装备及其在国民经济中的重要作用
1.1.3 我国制造业的发展现状
第 我国的制造技术和制造能力落后于世界先进水
一 平,制造技术的差距突出表现在:
章
国际先进水平
国内水平
பைடு நூலகம்
绪 精 度: 论 效 率:
能力主要取决于机械制造装备的先进程度。
机械制造有限公司章程

机械制造有限公司章程第一章总则第一条为规范公司的行为,保障公司股东的合法权益,根据《中华人民共和国公司法》和有关法律、法规规定,结合公司的实际情况,特制定本章程。
第二条:公司名称:机械制造有限公司。
第三条:公司地址:。
第四条:公司由、、、位股东共同投资组建。
第五条:公司在蚌埠市工商行政管理局登记注册,公司经营期限为十年。
第六条:公司为有限责任公司,实行独立核算、自主经营,自负盈亏。
股东以其对出资额为限对公司承担责任,公司以其全部资产对公司的债务承担责任。
第七条:公司坚决遵守国家法律、法规及本章程规定,维护国家利益和社会公共利益,接受政府有关部门的监督。
第八条:公司宗旨:满足市场需求,谋求社会利益和经济利益。
第九条:本公司章程对公司、股东、执行董事、监事、经理均具有约束力。
第十条:本章程经全体股东讨论通过,在公司注册后生效。
第二章公司经营范围第十一条:本公司经营范围:以公司登记机关核定的经营范围为准。
第三章公司注册资本第十二条:本公司注册资本为万元人民币,均为个人股。
第四章股东的组成股东1:,男; 住所:, 身份证号码: . 股东2:,男; 住所:, 身份证号码: . 股东3:,男; 住所:, 身份证号码: . 股东4:,男; 住所:, 身份证号码: .第五章股东的权利和义务第十四条: 股东享有的权利(一)根据其出资份额享有表决权;(二)有选举和被选举执行董事、监事权;(三)查阅股东会议记录和财务会计报告权;(四)依据法律、法规和公司章程规定分取红利;(五)依法转让出资,优先购买公司其他股东转让的出资;(六)优先认购公司新增的注册资本;(七)公司终止后,依法分得公司的剩余财产。
第十五条;股东负有的义务(一)缴纳所认购的出资;(二)出资填补的义务,(即以实物,工业产权、非专利技术、土地使用权出资的实际价额显著低于公司章程所规定金额的,应当由交付该出资的股东承担补交差额的责任);(三)公司办理注册登记后,不得抽回出资;(四)遵守公司章程规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程简介
学习方式
课堂讲授——讲授重点、 课堂讲授——讲授重点、难点 自学——课程0%自学,通过作业、答疑保证效果 实践环节——作业、 实践环节——作业、练习
考核方法
期末考试——70% 期末考试——70% 期中考试——10% 作业——10% 出勤——10% 期中考试——10%,作业——10%,出勤——10%
课程特点与学习方法
综合性——注意联系和综合应用以往所学知识 综合性——注意联系和综合应用以往所学知识 实践性——注意理论联系生产实际, 实践性——注意理论联系生产实际,重视实践性环节 灵活性——掌握基本原理, 灵活性——掌握基本原理,活学活用
教材
张世昌 李旦 高航主编,机械制造技术基础,高等教育出版社. 2007第2版
主要内容
机械制造技术概论( 学时) 机械制造技术概论(6学时) 机械制造过程基础知识(12学时) 机械制造过程基础知识(12学时) 切削与磨削原理(10学时) 切削与磨削原理(10学时) 机械加工质量分析与控制(10学时) 机械加工质量分析与控制(10学时) 机械加工工艺过程设计(14学时) 机械加工工艺过程设计(14学时) 机械装配( 学时) 机械装配(4学时) 机械制造技术发展( 学时) 机械制造技术发展(4学时)
课程导航
机械制造技术概论 机械制造过程基础知识 切削与磨削原理 机械加工质量 机械加工工艺过程设计 机器的装配工艺 机械制造技术的发展
机械设计制造及其自动化专业主干课程
机械制造基础
Fundamentals of Mechanical Manufacturing Technology
课程简介
课程宗旨
掌握机械制造技术的基础知识、基本理论和基本方法。 掌握机械制造技术的基础知识、基本理论和基本方法。 通过课程学习及作业等实践环节训练, 通过课程学习及作业等实践环节训练,培养分析和解决 机械制造工程问题基本能力。 机械制造工程问题基本能力。 了解机械制造领域的最新成就和发展趋势。 了解机械制造领域的最新成就和发展趋势。