六角螺母的制作
制作六角螺母工作

学习任务二六角螺母的制作学习目标¤1.能运用分度头对圆钢进行等分划线。
¤2.能正确选择正确的加工方法完成六角螺母的加工。
¤3.能正确确定螺孔底径大小并对其正确加工。
¤4.能熟悉丝锥的构造、选择方法。
¤5.能掌握攻丝的操作技能。
建议学时30课时工作情景描述中航集团因需要加工一批六角螺母,委托我院帮助完成60件的来料加工,要求我班学生4天内将工件完成。
工作流程与活动在接受工作任务后,在老师的指导下,读懂图纸、分析出六角螺母的加工工艺步骤,独立利用划针,分度头、高度尺、钢直尺等划线工具划出加工界线,采用锯削、锉削、钻孔、攻丝等加工方法,使用符合检测要求的量具对六角螺母进行自检、互检,填写检验报告,交检验人员验收合格后,填写工作单,进行成果展示。
工作完成后,按现场管理规范要求清理场地,归置物品,按环保要求处理废弃物。
学习活动1:接受工作任务,明确工作要求(2课时)学习活动2:阅读工艺卡,明确加工步骤和方法(4课时)学习活动3:制作六角螺母并检验(20课时)学习活动4:总结与评价(4课时)零件图图1学习活动1:接受工作任务,明确工作要求学习目标☆1、能按照规定领取工作任务。
☆2、能借助机械工人切削手册等,查阅六角螺母所用的材料的牌号、用途、性能与分类属性。
☆3、能识读零件三视图,并说明六角螺母的尺寸、表面粗糙度、公差、材料等信息,指出各信息的意义。
建议课时:2课时学习过程按照规定从生产主管处领取生产任务单并签字确认。
完成如下项目:1、阅读生产任务单,明确工作任务六角螺母生产任务单单号:开单时间:开单部门:开单人:接单人:部组签名:注:生产任务单与零件图样、工艺卡一起领取。
(1)请根据生产任务单,明确零件名称、制作材料、零件数量和完成时间。
零件名称:制作材料:零件数量:完成时间:(2)查询资料或咨询老师,明确六角螺母的用途。
答:3)45钢能满足六角螺母需要的性能要求吗?答4)解释定义优质碳素结构钢:45:2.分析零件图样,明确加工技术要求(1)解释图中所标注的形位公差符号(2)解释图中所标注的尺寸公差符号(3)解释图中所标注的粗糙度符号(4)为了进一步掌握六角螺母的图样信息,请按照原图抄画六角螺母的三视图。
普通六角螺母加工工艺流程
普通六角螺母;有三种生产工艺,冷镦和热镦,在比较特殊的情况下,也有机加工的,是效率最慢的一种,不得已才会选择。
先说冷镦吧,规格通常在M3~M30,先选好线材,经过酸洗冷拔之后,将线材的一头衔接在冷镦机的上料处,根据冷镦机中的模具会打出相应大小的六角毛坯,中间有孔,形式和一般六角螺母一样就是没有攻牙,老式冷镦机不能一次成型,打好六角毛坯,然后还得将其倒入攻牙机上的漏斗中进行攻牙,有要求的话,还得需要进行热处理和表面处理,就是调整螺母的硬度和表面的防锈处理,现在的冷镦机有一次成型的,但原理没什么大区别,就是把攻牙机和冷镦机融合为一体效率更快些,冷镦成型是效率最快的,也是成本最低的生产工艺。
一般大一点的规格才会选择热镦,规格一般在M16~M160,甚至更大的,材料一般为圆钢,不用冷拔和酸洗,先下料,在经冲床镦打,毛坯和冷镦的一样,就是表面毛糙,然后再攻牙,有特定要求,可以将螺母的两面进行倒角,在经热处理、表面处理就完工了,机加工就是将棒形材料经锯床截成一节一节的,通过钻眼机钻眼在攻牙就基本完事了,后面的就是包装了。
冷镦和热镦大体分为以下步骤:拉丝-冷镦-(热处理)-攻丝-表面处理;下料-红打-倒角-车孔-(热处理)-攻丝-表面处理或下料-镦球-退火、磷化-成形-冲孔--(热处理)-攻丝-表面处理。
攻丝的加工流程:六角螺母攻丝加工的流程这个与批量有关:1、如果是小批量,小于100个,此时的工艺就可以:A 加工螺母毛坯,B 普通钻床上倒角,C 普通攻牙机上面攻牙。
2、中等批量,小于10万个,A 自动车床加工螺母毛坯,B 车床倒角,C 攻牙在钻攻两用机上面完成, D 检验 E 包装 F 入库;3、大批量,10万以上,常年生产,A 冷镦机成型螺母毛坯,B 在六角螺母专用攻牙机上面攻牙,C 检验, D 包装 E 入库。
加工中心攻丝,但出现崩刃主要是什么原因,45号钢,成量丝攻1丝锥崩齿:丝锥前角选择过大;2丝锥每齿切削厚度太大;丝锥的淬火硬度过高;3丝锥使用时间过长而磨损严重。
六角螺母的制作ppt课件

火灾袭来时要迅速疏散逃生,不可蜂 拥而出 或留恋 财物, 要当机 立断, 披上浸 湿的衣 服或裹 上湿毛 毯、湿 被褥勇 敢地冲 出去
推进新课
(3)工具使用注意事项:
锉刀、台钻
火灾袭来时要迅速疏散逃生,不可蜂 拥而出 或留恋 财物, 要当机 立断, 披上浸 湿的衣 服或裹 上湿毛 毯、湿 被褥勇 敢地冲 出去
火灾袭来时要迅速疏散逃生,不可蜂 拥而出 或留恋 财物, 要当机 立断, 披上浸 湿的衣 服或裹 上湿毛 毯、湿 被褥勇 敢地冲 出去
教学策略
本课的教学,将采用“教师为主导,学生为主体,小组协 作,任务驱动” 的方式进行,引导学生进行自主实践,把 握技术要领。
1.为了增加学生的趣味,以制作六角螺母作为主线,以任务
火灾袭来时要迅速疏散逃生,不可蜂 拥而出 或留恋 财物, 要当机 立断, 披上浸 湿的衣 服或裹 上湿毛 毯、湿 被褥勇 敢地冲 出去
教学步骤
1.导入新课
2.推进新课
(1)常用钳工工具介绍; (2)示范工具的操作要领; (3)工具使用的注意事项; (4)学生制作六角螺母; (5)学生操作过程中容易出现的问题; (6)作品评价。 3. 课堂小结
火灾袭来时要迅速疏散逃生,不可蜂 拥而出 或留恋 财物, 要当机 立断, 披上浸 湿的衣 服或裹 上湿毛 毯、湿 被褥勇 敢地冲 出去
推进新课
(6)作品评价:
学生自评、小组评价、教师评价并提出改进建议 ①在指定时间内完成制作20分 ②六角螺母外形规则30分 ③六角螺母表面平整20分 ④六角螺母符合规格10分 ⑤使用工具恰当,不出现意外10分 ⑥整理工具10分
③锻炼实践的意志,养成精益求精的精神;
④体验钳工工艺带来的乐趣和成功感。
六角螺母的工艺流程

六角螺母的工艺流程一、原材料准备。
这六角螺母啊,它的故事得从原材料开始说起。
一般呢,咱们会选用钢材来制作六角螺母。
为啥是钢材呢?钢材结实啊,能承受得住各种压力。
这就好比一个人要去干重活,那肯定得找个身强力壮的呀。
在准备原材料的时候呢,可不能马虎。
得检查钢材的质量,有没有裂缝啊,是不是符合咱们制作六角螺母的规格啊。
要是原材料都不行,那后面做出来的六角螺母肯定也是个“残次品”。
就像盖房子,地基要是没打好,房子肯定不稳当。
二、切割。
有了好的钢材,接下来就是切割啦。
把钢材按照咱们需要的尺寸切割成一小段一小段的。
这个切割可讲究了呢。
不能切得太长,也不能太短。
要是太长了,就浪费材料,就像你吃饭,盛了一大碗,结果吃不完,多浪费呀。
要是太短了呢,又做不出合格的六角螺母。
这时候啊,操作切割机器的师傅就像一个大厨,掌握着精确的“刀工”,把钢材切割得恰到好处。
三、锻造。
切割好的钢材小段就进入锻造环节啦。
锻造就像是给钢材做“塑形手术”。
把钢材放在模具里,然后通过各种压力设备,让钢材按照六角螺母的形状开始变形。
这个过程可不容易呢。
就像你捏橡皮泥,你得使对劲儿,才能捏出你想要的形状。
在锻造的时候啊,压力的大小、锻造的速度,都得控制好。
要是压力太大了,钢材可能就被压坏了;要是速度太快了,可能形状就不太标准了。
这就全靠工人师傅的经验啦,他们就像神奇的魔法师,把一段段钢材变成了六角螺母的雏形。
四、钻孔。
锻造好的六角螺母雏形还不能用呢,因为它还没有孔。
这时候就要钻孔啦。
钻孔就像是给六角螺母开个小窗户。
这个孔可是很重要的,它要和螺丝配合得严丝合缝才行。
钻孔的时候呢,钻头的大小得选对,要是钻头太大了,孔就太大,螺丝就容易松动;要是钻头太小了,孔太小,螺丝都拧不进去。
这就像你穿衣服,衣服大小得合适,不然穿着就不舒服。
而且钻孔的时候还得保证孔的位置是正的,不然六角螺母拧在螺丝上的时候就歪歪扭扭的,那多难看呀。
五、热处理。
钻好孔的六角螺母还得进行热处理。
六角螺母螺栓的制作

六角螺母螺栓的制作
六角螺母和螺栓是机械行业中广泛使用的连接件之一,在制造和装配机器和设备中有
重要作用。
本文将介绍六角螺母和螺栓的制作过程。
1. 材料选择
六角螺母的制作需要选用合适的材料。
通常采用的材料包括不锈钢、铬钼合金钢、碳
素钢等。
选择材料应考虑使用环境、工作温度和强度等因素。
2. 加工工艺
首先,将选好的材料切割成合适大小坯料,然后加工成螺帽形状。
加工方式一般包括
车削、冷拔、热拔、冲压等。
车削是最常见的加工方式,它可以保证六角螺母的密合度和
尺寸精度。
3. 表面处理
制成的螺母表面需要进行处理。
表面处理是为了提高六角螺母的表面硬度和阻止腐蚀。
通常的表面处理方式有镀锌、镀铬、氧化等。
4. 检查
六角螺母制作完成后,需要进行严格的检查。
检查标准应根据六角螺母的国家标准和
企业标准进行,包括外径、内径、高度、角度等方面。
5. 包装
完成检查后,对六角螺母进行包装,并标明批次号、规格型号、材质和生产日期等信息。
加工好的六角螺栓需要进行热处理。
一般热处理方式有淬火、正火和回火等。
热处理
可以提高螺栓的强度和硬度。
3. 螺纹加工
螺栓需要在两端加工螺纹,以便与螺母连接。
螺纹加工一般采用车削或滚压加工方式。
滚压可以提高螺栓的疲劳强度和耐腐蚀性。
总结。
六角螺母的钳工制作工艺流程

六角螺母的钳工制作工艺流程六角螺母是一种常用的紧固元件,广泛应用于机械、建筑、汽车等领域。
在工程施工和制造过程中,六角螺母的质量和安全性十分关键。
钳工制作工艺流程对于六角螺母的质量和稳定性有着重要的影响。
下面,我将以从简到繁、由浅入深的方式,为您介绍六角螺母的钳工制作工艺流程,并分享一些对该制作工艺的观点和理解。
1. 材料选择在六角螺母的制作工艺流程中,首先需要选择适当的材料。
常见的材料包括碳钢、不锈钢等。
根据使用环境和要求,选择合适的材料对于六角螺母的性能和质量至关重要。
2. 切削与成形切削与成形是六角螺母制作的核心步骤之一。
通常采用机械加工的方式,利用车床或铣床等设备对材料进行切削和成形。
在这一步骤中,需要根据设计图纸的要求,精确控制刀具的切削深度和位置,确保螺纹的准确度和六角螺母的尺寸符合标准要求。
3. 螺纹加工螺纹是六角螺母的重要部分,对于螺母的连接和紧固起着关键的作用。
螺纹的加工通常采用切割、攻丝等方式进行。
通过使用合适的切削工具或攻丝刀,将六角螺母的内部或外部表面切割成螺纹形状。
在这一步骤中,需要保证螺纹的精度和形状符合国际标准,以确保螺母能够与相关零部件紧密连接。
4. 表面处理为了提高六角螺母的抗腐蚀性能和外观质量,表面处理是不可或缺的一步。
常见的表面处理方法包括镀锌、镀镍、热处理、喷漆等。
通过选择合适的表面处理方式,可以保护螺母表面不受腐蚀,提高其使用寿命。
5. 检验与质量控制制作完成的六角螺母需要经过严格的检验与质量控制,以确保其符合国家标准和相关要求。
常见的检验方法包括尺寸测量、螺纹测量、外观检查等。
通过这些检验手段,可以对六角螺母的质量进行全面的控制和评估,以保证其安全性和可靠性。
以上是针对六角螺母的钳工制作工艺流程的简要介绍。
通过这个制作工艺,可以确保六角螺母的质量和性能符合相关标准和要求。
然而,需要注意的是,每一步骤都需要严格控制和精确操作,以确保六角螺母的质量和稳定性。
六角螺栓及螺母尺寸表
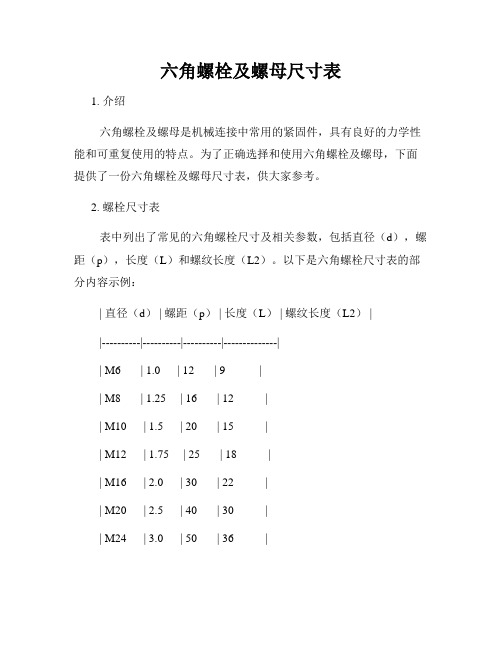
六角螺栓及螺母尺寸表1. 介绍六角螺栓及螺母是机械连接中常用的紧固件,具有良好的力学性能和可重复使用的特点。
为了正确选择和使用六角螺栓及螺母,下面提供了一份六角螺栓及螺母尺寸表,供大家参考。
2. 螺栓尺寸表表中列出了常见的六角螺栓尺寸及相关参数,包括直径(d),螺距(p),长度(L)和螺纹长度(L2)。
以下是六角螺栓尺寸表的部分内容示例:| 直径(d) | 螺距(p) | 长度(L) | 螺纹长度(L2) ||----------|----------|----------|--------------|| M6 | 1.0 | 12 | 9 || M8 | 1.25 | 16 | 12 || M10 | 1.5 | 20 | 15 || M12 | 1.75 | 25 | 18 || M16 | 2.0 | 30 | 22 || M20 | 2.5 | 40 | 30 || M24 | 3.0 | 50 | 36 |注意:上述表格中的尺寸仅供参考,具体选用螺栓尺寸时需结合实际使用情况和相关标准进行选择。
3. 螺母尺寸表表中列出了常见的六角螺母尺寸及相关参数,包括直径(d1),螺距(p1),厚度(H1)和宽度(W1)。
以下是六角螺母尺寸表的部分内容示例:| 直径(d1) | 螺距(p1) | 厚度(H1) | 宽度(W1) ||-----------|-----------|-----------|-----------|| M6 | 1.0 | 5.0 | 10 || M8 | 1.25 | 6.0 | 13 || M10 | 1.5 | 8.0 | 17 || M12 | 1.75 | 10.0 | 19 || M16 | 2.0 | 12.0 | 24 || M20 | 2.5 | 16.0 | 30 || M24 | 3.0 | 18.0 | 36 |注意:选择螺母时需考虑螺栓尺寸、标准和使用环境,确保螺栓与螺母的匹配性和稳固性。
六角自锁螺母标准

六角自锁螺母标准六角自锁螺母是一种常见的紧固件,在机械制造和结构工程中广泛应用。
它具有强大的紧固能力和自锁功能,能够保障结构的牢固性和稳定性。
本文将介绍六角自锁螺母的标准规格、材料和使用注意事项。
一、标准规格六角自锁螺母的标准规格主要包括尺寸、螺纹和材料三个方面。
尺寸规格指的是六角自锁螺母的直径、高度和六角边长等尺寸参数。
螺纹规格指的是六角自锁螺母的螺纹类型和螺距,常用的螺纹有M和UNC两种。
材料规格则是指六角自锁螺母所选用的材料,常见的材料有碳钢、合金钢和不锈钢等。
具体来说,六角自锁螺母的标准规格如下:尺寸规格:六角自锁螺母的直径一般为M4-M36,高度为1.8D-3D,六角边长为7mm-65mm。
螺纹规格:六角自锁螺母的螺纹类型有M和UNC两种,常见的分别为M4-M36和1/4-1-1/2英寸,螺距一般为0.5mm-4.0mm。
材料规格:六角自锁螺母的材料主要有碳钢、合金钢和不锈钢等,常见的材料标准有GB、ASTM、JIS和DIN等。
二、材料选择对于不同的应用场合和应力要求,选择合适的六角自锁螺母材料至关重要。
一般来说,碳钢和合金钢的强度较高,适用于对强度要求高的环境中;不锈钢则具有较好的耐腐蚀性,适用于潮湿环境和易受腐蚀的场合。
更具体地,选择合适的六角自锁螺母材料应考虑以下因素:1.应力和荷载:鉴于不同材料的强度有所不同,选择材料时应根据荷载和应力情况进行考虑。
2.环境和气候:对于易受腐蚀和潮湿环境,不锈钢是一种很好的选择;对于高温环境,合金钢更加适用。
3.重量和成本:由于材料的密度和价格不同,因此在考虑成本和重量等因素时,也会对材料进行选择。
三、使用注意事项六角自锁螺母作为紧固件,在使用过程中需要注意以下事项:1.紧固力度:六角自锁螺母的紧固力度应适中,过紧可能导致螺纹损坏或变形,过松则会影响结构稳定性。
2.定期检查:对于长时间使用的六角自锁螺母,需要定期检查其紧固性能和损坏情况,并及时更换。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
推进新课
(3)工具使用注意事项:
锉刀、台钻
推进新课
(4)学生制作六角螺母实践流程(30分钟):
①一名同学根据图样规格用铅笔和尺子在工件圆 面上画出正六边形加工轮廓线; ②两名同学负责加工螺母的六个侧面; ③一名同学负责定位冲眼圆心; ④一名同学负责冲眼; ⑤一名同学负责钻孔; ⑥一名同学负责螺纹加工。 老师巡视留意学生的操作过程,并及时纠正错误 操作,保证学生安全操作。
学习策略
1)收集信息:播放钳工加工工艺视频。帮助学 生收集积累信息、开发设计思路、增加制作螺 母的信心。(演示视频在上一节课已播放) 2)明确实践任务:根据给定的材料(圆柱形铁 片),选择合适的加工工具,制作一个指定规格 的六角螺母。(这部分课前发放学案,预先让 学生清楚今天的任务)课堂上老师只需要提出 实践流程和评价要求。
推进新课
(1) 常用钳工工具介绍:
以实物介绍及操作演示的方式让学生了解各种工 具的功能、用途及操作技巧。 ①锉刀②冲子③锤子④台钻⑤台虎钳⑥丝锥 ⑦角尺。 (2)示范工具的操作要领: 锉削: ①装夹工件②锉刀握法④锉削方法③锉削姿势
推进新课
冲眼: ①圆心定位(十字)②冲出浅窝(注意不要打穿!) 钻孔: ①装夹工件②装夹钻头③钻孔 内螺纹加工: ①正确放置工件夹②攻丝开始1-2圈,对丝锥加压力并转动 绞手,检查和校正丝锥的位置。当切入3-4圈螺纹后只须转 动绞手,不需加压力; ③攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈。
六角金山中学)
整体设计
《六角螺母的制作》这节实验课,是在学生对 工艺有了基本的了解的前提下设计的,是配合《技 术与设计1》第四章第一节《工艺》教学内容进行 的。设计这一内容的意图是通过开设实践课程,让 学生亲自体会一些常用钳工工具的使用方法与技巧, 切实提高学生的动手操作能力。 立足实践是本课的特色。学生亲历技能学习的 实践过程,从中可以体验和领悟到技术操作的要领 和思想方法。
课堂小结
指出这堂课学生使用工具时常犯的错误; 肯定学生的制作,展示加工得较好的学生的六 角螺母成品。
教学目标
2.过程与方法: ①通过观察老师的演示,认识各种工具使用时的 方法和技巧; ②通过学生实际操作,学会合理分工、提高工作 效率,并掌握简单的钳工工艺; ③尝试对制作出来的六角螺母进行初步的评价, 培养严谨的技术态度。
教学目标
3.情感态度与价值观: ①亲身体会每一件技术产品来之不易,养成珍惜 财物的品德; ②感受合作的重要性,培养承担分工责任的团队 意识; ③锻炼实践的意志,养成精益求精的精神; ④体验钳工工艺带来的乐趣和成功感。
教学步骤
1.导入新课
2.推进新课
(1)常用钳工工具介绍; (2)示范工具的操作要领; (3)工具使用的注意事项; (4)学生制作六角螺母; (5)学生操作过程中容易出现的问题; (6)作品评价。 3. 课堂小结
导入课程
激情引趣,提出问题: ①日常观察到的螺母有多少种?(实物展示4种 不同的螺母) ②你喜欢的螺母是什么样子? ③我们能手工制作一个螺母吗?
教学策略
本课的教学,将采用“教师为主导,学生为主体,小组协 作,任务驱动” 的方式进行,引导学生进行自主实践,把 握技术要领。 1.为了增加学生的趣味,以制作六角螺母作为主线,以任务 形式为考察点,增加学生的使命感; 2.教师切实的去创造环境,“制作六角螺母”能调动学生的 各个方面的能力,如:动手操作能力、发现并解决问题的 能力、合作学习的能力等。把课堂还给学生、让学生成为 课堂的主体,让学生亲身体会技术过程。 3.本课设计为分组实验,共 8组 每组7人。课程实践为45分 钟,因此准备用10分钟时间讲解和演示制作中工具的操作 要领,30分钟供学生进行制作,3分钟总结和评价。
教材分析
1.教学目标 2.教学重点、难点
教学目标
1.知识与技能 2.过程与方法 3.情感态度与价值观
教学目标
1.知识与技能: ①认识一些常用的钳工工具(老师实物介绍); ②掌握锉刀、样冲、锤子、台钻、台虎钳、丝锥、 角尺的使用方法(老师实物操作示范); ③制作一个指定规格的六角螺母。
推进新课
(5)学生操作过程中容易出现的问题:
①锉刀操作不熟练,螺母侧面加工不平整且六个 侧面大小不一样; ②样冲所冲出的浅窝与所画的圆心不同心; ③开始钻孔时的进给力过大,且一次性钻穿,操 作不太规范; ④螺纹加工完成后,没有用锉刀修整,留在边缘 的铁屑容易划破手指。
推进新课
(6)作品评价:
学生自评、小组评价、教师评价并提出改进建议 ①在指定时间内完成制作20分 ②六角螺母外形规则30分 ③六角螺母表面平整20分 ④六角螺母符合规格10分 ⑤使用工具恰当,不出现意外10分 ⑥整理工具10分
教学重点、难点
1.教学重点: 掌握各种钳工工具的使用方法及安全注意事项。
2.教学难点: ①掌握各种钳工工具的使用方法与技巧; ②合理分配工作提高工作效率。
学情分析
①通过上一节课的学习,学生对工艺已经有了基 本的了解,也渴望能够亲自去体验工艺的过程。 ②大部分学生对钳工的知识接触得比较少,选 《六角螺母的制作》进行实践活动,技术难度合 适,成本较低,安全性也可保证。通过制作一个 六角螺母,可提高同学们对常用钳工工具使用的 熟练程度。考虑到器材和空间的问题,学生制作 以分组分工形式进行。