装配工艺流程图
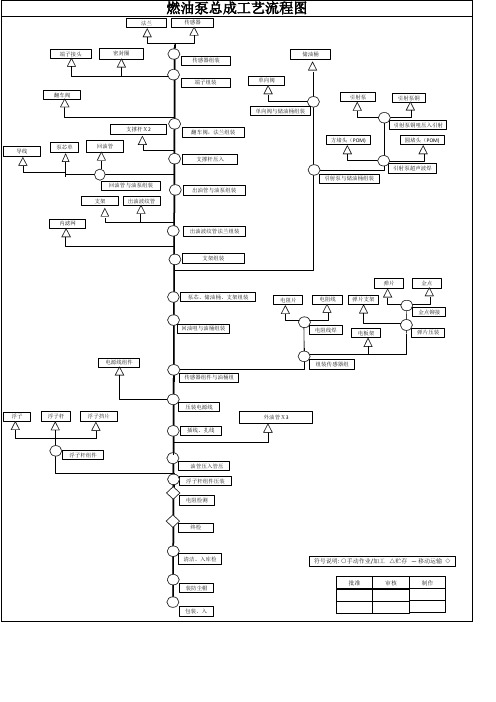
油泵总成装配流程图
法兰
传感器
端子接头
密封圈 传感器组装
储油桶
端子组装 翻车阀
单向阀 引射泵 引射泵铜
单向阀与储油桶组装
支撑杆X2 泵芯单
引射泵铜咀压入引射 翻车阀,法兰组装
方堵头(POM) 圆堵头(POM)
导线
回油管 支撑杆压入
引射泵超声波焊
引射泵与储油桶组装 回油管与油泵组装 支架 出油波纹管
出油管与油泵组装
装防尘帽
批准
审核
制作
包装、入
内滤网 出油波纹管法兰组装
支架组装
弹片
泵芯、储油桶、支架组装
金点
电阻片
电阻线
弹片支架
金点铆接
回油咀与油桶组装
电阻线焊
电板架
弹片压装
电源线组件
组装传感器组 传感器组件与油桶组
压装电源线
浮子Байду номын сангаас
浮子杆
浮子挡片
插线、扎线
外油管X3
浮子杆组件
法油管压入管压入
浮子杆组件压装
电阻检测
终检
清洁、入库检
符号说明: ○手动作业/加工 △贮存 — 移动运输 ◇
装载机装配工艺流程图

组 装
配 重
前 车 架
铰 接 部 件 传 动 部 件
组 装
形成
装
载
机
底
盘
后 驱 动 桥
油 箱 组 装
驾 驶 室 组 装
罩 壳 组 装
仪 表 盘 组 装
手 制 动 部 件 组 装 150
司 机 座 椅 组 装
电 瓶 安 装 及 接 线 170
进 排 气 系 统 安 装 180
添 加 各 种 油 料
后 车 架
装 载 机 装 配 工 艺 流 程 图
10 前 驱 动 桥 装 载 装 置 20 30 电 瓶 箱 组 装 40 分动 箱与 液压 马达 组装 件 50 刹 车 系 统 组 装 60 电 路 布 线 70 功率 输出 部件 组装 80 散 热 装 置 组 装 90 转 向 装 置 组 装 100 液 压 系 统 组 装
组 装
110
120
130
140
160
190
250 门窗玻璃的 安 装 260 驾驶室内部 装 修
240 各种电器元件 的安装 270 第二次调试
230 表面处理及 喷漆 280 各种文件及随 机附件装箱
220 检查调试液压系 统及刹车系统 290 整机检验
210 首次启动发动机 试 车 300 入 库
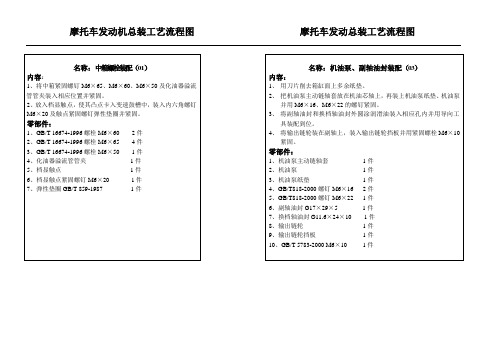
总装工艺流程图
6、垫圈Ø15×1.5 1件
7、密封圈Ø14.5×18.5×2.4 1件
名称:气缸头装配(06)
内容:
1、将正时链条套在曲轴链轮上,装上张紧轮、正时链轮、导向轮、导向轮轴铝垫及导向轮轴并旋入三圈以上。
2、装缸头组件,把正时链轮提到与凸轮轴对齐,插入M6×110螺栓(带垫圈Ø6.2×1.5)进入凸轮轴孔中防止正时链轮滑落。
3、装离合器分离升板、曲轴过油管及弹簧、离合器分离臂。
4、检查离合器紧固螺母扭力。
零部件:
1、自动离合器1件2、离合器盖板1件
3、纸垫1件4、GB/T276-1994轴承1件
5、螺母1件6、防松垫片1件
7、弹性垫圈1件8、曲轴过油管1件
9、弹簧1件
10、离合器分离升板1件
11、离合器分离臂1件
12、GB/T 819.1-2000螺钉M5×7 4件
3、在活塞销表面上涂上润滑油后用手推入活塞销孔,用尖嘴钳将活塞销挡圈镶入槽内。
零部件:
1、A栓M6×202 2件
2、B栓M6×194 2件
3、定位销Ø8×12 26、活塞销1件
7、活塞销挡圈1件
8、气缸体底回油密封圈1件
名称:气缸体装配(05)
内容:
1、转动曲轴,使活塞留在上止点,用手指按住活塞环,把缸体向下推压致活塞全部进入缸体孔内。
10、档显线1件
11、档显线压板1件
12、GB/T 16674-1996螺栓M6×12 1件
名称:气密性检测(关键工序)(13)
内容:
1、将气压调整好后将通气管套在发动机废气管上。
2、将发动机放入水箱中,在保证进排气关闭的状态况下,发动机各部位不允许有气泡,若有气泡的地方用粉笔做好标识,进行返修。
底盘车间装配工艺流程图

2
3
4
5
6
7
8
9
10
发 动 机 与 变 速 箱 分 装
散 热 器 分 装
制 动 系 统 各 阀 类
装 装 配 配 前 后 桥 桥 板 板 簧 簧
装 配 前 后 桥
吊 装 车 架 上 线
装 配 备 胎 升 降 器
装 配 限 位 块
装 配 稳 定 杆 上 支 架
装 配 传 动 轴 保 护 支 架
装 配 减 振 器 上 支 架
装 配 分 动 箱 高 低 速 机 构
铺 装 水 暖 管 路
油 管 接 头 连 接
11
12
加 注 冷 却 液
加 注 油 脂
加 注 汽 车 燃 油
打印 底盘 VIN 码
加 注 汽 车 燃 油
发 动 机 启 动
底 盘 启 明 星 试 验
底 盘 终 检
底 盘 下 线
标 记
处 数
通知单号
签字
日期
编制 校对 审核 批准 日期
装 配 储 气 筒
装 配 空 气 干 燥 剂
制 动 系 统 各 类 阀 装 配 额
车 架 翻 转
装 配 车 轮
装 配 消 声 器
装 配 制 动 管
装 配 燃 油 供 给 系 统
分 装
装 配 发 动 机 及 变 速 箱 总 成
装 配 冷 却 包
装 配 散 热 器 上 下 水 管
装 配 中 冷 器 进 出 气 管
底盘装配工 艺流程图
共 数 量
页 比 例
第
页
东风特汽(十堰) 客车有限公司
装 配 分 动 箱
装 配 传 动 轴
装 配 减 振 器
01---吹膜机组装配流程

吹膜机组装配工艺流程图吹膜机组主要由四个主要部分组成:主机部分、付机部分、牵引部分、电气部分。
主机部分组装过程:减速机→机筒→螺杆→机头座→联接套→旋转器→机头付机部分组装过程:墙板定位、安装→固定杆→收边滑轮支板→卷取辊→电机座→电机→牵引辊→抛刀杆→抛刀→导辊→滑轮→收卷轴→链轮校正→挂链牵引部分组装过程:支架安装→安装上墙板→固定杆→牵引辊→导辊→确定水平位置→固定地角螺栓电气部分:其它三部分组装完成后,由电工接线。
主要部件工艺流程:机头:毛坯→粗车→调质→精车→钻眼→电镀→安装辊:毛坯→下料→镶法兰→焊接→粗车→调整动平衡→磨光(挂胶)→精车编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1。
电子产品装配工艺流程图
电子产品装配工艺流程图电子产品的装配工艺流程图是指通过图形化的方式展示电子产品的装配过程。
它可以清晰地展示每个步骤的顺序和关联,帮助人们更好地理解和掌握电子产品的装配流程。
本文将以电子产品装配工艺流程图为题,介绍电子产品装配的基本流程。
一、准备工作在开始电子产品的装配之前,需要进行一系列的准备工作。
首先是准备所需的零部件和工具,包括电子元件、电路板、焊接工具、螺丝刀等。
其次是准备工作场所,确保工作环境整洁、安全,并配备必要的防静电设备。
最后是准备装配所需的技术文档和说明书,包括电路图、装配图、操作手册等。
二、电路板组装电路板组装是电子产品装配的核心环节。
首先,将电子元件按照电路图的要求,逐个焊接到电路板上。
焊接时要注意控制焊接温度和时间,以免损坏电子元件。
接下来,对焊接完成的电路板进行检测,确保焊接质量良好。
最后,将检测通过的电路板进行清洁处理,去除焊接过程中产生的污染物。
三、外壳组装外壳组装是电子产品装配的外观环节。
首先,根据产品的设计要求,选择合适的外壳材料和外壳结构。
然后,将电路板和其他组件安装到外壳内部,并进行固定。
接下来,安装产品的按键、显示屏、接口等外部部件。
最后,对外壳进行整理和清洁,确保产品外观整洁、无划痕。
四、功能测试功能测试是电子产品装配的重要环节。
在进行功能测试之前,需要确保电子产品的电源供应正常。
然后,按照产品的功能要求,逐个测试各个功能模块的正常工作。
测试过程中要注意记录测试结果,并及时修复测试中发现的问题。
最后,对整个产品进行综合测试,确保产品的功能完备、稳定。
五、质量检验质量检验是电子产品装配的最后一道工序。
在质量检验中,需要对装配完成的产品进行外观检查、功能检查和性能检查。
外观检查主要是检查产品的外观是否符合设计要求、是否有划痕、变形等问题。
功能检查主要是检查产品各个功能模块是否正常工作。
性能检查主要是检查产品的性能参数是否符合规定标准。
六、包装和出厂在通过质量检验后,电子产品需要进行包装和出厂准备。
装配工艺流程图
返修
测试或检验 不合格
返修
合格
无法修好 报废
装配工序
测试或检验 不合格
返修
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
装配工序
装配工序
版本
编制人
编制日期
审核人
审核日期
批准人
批准日期
装配工序 装配工序
装配工序 装配工序
装配工序 装配工序 装配工序
装配工序 页次 1/1
装配工序
装配工序 装配工序 装配工序 装配工序 装配工序
文件编号
装配工序 装配工序
产品装配工艺流程图
装配工序
合格
无法修好 报废
测试或检验 不合格
返修
装配工序 装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
Байду номын сангаас
测试或检验 不合格
汽车制造工艺流程图
轮等总成在分装、组装后送至总装配线并在相应工位上线
所采用的输送、吊装设备。
5
收集信息
整车装配 设备 3.各种油液加注设备:包括燃油、等各种加注设备。
4.出厂检测设备:前束试验台、侧滑试验台、转向试验台、 前照灯检测仪、制动试验台、车速表试验台、排气分析仪。 5.专用装配设备:车号打号机、罗纹紧固设备、车轮装配 专用设备、自动涂胶机、液压桥装小车。
生产线工 艺流程
汽车制造总装生产线工艺流程由存储区、工件装配
区、升降区、检修区、检测区、下线区等组成。
4
收集信息
整车装配 设备
主要包括:装配线所用输送设备、发动机和前后桥等各大
总成上线设备、各种油液加注设备、出出厂检测设备及各 种专用装配设备 1.输送设备:用于总装配线、各总成分装线以及大总成上 线的输送 2.大总成上线设备:指发动机、前桥、后桥、驾驶室、车
进入底盘装配线
底盘与车身定位
完成总装 完成底盘检测调试 底盘检测调试 进入底盘调试 放下底盘托架 准备放下底盘托架
8
车身内部安装完毕 安装转向盘 安装座椅 风窗玻璃安装到位 风窗玻璃涂密封胶 准备安装前风窗玻璃
底盘与车身安装紧固 准备安装车轮 完成车轮安装 准备安装前后保险杠 完成安装前后保险杠 放下吊架
原因、追查责任。
3.装配过程中的常见问题: 装配不到位,接线不到位;油漆、碰毛,拉毛
13
检验评估
总装车间安全
1.进车间实习劳动,一定要穿戴好工作衣裤,裤带的金属搭 扣,衣 服纽扣,钥匙圈不能外露。不能带戒指、手表劳动,以免将车身表面 油漆划破。 2.不能随便进入黄色隔离带 3.严禁动用车辆 4.不要随便操纵汽油加注设备,氟里昂加注设备、冷却液加注设备。 5.不能随便动用车间里的检测及调整设备,以免损坏或影响精度。
总装车间工序图(重要工序)
批准:
审核
编制:
客车装配工艺流程图(底盘改制)
3、油管有无老化、裂纹存在,各总成管路及接头不能松动、漏油;
4、水箱有无破损、漏水现象;
二、主要项目:
1、检查并补足发动机冷却水;
主要质量要求:
一、底盘外观:
1、各个总成件是否齐全;
2、不能有破损、磨花、生锈、螺丝松矿、缺装弹簧垫;
1、底盘路试不少于30Km ;
2、发动机无异响、无漏油、漏水、漏气,制动不跑偏,传动轴不震动,整车无异响,温度正常;
2、检查发动机油、变速箱油、后桥油、方向机油按要求补足;
3、各黄油嘴重打润滑脂;
4、主要部件拧紧力矩;(附表一)(附表二)(附表三)
三、试车
★ 重要工序。
1.发动机装配流程图
总装工艺卡共1页第1页工序号操作容工具和设备1将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。
轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的号数2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数主轴承号=主轴孔+主轴颈号连杆轴承号=连杆大头孔数+连杆轴颈号项目数量零件编号零件名称分组号3装配名称主轴承号和连杆轴承号的选择关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1安装之前要清洗油孔和螺丝孔(用压缩空气)。
把缸体正直平放。
安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。
轴承安装好后,在每个轴承上涂一层机油。
2装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。
项目数量零件编号零件名称分组号安装时应根据主轴承盖上原来所到的记号,按照1到7 的顺序装好,并保证主轴承盖上向前的记号,朝向发动机前方,然后按照双中间到两边的原则,分两次到三次,将主轴承盖螺栓上紧到规定的扭矩。
3装配名称曲轴的安装过程关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。
2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。
在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。