集气管压力自动调节系统使用说明
马钢7.63m焦炉集气管压力控制技术的改进

燃料与化工Fuel & Chemical Processes2021 年 1 月第52卷第1期15马钢7・63 m 焦炉集气管压力控制技术的改进李 强 陈玉村方亮青何谋龙 陈学才(宝武集团马钢股份炼焦总厂,马鞍山243000)摘要:针对7.63 m 焦炉集气管负压设定值手动切换存在的弊端,对集气管压力调控进行技术改进,实现了 6段集气管3种不同压力值在生产、检修等3种时间段的自动切换,提高了超大容积焦炉的自动化操作水平,消除了人工切换带来的弊端遥关键词:集气管;PROven ;高负压;自动切换中图分类号:TQ520.5 文献标识码:B 文章编号:1001-3709 (2021) 01-0015-03Improvement of GCM pressure control for 7.63 m coke ovenLi Qiang Chen Yucun Fang Liangqing He Moulong Chen Xuecai(Baowu Group Masteel Coking Co.,Ltd.,Ma'anshan 243000, China)Abstract : In view of the problems in manually selecting the setting values of GCM negative pressurefor 7. 63 m coke ovens , improvement was done for the GCM pressure regulation to realize automaticchangeover under 3 pressure values for 6 sections of GCMs in three durations such as production or maintenance so as to improve automation level for super-high capacity coke ovens.Key words : Gas collecting main (GCM ) ; PROven ; High negative pressure ; Automatic changeover马钢7#、8#7.63 m 焦炉是从德国UhDe 公司引 进的超大容积焦炉,采用德国DMT 公司研发的PROven 技术,取代了地面除尘站和高压氨水喷射抽 吸的装煤除尘技术。
焦化行业集气管压力自动调节系统运行规程
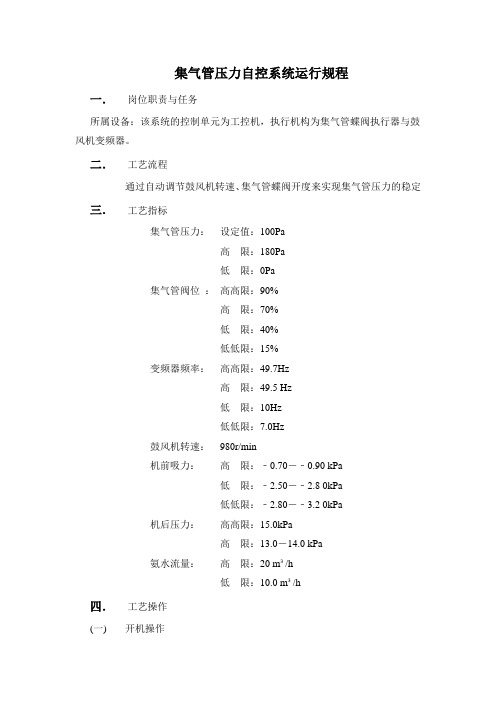
集气管压力自控系统运行规程一.岗位职责与任务所属设备:该系统的控制单元为工控机,执行机构为集气管蝶阀执行器与鼓风机变频器。
二.工艺流程通过自动调节鼓风机转速、集气管蝶阀开度来实现集气管压力的稳定三.工艺指标集气管压力:设定值:100Pa高限:180Pa低限:0Pa集气管阀位:高高限:90%高限:70%低限:40%低低限:15%变频器频率:高高限:49.7Hz高限:49.5 Hz低限:10Hz低低限:7.0Hz鼓风机转速:980r/min机前吸力:高限:﹣0.70-﹣0.90 kPa低限:﹣2.50-﹣2.8 0kPa低低限:﹣2.80-﹣3.2 0kPa机后压力:高高限:15.0kPa高限:13.0-14.0 kPa氨水流量:高限:20 m³/h低限:10.0 m³/h四.工艺操作(一)开机操作1.合上相应的电源开关——向UPS、工控机及24V电源送电。
2.按顺序打开显示器及工控机电源开关。
工控机启动后自动进入“焦炉集气管压力自动控制系统”程序。
3.用鼠标单击屏幕上端的“进入登录”按钮,用自己的账号及密码进行登录,以便获得操作权。
4.单击“Control”按钮,将弹出“集气管蝶阀控制”与“鼓风机控制”界面。
5.打开“集气管蝶阀控制”对话框,此时其“自动/手动”转换开关在“手动”位置,若在“自动”位置,用鼠标单击使其转到“手动”位置,单击确认。
6.在工控机内将集气管蝶阀阀位的设定值设成与目前的实际开度相同,单击“确定”,通知上升管人员将蝶阀的手操器设为“自动”,此时集气管蝶阀在工控机的“手动”控制下。
若集气管压力有变化,可直接修改蝶阀开度的设定值,直至集气管压力达到工艺要求。
7.设定好工艺需要的“集气管压力设定值”,然后将“自动/手动”转换开关转至“自动”位置,确认。
8.打开“鼓风机控制”对话框,根据变频器的实际情况,正确设置变频器状态——界面上显示的变频器状态与该变频器的实际状态相符;然后将该变频器的控制按钮设在“手动”位置。
集气管压力无级模糊控制系统
燃 料 与 化 工
3 9
集气 管压 力 无级 模 糊 控 制 系统
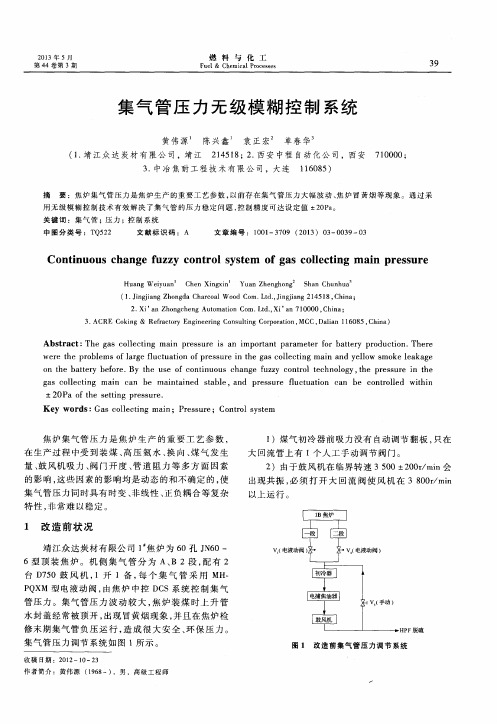
黄伟源 陈兴鑫 袁 正宏 单 春华 ( 1 . 靖 江众 达炭 材有 限公 司 ,靖 江 2 1 4 5 1 8 ; 2 . 西安 中程 自动化 公 司,西安 7 1 0 0 0 0 ;
中 图分 类号 :T Q 5 2 2 文 献 标 识 码 :A 文 章 编 号 :l O O t 一3 7 0 9( 2 0 1 3 )0 3 - 0 0 3 9 一 O 3
Co n t i n uo us c ha ng e f uz z y c o nt r o l s y s t e m o f g a s c o l l e c t i ng ma i n pr e s s ur e
焦 炉 集气管 压 力 是 焦 炉 生 产 的重 要 工 艺 参数 , 在生产 过 程 中受 到装 煤 、 高压氨水 、 换 向、 煤 气 发 生 量、 鼓 风机 吸力 、 阀 门开 度 、 管 道 阻 力等 多 方 面 因素
1 )煤气 初冷 器前 吸力 没有 自动 调节 翻板 , 只在 大 回流 管上 有 1 个 人工 手 动调节 阀 门。 2 )由于鼓 风机在 临 界转速 3 5 0 0± 2 0 0 r / mi n会
3 . 中冶 焦耐 工程技 术 有 限公 司,大连 1 1 6 0 8 5 )
摘 要 :焦 炉 集 气 管 压 力 是 焦 炉 生 产 的 重 要工 艺参 数 , 以 前存 在集 气 管 压 力 大 幅 波 动 、 焦 炉 冒 黄 烟 等 现 象 。 通 过 采 用 无 级 模 糊 控 制 技 术 有 效 解 决 了 集 气 管 的 压力 稳 定 问题 , 控制 精 度 可 达 设 定 值 . 4 - 2 0 P a 。 关 键 词 :集 气 管 ;压 力 ; 控 制 系 统
焦炉集气管压力自动调节技术

集气 管压力 通过 差压 变送器 将压力 信 号传 递
给 P C控 制 系 统 , L 当压 力 在 正 常 范 围 时 , 板 不 翻
抽 吸装 煤过程 中的烟尘 , 使烟 尘进入 到集气 管 , 在
生产 过程 中每 隔 1 m n都要 进行 开停 高压 氨水 操 5i 作, 压力 的升 高 和 降低 均靠 人 工调 节 每个 吸气 弯 管 上 的翻板来 完成 , 主要 存在 以下几 个 问题 : a 人工调 节 劳动强度 大 , 求上 升管 和鼓风 . 要
海 : 海 科 学 技术 出 版 社 ,9 5 1 2 上 1 8 : —1 .
[ . 京 : 民 邮 电 出 版 社 ,0 0 19—18 M] 北 人 2 1 :6 7. 唐克伦 , 张应 迁 , 智 权 . 相 流 搅 拌 器 流 场 数 值 模 梁 多
拟软件 [ ] 计算机辅助工程 ,0 12 ( ) 3 4 . J. 2 1 ,0 1 :7— 1
b .在打 开 3个 高压 氨水后 , 气管压 力会 立 集
即升 高至 2 0 a以上 , 过 较 长 时 间 的 调 节 才 能 0P 通 恢复 至正 常 , 此 时 间 段 内就 影 响装 煤 烟 尘 顺 利 在
开 。在生 产 过 程 中为 了 防 止焦 油 盒 内 氨 水 被 抽 空, 因此 自动 翻板 禁 止 关在 1 。 5 以下 , 为此 程 序 设
r}
rL
[ ] 周艳 , 国璋 . 于组 态 王 的焦炉 推焦 控制 管理 系统 设 2 蒋 基 1 i 计 [ ]化 工 自动 化及 仪表 , 1,79 : 9. J. 2 03 ()9 9 0 6—
[ ] 杨 辉 , 强 . 于 Lb IW 和 A R单 片 机 的 压 力 数 3 周 基 aV E V
PID调节器在焦炉集气管压力调节中的应用

集气管系统包括三个集气管管段的压力控制 , 三个集 气管管道互通 , 并联在一个总管道上 , 因此存在耦合效 应, 导致各个集气管压力的调节相互干扰 , 以稳定 。 难 3 集气管和横冷器管道阻力变化 。荒煤气中部分杂 ) 质会粘凝在衡冷器和煤气管道 内, 实际的煤气流通截 面面积相应变化 , 导致阻力变化 , 风机的实际吸气量改 变, 进而影 响集气管压力。这种阻力 的变化也影响风 机 与集 气 管压 力 之 间 的动 态特 性 。阻力 越 大 , 气 管 集 压 力对 风 机 吸力 越 不灵 敏 。4 推 焦 、 煤 、 ) 装 喷洒 高 压 氨水等强扰动。推焦 、 装煤 , 尤其是喷洒高压氨水 , 引 起集气管压力大幅度波动 , 同时 由于焦炉问的耦合效 应, 诱发整个集气管压力很长时间难以稳定下来 , 由此 引起炭化室压力偏高或者偏低 , 出现冒烟冒火或者负 压 等情 况 。5 焦 炉换 向。焦 炉换 向期 间 , 炉停止 加 ) 焦 热 。在使 用 焦炉煤 气加 热 的情况 下 , 回炉煤气 量减 少 , 使得机后压力改变 , 进而改变风机 的吸气量 , 影响集气 管压力 , 为“ 成 诱发 ” 集气管压力不稳定的根源之一 。 6 焦 炉产气量波动 。每座焦炉在结焦 的不 同阶段产 ) 生 的荒煤 气 的量是 变化 的 , 对于 同一座 焦炉 , 同的结 不 焦周期下单位时间内产生的荒煤气 的量也是不同的。 任何一座焦炉荒煤气发生量 的变化在改变 自身集气管
0 引 言
在焦炉生产工艺中, 为保证焦炭在炭化室里稳定 、 安全 结 焦 , 要 规 定炭 化 室 底部 压 力 结焦 末 期 的压力 需 稍大于燃烧系统 的压力和外界的大气压力 , 该压力 由 集气 管压 力来 控 制 。焦炉集 气 管压力 直 接关 系着 焦炭 的 质量 、 炉体 的寿命 、 工产 品的 回 收率 、 化 回炉 煤气 的 消耗量和环境污染等 ; 而鼓风机前吸力也是影响焦炉 集气管 压力 和整个化产 回收工艺 系统 的关 键 因素 。 PD调节器在集气管压力 自动调节中表现出 良好的可 I 靠性 和 准确 性 。 1 焦炉集气管压力调节 系统 太原煤气化焦化厂有两座 5一 8 Ⅱ型和一座 8 型焦 0 炉, 三座焦炉的三根集气管并用一套冷却器系统进行 收集和冷却 , 如图 1 所示 。
2024年集气管压力和煤气中含氧量的管理规定

2024年集气管压力和煤气中含氧量的管理规定根据现有的科技和环境保护要求,预计在____年,集气管压力和煤气中含氧量的管理将变得更加严格。
以下是一些可能出现的管理规定的概述。
一、集气管压力管理规定:1. 系统安全性规定:集气管系统需要保持系统的稳定和可靠性。
将建立一套维护、检测和改进系统的规定,确保管道及其相关设备的正常运行。
2. 压力监测规定:集气管系统将配备高精度的压力监测设备。
监测点将被确定并实施监测,以确保系统内压力保持在安全范围内。
3. 压力调节规定:根据需求和系统参数,集气管系统将配备合适的压力调节设备。
调节设备将被安装在适当的位置,并按照规定进行定期检查和校验。
4. 管道渗漏管理规定:将建立一套管道渗漏管理规定,要求所有管道的接口和管道本身都要经过密封测试,以减少或消除可能的渗漏点。
5. 扩建和改造规定:集气管系统的扩建和改造必须符合政府制定的规定和审批程序。
在设计和施工过程中,需要考虑周边环境和资源的保护,确保施工安全和减少对环境的影响。
二、煤气中含氧量管理规定:1. 定期监测规定:煤气中含氧量将定期进行监测。
监测点将根据系统的复杂性和安全风险进行合理布置。
2. 含氧量控制规定:根据煤气使用的特殊要求和技术指标,将制定合理的含氧量控制规范。
对于特殊场所和特定的燃烧设备,含氧量的要求将进一步加强。
3. 检测和控制设备规定:为了保证煤气中含氧量的准确监测和控制,将要求煤气供应单位配备先进的检测和控制设备,并进行定期检测和维护。
4. 安全预警和处理规定:一旦煤气中含氧量超出安全范围,相关单位需要立即进行报警并采取相应的应急措施,以减少可能的安全风险和事故。
5. 煤气配送和使用规定:不论是煤气供应单位还是用户单位,都需要遵守煤气配送和使用规定。
这些规定将涵盖输送管道、储气设备、煤气使用设备等方面的要求,以确保煤气供应的安全和可靠。
以上只是对____年可能出现的集气管压力和煤气中含氧量管理规定的一些概述。
焦炉集气管压力自动控制技术方案与制作安装技术规程
焦炉集气管压力自动控制技术方案与制作安装技术规程1、概述:1.1某焦化厂现有2×72孔4.3m捣固焦炉,装煤采用高压氨水侧导技术后,拟对焦炉集气管压力自动控制系统进行改造。
1.2当装煤采用高压氨水M管导烟技术后,装煤期间将对集气管压力产生很大冲击;若高压氨水压力没有采用智能控制,则装煤期间“冒烟”与“煤气含氧量”也不能兼顾。
1.3因为高压氨水装煤时,桥管就相当于一个“喷射器”,靠高压氨水的喷射力将上升管内的气体(煤气+空气)压入集气管,以使上升管形成负压。
由此可见,这个“喷射器”的喷射力决定了装煤时的导烟效果。
但在整个装煤过程中,所需要的喷射力是不一样的。
如果不对喷射力进行调节,那么有时会炉门冒烟严重、又有时会进入大量空气。
在装煤过程中既炉门冒烟,又煤气含氧超标,就充分证明了这一点。
1.4我们的控制系统在装煤过程中可以自动控制高压氨水压力(高压氨水压力是变化的,不是定值)——在不需要很大的喷射力时,系统会自动降低高压氨水压力,以免吸入过多空气使煤气含氧超标;当需要较大喷射力时,系统将自动增大高压氨水压力,同时在工艺技术允许的范围内适当降低集气管压力,以提高上升管的吸力。
因为集气管就是这个“喷射器”的出口——出口压力降低了,自然入口吸力就增加了。
1.5对于采用高压氨水导烟装煤的捣固型焦炉,由于在装煤期间开2-3个上升管的高压氨水,对集气管的瞬间冲击非常大,所以当开始喷高压氨水时,控制系统要同步对鼓风机进行调节,才能保证在装煤期间,将集气管压力的波动控制在最小的范围;而且为了配合导烟装煤,一般需要在装煤的初期将集气管压力控制的稍低一些(以防止炉门冒烟),在装煤的末期需要将集气管压力控制的稍高些(以防止由于关闭炉门、停高压氨水而造成的集气管压力过低)。
1.6在交换机换向时集气管压力波动较大的解决方案:通过控制机后煤气的出处,以解决换向时集气管压力波动大的问题。
1.7回炉煤气占煤气发生量的30%—40%;交换机的工作过程是先关闭煤气旋塞、再进行空气—废气换向、最后打开煤气旋塞。
焦炉集气管压力控制的操作分析
管。
2 集 气管压 力对 焦炉生 产 的影 响 实 际生产 操作 中 ,集 气 管 中的压力 不 断改变 ,特 别是 在焦 炉装 煤 时 ,会 造成 集 气 管压 力大 幅波 动 。集气 管压 力过 低 时 , 空 气会 进入 炉体 ,导 致焦 炭燃 烧 ,降低 煤 气 质量 ,如 果大 量空 气 吸人 到炭化 室及 荒 煤 气 中 ,甚 至会 引起 生产 事故 ;当压力 过 高 时 ,荒 煤 气 将会 从 炉 门 、 炉 盖 等 处 冒 出 ,一 方 面可能 烧毁 炉 门铁件 ,另 一方 面 降低 了荒煤 气 的 回收 率 。压力 波动 过大 , 还 会对 焦 炉除尘 系统 造成 不 利影 响 。焦炉 集 气 管压力 、鼓 风机 前 吸力 是炼 焦及化 产 回收生产工艺上需要控制好的两个重要参 数 。 其 中 焦 炉 集 气 管 各 部 位 压 力 值 的确 定 ,直接 关系 到焦 炉 的温度 控制 、炉 体寿 命 、焦炭 的质 量 、化产 回收 产品 质量及 收 率 、能 源消 耗和环 境污染 等 问题 。
黑化集 团公 司焦 化厂 是焦炉 炼焦 及化 产 回收一 体 的焦化 企业 ,主 要产 品为 冶金 焦炭 、煤 焦油 、粗 苯 、硫酸 铵等 ,年设 计 生产 能 力 为7 5 万 吨 焦 炭 、3 万吨 煤 焦油 、 1 万吨粗苯、0 . 7 万吨硫酸铵 ,其中焦炉系 统和 鼓风 机 系统是 焦炉 炼焦 生产 中 的重要 系统 ,焦 炉集 气管压 力 稳定 与否 ,关 系到 焦炉 生产 的稳 定 、荒煤 气 的输送 及后 续化 产 回收 、硝 酸铵 等生产 系统 的稳定 。 1 焦化 系统工 艺流程 简介 炼 焦 炉 的 荒 煤 气 从 焦 炉 逸 出 ,经 上 升 管 、桥 管 进 入 集 气 管 , 同 时用 循 环 氨 水 喷洒 ,使煤 气 温度 由6 5 0 o c 一 7 5 0 ℃降至 8 0 ℃ 8 5 ℃ ,通过 吸气管 和 气液 分 离器 , 将循 环氨 水及 煤 焦油排 出 。煤气 进入 初冷 器 ,用 江 水 间接 冷却 至 2 0  ̄ C 3 5 ℃。 由 罗 茨鼓风机吸人并提高煤气压力,经硫铵、 终冷 、苯洗 涤工 序送往 焦炉 和化肥 。 由气 液分 离器 中分离 的氨水 和 焦油 流 至机 械化 氨水 澄 清槽 。初冷 器 中冷凝 下来 的冷 凝液经 水封 而入冷 凝液 中间槽 。 煤气管道及鼓风机 中被分离及沉积 下 来 的冷 凝 液 经 水 封 槽 流人 冷 凝 液 中 间 槽 ,再送至机械化氨水澄清槽 ,并于其中 分离 成三 层 ,氨水 、煤 焦油 、焦 油渣 。氨 水 从上 部 自流至 氨水 中间槽 ,泵送 回焦 炉 集 气管 作为 冷却 煤气 之用 ,因而氨水 形 成 个循 环 :集气 管一 气液 分离器 一机 械 化 氨水澄清槽e w Te c h n o l
焦炉集气管压力自动调节的优化
焦炉集气管压力自动调节的优化焦炉的集气管压力因内、外因素都各有不同程度的波动,自控调节也不太理想。
原焦炉因原设计没有反馈信号,致使把输出信号一直作为反馈信号,从而达不到准确高效稳定集气管压力。
优化完善后的焦炉集气管压力控制稳定、数据处理真实可靠、现场调节精准、快速、安全。
通过三段PID调节成功解决了焦炉集气管压力不稳定的问题,荒煤气放散大大减少,优化了焦炭质量,实现了安全、高效、环保的设计理念。
标签:焦炉;焦炉集气管;PID调节焦炉集气管中压力的控制至关重要,集气管中压力出现大的波动就会直接造成调节阀的动作频繁,故障率就会增多,不仅增加了检修次数,同时也增加了维护成本,煤气压力不稳,会缩短炉体的使用寿命,其次煤气放散,不仅造成环境污染,也会影响吸气机的正常运转,一旦发生故障,必会影响焦炉、高炉和干熄焦发电的生产。
综上所述焦炉集气管控制系统的改造已是迫在眉睫,需要集中力量尽快对焦炉集气管中压力進行控制。
1 立项背景近几年,焦炉的集气管压力因内、外因素都各有不同程度的波动,自控调节也不太理想。
原焦炉因原设计没有反馈信号,致使把输出信号一直作为反馈信号,从而达不到准确高效稳定集气管压力。
焦炉集气管压力波动也一直比较频繁,波动范围超过了设定值情况较为严重,最高能过到500Pa到600Pa,最低可达到-200Pa到-100Pa,调节阀的动作也比较频繁,故障率也增多,达到每星期平均检修一次,加大了维护成本,同时煤气压力不稳,会缩短炉体的使用寿命,其次煤气放散,不仅造成环境污染,也会影响吸气机的正常运转。
2 技术内容2.1 总体思路集气管压力由单回路PID调节改为分段PID调节,根据集气管压力输入值与给定值的偏差将PID参数分成三段,集气管压力与给定值偏差小于20Pa按第一套PID参数调节,偏差大于20Pa并且小于40Pa时按第二套PID参数调节,偏差大于40Pa时按第三套PID参数调节,这样实现了偏差小时调节系统趋于稳定,偏差大时在短时间内能够恢复到给定值范围内。
调压器操作指导书
调压器操作指导书1 主要内容及适用范围本指导书规定了燃气调压器运行的检查准备、操作程序和注意事项。
本指导书适用于中石油昆仑燃气有限公司调压器的投用、压力设置和系统运行切换等作业。
2 检查与准备2.1 操作人员要明确所操作燃气系统的压力等工艺参数设置要求。
2.2 检查所用工具、物品是否齐全,穿戴好工作服及劳保用品。
2.3 设定操作压力应遵循由高到低的原则,按步骤逐项进行。
一般设置压力顺序为:放散压力、切断压力、工作压力。
各用气场所可根据其用气特点要求和侧重保护方式的不同,调整各压力的设定值并结合工作实际调整压力设置。
3 操作程序3.1 调压器的投用3.1.1 确认调压器的进出口阀门已关闭。
3.1.2 测试切断阀的复位操作,确认切断阀设置压力正确并处于正常工作状态。
测试中切断阀或附加在调压器上的切断阀在执行了切断动作后须人工进行复位。
3.1.3 测试放散阀,确认放散阀设置压力正确并处于正常工作状态。
打开放散阀前边的控制阀门,使放散管路通畅,放散阀连接的放散管要符合安全要求。
3.1.4 缓慢开启进口阀门,并观察上游压力表是否在允许的压力范围,为避免出口压力表在送气时超量程损坏,可先关闭压力表下阀门,待压力稳定后再开启。
3.1.5 当进口压力正常后,缓慢开启调压器出口阀门,并精确调节调压器的出口压力。
3.1.6 缓慢开启调压器进口阀门,观察低压端压力,压力平稳后逐步全部开启调压器的进出口阀门,实现对系统供气。
3.1.7 低温天气投用调压器要进行排污和保温防冻等措施。
3.1.8 调压器初次投用要加强巡检次数并做好记录。
3.2 调压器的压力设定3.2.1 运行压力的设定3.2.1.1 开启进气阀门前,应仔细检查调压器的所有阀门是否处于关闭状态。
3.2.1.2 缓慢打开主路调压器上燃气入口阀门,并打开进气总管上压力表的控制阀门,观察压力情况。
3.2.1.3 在入口压力稳定状态下,打开调压器前的阀门,缓慢打开监控调压器的调节螺栓,直至达到监控调压器的出口设定压力,锁定监控调压器调节螺栓(若无监控调压器则无此操作步骤)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
集气管压力自控系统使用说明操作要点(斜体字部分为可选项,可能与实际不符)1.工控机USB口上的U盘状运行锁一定不要在运行时取下,否则将损坏工控机!2.若某一集气管压力变送器有故障(或未投产的焦炉),须将该集气管蝶阀的控制方式转为“手动”,并将该集气管压力的设定值设成“0”,这样可以保证工控机对其它集气管的正常自动控制。
3.当故障恢复后转回为“自动”时,一定不要忘记将该集气管压力的设定值恢复成正常值。
4.若集气管压力发生振荡而较长时间不能稳定下来时,可将振幅较大的集气管压力控制方式转为“手动”——用鼠标小范围的修改阀位输出值,待系统稳定后再将其转回“自动”。
5.一旦鼓风机转速超出“高高限——低低限”的范围,工控机将发出语音报警,弹出“鼓风机控制”界面,并同时将该鼓风机的控制方式转为“手动”。
6.在“鼓风机控制”界面内,根据鼓风机的实际情况,正确设置鼓风机状态——界面上显示的鼓风机状态(运行或停止)要与该鼓风机的实际状态相符。
7.鼓风机转速超过上限、鼓风机前吸力低于低限、机后压力高于上限时,鼓风机都将不再自动增速。
8.当“大循环”手动时,要通过“大循环”的辅助调节,使偶合器转速保持在上下限的范围内——当偶合器转速接近下限时适当开大“大循环”、当偶合器转速远离下限时适当关小“大循环”。
9.当采用“循环优先”且转速手动时,要通过鼓风机转速的辅助调节使“大循环”阀位在合适(上下限)的范围内。
10.当遇有停电时,要在UPS停止供电前将控制方式转到 DCS 或“手动”控制,然后按停机操作步骤停工控机——工控机绝不许非法关机。
一.功能简述该装置是以工控机作为控制单元,以集气管蝶阀执行器、鼓风机偶合器(大循环蝶阀执行器)为执行机构的工业自动控制装置。
我们知道,焦炉煤气的发生量是波动的,为了保证集气管压力的稳定,必须使鼓风机的输送量与实际发生量相符。
所以,必须对鼓风机(大循环)进行及时调节,以保证集气管压力的稳定。
该装置就是通过自动调节鼓风机转速(大循环蝶阀开度)、集气管蝶阀开度,以达到稳定集气管压力的目的。
基本工作原理:系统根据反馈的集气管压力与设定集气管压力的比较结果发出控制信号,对集气管蝶阀执行器进行控制——当集气管压力高于设定值(或有该趋势)时,增大集气管蝶阀开度;反之,减小集气管蝶阀开度。
当蝶阀开到一定程度集气管压力仍有高于设定压力的趋势时,工控机将发出增加鼓风机转速(或关小大循环开度)的控制信号,以增大吸力;反之,当蝶阀关到一定程度(该值可设定)集气管压力仍有低于设定压力的趋势时,工控机将发出减小鼓风机转速(或开大大循环开度)的控制信号,以减小吸力。
通过鼓风机转速(或大循环蝶阀开度)的调节,可使集气管蝶阀角度在设定的范围内——保证足够的阻力分数,增加其调节的灵敏度。
最终,系统将稳定在至少有一个集气管蝶阀处于开度较大的状态下,以尽量减小系统的阻力,即最大限度地节省电能。
鼓风机转速(大循环蝶阀开度)是根据集气管蝶阀阀位而非机前吸力进行调节,所以避免了由于机前(气液分离器、初冷器等)设备的阻力变化影响集气管压力——鼓风机(大循环)真正地参与到了集气管压力的控制当中。
由于在正常生产中鼓风机转速(大循环蝶阀开度)只是根据集气管蝶阀阀位进行调节,所以,为了保证生产的安全,软件中设置了机前吸力上限指标——当机前吸力达到我们设定的上限时,不管集气管压力如何,鼓风机都将自动减速(或增大大循环开度),以使机前吸力恢复到安全值,因为当气液分离器等机前系统发生意外堵塞时,若不能及时被发现,机前吸力将迅速上升,煤气含氧量可能会增高,这对电捕的运行是不安全的。
当鼓风机转速接近下限时,(当有大循环自动控制时)大循环蝶阀开度将逐渐开大;当鼓风机转速较高时,大循环蝶阀开度将逐渐关小,以保证鼓风机在允许的范围内运行。
大循环的蝶阀开度也有上下限限制,以确保设备安全。
重要工艺参数可由较高权限的管理者随时修改。
该装置可方便地切换到原控制系统和手动状态。
二.开机操作1.合上相应的电源开关——向UPS、工控机、操作器及24V电源等设备送电。
2.按顺序打开显示器及工控机电源开关。
工控机启动后自动进入“焦炉集气管压力自动控制系统”程序。
3.用鼠标单击屏幕上端的“进入登录”按钮,用自己的名字及密码进行登录,以便获得操作权。
4.单击“Control”按钮,选择“集气管蝶阀控制”与“鼓风机控制”等控制界面。
5.我们首先在“集气管蝶阀控制”卡内单击“集气管选择”——从下拉列表中选择我们欲控制的集气管号(我们这里假设1#集气管),此时其“自动/手动”转换开关应在“手动”位置,若在“自动”位置,需用鼠标单击使其转到“手动”位置(然后要单击“确认”按钮)。
6.与该炉号上升管工取得联系(确认电动执行机构处在电动位置),在工控机内将1#集气管蝶阀阀位的设定值设成与目前的实际开度相同,然后将1#集气管蝶阀的控制方式转到“工控”位置,同时注意观察集气管压力的变化情况——此时集气管蝶阀在工控机的“手动”控制下。
若集气管压力有变化,可直接修改蝶阀开度的设定值(压力高开阀、压力低关阀),直至集气管压力达到工艺要求。
7.设定好工艺需要的“集气管压力设定值”。
然后将“自动/手动”转换开关转至“自动”位置(用鼠标单击)、确认。
此时1#集气管蝶阀在工控机的“自动”控制下。
若工艺指标有变化,直接更改集气管压力的设定值即可。
8.然后依次转换各集气管的控制方式,其方法和步骤与1#集气管的相同(但要注意执行机构的正反作用)。
9.在“鼓风机控制”界面内,根据鼓风机的实际情况,正确设置鼓风机状态——界面上显示的鼓风机状态要与该鼓风机的实际状态相符(我们这里假设B鼓风机运行——单击“鼓风机状态”按钮可使其在“运行”与“停止”间转换);使该鼓风机的控制按钮处在“手动”位置。
10.将B鼓风机的操作器送电(假设运行的鼓风机为B),然后按下该电动操作器的“自动”键(自动指示灯亮),此时鼓风机转速在工控机的“手动”控制下。
根据需要可用鼠标对鼓风机进行加速(点击右箭头按钮)、减速(点击左箭头按钮)操作。
当运行正常后,将该鼓风机的“自动/手动”转换开关转至“自动”位置(用鼠标单击)。
11.当偶合器的执行器自动控制时,要将其电机上的“手动/电动调节轮”向“电动”方向旋紧;当需要“手摇”执行器时,要将其向“手动”方向旋开。
12.在“鼓风机控制”界面内的下端是“大循环”控制项。
与鼓风机的控制项相似——点击“开阀”侧的按钮为开大大循环、点击“关阀”侧的按钮为关小大循环。
将“大循环控制方式转换开关”由“DCS”转为“工控”后(要先将阀位给定值设成与反馈的相同),即可实现大循环阀的工控机控制——点击“自动/手动”转换开关即可实现自动/手动转换。
13.实现工控机控制(无论手动自动)的前提是现场执行机构必须在自动状态且“工控/DCS”转换开关在“工控”位置。
14.只有合法用户登录后才可以进行操作,并且每一项操作都有记录。
所以,为了保证系统的安全,请精心操作,当需要离开时要及时“退出登录”,以免被别人误操作。
三.数据查询✧在“工艺流程”或“时实曲线”界面内,点击任一炉号,即可进入相应炉号的“历史曲线查询”界面。
✧在“历史曲线查询”界面内,点击“查询”按钮,在弹出的“输入新参数”标签内输入需要的参数:起始时间——历史曲线的开始时间;时间长度——历史曲线的时间轴(横坐标)长度;起始值——历史曲线的数值轴(纵坐标)零点的“量程百分数”;数值轴长度——历史曲线的数值轴(纵坐标)长度的“量程百分数”。
✧点击“查询”按钮右侧的时间,可将历史曲线的查询结束时间调到当前时刻。
✧左右指示器可在时间轴上拖动,“左值”与“右值”分别指左右指示器所对应变量的值,界面两端的时间为左右指示器所处变量值的时刻。
✧“最大值”、“最小值”、“平均值”是指处在左右指示器之间的。
四.停机操作当工控机运行不正常或有计划停机时,需按以下步骤进行操作:1.通知有关人员,然后将各集气管蝶阀(及大循环阀)的控制方式转为“DCS”,并由“DCS”自动、操作器电动或操作工现场手摇执行器等方式控制集气管压力。
2.将B(运行着的鼓风机)电动操作器转为手动(按下“手动”键,手动指示灯亮)。
此时可由鼓风机操作工用操作器“电动”控制鼓风机转速——最好点动操作开关,以免过调;也可通过手摇执行器手柄的“手动”方式调节鼓风机转速(需将执行器的手柄拉出,并将其开关旋向手动)。
3.由较高操作权限者登录后,退出“集气管压力自控程序”及操作系统,然后依次关闭计算机、显示器的电源开关。
五. 高级操作1.在“量程调整”界面可进行传感器量程的重新设定。
“变量零点”指传感器的零点0V时的示值,“变量量程”指传感器的量程10V时的示值;“最小值”指工控机内部对应的数字量——“0”对应“0V”,“最大值”指工控机内部对应的数字量——“4095”对应“+10V”。
例:当某传感器的输出为“1—5V”、量程为“-100—+400Pa”时,就将“变量零点”设成“-100”、“变量量程”设成“+400”,“最小值”设成“409”、“最大值”设成“2047”。
这一调整参数需操作者权限大于等于800。
2.原始值的设定方法:在“原始值计算”卡内选择传感器的信号类型、范围及可能接入的电阻值——系统会自动产生合适的“最大值”与“最小值”,然后只需在对应的“最大值”与“最小值”上单击即可。
所以,当不需要更改时,不要在“最大值”与“最小值”上单击!3.集气管蝶阀的正反作用选择按钮要设成与执行器的实际情况相符。
4.操作工的权限应设成300(不要小于300或大于400)——可进行各执行机构的“手动/自动”转换、手动控制的一些操作,也可进行“集气管压力设定值”的修改。
5.退出程序所需的操作者权限为700。
6.权限大于等于900的操作者即有权“配置用户”,所以要求该部分操作者要保管好自己的口令,并随时注意检查是否增加了“越权的用户”。
7.权限大于等于900的操作者可通过屏幕左下端的隐藏按钮打开“信息窗口”查询操作记录。
当查询完毕后,要将该窗口“最小化”,而不要“关闭”(关闭后的操作将不能记录),若不慎关闭后,要再点击一次打开。
8.当某一操作器处于“手动”位置时,要将工控机与之对应的控制方式亦转为“手动”。
要保证阀位反馈信号与阀的实际位置一致。
当某一阀位的反馈信号与给定输出信号有较大偏差(主要是变化趋势不同)时,即可判定该执行器异常。
9.若因执行器故障或停电而使被控参数显示异常时,要及时将各控制选项转为“手动”。
10.若某一集气管压力变送器有故障(或未投产的焦炉),须将该集气管蝶阀的控制方式转为“手动”,并将该集气管压力的设定值设成“0”,这样可以保证工控机对其它集气管的正常自动控制。
11.当故障恢复后转回为“自动”时,一定不要忘记将该集气管压力的设定值恢复成正常值。