抽样检验标准完整版
抽样检查标准

1.范围:
本文件规定了产品检验的抽样规范,适用于本企业生产的密封件生产过程中各工序的检查(包括自检、巡检),半成品的专检、成品的终检、产品入库前的最终检验、出库前的产品最终评审. 但:
⑴.当顾客提出特殊要求时,按双方商定的技术协议执行,并在相应的工艺文件、检
验文件(作业指导书)中规定。
⑵.本文件发布前规定的企业规范、技术文件、工艺文件、检验卡(作业指导书)与
本规范发生矛盾时,以本规范为准。
2.制定依据:
2.1.本文件参考GB2828.1标准制定。
2.2.在确保产品质量处于受控状态的情况下,结合本企业的实际情况而定。
3.职责:
3.1.技术人员在编写各技术文件、检验文件时,应符合本规范规定。
3.2.操作人员、检验人员严格按本规范规定执行。
3.3.各车间负责人监督操作人员贯彻执行本规范。
4.检验体制
根据XX/QP-8.2-01《检验和试验控制程序》的规定,本企业的检验体制列于表1。
5.抽样检验规定
5.1.本企业对产品特殊特性分成以下几类:
A 安全、关键特性-----▽☆
B 重要特性-------------﹡
C 一般特性-------------无符号
如客户有特殊规定,则按客户规定执行。
5.2进料检验
表1
5.2.工序自检及工序巡检及抽检抽样件数见表2
表2
5.3.成品检查(非破坏性检查)的抽样件数见表3
表3
注:1.当抽样数超过批的大小时,进行全数检查。
2.检验发现有不合格品时,将抽样数增大2倍,若全数合格,则可判定本批为合格。
5.4.最终评审的抽样件数见表4
表4。
质量抽样检验标准

七、抽樣方案類型:
7.1一次抽樣方案﹔ 7.2二次抽樣方案﹔ 7.3五次抽樣方案。
九、檢查水平及意義
抽樣檢查中,判斷能力用檢查水平表 示,即判斷能力強,檢查水平高﹔
檢查水平是為確定判斷能力而規定的 批量與樣本之間關系的等級﹔
批量N和合格判定數Ac不變,抽樣檢 查的判定能力隨抽樣量n增加而增加 。
质量抽样检验标准
一、抽樣檢查標准的主要區別: MIL-STD-105E . Major/Minor/Critical
c=0 針對檢驗項目,只要有不合格 則一律拒收。
二、品質檢驗應用之抽樣標准
機械電子輕工等行業用標准:
MIL-STD-105E . Major/Minor/Critical PC業界常用標准:
3.2多次抽樣檢查:每次均按規定的樣本大 小抽樣并作檢查,將各次抽樣結果累計與判 定數組作比較,作出合格、不合格或繼續抽 檢的結論,直至可作出判定為止﹔
3.3序貫抽樣檢查:每次只抽取一個樣品檢 查,一個或若干個樣品檢查后,將累計檢查 結果與相應的判斷標准比較,作出合格、不 合格或繼續抽檢的結論。
四、抽樣檢查類型及定義:
4.1正常檢查:當過程平均接近合格質 量水平時所進行的檢查﹔
4.2加嚴檢查:當過程平均顯著劣于合 格質量水平時所進行的檢查﹔
4.3放寬檢查:當過程平均顯著優于合 格質量水平時所進行的檢查﹔
4.4特寬檢查:由放寬檢查判為不合格 的批,重新進行判斷所進行的檢查, 稱為特寬檢查。
பைடு நூலகம்
十、抽樣方案之要素:
批量N 合格質量水平AQL 檢查水平IL 抽樣方案類型
一次/二次/五次 抽樣檢查的嚴格度
AQL抽样标准(详细完整版)
AQL抽样标准抽样标准是指在进行质量控制和统计分析时,根据一定的规则和方法从总体中选择样本的一套准则。
AQL(Acceptable Quality Level)抽样标准是对产品质量接受水平的定义,并确定了合格品和不合格品的判定标准。
下面是一份详细完整的AQL抽样标准:1. 抽样计划:●确定抽样方案,包括批次大小、抽样数量和抽样级别等。
2. 抽样级别:●根据产品重要性和风险管理要求,选择适当的抽样级别。
常用的抽样级别有I级、II级和III级。
3. 批次大小:●确定每个批次所包含的产品数量。
具体的批次大小取决于生产环境和产品特性。
4. 抽样数量:●根据批次大小和抽样级别,使用统计抽样表(例如ISO 2859-1)或抽样计划软件确定抽样数量。
5. 接受数和拒绝数:●使用统计抽样表或抽样计划软件,根据抽样数量和AQL确定接受数和拒绝数的标准。
6. AQL值:●确定所需的AQL值,即允收质量水平。
AQL值是根据产品的特性和客户需求来确定的。
7. 抽样方法:●选择适当的抽样方法,如单抽、双抽或多抽,以确保样本的代表性和可靠性。
8. 检验方法:●定义适当的检验方法,包括外观检查、尺寸测量、功能测试等。
9. 判定标准:●根据产品规范和要求,制定明确的合格品和不合格品的判定标准。
10. 抽样结果处理:●根据抽样结果,判断批次是否符合AQL标准,并进行相应的质量判定和处理。
11. 抽样记录:●记录每次抽样的情况,包括抽样日期、批次信息、抽样数量、接受数、拒绝数等。
12. 定期评估和调整:●定期评估抽样标准的有效性,并根据实际情况进行必要的调整和改进。
以上是一份详细完整的AQL抽样标准,它是确保产品质量控制的重要手段之一。
通过合理的抽样方案和清晰的判定标准,可以有效地对产品进行抽样检验,保证产品质量符合预期要求。
同时,不断的评估和调整抽样标准,将有助于提高质量管理的效果。
最新GB2828抽样检验标准AQL
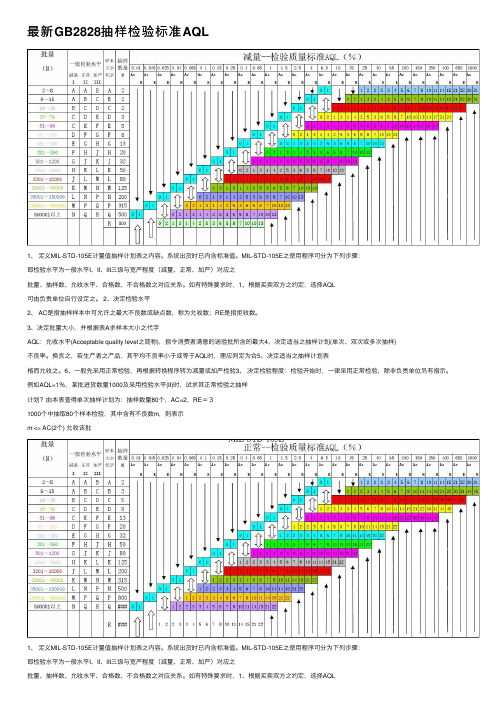
最新GB2828抽样检验标准AQL1、定义MIL-STD-105E计量值抽样计划表之内容。
系统出货时已内含标准值。
MIL-STD-105E之使⽤程序可分为下列步骤:即检验⽔平为⼀般⽔平I、II、III三级与宽严程度(减量、正常、加严)对应之批量、抽样数、允收⽔平、合格数、不合格数之对应关系。
如有特殊要求时,1、根据买卖双⽅之约定,选择AQL可由负责单位⾃⾏设定之。
2、决定检验⽔平2、 AC是指抽样样本中可允许之最⼤不良数或缺点数,称为允收数;RE是指拒收数。
3、决定批量⼤⼩,并根据表A求样本⼤⼩之代字AQL:允收⽔平(Acceptable quality level之简称),指令消费者满意的送验批所含的最⼤4、决定适当之抽样计划(单次、双次或多次抽样)不良率。
换⾔之,若⽣产者之产品,其平均不良率⼩于或等于AQL时,理应判定为合5、决定适当之抽样计划表格⽽允收之。
6、⼀般先采⽤正常检验,再根据转换程序转为减量或加严检验3、决定检验程度:检验开始时,⼀律采⽤正常检验,除⾮负责单位另有指⽰。
例如AQL=1%,某批进货数量1000及采⽤检验⽔平(II)时,试求其正常检验之抽样计划?由本表查得单次抽样计划为:抽样数量80个,AC=2,RE=31000个中抽取80个样本检验,其中含有不良数m,则表⽰m <= AC(2个) 允收该批1、定义MIL-STD-105E计量值抽样计划表之内容。
系统出货时已内含标准值。
MIL-STD-105E之使⽤程序可分为下列步骤:即检验⽔平为⼀般⽔平I、II、III三级与宽严程度(减量、正常、加严)对应之批量、抽样数、允收⽔平、合格数、不合格数之对应关系。
如有特殊要求时,1、根据买卖双⽅之约定,选择AQL可由负责单位⾃⾏设定之。
2、决定检验⽔平2、 AC是指抽样样本中可允许之最⼤不良数或缺点数,称为允收数;RE是指拒收数。
3、决定批量⼤⼩,并根据表A求样本⼤⼩之代字AQL:允收⽔平(Acceptable quality level之简称),指令消费者满意的送验批所含的最⼤4、决定适当之抽样计划(单次、双次或多次抽样)不良率。
抽样检验标准精选(最新)

抽样检验标准精选(最新)G2828.1《GB/T 2828.1-2012 计数抽样检验程序:按接收质量限(AQL)检索的逐批检验抽样计划》G2828.2《GB/T 2828.2-2008 计数抽样检验程序:按极限质量LQ检索的孤立批检验抽样方案》G2828.3《GB/T 2828.3-2008 计数抽样检验程序:跳批抽样程序》G2828.4《GB/T 2828.4-2008 计数抽样检验程序:声称质量水平的评定程序》G2828.5《GB/T 2828.5-2011 计数抽样检验程序:按接收质量限(AQL)检索的逐批序贯抽样检验系统》G2828.10《GB/T 2828.10-2010 计数抽样检验程序:GB/T 2828计数抽样检验系列标准导则》G2828.11《GB/T 2828.11-2008 计数抽样检验程序:小总体声称质量水平的评定程序》G2829《GB/T2829-2002 周期检验计数抽样程序及表》G3358.1《GB/T 3358.1-2009 统计学词汇及符号: 一般统计术语与用于概率的术语》G3358.2《GB/T 3358.2-2009 统计学词汇及符号:应用统计》G3358.3《GB/T 3358.3-2009 统计学词汇及符号:实验设计》G3359《GB/T 3359-2009 数据的统计处理和解释 统计容忍区间的确定》G4087《GB/T 4087-2009 数据的统计处理和解释 二项分布可靠度单侧置信下限》G4088《GB/T 4088-2008 数据的统计处理和解释 二项分布参数的估计与检验》 G4089《GB/T 4089-2008 数据的统计处理和解释 泊松分布参数的估计和检验》 G4091《GB/T4091-2001 常规控制图》G4882《GB/T4882-2001 数据的统计处理和解释正态性检验》G4883《GB/T 4883-2008 数据的统计处理和解释 正态样本离群值的判断和处理》G4885《GB/T 4885-2009 正态分布完全样本可靠度置信下限》G4886《GB/T4886-2002 带警戒限的均值控制图》G4887《GB/Z 4887-2006 累积和图—运用累积和技术进行质量控制和数据分析指南》G4888《GB/T 4888-2009 故障树名词术语和符号》G4889《GB/T 4889-2008 数据的统计处理和解释 正态分布均值和方差的估计与检验》G4891《GB/T 4891-2008 为估计批(或过程)平均质量选择样本量的方法》G6378.1《GB/T 6378.1-2008 计量抽样检验程序 第1部分:按接收质量限(AQL)检索的对单一质量特性和单个AQL的逐批检验的一次抽样方案》G6378.4《GB/T 6378.4-2008 计量抽样检验程序 第4部分:对均值的声称质量水平的评定程序》G6379.1《GB/T 6379.1-2004 测量方法与结果的准确度:总则与定义》G6379.2《GB/T 6379.2-2004 测量方法与结果的准确度:确定标准测量方法重复性与再现性的基本方法》G6379.3《GB/T 6379.3-2012 测量方法与结果的准确度(正确度与精密度) 第3部分:标准测量方法精密度的中间度量》G6379.4《GB/T 6379.4-2006 测量方法与结果的准确度:确定标准测量方法正确度的基本方法》G6379.5《GB/T 6379.5-2006 测量方法与结果的准确度:确定标准测量方法精密度的可替代方法》G6379.6《GB/T 6379.6-2009 测量方法与结果的准确度(正确度与精密度):准确度值的实际应用》G6380《GB/T 6380-2008 数据的统计处理和解释 Ⅰ型极值分布样本离群值的判断和处理》G8051《GB/T 8051-2008 计数序贯抽样检验方案》G8052《GB/T8052-2002 单水平和多水平计数连续抽样检查程序及表》G8054《GB/T 8054-2008 计量标准型一次抽样检验程序及表》G8055《GB/T 8055-2009 数据的统计处理和解释 Г分布(皮尔逊Ⅲ型分布)的参数估计》G8056《GB/T 8056-2008 数据的统计处理和解释 指数分布样本离群值的判断和处理》G8170《GB/T 8170-2008 数值修约规则与极限数值的表示和判定》G8053《GB/T8053-2001 不合格产品率的计量标准型一次抽样检验程序及表》G10092《GB/T 10092-2009 数据的统计处理和解释 测试结果的多重比较》G10093《GB/T 10093-2009 概率极限状态设计(正态-正态模式)》G10094《GB/T 10094-2009 正态分布分位数与变异系数的置信限》G10111《GB/T 10111-2008 随机数的产生及其在产品质量抽样检验中的应用程序》G12315《GB/T 12315-2008 感官分析 方法学 排序法》G13262《GB/T 13262-2008 不合格品百分数的计数标准型一次抽样检验程序及抽样表》G13264《GB/T 13264-2008 不合格品百分数的小批计数抽样检验程序及抽样表》G13340《GB/T13340-1991 产品质量等级品率的确定和计算方法》G13393《GB/T 13393-2008 验收抽样检验导则》G13732《GB/T 13732-2009 粒度均匀散料抽样检验通则》G14437《GB/T14437-1997 产品质量监督计数一次抽样程序及抽样方案》G14459《GB/T 14459-2006 贵金属饰品计数抽样检验规则》G16306《GB/T 16306-2008 声称质量水平复检与复验的评定程序》G16307《GB/T16307-1996 计量截尾序贯抽样检验程序及抽样表》G17039《GB/T17039-1997 利用试验数据确定产品质量与规格相符性的实用方法》G17989《GB/T17989-2000 控制图通则和导引》G21223.1《GB/T 21223.1-2015 老化试验数据统计分析导则 第1部分:建立在正态分布试验结果的平均值基础上的方法》G21223.2《GB/T 21223.2-2015 老化试验数据统计分析导则 第2部分:截尾正态分布数据统计分析的验证程序》G21664《GB/T 21664-2008 工作抽样方法》G22553《GB/Z 22553-2010 利用重复性、再现性和正确度的估计值评估测量不确定度的指南》G22554《GB/T 22554-2010 基于标准样品的线性校准》G22555《GB/T 22555-2010 散料验收抽样检验程序和抽样方案》G26823《GB/T 26823-2011 基于信用原则控制检出质量的零接收数计数抽样检验系统》G31233《GB/Z 31233-2014 分立个体类产品随机抽样实施指南》GJ179A《GJB179A-1996 计数抽样检验程序及表》GJ768A《GJB/Z768A-1998 故障树分析指南》GJ1442A《GJB 1442A-2006 K 检验工作要求》GJ2649《GJB2649A-2011 Z 军用电子元件失效率抽样方案和程序》GJ3585《GJB3585-1999 有线测量及数据处理》GJ3677A《GJB3677A-2006 Z 装备检验验收程序》GJ4442《GJB 4442-2002 进口军用航空产品检验验收规程》GJ20358《GJBz 20358-97 军工产品成品检验验收程序》H275《HB/Z275-1995 民用航空产品首件检验》QJ977B《QJ 977B-2005 非金属材料复验规定》QJ1386A《QJ 1386A-1995 金属材料复验规定》QJ2935《QJ 2935-1997 随机数的产生及检验》SJ20712《SJ20712-1998 计数检查单水平和多水平连续抽样检查和程序及表》56.40SY6714《SY/T 6714-2008 基于风险检验的基础方法》LY1717《LY/T 1717-2007 人造板抽样检验指导通则》。
抽样检验标准完整资料

此文档下载后即可编辑抽样检验标准1.目的:为使进料检验、过程检验、成品检验时有正确之抽样方法及判定依据.2.范围:进料检验、过程检验、成品检验均适用本标准.3.权责:由进料、过程、成品检验员负责实施之.4.定义:4. 1单位产品:为实施抽样检查的需要而划分的根本单位,称为单位产品.4. 2检查批:为实施抽样检查聚集起来的单位产品称之为检查批,简称为批.4. 3批量:批中所包含的单位产品数,称为批量.4. 4样本单位:从批中抽取用检查的单位产品,称为样本单位.4. 5样本:样本单位的全体,称为样本.4. 6样本大小:样本中所包含的样本单位数,称为样本大小.4. 7抽样检验:依照批量大小,抽出不同数量的样本,将该样本按其规格进行检验, 并将检验的结果与预先决定的品质标准比拟,以决定个别的样品是否合格.4. 8不良率:不良品的表示方法.任何数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%即得:不良率= 不良品个数*100%检验单位产品总数4. 9检验方法: 用检验、量测、试验或其它方式将单位产品和其规定的要求加以比拟的方法.4. 10抽样方案: 样本大小和判定数组结合在一起,称为抽样方案.4. 11抽样程序: 使用抽样方案判断批合格与否的过程,称为抽样程序.4. 12类别:根据产品质量性能和使用过程的重要程度,由高到低依次分为A、B、C三类.A类:成品及构成产品的最主要原料.其质量直接影响最终产品的质量性能, 严重的可能直接导致产品报废.B类:半成品及重要原材料.其质量直接影响产品的质量性能,导致产品重要性能指标的下降.C类:一般原材料,可以根据情况进行检测,备案.不会对产品的主要性能产生影响,不直接影响产品的应用性能.说明:原材料分级规定详见附件?原材料分类?5作业内容:5.1 A类原材料需100%检测,B类抽检,C类凭合格证检验,抽样比率如下:5.2米购回的物品必须检测其产品合格证,检测其产品规格或技术参数是否符合本5.3 A类产品交检不良率限制在5%以内,B类产品交检不良率限制在7%以内, C类产品交检不良率限制在10%以内,超出此范围,质检部会同采购、生产、技术部门共同召开质量评审会,查明原因,找出解决方法,提升产品质量.**医疗设备2021-8-2**治疗机附件原材料分类表1: A类原材料表2: B类原材料表3 :C 类原材料。
GBT2828抽样检验规范
文件制修订记录1.0目的指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料、成品检验的判定符合AQL标准之要求。
2.0 范围适用于本公司所有的进料、半成品、成品检验。
3.0职责检验员负责AQL抽样计划的执行。
4.0 定义4.1AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平。
4.2CR:(Critical)致命缺陷。
4.3MA:(Major)严重缺陷,也称主要缺陷。
4.4MI:(Minor)轻微缺陷,也称次要缺陷。
5.0 作业细则5.1抽检方案依据接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1-2012)及抽样表,其中检查水平为一般检查水平Ⅱ级。
5.2样本的抽选按简单随机抽样, 从批中抽取作为样本的产品。
但是,当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。
按此方式,各子批或各层的样本量与子批或层的大小是成比例的。
5.3抽取样本的时间样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。
两种情形均应按5.2抽选样本。
5.4二次或多次抽样如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选。
5.5正常、加严和放宽检验5.5.1检验的开始除非负责部门另有指示,开始检验时应采用正常检验。
5.5.2检验的继续除非转移程序(见 5.5.3)要求改变检验的严格度,对连续的批,正常、加严或者放宽检验应继续不变。
转移程序应分别地用于不合格或不合格品。
5.5.3转移规则和程序(见附件1)5.5.3.1正常到加严当正在采用正常检验时,只要初次检验中连续5批或少于5批中有2批是不可接收的,则转移到加严检验。
本程序不考虑再提交批。
5.5.3.2加严到正常当正在采用加严检验时,如果初次检验的接连5批已被认为是可接收的,应恢复正常检验。
5.5.3.3正常到放宽当正在采用正常检验时,如果下列各条件均满足,应转移到放宽检验5.5.3.3.1连续至少15批检验合格;5.5.3.3.2生产稳定;5.5.3.3.3负责部门认为放宽检验可取。
(抽样检验)抽样标准最全版
(抽样检验)抽样标准抽样检验标准1.0目的对入厂外协件进行有效的质量控制,防止未经检验合格的产品投入使用和加工,确保入厂外协件能最大限度地满足X公司产品的质量要求,规范品管来料检验作业,保证来料符合X公司的质量要求。
2.0范围适用于X公司采购零部件的检验和质量监督,不包括合格供应商的新品或新供应商的样品。
3.0权责3.1质量部长:外协厂家的质量控制和反馈3.2外检班长:检验作业的安排和督导3.3检验员:外协件的检验4.0作业内容4.1检验实物和《检验通知单》是否壹致4.2检索AQL值和样本量4.3按外协件抽样方案随机抽取样品4.4根据图纸要求检验规格尺寸4.5根据检验结果如实填写《检验通知单》4.6如来料检验合格,检验员将《检验通知单》交仓管办理入库手续;若不合格做不合格标识交由采购退货5.0抽样方案采用计数调整型抽样方案,检验水平为壹般检验水平Ⅱ,抽样类型为二次抽样,初始抽样方案为正常检验二次。
5.1AQL取值检索表根据零部件的不同供应商和类型,在表5-1壹般附件AQL值、5-2壹般加工零件AQL值、5-3毛坯件及半成品件AQL值中检索相应的AQL值5.2选取样本量根据《检验通知单》上提供的产品数量,查找相应的样本量字码。
当批产品总数在1-小批中时,采用全检。
根据相应的样本量字码在表5-5正常检验二次抽样方案、5-6加严检验二次抽样方案、5-7放宽检验二次抽样方案中查找相应的样本数和Ac、Re值。
表5-5正常检验二次抽样方案*——使用相应的壹次抽样方案,见表5-8正常壹次检验抽样方案表5-6加严检验二次抽样方案*——使用相应的壹次抽样方案,见表5-9加严壹次检验抽样方案*——使用相应的壹次抽样方案,见表5-10放宽壹次检验抽样方案表5-8正常壹次检验抽样方案表5-9加严壹次检验抽样方案5.3正常检验二次、加严检验二次和放宽检验二次的抽样方案和相互转换转换条件:正常检验转为加严检验:连续五批中有俩批不合格;加严检验转为正常检验:连续五批全部合格;正常检验转为放宽检验:连续五批全部合格;放宽检验转为正常检验:有任意壹批不合格;返修件全部使用加严检验但不参和条件转换;;暂停检验:自加严检验累计俩次批不合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
抽样检验标准
HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】
抽样检验标准
1. 目的:
为使进料检验、过程检验、成品检验时有正确之抽样方法及判定依据。
2. 范围:
进料检验、过程检验、成品检验均适用本规范。
3. 权责:
由进料、过程、成品检验员负责实施之。
4. 定义:
4. 1 单位产品: 为实施抽样检查的需要而划分的基本单位,称为单位产品。
4. 2 检查批: 为实施抽样检查汇集起来的单位产品称之为检查批,简称为批。
4. 3 批量: 批中所包含的单位产品数,称为批量。
4. 4 样本单位: 从批中抽取用检查的单位产品,称为样本单位。
4. 5 样本: 样本单位的全体,称为样本。
4. 6 样本大小: 样本中所包含的样本单位数,称为样本大小。
4. 7 抽样检验:依照批量大小,抽出不同数量的样本,将该样本按其规格进行检验,并将检验的结果与预先决定的品质标准比较,以决定个别的样品是否合格。
4. 8 不良率: 不良品的表示方法。
任何已知数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%即得:
不良率=? 不良品个数 *100%
检验单位产品总数
4. 9 检验方法: 用检验、量测、试验或其它方式将单位产品和其规定的要求加以比较的方法。
4. 10 抽样计划: 样本大小和判定数组结合在一起,称为抽样计划。
4. 11 抽样程序: 使用抽样计划判断批合格与否的过程,称为抽样程序。
4. 12类别:根据产品质量性能和使用过程的重要程度,由高到低依次分为A、B、C 三类。
A类:成品及构成产品的最主要原料。
其质量直接影响最终产品的质量性能,严重的可能直接导致产品报废。
B类:半成品及重要原材料。
其质量直接影响产品的质量性能,导致产品重要性能指标的下降。
C类:一般原材料,可以根据情况进行检测,备案。
不会对产品的主要性能产生影响,不直接影响产品的应用性能。
说明:原材料分级规定详见附件《原材料分类》
5作业内容:
5.1 A类原材料需100%检测,B类抽检,C类凭合格证检验,抽样比率如下:
5.2 采购回的物品必须检测其产品合格证,检测其产品规格或技术参数是否符合本公司采购的要求,强制性产品必须检查是否印有3C标志及合格证。
5.3 A类产品交检不良率控制在5%以内,B类产品交检不良率控制在7%以内,C类产品交检不良率控制在10%以内,超出此范围,质检部会同采购、生产、技术部门共同召开质量评审会,查明原因,找出解决办法,提高产品质量。
**医疗设备有限公司
2015-8-2
附件 **治疗机
原材料分类表1:A类原材料
表2:B类原材料
表3:C类原材料。