钻铣床点检保养标准作业指导书
数控钻床保养内容及检查标准
数控钻床保养内容及检查标准1. 保养内容- 清洁:定期清洁数控钻床以去除积尘、油污和金属屑等。
清洁应包括外表面、内部部件和顶部滚轮等。
使用合适的清洁剂和工具,避免使用腐蚀性物质。
清洁:定期清洁数控钻床以去除积尘、油污和金属屑等。
清洁应包括外表面、内部部件和顶部滚轮等。
使用合适的清洁剂和工具,避免使用腐蚀性物质。
- 润滑:定期对数控钻床的关键部位进行润滑,以减少磨损和摩擦。
使用适合的润滑剂,按照制造商的建议进行润滑,不要过度或不足。
润滑:定期对数控钻床的关键部位进行润滑,以减少磨损和摩擦。
使用适合的润滑剂,按照制造商的建议进行润滑,不要过度或不足。
- 紧固:检查数控钻床的紧固件(如螺栓、螺母等)是否松动,如果有松动现象,应及时紧固以保持设备的稳定性和安全性。
紧固:检查数控钻床的紧固件(如螺栓、螺母等)是否松动,如果有松动现象,应及时紧固以保持设备的稳定性和安全性。
- 电气部分检查:检查数控钻床的电气部分,保证电线的连接良好,开关操作正常,电源稳定可靠。
如发现异常情况,应及时修复或更换损坏的电气部件。
电气部分检查:检查数控钻床的电气部分,保证电线的连接良好,开关操作正常,电源稳定可靠。
如发现异常情况,应及时修复或更换损坏的电气部件。
- 冷却系统检查:检查数控钻床的冷却系统,确保冷却液正常流动和温度控制良好。
清洁冷却系统中的堵塞物,并定期更换冷却液。
冷却系统检查:检查数控钻床的冷却系统,确保冷却液正常流动和温度控制良好。
清洁冷却系统中的堵塞物,并定期更换冷却液。
2. 检查标准- 机床结构:检查机床结构是否稳定,是否有变形或松动现象,并进行必要的调整和紧固。
机床结构:检查机床结构是否稳定,是否有变形或松动现象,并进行必要的调整和紧固。
- 运动系统:检查数控钻床的各个运动系统(如横向移动、纵向移动、主轴转动等)是否灵活,是否有异常声音或异样,备件是否磨损严重,是否需要更换。
运动系统:检查数控钻床的各个运动系统(如横向移动、纵向移动、主轴转动等)是否灵活,是否有异常声音或异样,备件是否磨损严重,是否需要更换。
3K0204铣床操作及保养标准书
2.3異常處理
2.3.1發現刀具不動,銑床主軸空轉時,應立即停止進刀,再關掉主軸馬達開關,檢查是因刀具夾持不夠緊,還是因刀具磨損,阻力增大所致。
2.3.2發現所銑之廢料顏色變黑(工件是銅或鐵),此乃刀具磨損之故,應立即停機研磨刀具,必要時,應可上適當的冷卻液。
3.3操作時不允許戴手套,但必須戴防護眼鏡.
4.保養規定
4.1平常保養
4.1.1作業前準備:潤滑油、油槍等工具。
4.1.2保養方法
4.1.2.1檢查電源、皮帶、保護罩及螺絲是否完好無松動、破損。
4.1.2.2根據機床潤滑示意圖,對機床進行潤滑。
4.1.2.3檢查動轉、聲音等来自無異常。4.1.2.4清理工作台,噴射適量的防鏽油。
6.4銑床定期檢查保養表43K020404
核準
審核
制訂
智得電子制品有限公司
主辦單位:開發工程
操作標準類
標準書號:3K0204
版次:第0版,頁次: 1/2
生效日期: 2009/05/01
銑床操作及保養標準書
1.適用范圍
銑削工件之銑床。
2.內容
2.1作業前準備
2.1.1檢查項目:檢查磨擦部位是否潤滑充分;檢查校正虎鉗與工作台運動方向是否垂直或平行。打開電源,使銑床慢速運轉1-3分鐘,檢查三角帶松緊度如何,有無異常響動;檢查待銑工件,了解其材質、加工部位,選擇加工方式。
智得電子制品有限公司
主辦單位:開發工程
操作標準類
標準書號:3K0204
版次:第0版,頁次: 2/2
生效日期:2009/05/01
銑床操作及保養標準書
4.1.3注意事項:保養時要關掉電源,按標示加油和加油次數。
数控龙门铣床点检及维护保养标准作业指导书(仅参考)
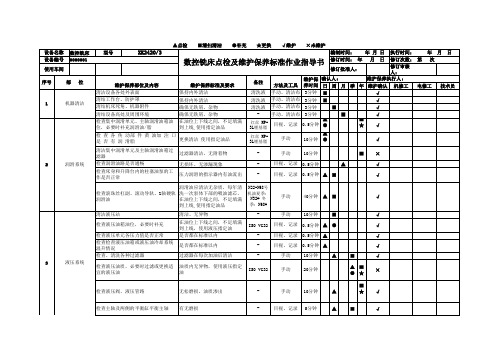
编制时间: 年 月 日 执行时间: 年 月 日 数控铣床点检及维护保养标准作业指导书 修订时间: 年 月 日 修订次数: 第 次 修订批准人: 修订审核人: 确认人: 维护保养执行人: 维护保 备注 方法及工具
维护保养标准及要求 养时间 日 周 月 季 年 维护确认 机修工 电修工 技术员 主轴的齿轮润滑油液面不可超 ▲ 过主轴油镜孔中心位置。从油 ISO VG32 目视、记录 0.5分钟 √ ● 镜看不到润滑油时,再加润滑 油至规定位置。 目视 冷却水无外漏现象 0.5分钟 ▲ √ 水位在上下线1/2以上,不足补 目视 0.5分钟 ▲ √ 充 滤网干净无杂物 5分钟 ■ √ 手动 持证电工 目视 0.5分钟 ▲ ▲ √ √ √ √ ★ ■ ★ ▲ × √ √ √ ★ ▲ ★ ■ ▲ ■ ▲ ■ √ √ √ √ √ √ √ √
4
冷却系统
清洗水箱内滤网 检查油冷机油量是否充足,油路是否 油路完好无堵塞、泄露 堵塞,是否泄漏 更换合格的切削液,水箱清洁 更换切削液,并清洗水箱 无杂物和油污 检查刀具安装与拆卸是否正确 按操作手册基准正确安装拆卸 检查切屑是否该清理 无切屑堆积 检查主轴锥孔内是否有污物,锥面是 锥孔内无污物,锥面受损及时 否受损 更换 检查主轴、各变速箱是否发出异常声 无异响,如有异响及时维护 音 5 机械系统 检查螺栓松动情况(如:主轴箱、液 螺栓无松动 压阀、油路管接头、各电机/泵等) 检查各轴滑动护板上的毛刷、各导轨 无缺失 清扫器完好情况 检查导轨、滚珠丝杠清洁情况,有无 清洁、无损,如有受损及时维 拉、研、碰伤 护 机床水平度是否达到要求 机床水平在基准以内 刀柄是否有损伤 无损伤,如有受损及时维护 检查电气柜散热风扇工作状态是否良 无异响,如有异响及时维护 好 检查电气柜内是否有粉尘需要清洁 清洁无尘 清洁电气柜防尘滤网 6 电气系统 清洁无积垢
数控龙门铣床点检及维护保养标准作业指导书(仅参考)
-
目视 0.5分钟 ▲
√
检查切屑是否该清理
无切屑堆积
- 手动、清洁布 0.5分钟 ▲ ■
√
检查主轴锥孔内是否有污物,锥面是 锥孔内无污物,锥面受损及时
否受损
更换
-
检查主轴、各变速箱是否发出异常声 音
无异响,如有异响及时维护
-
目视 听
0.5分钟 ▲ ■ 0.5分钟 ▲
★×
■
★
√
检查螺栓松动情况(如:主轴箱、液 压阀、油路管接头、各电机/泵等)
-
目视 0.5分钟
★
√
检查电气柜散热风扇工作状态是否良 好
无异响,如有异响及时维护
-
目视 0.5分钟 ▲
√
检查电气柜内是否有粉尘需要清洁 清洁无尘
持证电工
手动
20分钟
■ ▲
√
清洁电气柜防尘滤网
清洁无积垢
-
手动
10分钟
■
√
检查各电机温升情况、电机风扇工作 电机无异常高温、风扇正常运
状态是否良好
转,如有异常及时维护
检查滚珠丝杠副、滚动导轨、Z轴硬轨 洗一次泵体下部的吸油滤芯, 机油夏季:
润滑油
在油位上下线之间,不足填满 N32# 冬
手动
40分钟 ▲ ■
√
到上线,使用指定油品
季:N68#
清洁液压站
清洁、无异物
-
手动
10分钟
■
√
检查液压油箱油位,必要时补充
在油位上下线之间,不足填满 到上线,使用液压指定油
ISO VG32 目视、记录 0.5分钟 ▲ ●
√
清洗丝杠和导轨表面
丝杠和导轨面清洁无油污和铁
铣床作业指导书
铣床作业指导书一、任务背景铣床是一种常用的金属加工设备,广泛应用于各种机械加工领域。
为了保证铣床的正常运行和操作人员的安全,制定一份详细的铣床作业指导书是非常必要的。
二、作业环境要求1. 作业场所应保持通风良好,避免有害气体积聚。
2. 作业区域应干燥、整洁,无杂物堆放。
3. 作业区域应有足够的照明设备,确保操作人员能够清晰地看到工作区域。
4. 作业区域应设置明显的安全警示标识,提醒人员注意安全。
三、操作人员要求1. 操作人员应经过专业培训,熟悉铣床的结构、性能和操作方法。
2. 操作人员应佩戴符合标准的个人防护装备,包括安全帽、防护眼镜、防护手套等。
3. 操作人员应保持清醒状态,严禁酒后操作铣床。
4. 操作人员应按照规定的操作程序进行操作,严禁擅自修改或忽略操作步骤。
四、铣床操作步骤1. 开机准备a. 检查电源线是否接触良好,电源开关是否处于关闭状态。
b. 检查润滑油是否充足,润滑系统是否正常工作。
c. 检查刀具是否安装正确,夹具是否牢固。
2. 调整工作台和夹具a. 根据工件的尺寸和形状,选择合适的夹具,并进行安装。
b. 调整工作台的位置,使工件与刀具之间的距离符合要求。
3. 设定切削参数a. 根据工件材料和形状,选择合适的切削速度、进给速度和切削深度。
b. 根据切削参数,调整铣床的速度和进给手柄的位置。
4. 开始铣削a. 打开电源开关,启动铣床。
b. 用手轻轻触碰工件,确保刀具与工件之间的距离符合要求。
c. 按下进给手柄,使刀具开始铣削工件。
d. 注意观察切削情况,及时调整切削参数,确保加工质量。
5. 完成加工a. 当工件加工完成后,停止铣床的运行。
b. 关闭电源开关,断开电源。
六、安全注意事项1. 操作人员在操作铣床时,应集中注意力,严禁分心或进行其他无关操作。
2. 操作人员应远离刀具和工件,避免发生意外伤害。
3. 在调整工作台和夹具时,应先停止铣床的运行,并等待刀具完全停止后再进行操作。
4. 切削过程中,不得用手直接接触刀具或工件。
铣床日常点检标准作业指导书
铣床日常点检标准作业指导书
设备名称:铣床X60 标记符号:点检状态:运行中?,开机
前?。
点检周期S班D天W周M月Y年
点检部位(如图所示) 点部位点手段要求点检周期点检状态检检规格位内操维操维置容作护作护
员员员员电操作按钮动手试功能1S ? 器作正常
操电控柜外目视无损1S ? 作观坏,
机功能
构正常
电源开关外目视无损1S ?
观坏,
功能
正常
照明灯外目视无损1S ?
观坏,
功能
正常
润油箱指示外目视不能1S ? 滑窗口观低于油油标
指1/3
示每日注油外目视油量1S ?
油标观足够
每月换油外目视无损1S ?
窗口观坏,
功能
正常
导轨面润外目视无损1S ?
滑观坏,
功能
正常
动电动机外耳无损1S ? 力观听,坏,
机目视功能
构正常
操作手柄外手试无损1S ?
观坏,
功能
正常
主轴变速外手试无损1S ? 手柄观坏,
功能
正常
其底座表面外目视无损1S ?
他观坏,
功能
正常
机床,周围外目视无损1S ? 环境观坏,功能
正常
冷却按钮动目视无损1S ?
作坏,
功能
正常
冷却水管外目视无损1S ?
观坏,
功能
正常。
铣床加工中心保养作业指导书
铣床加工中心设备保养作业指导书(ISO9001-2015)铣床(加工中心)类设备一级保养内容时间保养内容班前1、擦拭外表及滑动面。
2、检查各操纵手柄及电器开关,要求位置正确无松动,动作灵活。
3、检查各紧固件无松动。
4、检查各安全装置完整、安全、灵活、准确、可靠。
5、检查外部电器及地线,保证牢固可靠。
6、按润滑图表加油。
7、低速启动运转,声音正常,润滑良好。
班中1、严格遵守操作规程。
2、操作中要通过听、看、摸、闻等方法观察设备的运转情况,发现问题及时处理。
3、遇到故障实行“停、呼、待”。
班后1、清扫切屑,认真擦拭外表及各滑动面。
2、做到一空三后。
即:操纵手柄、开关放在空位,尾座、大、中拖板放在后部。
3、做好交接班周末1、全面擦拭机床各部,保持漆见本色铁见光。
2、检查紧固件无松动。
3、检查、清洗油线及毛毡。
4、润滑各部位。
铣床(加工中心)类设备二、三级保养内容序号部位二级保养内容三级保养内容1 床身及外表1、擦洗机床表面及死角,做到漆见本色铁见光。
同左2、清除导轨面毛刺。
3、检查紧固件、操纵装置做到齐全可靠。
2 主轴变速箱1、各定位手柄无松动,灵活可靠。
2、检查紧固横梁和立铣头牢固可靠。
1、同左2、检查传动系统,修复更换磨损件。
3、检查主轴,调整主轴间隙。
3 走刀箱1、各变速手柄无松动。
1、同左2、清洗换油,检查传动系统、链条,更换修复磨损件。
4 工作台1、清洗各部,台面应无毛刺,凸起处应刮平。
2、调整导轨斜铁的间隙。
1、擦洗调整丝杠、丝母间隙及轴向窜动。
2、清洗手压油泵。
1、同左2、检查修复工作台及导轨磨擦面的毛刺和研伤。
3、更换或修复磨损件。
4、调整各部间隙。
5 刀杆轴及刀架1、清洗各部件消除滑动面毛刺。
2、调整导轨斜铁。
1、同左2、更换或修复磨损件。
6 润滑1、清洗各油管、油毡,要求油路畅通。
油标醒目,按规定加油。
2、检查自动润滑部位。
1、同左2、清洗油泵、过滤器,更换润滑油,消除渗漏。
3、液压系统检查清洗液压件。
026工模钻床操作保养作业指导书
5.2.4检查线路部分是否良好;
5.2.5检查机械部分是否良好。
6、附件
无
5.1日常保养(每天保养一次):
5.1.1机身表面清洁;
5.1.2检查各轴承是否润滑;
5.1.3检查电源开关是否良好;
5.1.4检查夹具是否良好;
5.1.5检查固定装置是否良好;
5.1.6检查电源线是否良好。
5.2定期保养(每月保养一次):
5.2.1各润滑点加润滑油;
5.2.2检查上下调整是否良好;
1、目的:
让每个操作人员了解、熟悉机器的基本操作和注意事项,以减少故障发生,提高生产效率。
2、适用范围:
适用于工模房模具加工过程中所使用的钻床。
3、作业内容:
3.1操作前须知:
3.1.1将电源关合接通。
3.1.2钻头加固紧,加工件要夹紧于工作台或批士。
3.1.3工作台面要清洁,以避免加工之垂直度改变。
3.2操作顺序:
3.2.1装所需加工之钻头,锁紧。
3.2.2调整摇臂及机头,找到所需加工之座标。
3.2.3调整转速。
3.2.4开机,注意转向(顺时针)。
3.2.5加冷却水。
4、注意事项:
3.3.1不得戴手套作业。
3.3.2不得用手扯钻出之铁花。
3.3.3加工件要紧固好,以免“打飞机”伤人。
5、维护保养:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
保养状态:○运行中 保养 位置 变速 齿轮、轴 箱体 润滑油 走刀 齿轮、轴 箱 光杠、丝杠 泵 供油泵、冷却泵
设备型号:ZX50C
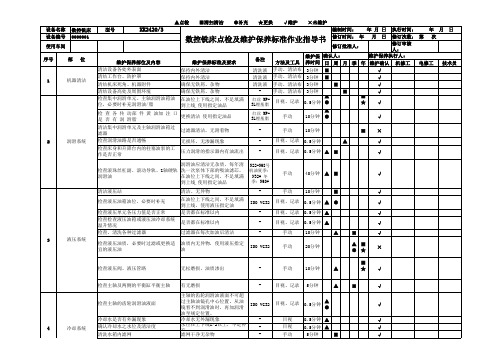
点检周期:S班 D天 W周 M月 Y年 要求规格(标准值) 无破损、无松动,功能正常 点检周期 操作者 1S 1S 1S 1S 1S 1S 1S 1S 1S 1S 1S 1D 1D 周期: M月 要求规格(标准值) Y年 保养周期 3M 6M 1Y 1Y 1Y 1Y 1Y 1Y 保养 状态 ■ ■ ■ ■ ■ 维护者 1W 1W 1W 1W 1W 1W 1W 1W 1W 1W 1W 1W 1W
动作 耳听 运行正常、无异常声响 外观 目视 油位高于油窗最低液位线,油品清亮、无杂质、无渗漏 动作 耳听 运行正常、无异常声响 外观 目视 无铁屑、清洁、润滑良好 外观 目视 无铁屑、无冷却液、清洁、润滑良好 动作 手试 功能可靠 外观 目视 安全电压照明灯 外观 目视 无铁屑、无冷却液、清洁 动作 耳听 运行正常、无异常声响 外观 目视 无油污、废料、杂物 外观 目视 无油污、无损坏
设备点检、保养标准作业指导书
设备名称:钻铣床
点检状态:○运行中 点检 位置 操作 按钮及指示灯 机构 变速 齿轮、轴 箱体 润滑油 走刀 齿轮、轴 箱 光杠、丝杠 立柱 道轨 电器 急停按钮 机构 照明灯(36V24V) 工作 工作台、台虎钳 台 泵 供油泵、冷却泵 其它 机器周围的清扫及整理 机器本体 ■开机前 保养部件 图号 2 3 8、9 运行正常、无异常声响 油位高于油窗最低液位线,油品清亮、无杂质、无渗漏,必要时更换 运行正常、无异常声响 无铁屑、清洁、润滑良好 运行正常、无异常声响 ■开机前 点检部件 图号 1 2 3 4 5 6、7 8、9 10 点检 点检 内容 方法 外观 目视 动作 手试