挤压丝锥
挤压丝锥

导入锥体长度 l4 头数 > 2 至 3.5 > 3.5 至 5.5 > 1.5 至 2
预钻孔直径 用于挤压丝锥
预钻孔直径 用于挤压丝锥
45°最大
d3
l4 有整尖端的导入锥体
型 C, D 1,0 P 最大 型E 0.5 P 最大
d3
l4
无整尖端的导入锥体
13
图例
导入锥体 导向件 润滑槽 轴颈 刀柄 方头
挤压成形的螺纹的预钻孔直径
预钻孔直径
22
刀具标识
PROTOTYP 刀具上均附加标明预钻孔 直径的平均尺寸。 这一标记位于刀柄上, 以方便用户 选择正确的底孔直径。 例如: 用于 M12-6H = 11.21 mm 用于 M12-6G = 11.27 mm
预钻孔直径/计算公式 6H Tol. = 螺纹尺寸 -0,45xP 6G Tol. = 螺纹尺寸 -0,42xP
8 7 6 5
扭矩 [Nm]
4 3 2 1 0
6HX
6GX
7GX
公差范围
34
润滑
无润滑槽
受限制 板材贯穿螺纹 至 1,5xd
有润滑槽
万能型 适用于所有 超过3xd的 通孔+盲孔 螺纹
润滑油膜薄 对较深的螺纹可能会有问题
润滑均匀 在深螺纹的下部范围 也能均匀润滑
35
润滑与表面质量
鳞片状表面 光滑的表面
PROTODYN PROODYN S PROTODYN ST PROTODYN ECO-HT PROTODYN S ECO-HT PROTODYN CAP PROTODYN S SYNCHROSPEED PROTODYN S ECO-INOX PROTODYN LM
挤压丝锥和镀钛挤压丝锥

昆山市云拓模具切削工具有限公司
挤压丝锥和镀钛挤压丝锥
首先我们要先讲一讲挤压丝锥,挤压丝锥就是是利用金属塑性变形原理而加工内螺纹的一种新型螺纹刀具,挤压丝锥挤压内螺纹是无屑加工工艺,特别适用于强度较低、塑性较好的铜合金和铝合金,也可用于不锈钢和低碳钢等硬度低、塑性大的材料攻丝,寿命长。
用挤压丝锥挤出的螺纹表面光洁度高,螺纹的金属纤维不断裂,并在表面形成一层冷硬层,可提高螺纹的强度和耐磨性。
它从根本上解决了攻丝的排屑困难问题,因无屑,更有利于螺纹的装配。
在电子,塑料行业应用广泛。
那么镀钛挤压丝锥又是什么呢?
从昆山市云拓模具那,我们了解到镀钛挤压丝锥就是在挤压丝锥的基础上,在丝锥的表面经行了氮化钛的涂层处理。
涂层为单层涂层,1-3μm的涂层厚度。
微硬度达到2300HV,摩擦系数为0.4,热稳定性能达到600摄氏度,处理后丝锥呈金黄色。
涂层处理后的挤压丝锥具有更广泛的材料适用性,并且比一般无涂层的丝锥要多出3-8倍的适用寿命,而且进给速度更快。
昆山市云拓模具切削工具有限公司。
挤压丝锥原理

挤压丝锥原理
挤压丝锥是一种用于金属加工的工具,它的原理是通过挤压金属材料来形成螺纹。
在使用挤压丝锥进行加工时,需要注意一些原理和技巧,下面我们来详细了解一下挤压丝锥的原理。
首先,挤压丝锥的原理是利用金属材料的塑性变形特性,通过挤压来形成螺纹。
在加工过程中,挤压丝锥会对金属材料施加一定的压力,使得金属材料产生塑性变形,最终形成所需的螺纹结构。
这种原理使得挤压丝锥在加工过程中可以更加精确地控制螺纹的尺寸和质量。
其次,挤压丝锥的原理也与金属材料的流动性有关。
在挤压过程中,金属材料
会发生流动,从而形成螺纹结构。
这种流动性的原理使得挤压丝锥在加工过程中可以更好地控制螺纹的形状和表面质量,确保加工出的螺纹符合要求。
另外,挤压丝锥的原理还与金属材料的塑性变形有关。
在挤压过程中,金属材
料会发生塑性变形,从而形成螺纹结构。
这种塑性变形的原理使得挤压丝锥在加工过程中可以更好地控制螺纹的深度和形状,确保加工出的螺纹符合标准要求。
综上所述,挤压丝锥的原理是利用金属材料的塑性变形特性、流动性和塑性变
形来形成螺纹结构。
在实际加工中,我们需要充分理解挤压丝锥的原理,合理选择工艺参数,确保加工出的螺纹符合要求。
同时,还需要注意加工过程中的润滑和冷却,以确保加工质量和工具的使用寿命。
希望以上内容能够帮助大家更好地理解挤压丝锥的原理和加工技术,提高加工质量和效率。
挤压丝锥

株洲钻石硬质合金刀具股份有限公司
ZCC
谢谢 !
Thank you very much!
株洲钻石硬质合金刀具股份有限公司
ZCC
被加工材料:
Si=10%硅铝合金
钻石 EMUGE
挤压螺纹用综 合螺纹量规检 查完全合格
ZCC
株洲钻石硬质合金刀具股份有限公司
M8X1.25挤压丝锥挤压试验2
序号 切削速度 Vc m/min 挤压长度 mm 转速n R/min 进给量f mm/r 机床功率 %
1
2
40
80
18
18
1590
3300
1.25
1.25
16
34
不同挤压速度下的功率(M8) 功率(%) 40 34 30
被加工材料:
Si=10%硅铝合金
20
10 0
16 功率(%) 40 80
挤压速度(m/min)
挤压螺纹用综 合螺纹量规检 查完全合格
ZCC
株洲钻石硬质合金刀具股份有限公司
挤压力/螺纹底孔
挤压力与下述因素有关:
– – – – – –
5
100
18
4000
1.25
36
不同挤压速度下的功率(M8) 功率(%) 40 30 20 10 11 0 10 15 20 22
被加工材料:
36
LY12
功率(%)
20
40
60
0 80 100
挤压速度(m/min)
挤压螺纹用综 合螺纹量规检 查完全合格
ZCC
株洲钻石硬质合金刀具股份有限公司
M6X1挤压丝锥挤压试验2
株洲钻石硬质合金刀具股份有限公司
丝锥的分类及特性选择和使用
丝锥的分类及特性选择和使用丝锥最常用的挤压丝锥、螺旋槽丝锥、直槽丝锥、先端丝锥、管用丝锥、螺帽丝锥、手用丝锥,其用途各异、性能各有所长。
挤压丝锥(NRT)挤压丝锥与切削削不同之点为攻牙时无切削排出为其特性,而螺纹的加工面为压造而外观美丽.光滑.材料铁线连续没切断,螺纹强度约增加30%,精度稳定,因挤压丝锥心部径大故耐力、扭力强度大,丝攻寿命较长不易折断。
适用延展性大的材料。
铁板、铜板、铝板、不锈钢板及管类加工。
不过挤压丝锥底孔要求较高:过大,根底金属量少,造成螺纹小径过大,强度不够。
过小,封闭挤压的金属无处可去,造成丝锥折断。
计算式为:底孔直径=螺纹公称直径-0.5螺距。
螺旋槽丝锥〔SFT〕螺旋槽丝锥对在盲孔攻牙,切削连续排出的钢铁材质效果良好。
因为约35°的右旋蜗槽切削可从孔向外排出,切削速度可较直槽丝锥加快30%-50%,盲孔的高速攻牙效果良好因排削顺利。
对铸铁等切削成细碎状的材料效果差。
直槽丝锥直槽丝锥:它通用性最强,通孔或不通孔、有色金属或黑色金属均可加工,价格也最廉价。
但是针对性也较差,什么都可做,什么都不是做得最好。
切削锥局部可以有2、4、6牙,短锥用于不通孔,长锥用于通孔。
只要底孔足够深,就应尽量选用切削锥长一些的,这样分担切削负荷的齿多一些,使用寿命也长一些。
先端丝锥〔POT〕先端丝锥因前端锋刃槽部有特殊的枪膛刃槽设计,所以排削容易,扭力小精度稳定使丝锥耐久性更一层的改良;加工螺纹时切屑向前排出,它的芯部尺寸设计比拟大,强度较好,可承受较大的切削力。
加工有色金属、不锈钢、黑色金属效果都很好,通孔螺纹应优先采用先端丝锥。
管用丝锥〔SPT〕管用丝锥用途,有机械结合为主的PF(G)螺纹用丝锥(JISB4445)及耐密用为主的螺纹斜行用丝锥(JISB4446)2种。
有管用斜行牙丝锥PT(Rc)及直行牙PS(Rp) 另外还有美式管用螺纹丝锥NPT NPS NPTF等螺帽丝锥〔SNT〕螺帽丝锥JIS有规定,主要为螺帽的攻牙加工用,对螺帽的加工特性考虑故牙部、柄部比拟长(JIS4433)JIS规格有长柄丝锥、短柄丝锥二种,但牙部长度一样。
挤压丝锥

J41中华人民共和国机械行业标准JB/T 7428-94挤压丝锥1994- - 批准1995-07-01实施中华人民共和国机械工业部发布中华人民共和国机械行业标准挤压丝锥JB/T 7428-941主题内容与适用范围本标准规定了普通螺纹挤压丝锥(以下简称丝锥)的型式和基本尺寸、技术要求、性能试验和标志包装的基本要求。
本标准适用于在有色金属及低强度黑色金属零件上按GB/T 192~193, GB/T 196~197加工公称直径2~27mm的普通螺纹的丝锥。
本标准的丝锥螺纹公差带分为H1、H2、H3、H4四种,H1、H2、H3通常是磨牙丝锥,H4通常是非磨牙丝锥。
2引用标准GB/T 968 丝锥螺纹公差3丝锥型式和基本尺寸图1表1 粗柄粗牙丝锥尺寸mm 代号公称直径螺距d1l L l1方头d P a l22 2.0 0.40 2.5 8.0 41.0 5.5 2.004 M52.2 2.2 0.45 2.8 9.5 44.5 6.0 2.24M5 M2.5 2.5 0.45 2.8 9.5 44.5 6.0 2.243 3.0 0.50 3.15 14.5 48.0 3.5 2.50 5M3.5 3.5 (0.60) 3.55 16.5 50.0 3.5 2.80 5M续表1mm机械工业部1994- - 批准1995-07-01实施代号 公称直径 螺距d 1 l L l 1方 头 d P al 2 M 4 4.0 0.70 4.00 17.0 53.0 ─ 3.15 6 M 4.5 4.5 (0.75) 4.50 17.0 53.0 ─ 3.55 6表2 粗柄细牙丝锥尺寸 代号 公称直径 螺距d 1 l L l 1方 头 d P al 2 M2 ×0.25 2.0 0.252.5 8.0 41.0 5.5 2.00 4 M2.2×0.25 2.2 0.25 2.8 9.5 44.5 6.0 2.24 5 M2.5×0.35 2.5 0.35 2.8 9.5 44.5 6.0 2.24 5 M3 ×0.353.0 0.35 3.15 14.5 48.0 3.5 2.50 5 M3.5×0.35 3.5 0.35 3.55 16.5 50.0 3.5 2.80 5 M4 ×0.5 4.0 0.50 4.00 17.0 53.0 ─ 3.15 6 M4.5×0.5 4.5 0.50 4.50 17.0 53.0 ─ 3.55 6 mm图2表3 粗柄带颈丝锥粗牙尺寸代号 公称直径 螺距d 1 l Ld 2 l 1 方头d P min al 2 M 5 5.0 0.80 5.00 16.0 58 3.55 9.0 4.00 7 M 6 6.0 1.00 6.30 19 66 4.5 11.0 5.00 8 M 7 (7.0) 1.007.10 19 66 5.3 11.0 5.60 8 M 8 8.0 1.258.00 22.0 72 6.0 13.0 6.30 9 M 9 (9.0) 1.259.00 22.0 72 7.1 14.0 7.10 10 M10 10.0 1.5010.0 24.0 80 7.5 15.0 8.00 11mm表4 粗柄带颈细牙丝锥尺寸 mm代号 公称直径 螺距d 1 l Ld 2 l 1 方头 d P min al 2 M5 ×0.5 5.0 0.50 5.00 16.0 58 3.55 9.0 4.007 M5.5×0.5 5.5 0.50 5.60 17.0 62 4.00 9.0 4.507 M6 ×0.5 6.0 0.50 6.3 19.0 66 4.5 11.0 5.008 M6 ×0.75 6.0 0.75 6.3 19.0 66 4.5 11.0 5.008 M7 ×0.75 (7.0) 0.757.10 19.0 66 5.30 11.0 5.608 M8 ×0.5 8.0 0.508.00 19.0 66 6.00 13.0 6.309 M8 ×0.758.0 0.758.00 19.0 69 6.00 13.0 6.309 M8 ×1 8.0 1.008.00 19.0 69 6.00 13.0 6.309 M9 ×0.75 (9.0) 0.759.00 19.0 66 7.10 14.0 7.1010 M9 ×1 (9.0) 1.009.00 19.0 69 7.10 14.0 7.1010 M10×0.75 10.0 0.7510.0 20.0 73 7.50 15.0 8.0011 M10×1 10.0 1.0010.0 20.0 76 7.50 15.0 8.0011M10×1.2510.0 1.2510.0 20.0 76 7.50 15.0 8.0011注: ①括号内的尺寸应尽可能不采用。
挤压丝锥原理
挤压丝锥原理
挤压丝锥是一种通过挤压材料来形成螺纹的工具。
其原理是利用丝锥的螺旋结构和材料的可塑性,通过旋转和向前推压的方式来逐步挤压材料,使其形成所需的螺纹形状。
在挤压丝锥的过程中,首先要将丝锥沿着预先穿孔的位置垂直地放置在材料表面上。
然后,通过转动丝锥的手柄,施加向前的推压力,同时不断向下转动丝锥。
这样,丝锥的螺旋结构可以将材料逐渐挤压和击打,使其在螺纹的作用下形成螺纹。
同时,在挤压的过程中,丝锥表面的切削齿将材料切割和剥离,使其变得更容易被挤压和形成螺纹。
通过挤压丝锥的原理可以实现对不同材料的螺纹加工,例如金属、塑料等。
在实际应用中,需要根据材料的硬度和可塑性来选择合适的丝锥,以确保挤压过程的顺利进行。
此外,在挤压丝锥的过程中,还需要注意对丝锥的润滑和冷却,以防止过热和损坏。
总的来说,挤压丝锥是一种常用的加工工具,通过挤压材料和切削的方式来形成螺纹。
其原理简单而有效,广泛应用于各种螺纹加工领域。
挤压丝锥的底孔尺寸
M20× 1
19.28
19.22
19.31
挤压丝锥的底孔加工的注意事项要加工高精度的底孔,使用精度比传统的高速钢钻头更高的硬质合金钻头(带辊光刃型钻头等)是关键。
对于孔的尺寸要求比较严格的小直径孔,建议使用钻头直径尺寸精确到百分位的高精度钻头。
要实现稳定的高精度孔加工时,在使用钻头进行底孔加工后,用立铣刀进行轮廓和镗孔切削等非常有效。
M2.5× 0.45
2.30
2.28
2.33
M3× 0.5
2.78
2.76
2.81
M4× 0.7
3.68
3.65
3.70
M5× 0.8
4.63
4.59
4.66
M6× 1
5.53
5.48
5.57
M7× 1
6.53
6.48
6.57
M8× 1.25
7.39
7.34
7.41
M8× 1
13.00
12.92
13.04
M14× 1.5
13.27
13.21
13.30
M16× 2
15.00
14.92
15.04
M16× 1.5
15.27
15.21
15.30
M18× 2.5
16.73
16.63
16.78
M18× 1.5
17.28
17.22
17.31
M20× 2.5
18.73
18.63
M10× 1.5
9.24
9.18
9.28
M10× 1.25
9.39
9.34
9.41
挤压丝锥较切削丝锥的七大优势
挤压丝锥较切削丝锥的七⼤优势
挤压丝锥与切削丝锥相⽐,具有以下七⼤优点:
1.⽆屑加⼯。
因为挤压丝锥是通过冷挤压,⼯件塑性变形来完成的,尤其在盲孔加⼯中不存在拍屑的问题,也就没有挤屑发⽣,丝锥不易折断。
2.强化所攻⽛的强度。
挤压丝锥不会破坏被加⼯材料的组织纤维,故挤压出来的螺纹强度要⽐切削丝锥加⼯出来的螺纹⾼。
3.更⾼的产品合格率。
由于挤压丝锥是⽆屑加⼯,加⼯出来的螺纹精度与丝锥的⼀致性要⽐切削丝锥好,⽽切削丝锥是通过切削来完成的,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低⼀些。
4.丝锥⾃⾝强度好,由于挤压丝锥没有排屑槽,其⾃⾝强度较切削丝锥会好很多。
5.更长的使⽤寿命,由于挤压丝锥不会发⽣切削刃⼝钝化、崩刃等问题,正常情况下,其使⽤寿命是切削丝锥的3~20倍。
6.更⾼的⽣产效率。
正是因为有了更长的使⽤寿命,更快的加⼯速度,使⽤挤压丝锥能降低更换丝锥和待机的时间。
7.⽆过渡⽛螺纹。
挤压丝锥能通过⾃⾝来引导加⼯,更适合CNC加⼯,同时也使⽆过渡⽛加⼯成为可能。
挤压丝锥公差等级
挤压丝锥公差等级
挤压丝锥是一种用于制作螺纹的工具,用于在材料表面切削出螺纹。
公差等级是用于描述制造精度的术语,通常用于对制造的零件和工具进行分类和评估。
挤压丝锥公差等级是指挤压丝锥的制造精度等级,通常采用国际标准ISO 529来进行描述。
根据ISO 529标准,挤压丝锥公差等级包括四个等级:A级、B 级、C级和D级。
其中,A级是制造精度最高的等级,D级则是制造精度最低的等级。
不同的公差等级适用于不同的应用场景和材料类型。
具体来讲,A级挤压丝锥适用于高精度的螺纹制造,如精密仪器、高精度机械制造等。
B级挤压丝锥适用于对制造精度要求不那么高的场景,如一般机械制造、汽车制造等。
C级和D级挤压丝锥适用于制造成本要求较低的场景,如钢材等粗糙表面的螺纹制造。
总之,挤压丝锥公差等级是制造过程中非常重要的指标,对于螺纹的质量、制造效率和成本都有着重要的影响。
因此,在选择挤压丝锥时,需要根据具体应用场景和要求选择适合自己的公差等级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
挤压丝锥
于建飞 15721749 导师:蔡明仪
。。
什么是挤压丝锥?
目 录 挤压丝锥加工螺纹
CONTENTS
的过程
挤压丝锥工艺分析 总结
挤压丝锥
挤压丝锥是利用 冷挤压技术加工 内螺纹的一种刀 具。即在室温条 件下,采用挤压 丝锥在预制好的 工件底孔上通过 丝锥棱齿的作用 使得金属产生塑 性流动,从而形 成内螺纹。
d2
d1 l2 l3
d1 = 公称直径 d2 = 刀柄直径 l2 = 螺纹长度
l
4
l1
l3 = 螺纹长度 + 轴颈长度 l1 = 总长度 l4 = 方头长度
刀具的刀棱通过旋转进挤给挤 压工件,工件被挤压产生变形 产生所要生成的内螺纹。
工 件
刀 具
加工的螺纹牙型不完整,而是成U型
刀具比较 – 挤压丝锥和切削丝锥 挤压丝锥
挤压丝锥
标称量 mm M1 M 1,2 M 1,4 M 1,6 M 1,8 M2 M 2,2 M 2,3 M 2,5 M 2,6 M3 M 3,5 M4 M5 M6 预钻孔Ø mm 0,88 ± 0,01 1,08 ± 0,01 1,26 ± 0,01 1,45 ± 0,02 1,65 ± 0,02 1,82 ± 0,02 2,0 ± 0,02 2,1 ± 0,02 2,3 ± 0,02
例如: M14x1,5-6H 用于 42CrMo4, 1.100 N/mm²
由塑性成形理论可知, 在冷塑性加工高强度钢材料的情况下, 金属的密度和体积是 不变的, 所以挤压螺纹的底孔尺寸可以由下式确定。
d D 0.45 P
式中:d—工件预钻孔直径 D—螺纹外径 P-螺距
预钻孔孔直径
切削丝锥
刀具具有闭合式多角 型面,稳定性很高
切削丝锥
开式槽型降低了刀具 的稳定性
纤维方向 – 齿面硬化
切削螺纹
挤压成形螺纹
挤压成形螺纹的齿面硬化度增强, 确保在静态应力特别在动态应力下 具有较高的抗切断强度。
材料的晶相纤维被破环
晶相纤维没被破坏
视频学习
被加工材料
挤压丝锥主要适用于加工塑性大的材 料,如铜、铝合金、低碳钢、含铅钢 及奥氏体不锈钢等工件。
米制 ISO-普通螺纹
冷却润滑液
内螺纹冷挤压过程中,选用合适的 冷却润滑液能够大大减弱挤压丝锥 工作表面直接磨损,延长其寿命。 挤压丝锥工作时会受到很大的摩擦 阻力,因此一般使用切削油而不用 水溶性的切削液。
无润滑槽
有润滑槽
润滑油膜薄 对较深的螺纹可能会有问题
润滑均匀 在深螺纹的下部范围 也能均匀润滑
预钻孔直径
恰当的预钻孔直径
预钻孔直径过小,攻丝时产生较大扭矩
预钻孔直径过大,造成加工螺纹的小径过大
公差 制成的螺纹小径
最小 最大
预钻孔直径
太大
符合要求
太小
预钻孔直径 15.34 mm 螺纹小径14.62 mm
预钻孔直径 15.3 mm 螺纹小径14.51 mm
预钻孔直径 15.22 mm 螺纹小径14.37 mm
材料的先决条件
材料的先决条件
断裂延伸率 > 7 % 抗拉强度 Rm < 1200 N/mm2
脆性材料
灰铸铁 GG Ms58Pb AZ91 (镁合金) 硅含量 > 12%
典型的材料
软质钢材 不锈钢 铜合金 铝合金
被加工材料硬度与挤压丝锥直径的关系
被加工材料硬度 在HRC16以下
所适用挤压丝锥的直径 适用各类挤压丝锥
无 切 屑 加 工
提 高 螺 纹 强 度 和 耐 磨 性
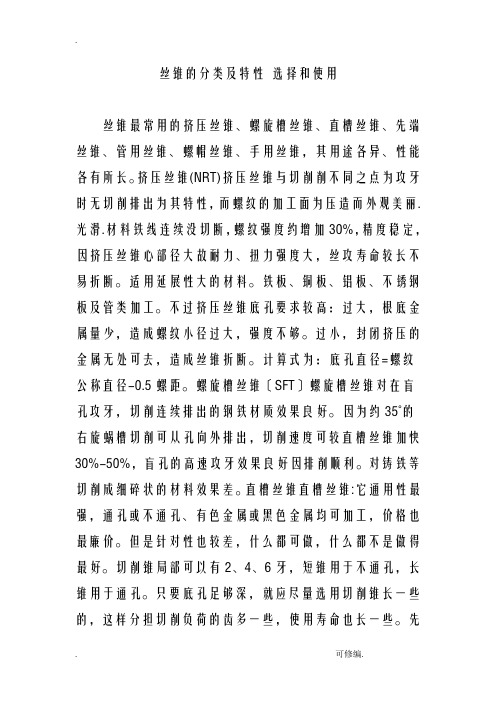
预钻孔直径 用于挤压丝锥
d3
l4
有 整 尖 端 导 入 锥 体
预钻孔直径 用于挤压丝锥
45° 最大
d3
l4
型 C, D 1,0 P 最大 型E 0.5 P 最大
无整尖端的导入锥体
挤压丝锥加工螺纹过程
图例
导入锥体 导向件 润滑槽 轴颈 刀柄 方头
适用于直径不超过25mm的挤压 在HRC17-HRC2之间 丝锥 在HRC24-HRC35之 适用于直径不超过7.5mm的挤 间 压丝锥 在HRC30-HRC35之 适用于更小直径的细牙螺纹 间
工件的预钻孔直径
用挤压丝锥加工工 件前必须要确定适 当的预钻孔直径, 因为挤压成形的螺 纹的形状取决于预 钻孔直径。
润滑不良, 产生粘刀 现象
润滑良好
润滑与表面质量
鳞片状表面 光滑的表面
润滑不充足
润滑良好
进给速度
挤压丝锥的进给速度。挤压丝锥的攻丝速度取决于 丝锥直径、螺纹牙距、被加工材料的硬度和冷却液, 我们一般使用与切削丝锥相同的攻丝速度。在加工 较软的材料和细牙螺纹(牙距在125mm以下)的情况 下,可把速度提高至1.5一2倍。而在加工一些大直 径和粗牙螺纹时,由于受攻丝扭矩和润滑效果的影 响,可适当放慢攻丝速度。
优缺点总结
优点
1.加工出的内螺纹精度高(可达H4级) 2.加工出的螺纹表面形成硬质层,从而提 高螺纹的承载力 3.挤压丝锥没有出屑槽,芯部横截面积大, 提高了强度,增加了寿命 4.攻丝不产生切屑,加工洁净化 5.辅助工时短,生产效率高
缺点
挤压丝锥不仅制造麻烦、结构复杂、计算 繁琐,而且加工所使用的挤压丝锥必须根 据要加工的螺纹参数、性能等要求进行结 构的定制设计。目前挤压丝锥的结构设计 仍是依靠经验,然后通过试验不断地改进。 因此设计周期长且浪费较大。