压力管道焊缝外观检查记录
压力管道安装监督检验程序和要求

压力管道安装监督检验的程序和要求一:程序安装单位到当地特种设备监察部门〔目前是技术监督局特种设备监察科〕安装告知-----到特种设备监察部门授权的监督检验机构〔克拉玛依是克拉玛依市特种设备平安检验所〕申请监督检验,办理监督检验手续-------在安装过程中接受监督检验机构的监督检验-------经监督检验安装合格的压力管道安装单位携带所有安装资料到监督检验机构出具压力管道安装监督检验证明书-------安装单位将安装资料和监督检验证书交使用单位,由使用单位到特种设备监察部门办理注册和使用手续。
二:要求安装告知的要求:安装单位告知时应携带以下资料1、压力管道安装单位资格证书2、压力管道安装单位质量保证体系人员任命文件3、压力管道安装施工方案〔签字符合质量保证体系规定〕4、有效焊接工艺评定〔第三方确认签字的〕5、焊工证原件和焊工名单6、焊接作业指导书〔不同的板厚管径位置焊接方法单独编制〕7、无损检测由安装单位自己实施,提供无损检测人员资格证〔包括注册证〕。
委托无损检测机构实施,提供安装单位无损检测责任师的检测资格证和注册证。
并提供无损检测单位资格证人员资格证〔包括注册证〕无损检测单位质量保证体系人员任命文件无损检测工艺卡〔实际不同的工艺单独编制〕安装单位与无损检测单位委托协议8、管道安装工程合同。
9、压力管道设计资料,安装图上应加盖压力管道设计资格章。
办理监督检验的要求:安装单位在办理监督检验时携带以下资料1、已备案的安装告知书2、压力管道安装单位资格证书3、压力管道安装单位质量保证体系人员任命文件4、压力管道安装施工方案〔签字符合质量保证体系规定〕5、有效焊接工艺评定〔第三方确认签字的〕6、焊工证原件和焊工名单7、焊接作业指导书〔不同的板厚管径位置焊接方法单独编制〕8、无损检测由安装单位自己实施,提供无损检测人员资格证〔包括注册证〕。
委托无损检测机构实施,提供安装单位无损检测责任师的检测资格证和注册证。
压力管道泄漏性试验记录表
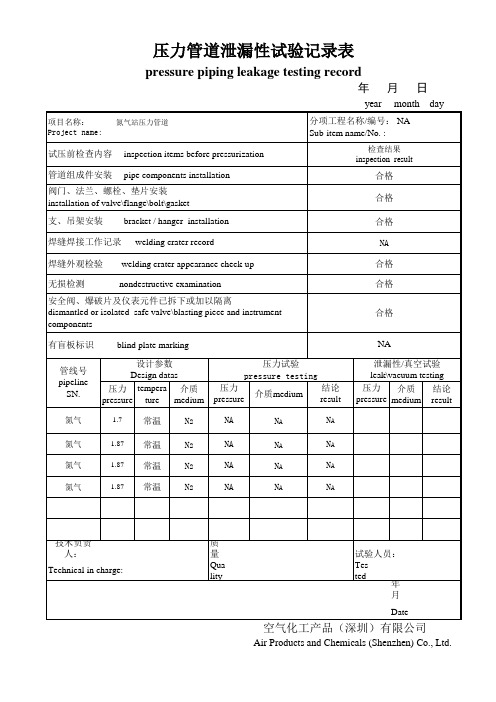
阀门、法兰、螺栓、垫片安装 installation of valve\flange\bolt\gasket 支、吊架安装 焊缝焊接工作记录 焊缝外观检验 无损检测 bracket / hanger installation welding crater record welding crater appearance check-up nondestructive examination
inspection items before pressurization pipe components installation
合格 合格 合格 NA 合格 合格 合格 NA 压力试验 pressure testing 泄漏性/真空试验 leak\vacuum testing 压力 介质 结论 pressure medium result
空气化工产品(深圳)有限公司
Air Products and Chemicals (Shenzhen) Co., Ltd.
·
安全阀、爆破片及仪表元件已拆下或加以隔离 dismantled or isolated safe valve\blasting piece and instrument components 有盲板标识 管线号 pipeline SN.
氮气 氮气 氮气 氮气
blind plate marking 设计参数 Design datas 温度 压力 介质 pressure tempera medium ture 1.7 常温 N2
压力管道泄漏性试验记录表
pressure piping leakage testing record
年
year
项目名称: Project name:
氮气站压力管道
压力管道所需资料

压力管道所需资料
1.告知书
2.图纸(管道图纸目录和管道平面布置图上加盖设计单位许可印章)
3.安装单位资质、监理单位资质、防腐单位资质、无损检测检测单位资质
4.管材、管件、焊材合格证或质量证明书(加盖经销商公章,经手人签字),并提供厂家
制造许可证。
5.压力管道基本情况统计表、压力管道安装质量证明书。
6.入场验收记录。
7.阀门耐压及密封试验报告,安全阀校验报告(在轴侧图上标明位置)
8.焊接工艺评定
9.焊工资格证(焊接项目应与所焊接的允许内容一致)
10.管道加工预制记录
11.焊接记录(具体到每一个焊口)
12.焊缝外观检查记录(具体到每一个焊口)
13.无损检测报告(射线、超声、渗透、磁粉)热处理、硬度、光谱报告
14.管道敷设安装记录
15.管沟位置及施工质量检查记录
16.阀门与安全附件安装记录
17.补偿装置安装记录
18.支吊架安装记录
19.绝热、防腐施工记录
20.附属设施安装记录(比如静电接地等等)
21.穿跨越工程记录
22.吹扫、清洗、脱脂记录(通球、吹扫、干燥记录)
23.隐蔽工程记录
24.管道强度及严密性试验记录
25.压力管道轴测图(轴测图上表明受压元件的材质、规格、焊缝位置、焊缝编号(注明固
定扣和预制焊口)、焊接每个焊口的焊工代号、无损检测方法、局部或抽样检测焊缝位置、补焊位置、热处理位置、管道组成件、支撑件位置、管道起止点名称。
压力管道焊接工艺规程完整

压力管道焊接工艺规程1 合用范围本规程合用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。
2 重要编制依据2.1 GB50236-2023《现场设备、工业管道焊接工程施工及验收规范》;2.2 GB/T20801-2023《压力管道规范-工业管道》;2.3 SH3501-2023《石油化工剧毒、可燃介质管道工程施工及验收规范》;2.4 GB50235-2023《工业金属管道工程施工及验收规范》;2.5 CJJ28-2023《城市供热管网工程施工及验收规范》;2.6 CJJ33-2023 《城乡燃气输配工程施工及验收规范》;2.7 GB/T5117-2023 《碳钢焊条》;2.8 GB/T5118-2023 《热强钢焊条》;2.9 GB/T983-2023 《不锈钢焊条》;2.10 YB/T5092-2023《焊接用不锈钢丝》;2.11 GB14957-1994《焊接用钢丝》;2.12 其他现行有关标准、规范、技术文献。
3 施工准备3.1 技术准备3.1.1 3.2 对材料的规定3.4 焊接人员3.4.2 3.5 施焊环境4.1 压力管道焊接施工流程图(见图1 )图1 焊 接 施 工 流 程 图 4.2 焊前准备及接头组对4.2.1 4.2.2 b )异种钢管子焊接时, 焊条或焊丝的选用一般应符合下列规定: 表1 常用钢号推荐选用的焊接材料焊前准备焊机性能确认 焊口组对质量评估正式施焊 焊接检查焊缝无损探伤结果评估焊后热解决硬度测试水压实验焊接坡口制备及清理 焊条烘干及焊丝清理焊缝外观检查是表2 不同钢号相焊推荐选用的焊接材料表3 常用钢号分类分组4.2.4 a)按SH3501-2023《石油化工剧毒、可燃介质管道工程施工及验收规范》分为SHA级的压力管道、中高合金钢及不锈钢管道的坡口应采用机械方法加工。
b)其他管道坡口宜采用机械方法加工, 当采用热加工方法时, 切割后必须去除影响焊接质量的表面层。
压力管道报验资料

压力管道报验资料
焊接工艺评定报告
焊接工艺评定报告编号:PQR05-01 焊接工艺评定指导书编号:WPS05-01
焊接工艺评定报告
共3页第1页
焊接工艺评定报告附表一
焊接工艺指导书
焊接工艺评定报告编号:PQR05-1
批准:日期:
中冶天工上海十三冶兴澄特钢项目经理部
焊接工艺指导书
共2页第1页
焊接工艺指导书
共2页第2页
编制:日期审核:日期:
批准:日期:
中冶天工上海十三冶江阴兴澄特钢项目经理部
焊接工艺评定报告附表一
焊接工艺指导书
焊接工艺评定报告编号:PQR05-1(3G)焊接工艺评定指导书编号:WPS05-01(3G)
中冶天工上海十三冶兴澄特钢项目经理部
焊接工艺指导书共2页第1页
焊接工艺指导书共2页第2页
工艺评定试样X射线检验报告
焊接工艺规程
工程名称:江阴兴澄特种钢铁有限公司39000m3
氧气站安装工程
分项工程:
管线编号:
焊接及外观检查记录表
3
焊缝射线检测工艺卡
无损检测报告书
工程名称:三期滨江路以北沿河区域氧、氮、氩等管线
日
焊缝超声检测报告
焊缝射线检测报告
X射线底片评定表。
压力管道、容器告知、验收手续办理流程

特种设备安装手续办理流程一、特种设备安装前应由安装单位持相关资料(附件一)到设备所在地县级质量技术监督局(现在有的和市场监督管理局合并了,具体那个部门需要咨询使用单位)办理《特种设备安装改造维修告知书》,告知书办理完成后,分以下两种情况进行处理:情况一:涉及不到压力管道:1、如果没有涉及压力管道,可以对压力容器设备进行安装施工.2、安装完成后,由安装单位出具《压力容器安装质量证明书》1份,安装单位盖章、签字;《压力容器安装竣工验收表》1份,安装单位和使用单位分别盖章、签字。
3、使用单位持相关资料(附件二)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
4、手续办理完成。
情况二:涉及到压力管道:1、如果涉及到压力管道,需要持相关资料(附件三)到设备所在地市级特种设备监督检验所办理压力管道的安装约检,受理后方可允许对压力容器、压力管道进行安装施工。
2、办理约检的时候需要从特种设备监督检验所了解到:监检人员是否需要到场进行监督检验;检验的时间节点是在什么位置,需要提前几天通知到场(一般压力实验是需要监检到场监督的);无损检测的单位使用哪里的?可以由特检所人员给予推荐;了解竣工资料所需要的项目及数量整理要求。
3、施工过程中对于特检所人员需要到场查看的项目,应提前2—3天通知特检所人员,安装单位提前做好试验并自检合格,确保监检项目一次通过。
施工顺序:备料—焊接—无损检测—压力试验-油漆。
4、压力管道安装监检完成后,整理管道安装的竣工资料(附件四),到设备所在地市特种设备监督检验所办理压力管道安装监督,取得压力管道安装监督检验报告和压力管道安装监督检验证书。
5、使用单位持相关资料(五)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
二、特种设备安装告知和压力管道的约检一定是安装前办理的,特种设备使用证办理时间我记得好像是使用后3个月内办理即可,需要再查看资料和规定。
附件一:办理压力容器和压力管道安装告知应提供的资料(通用)1、特种设备安装改造维修告知书(4份、盖安装单位公章)2、使用单位营业执照复印件(3份、盖安装单位公章)3、安装单位营业执照复印件(3份、盖安装单位公章)4、安装单位安装资质复印件(3份、盖安装单位公章)5、安装单位特种作业人员证书(焊工2—4人)复印件(3份、盖安装单位公章)6、产品质量证明书里面特种设备制造证、合格证、数据表、监检证复印件(3份、查看原件)7、DN50以上管子、管件(法兰、三通、弯头、异径接头)的材质单复印件.(3份、原件应有生产或安装单位检验专用章)8、压力容器和压力管道的安装施工方案.(3份、盖安装单位公章)9、以上资料尽量需要带原件过去备查.说明:以上为办理压力容器、压力管道安装告知资料必须的材料,各地有的地方要求不太一样。
Q235B管道焊接工艺评定
焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页
母材: 钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与
类组别号: Fe-1/ Fe-1-1 相焊
焊后热处理:
热处理温度(℃)
: 保温时间(h )
: 气体: 气体种类 混合比 流量(l/min )
表F.2续共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
焊接质量检查验收表格
焊缝外表质量〔观感〕检查记录表编号:0203-TFEN-HJ-0单位工程名称SO?吸收系统标准号分局部项名称吸收塔安装工程类别D-2钢材牌号Q235-B焊丝部件规格钢板T=6、T=22焊条(J422 )焊工代号LG499/LG4577焊缝总数381米焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期3D01-01√//3D01-09√//3D01-12√//3D01-14√//3D01-16√//3D01-22√//检3D01-26√// 3D01-32√//查3D01-40√// 3D01-47√//记3D01-55√// 3D01-59√//录3D01-63√// 3D01-72√//3D01-82√//3D01-88√//以下空白自检确认意见:上述焊缝外表观感检查已完成,检焊缝外表无气孔、夹渣、裂纹、未熔合,外表施工作业单位复查意见:经复查上述焊缝外表质量符合焊接质量验收及评价规程中表要求查质量符合要求。
结论班〔组长〕长:年月日二级质检员:注:本表仅作为外表质量观感检查用,“接头已清理〞和“焊缝成型〞符合要求时,以“表露缺陷,应标注具体的焊口编号:缺陷及处理情况应据实填写.年月日√〞表示:如有焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-0单位工程名称 SO?吸收系统 标准号分局部项名称吸收塔安装工程类别 D-2 检查焊口编号 0203-JL-TFEN-MT-01接头数量381米类 检查测量检 验 项 目焊缝 焊缝 焊缝宽 焊脚检查别焊口编号错边角变形表露缺陷成型 余高窄差咬边结论尺寸3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格3D01-16 优良 / 无 无 合格3D01-22 优良 / 无 无 合格3D01-26 优良 / 无 无 合格抽 3D01-32优良/ 无 无 合格3D01-40 优良/ 无无 合格样3D01-47 优良/ 无无 合格测3D01-55 优良/ 无无 合格量3D01-59 优良/ 无无 合格检3D01-63 优良 / 无无 合格查3D01-72 优良/ 无无 合格记3D01-82 优良/ 无无 合格录3D01-88优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16 优良数 16施工作业单位检查意见:经外观质量测量检查, 质量部门复查意见:经外观质量测量检查,上述上述16只焊口符合焊接质量验收及评价规程中16只焊口符合焊接质量验收及评价规程中表合格 检 表合格标准,评定为 合格焊口标准,评定为合格焊口验结论二级质检员: 年 月 日 三级质检员: 年 月 日焊接工程质量分批验收记录表编号:0203-HJ-01单位工程名称SO?吸收系统 标准号分项工程名称#3机组吸收塔安装工程类别 D-23D01-01、3D01-09、3D01-12、3D01-14、接头数量96本批焊口编号3D01-16、3D01-22、3D01-26、3D01-32、施工单位□3D01-40、3D01-47、3D01-55、3D01-59、〔或验收部位〕验收单位3D01-63、3D01-72、3D01-82、3D01-88监理单位□无损检测结论光谱复查结论其他检测热处理记录外观质量文件资料情况检查结论MT 合格符合要求/ 记录齐全优良标准齐全类 检查测量检验工程检查 焊缝 焊缝 焊缝宽焊脚表露别焊口编号 错边结论成型 余高窄差咬边角变形尺寸缺陷3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格表 3D01-16 优良 / 无 无 合格面 3D01-22 优良 / 无 无 合格质 3D01-26 优良 / 无 无 合格量 3D01-32 优良 / 无 无 合格验 3D01-40 优良 / 无 无 合格收 3D01-47 优良 / 无 无 合格抽 3D01-55 优良 / 无 无 合格查 3D01-59 优良 / 无 无 合格记 3D01-63 优良 / 无 无 合格录3D01-72 优良 / 无 无 合格3D01-82 优良 / 无 无 合格3D01-88 优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16优良数 /验收 本批焊接工程质量验收组成员共 3人,有栗军担任本批验收组负责人, 负责抽查测量人员为聂立 记录 英、王国军按表检测,对这批焊缝 100%观感质量检查,试验结果及记录数量验收后按实际抽查事项 工程及抽查结果到达合格标准,验收意见:施工班组代表: 年 月 日 作业单位代表: 年 月 日 质量部门代表:年 月 日监理单位代表:年月日焊接分项工程综合质量验收评定表编号:0203-HJ-0单位工程名称SO?吸收系统验评施工单位□分项工程名称#3机组吸收塔安装监理单位□单位标准号建设单位□工程类别验收批数分批验收结论验收抽查数合格数优良数D-2实际数合格16/16以下空白评定工程总焊口数实检焊口数检验比例评定抽优良数评定结论〔个〕〔个〕〔%〕查数〔合格数〕观感检查96961001616优良质测量检查9616≥233优良量超声//////评射线//////定光谱961633优良记硬度//////录金相//////表MT96961001616优良PT//////以下空白综合本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其质量中16只,均合格并到达优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊验收接工程质量分批验收资料齐全。
压力管道焊接施工检查记录表
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
通用工程质量检查表
2006年度施工项目质量、安全专项检查通用工程质量管理检查记录表一项目基本情况
1
表二项目质量管理检查表
2
3
4
5
2006年度施工项目质量、安全专项检查通用工程质量管理检查记录
说明:
施工组织设计
1、施工企业(施工项目部)在编制施工组织设计(施工方案)时,必须根据工程的施工工艺和施工方法,编写较全面、具体、针对性强的安全技术措施。
2、安全技术措施和专项安全施工组织设计内容要有针对性,根据工程实际编写,能有效地指导施工。
3、施工组织设计和专项安全施工组织设计必须由专业技术人员编制,经企业技术负责人审查批准,签名盖公章后方可实施。
4、根据施工组织设计组织施工,严格督促落实安全措施。
施工过程中更改方案的,必须经原审批人员同意并形成书面方案。
分部(分项)工程安全技术交底
1、建立安全技术交底制度。
安全技术交底必须与下达施工任务同时进行。
各工种各分部(分项)工程的安全技术交底,固定作业场所的工种可定期交底,非固定作业场所的工种可按每一分部(分项)工程或定期进行交底。
新进场班组必须先进行安全技术交底再上岗。
2、安全技术交底内容应包括工作场所的安全防护设施、安全操作规程、安全注意事项等,既要做到有针对性,又要简单明了。
3、安全技术交底必须以书面形式进行,双方履行签字手续。
安装工序控制表及主要实测项目
6。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无
无
无
无
——
合格
D7
角焊缝
无
无
无
无
——
合格
附件:管道焊接缝编号图(见附图)
质检员
记录人:
日期:
质检员
记录人:
日期:
压力管道焊缝外观检查记录
工程名称
蒸汽管道改造工程
施工单位
芜湖市天润建设实业有限公司
执行标准:GB/T20801.1-20801.6-2006《压力管道规范工业管道》
焊缝编号
焊缝类型
表面线性缺陷
表面气孔
外露夹渣
咬边(mm)
余高(mm)
焊缝等级
B5
角焊缝
无
无
无
无
——
合格
B6
对接焊缝
无
——
合格
附件:管道焊接缝编号图(见附图)
质检员
记录人:
日期:
压力管道焊缝外观检查记录
工程名称
蒸汽管道改造工程
施工单位
芜湖市天润建设实业有限公司
执行标准:GB/T20801.1-20801.6-2006《压力管道规范工业管道》
焊缝编号
焊缝类型
表面线性缺陷
表面气孔
外露夹渣
咬边(mm)
余高(mm)
焊缝等级
C19
对接焊缝
无
无
无
无
1.3
合格
C21
对接焊缝
无
无
无
无
1.1
合格
C22
对接焊缝
无
无
无
无
1.2
合格
C23
对接焊缝
无
无
无
无
1.2
合格
C24
对接焊缝
无
无
无
无
1.1
合格
D1
对接焊缝
无
无
无
无
1.1
合格
D2
角焊缝
无
无
无
无
——
合格
D3
角焊缝
无
无
无
无
——
合格
D4
角焊缝
无
无
无
无
——
合格
D5
对接焊缝
无
无
无
无
1.1
合格
D6
压力管道焊缝外观检查记录
工程名称
蒸汽管道改造工程
施工单位
芜湖市天润建设实业有限公司
执行标准:GB/T20801.1-20801.6-2006《压力管道规范工业管道》
焊缝编号
焊缝类型
表面线性缺陷
表面气孔
外露夹渣
咬边(mm)
余高(mm)
焊缝等级
A1
角焊缝
无
无
无
无
——
合格
A2
角焊缝
无
无
无
无
——
合格
A3
对接焊缝
无
无
无
无
1.2
合格
A4
对接焊缝
无
无
无
无
1.3
合格
A5
角焊缝
无
无
无
无
——
合格
A6
角焊缝
无
无
无
无
——
合格
A7
对接焊缝
无
无
无
无
1.2
合格
A8
对接焊缝
无
无
无
无
1.1
合格
A9
角焊缝
无
无
无
无
——
合格
A10
对接焊缝
无
无
无
无
1.2
合格
A11
对接焊缝
无
无
无
无
1.2
合格
A12
对接焊缝
无
无
无
无
1.3
合格
A13
角焊缝
无
无
无
C9
角焊缝
无
无
无
无
——
合格
C10
对接焊缝
无
无
无
无
1.3
合格
C11
对接焊缝
无
无
无
无
1.1
合格
C12
对接焊缝
无
无
无
无
1.2
合格
C13
对接焊缝
无
无
无
无
1.2
合格
C14
对接焊缝
无
无
无
无
1.1
合格
C15
对接焊缝
无
无
无
无
1.1
合格
C16
角焊缝
无
无
无
无
——
合格
C17
角焊缝
无
无
无
无
——
合格
C18
角焊缝
无
无
无
无
——
合格
无
1.1
合格
A14
角焊缝
无
无
无
无
1.3
合格
A15
对接焊缝
无
无
无
无
1.2
合格
A16
对接焊缝
无
无
无
无
1.3
合格
A17
对接焊缝
无
无
无
无
1.3
合格
A18
对接焊缝
无
无
无
无
1.3
合格
B1
对接焊缝
无
无
无
无
1.2
合格
B2
对接焊缝
无
无
无
无
1.3
合格
B3
对接焊缝
无
无
无
无
1.2
合格
B4
角焊缝
无
无
无
无
1.1
合格
附件:管道焊接缝编号图(见附图)
无
无
无
无
1.1
合格
B17
对接焊缝
无
无
无
无
1.2
合格
B18
对接焊缝
无
无
无
无
1.2
合格
B19
对接焊缝
无
无
无
无
1.1
合格
C1
对接焊缝
无无无无1.1合格C2
角焊缝
无
无
无
无
——
合格
C3
角焊缝
无
无
无
无
——
合格
C4
对接焊缝
无
无
无
无
1.1
合格
C6
对接焊缝
无
无
无
无
1.1
合格
C7
角焊缝
无
无
无
无
——
合格
C8
角焊缝
无
无
无
无
无
无
无
1.3
合格
B7
对接焊缝
无
无
无
无
1.1
合格
B8
对接焊缝
无
无
无
无
1.2
合格
B9
对接焊缝
无
无
无
无
1.2
合格
B10
对接焊缝
无
无
无
无
1.1
合格
B11
对接焊缝
无
无
无
无
1.1
合格
B12
角焊缝
无
无
无
无
1.3
合格
B13
角焊缝
无
无
无
无
——
合格
B14
角焊缝
无
无
无
无
——
合格
B15
对接焊缝
无
无
无
无
1.3
合格
B16
对接焊缝