顺铣与逆铣的区别
顺铣和逆铣的特点(
顺铣和逆铣的特点(
顺铣:铣刀的旋转方向和工件的进给方向相同。
特点:1、切削厚度从大到小,刀具磨损小,加工表面质量好,用于精加工。
2、铣刀与工件不会产生挤压作用,已加工面冷作硬化现象较轻,有利于保证已加工表面质量,刀具寿命比逆铣时提高2~3倍。
3、水平切削分力会导致工作台出现窜动现象,引起振动,甚至造成铣刀刀齿折断。
4、作用在工件上的垂直切削分力将压紧工件,使工件的定位夹紧更为可靠。
逆铣:铣刀的旋转方向和工件的进给方向相反。
特点:1、切削厚度从小到大,切削力由小变大,冲击力小,切削平稳。
但刀刃与工件摩擦大,刀具不耐用,表面质量一般,多用于粗铣加工。
2、工作在工件上的水平切削分力与进给方向相反,避免工作台的窜动。
3、因刀刃一开始不易直接切入工件,刀具与工件已加工表面之间产生强烈的挤压,使工件已加工表面产生冷作硬化现象,加速刀具磨损并影响加工表面质量。
4、工件所受垂直分力向上,不利于工件的夹紧。
顺铣和逆铣的区别及如何选择

在圆周铣削加工中,铣刀旋转切入工件方向和切削进给方向相反。
顺铣与逆铣的区别
当切削刃刚进行切削时,在逆铣中,切削厚度为最小值,在顺铣中则是达到其最大值。
一般而言,在逆铣中刀具寿命比在顺铣中短,这是因为在逆铣中产生的热量比在顺铣中明显地高。
在逆铣中当切屑厚度从零增加到最大时,切削刃受到的摩擦比在顺铣中强因而会产生更多的热量。
逆铣中径向力也明显高,这对主轴轴承有不利影响。
在顺铣中,切削刃主要受到的是压缩应力,这与逆铣中产生的拉力相比,对硬质合金刀片或整体硬质合金刀具的影响有利得多。
因此,应尽可能多使用顺铣。
使用逆铣的情况
1.当使用整体硬质合金立铣刀进行侧铣时,特别是在淬硬材料中,逆铣是首选。
这更容易获得更小公差的壁直线度和更好的90度角。
不同轴向走刀之间如果有不重合的话,接刀痕也非常小。
这主要是因为切削力的方向。
如果在切削中使用非常锋利的切削刃,切削力便趋向将刀“拉”向材料。
2.可以使用逆铣的另一个例子是,使用老式手动铣床进行铣削,老式铣床的丝杠有较大的间隙。
逆铣产生消除间隙的切削力,使铣削动作更平稳。
铣床

顺铣与逆铣的区别:顺铣比逆铣能减少刀具磨损,提高刀具寿命,提高表面光洁度,但容易造成工件窜动,那是由于工作台的进给丝杠螺纹间有间隙,且间隙在运动的前方,顺铣时受前向突然增大的切削力,使工作台和工件向前跳动。
由于普通铣床不能很好解决丝杠的间隙问题,因此逆铣用得比较多,但数控铣床上也许比较先进了,一定程度上可以克服这个问题,因此顺铣用得比较多。
这个我也不很确定,应该是这样。
我们这里的数控铣床也都用顺铣,没什么异常。
没听说过顺铣刀和逆铣刀的叫法,也许顺铣刀就是螺旋方向是正向的铣刀吧。
那样后果将非常严重,铣刀肯定会被挤坏,零件也许会被挤伤,甚至会影响机床精度。
通常立铣刀确实是三刃或四刃比较多,但键槽铣刀是两刃这说法也没听说过。
常见的键槽有两种,一种是端刃铣的,一种是侧刃铣的,铣两种键槽的铣刀也大不相同。
立铣刀确实有两刃的,相同情况下,一般刃数多的适合作精加工用,刃数少的用作粗加工,这应该是和排屑槽的大小有关,刃数少了排屑槽就大。
铣刀常见有两种材料:高速钢,硬质合金。
后者相对前者硬度高,切削力强,可提高转速和进给率,提高生产率,而且在切削力快速交变的情况下容易断刀。
1、圆柱铣刀。
用于卧式铣床上加工平面。
2、端铣刀。
用在立式铣床上加工平面。
3、盘形铣刀。
盘形铣刀又缝槽铣刀、两面刃铣刀、三面刃铣刀和错齿三面刃铣刀。
槽铣刀一般用于加工浅槽。
两面刃铣刀用于加工台阶面。
三面刃铣刀用于切槽和台阶面。
4、锯片铣刀。
用于切削窄槽或切断材料。
5、立铣刀。
用于加工平面、台阶、槽和相互垂直的平面。
6、键槽铣刀。
7、角度铣刀。
角度铣刀有单角铣刀和双角铣刀,用于铣削沟槽和斜面。
8、成形铣刀。
用于加工成形表面。
铣工的顺铣与逆铣ppt课件

三、切削特点
• 1、顺铣特点:顺铣时,铣刀刀刃的切削厚度由最 大到零,不存在滑行现象,刀具磨损较小,工件冷 硬程度较轻。垂直分力Fv向下,对工件有一个压紧 作用,有利于工件的装夹。但是水平分力Fh方向与 工件进给方向相同,不利于消除工件台丝杆和螺母 间的间隙,切削时振动大。但其表面光洁度较好, 适合精加工。
G03X-20Y30R20
G40X-62Y52
G00Z50
X0Y0
M30
13
G02I-15J0
G40G01X62Y0
G00Z50
X0Y0
M30
10
典型零件的数控铣削加工工艺分析
粗加工H9的第二级凸台
%0021
G54
M04S500
G00X-62Y52
Z5
G01Z-9F100
G41G01X-40Y30D01F200
G01X30
G02X40Y20R10
G01Y-20
G02X30Y-30R10
加
至
工
15%
7
四、顺铣和逆铣的选择原则
(1)机床精度好、刚性好、精加工,较适应 顺铣。反之较适应逆铣。
(2)零件内拐角处精加工强烈建议要用顺铣。 (3)粗加工:逆铣较好。精加工:顺铣较好
8
典型零件的数控铣削加工工艺分析
外形轮廓加工
这个图像在我们不平端面的 情况下我们可以分成两段程 序加工: 1,加工ɸ30高度H4的凸台 2,加工H9的第二级凸台
§1.5 铣削重要常识 ——顺铣与逆铣
1
在加工中,铣刀的旋转方向一般是不变 的,但进给方向是变化的。就出现了铣 削加工中常见的两种现象:顺铣与逆铣。
2
二、顺铣和逆铣的定义
顺铣与逆铣的区别

顺铣与逆铣的区别顺铣与逆铣的区别三铣削方式1、顺铣:铣刀对工件的作用力在进给方向上的分力与工件进给方向相同的铣削方式。
同向——顺铣2、逆铣;铣刀对工件的作用力在进给方向上的分力与工件进给方向相反的铣削方式。
反向——逆铣3、顺铣与逆铣的区别:?A 顺铣:铣刀对工件作用力 F在垂直方向分力 F始终向下,对工件起压紧作用,cN切削平稳,适于不易夹紧或细长薄板形工件。
逆铣:垂直分力F向上,工件需较大的夹紧力。
NB 顺铣:铣刀刀刃切入工件初,切屑厚度最大,逐渐减小到0。
后刀面与已加工表面挤压、摩擦小,刀刃磨损慢,表面质量好。
逆铣:切屑厚度从0到最大,因刀刃不能刃磨绝对锋利,故开始时不能立即切入工件,存在对工件挤压与摩擦。
工件出现加工硬化,降低表面质量。
此外,刀齿磨损快耐用度降低。
C 顺铣:水平分力F与工作台进给方向相同,当工作台进给丝杠与螺母间隙较f大,工作台易出现轴向窜动。
导致刀齿折断,刀轴弯曲,工件与夹具产生位移甚至机床损坏。
逆铣:F与工作台进给方向相反,工作台不会窜动。
fD 顺铣:刀刃从工件外表面切入,工件表层硬皮和杂质易使刀具磨损和损坏。
逆铣:刀刃沿已加工表面切入工件,工件的表面硬皮和杂质对刀刃影响小。
E 消耗在进给运动上的功率:逆铣大于顺铣综上所述,一般采用逆铣。
4、必须选用顺铣情况:a工作台丝杠、螺母传动副有间隙调整机构,并可调整足够小。
(0(03,0(05mm) b F在水平方向的分力F小于工作台与导轨之间的摩擦力。
cfC 铣削不易夹紧和薄而长的工件。
顺铣和逆铣的定义

顺铣和逆铣的定义
顺铣和逆铣是金属加工中的两种铣削方式,用于对工件进行表面加工和形状修整。
顺铣(Conventional milling)是指工件相对于刀具的转动方向
与切削速度方向相同的铣削方式。
在顺铣中,刀具从工件的边缘或者表面进入,并沿着工件逆时针方向旋转。
这样铣削过程中,切屑产生的方向与刀具移动方向相反。
顺铣适用于大多数铣削操作,可以获得较好的表面质量和切削稳定性。
逆铣(Climb milling)是指工件相对于刀具的转动方向与切削
速度方向相反的铣削方式。
在逆铣中,刀具从工件的边缘或者表面进入,并沿着工件顺时针方向旋转。
这样铣削过程中,切屑产生的方向与刀具移动方向相同。
逆铣具有较小的切削力,有助于提高加工效率和表面质量,但在具体的铣削操作中要注意刀具的选择和工艺参数的合理确定,以克服切削阻力引起的振动和过载等问题。
选择顺铣还是逆铣需要根据具体的加工要求和工件材料来确定,一般而言,顺铣适用于大多数情况下的铣削操作,而逆铣适用于加工难度较大、材料硬度较高的工件,或者要求极高表面质量的情况。
顺铣与逆铣
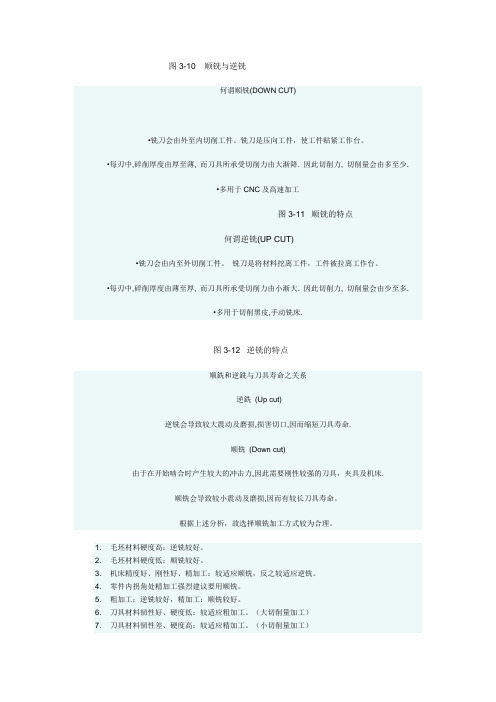
图3-10 顺铣与逆铣何谓顺铣(DOWN CUT)•铣刀会由外至内切削工件。
铣刀是压向工件,使工件贴紧工作台。
•每刃中,碎削厚度由厚至薄, 而刀具所承受切削力由大渐降. 因此切削力, 切削量会由多至少.•多用于CNC及高速加工图3-11 顺铣的特点何谓逆铣(UP CUT)•铣刀会由内至外切削工件。
铣刀是将材料挖离工件,工件被拉离工作台。
•每刃中,碎削厚度由薄至厚, 而刀具所承受切削力由小渐大. 因此切削力, 切削量会由少至多.•多用于切削黑皮,手动铣床.图3-12 逆铣的特点顺銑和逆銑与刀具寿命之关系逆銑(Up cut)逆铣会导致较大震动及磨损,损害切口,因而缩短刀具寿命.顺铣(Down cut)由于在开始啮合时产生较大的冲击力,因此需要刚性较强的刀具,夹具及机床.顺铣会导致较小震动及磨损,因而有较长刀具寿命。
根据上述分析,故选择顺铣加工方式较为合理。
1.毛坯材料硬度高:逆铣较好。
2.毛坯材料硬度低:顺铣较好。
3.机床精度好、刚性好、精加工:较适应顺铣,反之较适应逆铣。
4.零件内拐角处精加工强烈建议要用顺铣。
5.粗加工:逆铣较好,精加工:顺铣较好。
6.刀具材料韧性好、硬度低:较适应粗加工。
(大切削量加工)7.刀具材料韧性差、硬度高:较适应精加工。
(小切削量加工)1、A顺铣:铣刀对工件作用力F c在垂直方向分力F N始终向下,对工件起压紧作用,切削平稳,适于不易夹紧或细长薄板形工件。
逆铣:垂直分力F N向上,工件需较大的夹紧力。
B顺铣:铣刀刀刃切入工件初,切屑厚度最大,逐渐减小到0。
后刀面与已加工表面挤压、摩擦小,刀刃磨损慢,表面质量好。
逆铣:切屑厚度从0到最大,因刀刃不能刃磨绝对锋利,故开始时不能立即切入工件,存在对工件挤压与摩擦。
工件出现加工硬化,降低表面质量。
此外,刀齿磨损快耐用度降低。
C 顺铣:水平分力F f与工作台进给方向相同,当工作台进给丝杠与螺母间隙较大,工作台易出现轴向窜动。
导致刀齿折断,刀轴弯曲,工件与夹具产生位移甚至机床损坏。
浅析顺铣与逆铣
浅析顺铣与逆铣在现代加工技术中,常常可以看到顺铣与逆铣。
由于各种图书的侧重点不同,所以关于顺铣与逆铣的定义也各不相同。
同时各单位对于顺铣与逆铣的反应情况也不尽相同。
下面介绍一下我对顺铣与逆铣的一些经验供大家参考。
1、顺铣与逆铣的定义在机械加工中,力的分析是必不可少的,在一些资料中也可查到一些机械加工术语的定义都离不开力。
因此,我认为顺铣与逆铣的定义也应从力学方面定义。
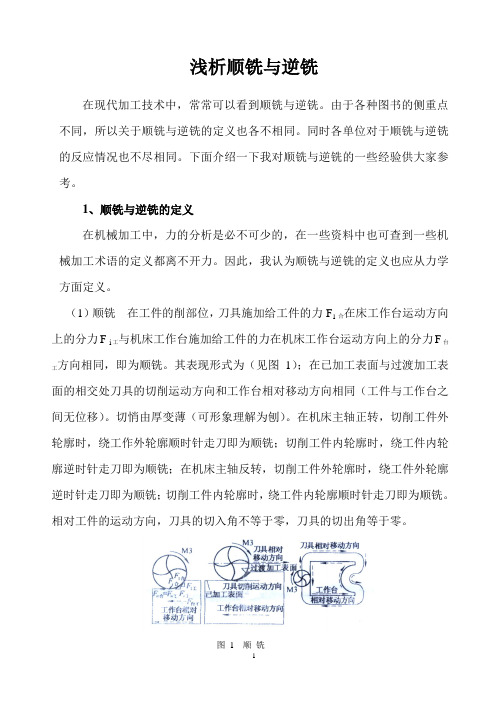
(1)顺铣在工件的削部位,刀具施加给工件的力F1合在床工作台运动方向上的分力F i工与机床工作台施加给工件的力在机床工作台运动方向上的分力F台1);在已加工表面与过渡加工表工方向相同,即为顺铣。
其表现形式为(见图面的相交处刀具的切削运动方向和工作台相对移动方向相同(工件与工作台之间无位移)。
切悄由厚变薄(可形象理解为刨)。
在机床主轴正转,切削工件外轮廓时,绕工作外轮廓顺时针走刀即为顺铣;切削工件内轮廓时,绕工件内轮廓逆时针走刀即为顺铣;在机床主轴反转,切削工件外轮廓时,绕工件外轮廓逆时针走刀即为顺铣;切削工件内轮廓时,绕工件内轮廓顺时针走刀即为顺铣。
相对工件的运动方向,刀具的切入角不等于零,刀具的切出角等于零。
图 1 顺铣(2)逆铣在工件的切削部位,刀具施加给工件的力F1合在机床工作合运动方向上的分力F i工与机床工作台施加给工件的力在机床工作台运动方向上分力F台工方向相反,即为逆铣。
其表现形式为(见图2):在已加工表面与过渡加工面的相交处刀具的切削运动方向和工作台的移动方向相反(工件与工作台之间无位移),切屑由薄变厚(可形象理解为挖)。
在机床主轴正转,切削工件外轮廓时,绕工件外轮廓逆时针走刀即为逆铣;切削工件内轮廓时,绕工件内轮廓顺时针走刀即为逆铣;在机床主轴反转3时,切削工件外轮廓时,绕工件外轮廓顺时针走刀即为逆铣;切削工件内轮廓时,绕工件内轮廓逆时针走刀即逆顺铣。
相对工件的运动方向,刀具的切入角等于零,刀具的切出角不等于零。
图 2 逆铣2、顺铣与逆铣对切削的影响在不考虑机床主轴刚性的情况下,机床间隙与切削加工时刀具所产生的弹性弯曲变形最终都将会反应在工件上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二十三期:顺铣与逆铣(2008年5月1日)
在机械加工中,加工精度不仅与材料有关,还与该轮廓是零件的内轮廓还是外轮廓、加工方式是顺铣还是逆铣、刀具半径、加工变形等诸因素有关。
下面介绍一下顺铣与逆铣的区别:
刀具转动方向和加工方向一致为顺铣,反之为逆铣。
逆铣,当切削量较大,而且材料密度较低时(如密度板),刀具切入过程与工件之间产生强烈摩擦,刀具易磨损,并使加工表面相对粗糙,同时逆铣时有一个上台工件的分力,容易使工件振动和工夹松动,影响加工精度。
顺铣,刀具切入前不与零件产生摩擦,有利于提高刀具耐用度、并且加工表面光滑、切割时向下压的分力有利增加工件夹持稳定性。
相比较而言,顺铣可以增加加工表面的光滑度,提高加工精度。
以图为例说明顺铣与逆铣在轮廓加工中的应用:
内轮廓:顺铣时,刀具按逆时针方向运动(主轴正转,下同)(图a);逆铣时,则刀具按顺时针方向运动(图b)。
a b
外轮廓:顺铣时,刀具顺时针运动(图c);逆铣时,则刀具逆时针运动(图d)。
c d。