刀片槽形选择和介绍
数控刀具的选择方法
数控刀具的选择方法1、数控刀具的选择数控机床刀具的选择和确定是数控加工中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。
它与普通机床相比,对刀具提出了更高的要求,这体现在要求精度高、刚性好、装夹调整方便、切削性能强、寿命长等方面。
数控刀具的选择是在数控编程的人机交互状态下进行的,应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其他相关因素正确选用刀具及刀柄。
刀具选择总的原则是:安装调整方便、刚性好、寿命长和精度高。
在满足加工要求的前提下尽量选择较短的刀柄,以提高刀具加工的刚性。
选择刀片或刀具时应考虑的因素是多方面的。
随着机床种类、型号的不同,生产经验和习惯的不同以及其他种种因素而得到的效果是不相同的,归纳起来应该考虑到以下几个方面。
(1)刀片形状的选择加工的零件形状是选择刀片形状的第一依据。
刀片安装在刀柄上,刀具主、副切削刃不得与工件的已加工表面或待加工表面发生干涉。
刀具形状与切削区的刀尖角的大小有直接关系,因此刀片形状直接影响刀尖强度,刀尖角越大,刀尖强度越高。
按刀尖角大小顺序排为:R、O、H、P、S、L、M、A、B、W、C、E、T、K、D、V。
另外,刀尖角越大,车削中对工件的径向分力越大,越易引起切削振动,故精加工时宜采用较小的刀尖角型号。
在保证刀具强度、工件精度的前提下,可选用切削刃较多的W型、T型刀片。
此外,某些刀片形状的使用范围有其专用性。
如D型、V型车削刀片一般只在仿形车削时才使用。
R型刀片在仿形、车削盘类零件(车轮)、曲面加工时采用。
(2)刀片主切削刃后角的选择当刀片后角选N型0°时,刀片可正反使用,这样可以降低刀片成本。
此时刀柄上的刀片安装面不是水平的,当刀片与刀体组合后,刀具形成正的后角,只是刃倾角为负。
由于数控机夹刀片一般都有断屑槽,故前角也为正值。
因此N型刀片被较多选用,选用时注意考虑槽形。
另外,由于该型刀具的刃倾角为负,在进行曲面加工时,刀具上切削点位置不同,且不在同一中心高上,故在进行较大的精密曲面加工时会造成误差。
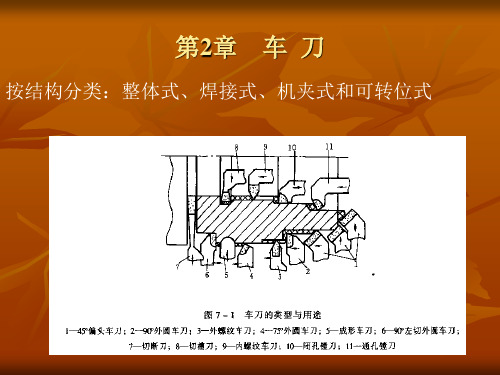
第五章_车刀讲解

V形:两个刃口并且长,刀尖角35°刀尖强度低,用于仿形加工。 做成93°车刀时切入角不大于50°;做成72.5°车刀时切 入角不大于70°;做成107.5°车刀时切入角不大于35°。
组成:刀片、刀垫、刀杆、 夹紧机构
特点:切削性能好,辅助时 间短,生产率高
1)、可转位车刀刀片
12345 6
形状 后角 偏差等级 类型 刀刃长度 厚度
78
9
10
r ε 刃口形状 切削方向 断屑槽与宽度
关于可转位车刀标注的规定
根据国家标准规定:可转位车刀的型号由代表一 组给定意义的字母和数字代号按一定顺序位置排列 组成,共10位代号。不管哪一个型号的刀片,都必 须使用前7位代号,后3位代号在必要时才使用,若 第8、9位代号中只使用其中一位时,则无论是第8还 是第9都写在第8位上;此外,无论有无第8、9位, 第10位代号都必须用短横线“-”与前面的代号隔 开,并且其字母不得使用第8、9位上已经使用的字 母。
刀 英制 尖
英制:2代表2/64in.=1/32in.=0.79mm
• 精加工
半 公制 径
• 超精加工
公制:08代表0.8mm
1)、可转位车刀选用
●主要尺寸:内切圆直径d或刀片边长L 检验尺寸m 刀片厚度S 孔径d1及刀尖圆弧半径rε
●基本尺寸:内切圆直径d 刀片厚度S
●几何角度的选择:
刀片角度: γ nt α nt 刀槽角度: γ og κ rg 几何角度: γ 0=γ nt+ γog
车刀详细解析和应用图解
刀片厚度
尺寸系列 3.18、4.26、6.35、9.73
刀尖圆弧半径 尺寸系列 0.2、0.4、0.8、1.2、1.6、2.0、2.4、3.2
✓刃口形式及切削方向
F—尖锐刃口 E—倒圆刃口 T—倒棱刃口 S—倒棱又倒圆刃口 R—供向左切的外圆刀 L—供向右切的外圆刀 N—左右都有切削刃
✓断屑槽形式与宽度
➢轮廓设计的准备工作
1、理论上工件廓形各点均需修正计算,以便求出刀具 廓形上的对应点。通常选取工件形状与尺寸变化的各转 折点作为组成点,进行修正计算。
2、计算组成点尺寸 按平均值标注 3、根据工件材料性质和刀具类型,选取所需前、后角 4、圆体成形车刀,尚须确定外径D1
实际生产中,已知apmax,可参考资料选取相关尺寸。
➢前角、后角的形成 只刃磨前刀面,预先磨出一定的角度,再相对工件装 夹成一定位置,分别形成需要的前角、后角。
重磨前刀面hc 时R1,sin必( f 须 f保) 持h不变。为便是控制, 刀具两端面H 上R1刻sin有 f 刃磨检验园。
式中:R —圆体成形车刀最大外圆半径(mm)
钢料:rf=5°~10°,抗拉强度高的取小值,反之取大值; 铸铁: rf=0°~10°,硬度高的取小值,反之取大值;
单,使用方便可靠。 侧压式 利用楔形块和螺钉从刀片侧面将刀片压紧,刀片
上无障碍,排屑顺畅。
2.3 可转位车刀
特点:生产效率高 适应现代化生产的需要 有利于新型刀具材料的使用
夹紧机构
偏心式、楔销式、杠杆式、上压式
要求:转位、更换刀片简便迅速,重复定位精度高, 结构简单,夹固牢靠
可转位刀片的选择
可转位刀片的型号由代表一定意义的字母和数字代号 按一定顺序排列组成,共有十个号位。
数控刀片型号与介绍精品PPT课件

One specific solution for each of the
6 material groups
- Cutting Materials - Geometries - Cutting data
基体: 6,3%富Co层
涂层: CVD
TiN / TiCN Al2O3 * K-MTCVD TiCN
18µm total
•涂层前` 预抛光处理能提高表面粗糙度
•能抵御刃口破损和微小崩刃
•* Al2O3是一种精细微粒的涂层,能抵御积屑 瘤的产生
•厚的Al2O3能抵御月牙洼磨损
•韧性基体适于大进给和断续切削
材质
Steel
Stainless Steel
Cast Iron
Non High Temp. Hardened
Ferrous
Alloy Materials
耐磨性
KT315
KT315
KT315 KD1405
K313
KY4400 01
KC9110 KC5010 KC9315 KD100 KC5510 KY1615
•可取代 KC9025, KC935,与其相比可以使用 更高的速度和进给
25
KC9040
适于钢类加工,具有良好的韧性,是低速重载断续切削的首选材质
Structure
基体: 8%富Co层
涂层: CVD
TiN / TiCN Al2O3 TiCN / TiC TiCN / TiN
9µm total
•涂层前预抛光处理 •富钴层基体适于断续加工 •相对较薄的涂层适于在重载下减少后刀面和 月牙洼磨损
【精品】刀片槽形选择和介绍共23页文档

1、战鼓一响,法律无声。——英国 2、任何法律的根本;不,不成文法本 身就是 讲道理 ……法 律,也 ----即 明示道 理。— —爱·科 克
3、法律是最保险的头盔。——爱·科 克 4、一个国家如果纲纪不正,其国风一 定颓败 。—— 塞内加 5、法律不能使人人平等,但是在法律 面前人 人是平 等的。 ——波 洛克
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但是我从不后退。——亚伯拉罕·林肯
39、勿问成功的秘诀为何,且尽全力做你应该做的
刀片全参数详解

∙品牌: 瑞士 LAMINA∙型号: RDMT10T3MO品名:瑞士LAMINA 数控刀片型号:RDMT10T3MO-LT30形状:圆形后角:15度精度:M 级槽型:单面槽有无孔:有孔形状:圆柱孔+单面倒角40°-60°厚度:3.97mm 内接圆直径:10mm 刀片直径尺寸:公制刀尖高度允差:±0.08-±0.18精彩文档内接圆允差:±0.05--±0.15厚度允差:±0.13刀片形状对照表如下:正六角形(H ) 正八角形(O)正五角形(P)正方形(S)正三角形(T)菱形顶角80°(C)菱形顶角55°( D ) 菱形顶角75°(E)菱形顶角50°(F)菱形顶角86°(M)菱形顶角35°(V)等边不等角六角形(W)长方形(L)平行四边形顶角85°(A)平行四边形顶角82°(B)平行四边形顶角55°(K)圆形(R)后角代号对照表如下:A:后角3°B: 后角5° C:后角7° D:后角15° E:后角20°F:后角25°F:后角25°G:后角30°N:后角 0° P:后角 11° O:其他后角精度代号对照表如下:代号:刀尖高度允差m(mm)内接圆允差ΦD1(mm)厚度允差S1(mm)精彩文档{ A } ±0.005 ±0.025 ±0.025{ F } ±0.005 ±0.013 ±0.025{ C } ±0.013 ±0.025 ±0.025{ H } ±0.013 ±0.013 ±0.025{E } ±0.025 ±0.025 ±0.025{ G } ±0.025 ±0.025 ±0.13{ J } ±0.005 ±0.05-±0.15 ±0.025{ K } ±0.013 ±0.05-±0.15 ±0.025{ L } ±0.025 ±0.05-±0.15 ±0.025精彩文档{ M } ±0.08-±0.18 ±0.05-±0.15 ±0.13{ N } ±0.08-±0.18 ±0.05-±0.15 ±0.025{ U } ±0.13-±0.38 ±0.08-±0.25 ±0.13刀尖高度允差对照表如下:[内接圆][正三角形][正方形] [菱形80度] [菱形55度][菱形35度][ 圆形]Φ6.35 ±0.08 ±0.08 ±0.08 ±0.11 ±0.16 —Φ9.525 ±0.08 ±0.08 ±0.08 ±0.11 ±0.16 —Φ12.7 ±0.13 ±0.13 ±0.13 ±0.15 ——Φ15.875 ±0.15 ±0.15 ±0.15 ±0.18 ——精彩文档Φ19.05 ±0.15 ±0.15 ±0.15 ±0.18 ——Φ25.4 ——±0.18 ————————Φ31.75 ——±0.20 ————————内接圆允差对照表如下:[内接圆][正三角形][正方形] [菱形80度][菱形55度] [菱形35度][ 圆形]Φ6.35 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05 ——Φ9.525 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05Φ12.7 ±0.08 ±0.08 ±0.08 ±0.08 ——±0.08Φ15.875 ±0.10 ±0.10 ±0.10 ±0.10 ——±0.10精彩文档Φ19.05 ±0.10 ±0.10 ±0.10 ±0.10 ——±0.10Φ25.4 ——±0.13 ——————±0.13Φ31.75 ——±0.15 ——————±0.15槽孔代号对照表如下:{ W }: 有无孔:有孔的形状:圆柱孔+单面倒角40°-60°有无断屑槽:无{ T }: 有无孔:有孔的形状:圆柱孔+单面倒角40°-60°有无断屑槽:单面槽{ Q }: 有无孔:有孔的形状:圆柱孔+双面倒角40°-60°有无断屑槽:无{ U }: 有无孔:有孔的形状:圆柱孔+双面倒角40°-60°有无断屑槽:双面槽{ B }: 有无孔:有孔的形状:圆柱孔+单面倒角70°-90°有无断屑槽:无{ H }: 有无孔:有孔的形状:圆柱孔+单面倒角70°-90°有无断屑槽:单面槽{ C }: 有无孔:有孔的形状:圆柱孔+双面倒角70°-90°有无断屑槽:无{ J }: 有无孔:有孔的形状:圆柱孔+双面倒角70°-90°有无断屑槽:双面槽精彩文档{ A }: 有无孔:有孔的形状:圆柱孔有无断屑槽:无{ M }: 有无孔:有孔的形状:圆柱孔有无断屑槽:单面槽{ G }: 有无孔:有孔的形状:圆柱孔有无断屑槽:双面槽{ N }: 有无孔:无孔的形状:无孔有无断屑槽:无{ R }: 有无孔:无孔的形状:无孔有无断屑槽:单面槽{ F }: 有无孔:无孔的形状:无孔有无断屑槽:双面槽{ X }: 特殊切削刃长度代号和内接圆代号对照表如下:内接圆(mm)R型W型V型D型C型S型T型3.97mm ——02 ——04 03 03 064.76mm ——L3 08 05 04 04 085.56mm ——03 09 06 05 05 09精彩文档6.00mm 06 ————————————6.35mm ——04 11 07 06 06 117.94mm ——05 13 09 08 07 138.00mm 08 ————————————9.525mm 09 06 16 11 09 091610.00mm 10 ————————————12.00mm 12 ————————————12.70mm 12 08 22 15 12 122215.875mm 15 10 ——19 16 15 2716.00mm 16 ————————————精彩文档19.05mm 19 13 ——23 19 19 3320.00mm 20 ————————————22.225mm ——————27 22 22 3825.00mm 25 ————————————25.40mm 25 ————31 25 25 4431.75mm 31 ————38 32 31 5432.00mm ——————————————厚度代号对照表如下:代号S1:1.39mm 代号01:1.59mm 代号T0:1.79mm精彩文档代号02:2.38mm 代号T2:2.78mm 代号03:3.18mm代号T3:3.97mm 代号04:4.76mm 代号06:6.35mm代号07:7.94mm 代号09:9.52mm刀尖圆弧代号对照表如下:代号:刀尖圆弧半径(mm)00:无圆角V3:0.03mm V5:0.05mm 01:0.1mm 02: 0.2mm04:0.4mm 08: 0.8mm 12: 1.2mm 16: 1.6mm 20: 2.0mm 24:2.4mm 28: 2.8mm 32: 3.2mm刃口处理代号对照表如下:代号F: 尖锐刀刃代号E:倒圆刀刃代号T:倒棱刀刃代号S:双重处理刀刃切削方向代号对照表如下:代号R: 右手代号 L:左手代号 N: 左右手精彩文档。
刀片服务器整机介绍硬件部分
刀片服务器整机介绍硬件部分概述刀片服务器是一种高密度、高性能的服务器解决方案,通过模块化设计和刀片插槽,可以同时容纳多个独立的服务器刀片。
本文将介绍刀片服务器整机的硬件部分,包括刀片服务器的结构、处理器、内存、存储等关键硬件组件。
刀片服务器结构刀片服务器采用模块化的设计,整机由刀片插槽、刀片服务器模块、刀片服务器管理模块和背板组成。
•刀片插槽:刀片插槽是刀片服务器的核心部分,用于插入刀片服务器模块。
每个刀片插槽可以容纳一个独立的刀片服务器模块。
•刀片服务器模块:刀片服务器模块是刀片服务器的主要组件,包含处理器、内存、存储等关键硬件。
每个刀片服务器模块都是独立的服务器,可以独立运行。
•刀片服务器管理模块:刀片服务器管理模块用于监控和管理整个刀片服务器系统。
通过管理模块,管理员可以监控刀片服务器的状态、配置和性能。
•背板:背板是刀片服务器的接口部分,连接刀片插槽和刀片服务器管理模块,为刀片服务器提供电源和数据通信。
处理器刀片服务器的处理器是其核心组件,决定了服务器的计算能力和性能。
•型号选择:刀片服务器使用的处理器型号多种多样,根据不同的需求和应用场景选择不同的处理器型号。
常见的处理器型号有Intel的Xeon系列和AMD的EPYC系列等。
•核心数和线程数:处理器的核心数和线程数决定了刀片服务器的并发处理能力。
更多的核心和线程可以提供更好的性能和多任务处理能力。
•主频和缓存:刀片服务器的处理器主频和缓存大小也是考虑的要点。
更高的主频可以提供更快的计算速度,更大的缓存可以提高数据读写效率。
内存刀片服务器的内存是存储数据和程序的关键组件,对服务器的性能有很大影响。
•容量选择:刀片服务器常见的内存容量包括16GB、32GB、64GB等。
根据应用需求和预算制定合理的内存容量。
•频率和通道数:内存的频率和通道数也是考虑的要点。
更高的频率和更多的通道可以提供更快的数据读写速度和更好的内存带宽。
存储刀片服务器的存储是存储数据和程序的主要介质,影响服务器的数据读写性能和存储容量。
槽刀如何选择?
槽刀如何选择?一、考虑因素1、工件1.分析结构特点。
2.材料是否具有良好的断屑能力。
3.生产批量-单个切槽还是批量切槽。
4.工件能否被安全夹紧。
5.排屑情况。
2、机床1.稳定性,功率和扭矩,特别是对于较大的零部件。
2.切削液和冷却液。
3.对于长切屑材料是否需要高压冷却液来断屑。
4.换刀次数和转塔刀架内刀具数量。
5.转速限制值,是否有棒料进给器。
二、如何选择1、选择宽度1.刀片宽度影响强度。
2.为高效切削,应选择尽可能宽的刀片。
3.断屑范围在于刀片宽度。
4.较窄的刀片宽度意味着低进给率下断屑更好。
5.更宽的刀片,强度更高的刃口,可承受更大切削力大于更大的进给速度,但刀具挠度加大,同时易产生振动。
PS:关于R角小的圆弧半径:大的侧向力大的圆弧半径:小的侧向力2、选择进给1.进给区域与刀片的断屑范围。
2.最大的进给取决于刀片的宽度,以及最大承受力。
3.用太小刀尖圆弧半径的刀片进行大进给切削将缩短刀片使用寿命。
4.最大的进给量不适合于较小的刀尖半径刀具。
5.为了在切槽时成切屑更好,进给可以在每段小间距内中断。
最大进给量 Fmax=W X 0.075 (参考)3、选择切深1.最小的切深等于刀尖圆弧半径。
2.最大的切深取决于承载能力。
3.切深取决于断屑范围。
4.切削速度较大时引起的的刀具挠度较大,而使前沿间隙加大切削速度较小时,前沿间隙和刀具挠度都很小。
最大切深 apmax=W X 0.8(参考)切深1切深2。
刀片参数详解
刀片参数详解品牌: 瑞士LAMINA型号: RDMT10T3MO品名:瑞士LAMINA 数控刀片型号:RDMT10T3MO-LT30形状:圆形后角:15度精度:M 级槽型:单面槽有无孔:有孔形状:圆柱孔+单面倒角40°-60°厚度:3.97mm 内接圆直径:10mm 刀片直径尺寸:公制刀尖高度允差:±0.08-±0.18内接圆允差:±0.05--±0.15厚度允差:±0.13刀片形状对照表如下:正六角形(H ) 正八角形(O)正五角形(P)正方形(S)正三角形(T)菱形顶角80°(C)菱形顶角55° ( D ) 菱形顶角75°(E)菱形顶角50°(F)菱形顶角86°(M)菱形顶角35°(V)等边不等角六角形(W)长方形(L)平行四边形顶角85°(A)平行四边形顶角82°(B)平行四边形顶角55°(K)圆形(R)后角代号对照表如下:A:后角3° B: 后角5° C:后角7° D:后角15° E:后角20° F:后角25°F:后角25° G:后角30° N:后角0° P:后角11° O:其他后角精度代号对照表如下:代号:刀尖高度允差m(mm)内接圆允差ΦD1(mm)厚度允差S1(mm){ A } ±0.005 ±0.025 ±0.025 { F } ±0.005 ±0.013 ±0.025 { C } ±0.013 ±0.025 ±0.025 { H } ±0.013 ±0.013 ±0.025 {E } ±0.025 ±0.025 ±0.025 { G } ±0.025 ±0.025 ±0.13 { J } ±0.005 ±0.05-±0.15 ±0.025 { K } ±0.013 ±0.05-±0.15 ±0.025 { L } ±0.025 ±0.05-±0.15 ±0.025 { M } ±0.08-±0.18 ±0.05-±0.15 ±0.13 { N } ±0.08-±0.18 ±0.05-±0.15 ±0.025 { U } ±0.13-±0.38 ±0.08-±0.25 ±0.13刀尖高度允差对照表如下:[内接圆][正三角形][正方形] [菱形80度][菱形55度] [菱形35度][ 圆形]Φ6.35 ±0.08 ±0.08 ±0.08 ±0.11 ±0.16 —Φ9.525 ±0.08 ±0.08 ±0.08 ±0.11 ± 0.16 —Φ12.7 ±0.13 ±0.13 ±0.13 ±0.15 ——Φ15.875 ±0.15 ±0.15 ±0.15 ±0.18 ——Φ19.05 ±0.15 ±0.15 ±0.15 ±0.18 ——Φ25.4 ——±0.18 ————————Φ31.75 ——±0.20 ————————内接圆允差对照表如下:[内接圆] [正三角形][正方形] [菱形80度][菱形55度] [菱形35度][ 圆形]Φ6.35 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05 ——Φ9.525 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05Φ12.7 ±0.08 ±0.08 ±0.08 ±0.08 ——±0.08Φ15.875 ±0.10 ±0.10 ±0.10 ±0.10 ——±0.10Φ19.05 ±0.10 ±0.10 ±0.10 ±0.10 ——±0.10Φ25.4 ——±0.13 ——————±0.13 Φ31.75 ——±0.15 ——————±0.15槽孔代号对照表如下:{ W }: 有无孔:有孔的形状:圆柱孔+单面倒角40° -60° 有无断屑槽:无{ T }: 有无孔:有孔的形状:圆柱孔+单面倒角40° -60° 有无断屑槽:单面槽{ Q }: 有无孔:有孔的形状:圆柱孔+双面倒角40° -60° 有无断屑槽:无{ U }: 有无孔:有孔的形状:圆柱孔+双面倒角40° -60° 有无断屑槽:双面槽{ B }: 有无孔:有孔的形状:圆柱孔+单面倒角70° -90° 有无断屑槽:无{ H }: 有无孔:有孔的形状:圆柱孔+单面倒角70° -90° 有无断屑槽:单面槽{ C }: 有无孔:有孔的形状:圆柱孔+双面倒角70° -90° 有无断屑槽:无{ J }: 有无孔:有孔的形状:圆柱孔+双面倒角70° -90° 有无断屑槽:双面槽{ A }: 有无孔:有孔的形状:圆柱孔有无断屑槽:无{ M }: 有无孔:有孔的形状:圆柱孔有无断屑槽:单面槽{ G }: 有无孔:有孔的形状:圆柱孔有无断屑槽:双面槽{ N }: 有无孔:无孔的形状:无孔有无断屑槽:无{ R }: 有无孔:无孔的形状:无孔有无断屑槽:单面槽{ F }: 有无孔:无孔的形状:无孔有无断屑槽:双面槽{ X }: 特殊切削刃长度代号和内接圆代号对照表如下:内接圆(mm)R型 W型 V型D型C型S型T型3.97mm —— 02 —— 04 03 03 064.76mm —— L3 08 05 04 04 085.56mm —— 03 09 06 05 05 096.00mm 06 ————————————6.35mm —— 04 11 07 06 06 117.94mm —— 05 13 09 08 07 138.00mm 08 ————————————9.525mm 09 06 16 11 09 09 1610.00mm 10 ————————————12.00mm 12 ————————————12.70mm 12 08 22 15 12 12 2215.875mm 15 10 —— 19 16 15 2716.00mm 16 ————————————19.05mm 19 13 —— 23 19 19 3320.00mm 20 ————————————22.225mm ——————27 22 22 38 25.00mm 25 ————————————25.40mm 25 ———— 31 25 25 4431.75mm 31 ———— 38 32 31 5432.00mm ——————————————厚度代号对照表如下:代号S1:1.39mm 代号01:1.59mm 代号T0:1.79mm代号02:2.38mm 代号T2:2.78mm 代号03:3.18mm代号T3:3.97mm 代号04:4.76mm 代号06:6.35mm代号07:7.94mm 代号09:9.52mm刀尖圆弧代号对照表如下:代号:刀尖圆弧半径(mm)00:无圆角 V3:0.03mm V5:0.05mm 01:0.1mm 02: 0.2mm 04:0.4mm 08: 0.8mm 12: 1.2mm 16: 1.6mm 20: 2.0mm 24:2.4mm 28: 2.8mm 32: 3.2mm刃口处理代号对照表如下:代号F: 尖锐刀刃代号E:倒圆刀刃代号T:倒棱刀刃代号S:双重处理刀刃切削方向代号对照表如下:代号R: 右手代号L:左手代号N: 左右手。
肯纳车刀片槽型命名规则
肯纳车刀片槽型命名规则肯纳车刀片槽型命名规则肯纳车刀片槽型命名规则是切削加工领域中一项重要的标准化规定。
它用于描述肯纳车刀片上槽型的形状和特征,对于正确选择和使用刀片具有重要的指导作用。
在本文中,我将从深度和广度两个角度对肯纳车刀片槽型命名规则进行全面评估,并分享我个人对这一规则的观点和理解。
【1. 介绍】肯纳车刀片槽型命名规则是由肯纳公司制定的,其主要目的是对肯纳车刀片上槽型进行统一的命名和分类。
这样一来,无论是使用方还是供应方,都可以通过槽型命名规则准确地理解刀片上的槽型,从而方便地进行选择和交流。
肯纳车刀片槽型命名规则一般由一个字母和一个数字组成,字母表示槽型的类型,数字表示槽型的尺寸或特征。
【2. 深度分析】在深度方面,肯纳车刀片槽型命名规则可以从以下几个方面进行评估:【2.1 类型命名】肯纳车刀片槽型命名规则通过字母来表示槽型的类型。
不同类型的槽型有不同的功能和适用范围。
字母A表示圆形槽型,B表示方形槽型,C表示锥形槽型等。
通过字母的差异,使用方可以迅速了解到刀片的功能和优势,从而进行正确的选择。
【2.2 尺寸特征】肯纳车刀片槽型命名规则通过数字来表示槽型的尺寸或特征。
数字的具体含义与每种槽型有关。
对于圆形槽型,数字1表示直径为8mm,数字2表示直径为12mm;而对于方形槽型,数字1表示侧面长度为8mm,数字2表示侧面长度为12mm。
通过这种方式,使用方可以准确地了解到刀片的具体尺寸,从而满足实际加工需求。
【2.3 复合命名】在肯纳车刀片槽型命名规则中,还存在一种复合命名方式。
这种方式通过组合不同的字母和数字来描述特定的槽型。
字母A表示圆形槽型,数字1表示直径为8mm,那么组合在一起就是A1。
这样一种复合命名方式使得使用方可以对多种特征进行组合,从而满足不同的加工需求。
【3. 广度分析】在广度方面,肯纳车刀片槽型命名规则可以从以下几个方面进行评估:【3.1 应用领域】肯纳车刀片槽型命名规则适用于切削加工领域的各个行业和领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
2
3
Workpiece materials
Application type
ap Depth of cut (inch)
Machining conditions
=
P M K
Steel Stainless steel Cast iron
Good conditions
Continuous cuts Stable conditions
TM
STAIN LESS
M
CAST IRON
K
Cutting forces in various materials
Steel Stainless Steel Cast Iron
P
Ft Ft
M
Ft
K
Time
Time
Time
Basions
• Steel
山特维克可乐满车镗刀片断屑槽
DOC Inch
CNMM 643- PR
.400
CNMG 643- PR
.200
CNMG 432- PM CNMG 432- PF
0 0 .020 .040 Feed inch/rev
STEEL
P
精 车 半 精 粗 车
Easy to Choose. Easy to Use.
– Long chipping
1 2
• Stainless steel
– Lamellar chipping
3 4
• Titanium
– Segmental chipping
• Cast irons
– Short chipping
杠杆夹紧的零度后 角刀片断屑槽
杠杆夹紧的零度后 角刀片断屑槽
杠杆夹紧的零度后 角刀片断屑槽
R Roughing M Medium machining F Finishing
fn Feed, in/rev
= =
Average conditions Difficult conditions
Interrupted cuts or heavy roughing.
Easy identification with permanent insert marking
杠杆夹紧的零度后 角刀片断屑槽
杠杆夹紧的零度后 角刀片断屑槽
杠杆夹紧的零度后 角刀片断屑槽
锣钉夹紧的有后角 的刀片断屑槽
锣钉夹紧的有后角 的刀片断屑槽
锣钉夹紧的有后角 的刀片断屑槽
锣钉夹紧的有后角 的刀片断屑槽
Easy to choose
The path to productive turning
Geometry
Edge
Nose radius
Insert type Grade