焊接检验统计表新111
焊接过程与检验记录表

3
接管法兰
焊接
焊接方式:
丿焊1女方式
焊缝外观质量.OK/NO
丿、1刁壬丿1/汕少< 占邑./1no
垂直度.OK/NO
I l FA./3c.・IV/1 V
高度:OK / NO
高^度:OK—/NO
法兰对正.OK/NO
1法/对正.OK/NO
焊缝返修次数.返修质量.OK/
4
地脚、堵
块、滚轮支
焊接方式.
焊接方式:
焊缝质量:OK/NO
焊缝丿贝量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊接丿尺寸符合图纸要小:OK/NO
儿曰厶、夂丄匚厶夂、来Zr .丄匚 厶夂壬具.r\\^1
力口企甘Mt焊缝返修次数:返修质量:or\/
板式换热器焊接过程与检验记录表
产品名称:规格型号:
产品编号:
序
流程
检验项目和记录
作业者
检杏者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:ok/NO
焊接材质确认.ok/no
焊接部位表面质量:ok/no
2
衬套焊接
焊接方式.
焊缝外观质量.OK/NO
丿、I刁圧八zyij/以 甲IV71NO
焊接无损检测.OK/NO
焊接质量统计分析表

焊接质量统计分析表20 年焊缝一次交检合格率焊缝返修率焊接工艺纪律执行用户反馈有关焊缝质量意见监察、监检机构反映焊缝质量意见上次存在问题对策措施的效果备注本季共生产台数焊缝外观一次合格率焊缝无损检测一次合格率总拍片数返修片数指标%实绩指标%实绩指标%实绩指标%实绩100% 100% ≥85 95% ≥97 99.3% 523 4 ≤30.7% 100 100%一、焊接质量评价与分析:经上述统计:1、焊缝外观一次合格率呈□上升□下降;其主要问题和原因是飞溅、焊工不注重短弧焊接。
2、焊缝无损检测一次合格率呈上升□下降;其主要问题和原因是注重坡口两侧的处理和焊接工艺的执行。
3、焊缝返修率呈□上升下降;其主要问题和原因是焊工质量意识上升。
4、焊接工艺执行率呈□下降;其主要问题和原因是5、用户意见呈□上升□下降;其主要问题和原因是 /6、监察、监检机构反映意见呈□上升□下降;其主要问题和原因是 /7、上次存在问题对策措施的效果□良好□不好,其主要问题和原因是 /二、对策措施(纠正/预防措施):加强焊工培训,提高焊工的技能水平和质量意识,加强与客户的沟通、反馈,做好工艺改进工作。
制表: 20 年月焊接质量统计分析表20 年焊缝一次交检合格率焊缝返修率焊接工艺纪律执行用户反馈有关焊缝质量意见监察、监检机构反映焊缝质量意见上次存在问题对策措施的效果备注本季共生产台数焊缝外观一次合格率焊缝无损检测一次合格率总拍片数返修片数指标%实绩指标%实绩指标%实绩指标%实绩100% 100% ≥85 96% ≥97 99.9% 837 1 ≤30.1% 100 100%一、焊接质量评价与分析:经上述统计:1、焊缝外观一次合格率呈上升□下降;其主要问题和原因是焊工能做好焊前准备工作。
2、焊缝无损检测一次合格率呈上升□下降;其主要问题和原因是注重坡口两侧的处理和焊接工艺的执行。
3、焊缝返修率呈□上升下降;其主要问题和原因是质量意识上升。
二、 焊接试(检)验报告、焊条(剂)合格证汇总表(表2)
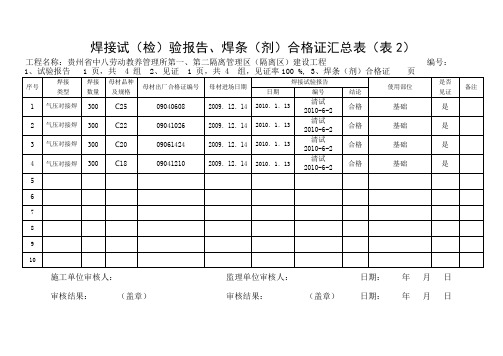
工程名称:贵州省中八劳动教养管理所第一、第二隔离管理区(隔离区)建设工程编号:
1、试验报告1页,共4组2、见证1页,共4组,见证率100 %, 3、焊条(剂)合格证页
序号
焊接
类型
焊接
数量
母材品种及规格
母材出厂合格证编号
母材进场日期
焊接试验报告
使用部位
是否
见证
备注
日期
编号
结论
1
气压对接焊
300
C25
09040608
2009.12.14
2010.1.13
清试2010-6-2
合格
基础
是
2
气压对接焊
300
C22
09041026
2009.12.14
2010.1.13
清试2010-6-2
合格
基础
是
3
气压对接焊
300பைடு நூலகம்
C20
09061424
2009.12.14
2010.1.13
清试2010-6-2
合格
基础
是
4
气压对接焊
300
C18
09041210
2009.12.14
2010.1.13
清试2010-6-2
合格
基础
是
5
6
7
8
9
10
施工单位审核人:监理单位审核人:日期:年月日
审核结果:(盖章)审核结果:(盖章)日期:年月日
焊缝焊接质量检查记录表

单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
《钢结构工程施工质量验收规范》(GB50205-2001)
施工质量验收规范的规定
施 工 单 位 检 查 评 定 记 录
验收记录
项目
允许偏差(注:t为连接处较薄的板厚)㎜
施工单位检查结论
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位复查结论
专业监理工程师(建设单位
项目专业技术负责人):年月日
≤0.1t,且≤1.0,长度不限
弧坑裂纹
—
允许存在个别长度≤5.0的弧坑裂纹
电弧擦伤
—
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,且≤5.0
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣
—
深度0.2t,ta长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径
缺陷类型
二级
三级
符合设计要求
未焊满(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
焊接过程与检验记录表

接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2衬套焊接Fra bibliotek焊接方式:焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表

焊接过程与检验记录表
1 / 1
板式换热器焊接过程与检验记录表
产品名称: 规格型号:
产品编号:
序
流程
作业者
检查者
日期
备注
号 检验项目和记录
签字
结果
签字
结果
焊丝焊条确认:
OK / NO
1
焊前确认
焊接材质确认: OK / NO
焊接部位表面质量: OK / NO 焊接方式:
焊缝外观质量:
OK / NO
2
衬套焊接
焊接无损检测: OK / NO
焊缝返修次数: 返修质量: OK / NO
焊接方式:
焊缝外观质量: OK / NO 3
接收法兰焊 垂直度: OK / NO
接
高度: OK / NO
法兰对正: OK / NO
焊缝返修次数:
返修质量: OK
/ NO
焊接方式:
地脚、堵块、 焊缝质量: OK / NO
4
滚轮支架等
其他焊接
焊接尺寸吻合图纸要求: OK / NO
焊缝返修次数:
返修质量: OK / NO。
焊接质量检查验收表格
焊缝外表质量〔观感〕检查记录表编号:0203-TFEN-HJ-0单位工程名称SO?吸收系统标准号分局部项名称吸收塔安装工程类别D-2钢材牌号Q235-B焊丝部件规格钢板T=6、T=22焊条(J422 )焊工代号LG499/LG4577焊缝总数381米焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期3D01-01√//3D01-09√//3D01-12√//3D01-14√//3D01-16√//3D01-22√//检3D01-26√// 3D01-32√//查3D01-40√// 3D01-47√//记3D01-55√// 3D01-59√//录3D01-63√// 3D01-72√//3D01-82√//3D01-88√//以下空白自检确认意见:上述焊缝外表观感检查已完成,检焊缝外表无气孔、夹渣、裂纹、未熔合,外表施工作业单位复查意见:经复查上述焊缝外表质量符合焊接质量验收及评价规程中表要求查质量符合要求。
结论班〔组长〕长:年月日二级质检员:注:本表仅作为外表质量观感检查用,“接头已清理〞和“焊缝成型〞符合要求时,以“表露缺陷,应标注具体的焊口编号:缺陷及处理情况应据实填写.年月日√〞表示:如有焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-0单位工程名称 SO?吸收系统 标准号分局部项名称吸收塔安装工程类别 D-2 检查焊口编号 0203-JL-TFEN-MT-01接头数量381米类 检查测量检 验 项 目焊缝 焊缝 焊缝宽 焊脚检查别焊口编号错边角变形表露缺陷成型 余高窄差咬边结论尺寸3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格3D01-16 优良 / 无 无 合格3D01-22 优良 / 无 无 合格3D01-26 优良 / 无 无 合格抽 3D01-32优良/ 无 无 合格3D01-40 优良/ 无无 合格样3D01-47 优良/ 无无 合格测3D01-55 优良/ 无无 合格量3D01-59 优良/ 无无 合格检3D01-63 优良 / 无无 合格查3D01-72 优良/ 无无 合格记3D01-82 优良/ 无无 合格录3D01-88优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16 优良数 16施工作业单位检查意见:经外观质量测量检查, 质量部门复查意见:经外观质量测量检查,上述上述16只焊口符合焊接质量验收及评价规程中16只焊口符合焊接质量验收及评价规程中表合格 检 表合格标准,评定为 合格焊口标准,评定为合格焊口验结论二级质检员: 年 月 日 三级质检员: 年 月 日焊接工程质量分批验收记录表编号:0203-HJ-01单位工程名称SO?吸收系统 标准号分项工程名称#3机组吸收塔安装工程类别 D-23D01-01、3D01-09、3D01-12、3D01-14、接头数量96本批焊口编号3D01-16、3D01-22、3D01-26、3D01-32、施工单位□3D01-40、3D01-47、3D01-55、3D01-59、〔或验收部位〕验收单位3D01-63、3D01-72、3D01-82、3D01-88监理单位□无损检测结论光谱复查结论其他检测热处理记录外观质量文件资料情况检查结论MT 合格符合要求/ 记录齐全优良标准齐全类 检查测量检验工程检查 焊缝 焊缝 焊缝宽焊脚表露别焊口编号 错边结论成型 余高窄差咬边角变形尺寸缺陷3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格表 3D01-16 优良 / 无 无 合格面 3D01-22 优良 / 无 无 合格质 3D01-26 优良 / 无 无 合格量 3D01-32 优良 / 无 无 合格验 3D01-40 优良 / 无 无 合格收 3D01-47 优良 / 无 无 合格抽 3D01-55 优良 / 无 无 合格查 3D01-59 优良 / 无 无 合格记 3D01-63 优良 / 无 无 合格录3D01-72 优良 / 无 无 合格3D01-82 优良 / 无 无 合格3D01-88 优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16优良数 /验收 本批焊接工程质量验收组成员共 3人,有栗军担任本批验收组负责人, 负责抽查测量人员为聂立 记录 英、王国军按表检测,对这批焊缝 100%观感质量检查,试验结果及记录数量验收后按实际抽查事项 工程及抽查结果到达合格标准,验收意见:施工班组代表: 年 月 日 作业单位代表: 年 月 日 质量部门代表:年 月 日监理单位代表:年月日焊接分项工程综合质量验收评定表编号:0203-HJ-0单位工程名称SO?吸收系统验评施工单位□分项工程名称#3机组吸收塔安装监理单位□单位标准号建设单位□工程类别验收批数分批验收结论验收抽查数合格数优良数D-2实际数合格16/16以下空白评定工程总焊口数实检焊口数检验比例评定抽优良数评定结论〔个〕〔个〕〔%〕查数〔合格数〕观感检查96961001616优良质测量检查9616≥233优良量超声//////评射线//////定光谱961633优良记硬度//////录金相//////表MT96961001616优良PT//////以下空白综合本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其质量中16只,均合格并到达优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊验收接工程质量分批验收资料齐全。
焊接质量检查验收表(范本)
焊缝表面质量(观感)检查记录表
编号:0203-TFEN-HJ-01-02-02-001
焊接工程外观质量测量检查记录表
编号:0203-TFEN-HJ-01-02-02-002
焊接工程质量分批验收记录表
编号:0203-HJ-01-02-02-01-001
焊接分项工程综合质量验收评定表
编号:0203-HJ-01-02-02-001
表B.7 焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:
表B.8 分项工程焊接接头表面质量检验评定表mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9 分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3.8-1 焊接工程分类和质量检查、检验项目及数量
表6.3.8-2 A类工程焊接质量检验评定标准mm
表6.3.8-3 B类工程焊接质量检验评定标准mm
表6.3.8-3(续)
C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4 C类工程焊接质量检验评定标准mm
表6.3.8-4(续)。
焊接过程与检验记录表
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2பைடு நூலகம்
衬套焊接
焊接方式:
焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接件检验记录表
□ 合格 □ 不合格 不合格处理
□ 返工
□ 返修
□ 让步接收 □ 报废
最终判定
检验日期 □ 焊穿
检验日期 □ 焊穿
检验日期 □ 焊穿
□ 返工
□ 返修
□ 让步接收 □ 报废
最终判定
焊接件检验记录表
产品名称
产品型号
零件名称
零件图号
检验方案
焊丝规格
焊接电流
焊接电压
检验员
单一全检
外观检验项目
尺寸检验项目 (关键部位)
实际测量值1
□ 焊瘤
□ 裂纹 □ 焊渣飞溅 □ 漏焊假焊 □ 未焊透未熔合 □ 咬边
□ 未焊满 □ 不平滑美观
不良项描述
判定
□ 让步接收 □ 报废
最终判定
焊接件检验记录表
产品名称
产品型号
零件名称
零件图号
检验方案
焊丝规格
焊接电流
焊接电压
检验员
单一全检
外观检验项目
尺寸检验项目 (关键部位)
实际测量值1
□ 焊瘤
□ 裂纹 □ 焊渣飞溅 □ 漏焊假焊 □ 未焊透未熔合 □ 咬边
□ 未焊满 □ 不平滑美观
不良项描述
判定
□ 合格 □ 不合格 不合格处理
焊接件检验记录表
产品名称
产品型号
零件名称
零件图号
检验方案
焊丝规格
焊接电流
焊接电压
检验员
单一全检
Байду номын сангаас
外观检验项目
尺寸检验项目 (关键部位)
实际测量值1
□ 焊瘤
□ 裂纹 □ 焊渣飞溅 □ 漏焊假焊 □ 未焊透未熔合 □ 咬边
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0
中国能源建设集团东北电力第四工程公司 7 7 0 0 0 0 13 10 0 0 0 0 0 0 0 0
13 10
713
6631
20
22
本体管路
23 汽水取样 24 安全门
合计
8137
215
6846
12ቤተ መጻሕፍቲ ባይዱ7
2769
#DIV/0! #DIV/0! 2847 40.4%
8
#DIV/0! #DIV/0! 8 99.72%
中国能源建设集团东北电力第四工程公司
上周 本周 完成 134
352 83 74 28
12
累计 完成 810 3082 880 321 424 552 30 144 106 12 28 0 0 100 60 48 0 0 2 2
剩余 0 0 0 214 0 296 0 30 44 122 0 12 48 0 0 0 8 4
0
26
0
0
中国能源建设集团东北电力第四工程公司 φ φ φ φ φ φ φ φ φ φ φ φ φ φ φ φ φ φ 273×20 133×10 76×6 42×5 38×4.5 28×4 16×3 16×3 76×6 133×13 28×4 38×4.5 42×5 76×6 16×3 140×28.75 114×22 140×35 20G 20G 20G 20G 20G 20G 20G 12Cr1MoV 12Cr1MoV 12Cr1MoV 15CrMo 15CrMo 15CrMo 15CrMo 1Cr18Ni9T 20 12Cr1MoV 12Cr1MoV 8 100 56 8 42 63 66 33 8 6 8 30 8 8 20 3 2 1 1 8 0 0 0 0 33 10 0 0 0 0 0 0 0 0 0 100 56 8 42 30 56 33 8 6 8 30 8 8 20 8 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 100.0% #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.0% 0.0% #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
中国能源建设集团东北电力第四工程公司
辽阳芳烃基地热电厂新建工程 焊接检验统计表
本周完成焊口:215 周报统计日期: 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 名称 省煤器 水冷壁 包墙过热器 顶棚管 低温过热器 高温过热器 下降管 下降管 顶部连接管 顶部连接管 顶部连接管 顶部连接管 顶部连接管 省煤器连接管 省煤器连接管 省煤器连接管 过热器连接管 过热器连接管 包墙集箱接口 省煤器接口 手孔 累计完成:6846 2015-4-3 规格 φ 38×4 φ 60×5 φ 51×5.5 φ 51×5.5 φ 42×5 φ 42×5 φ 377×30 φ 133×10 φ 133×10 φ 108×8 φ 133×10 φ 133×10 φ 159×14 φ 76×8 φ 108×8 φ 133×10 φ 325×26 φ 325×26 φ 219×28 φ 219×25 φ 133×13 φ 108×10 φ 133×13 累计检验:2769 至 材质 20G 20G 20G 20G 20G 12Cr1MoV 20G 20G 20G 20G 15CrMo 12Cr1MoV 12Cr1MoV 20G 20G 20G 20G 12Cr1MoV 20G 20G 20G 20G 12Cr1MoV 一检合格率:99.72% 累计 完成 944 3082 880 321 424 552 30 144 124 12 28 30 0 100 60 60 0 0 2 2 返修:8 检验比例:40.4% 报表日期:2015-4-9 2015-4-9 本周 焊口总数 完成 944 134 3082 880 535 424 848 30 174 168 18 134 28 42 30 48 100 60 60 12 8 4 2 2 62 6 26 检验口 检验 数量 当量 327 327 1487 1487 440 440 162 162 255 255 0 30 120 0 0 0 0 0 0 0 0 0 0 0 0 56 56 0 0 0 0 0 0 0 0 2 2 检验 返修口 返修 合格率 比例 数量 当量 34.6% 0 0 100.00% 48.2% 7 7 99.53% 50.0% 1 1 99.77% 50.5% 0 0 100.00% 60.1% 0 0 100.00% 0.0% 0 0 #DIV/0! 100.0% 0 0 100.00% 0.0% 0 0 #DIV/0! 0.0% 0 0 #DIV/0! 0.0% 0 0 #DIV/0! 0.0% 0 0 #DIV/0! 0.0% 0 0 #DIV/0! #DIV/0! 0 0 #DIV/0! 56.0% 0 0 100.00% 0.0% 0 0 #DIV/0! 0.0% 0 0 #DIV/0! #DIV/0! 0 0 #DIV/0! #DIV/0! 0 0 #DIV/0! 100.0% #DIV/0! 100.0% #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0 0 #DIV/0!