麦格米特焊机报警代码故障信息
CRP焊机数字通讯功能使用说明书(麦格米特)(CRP卡)V1.0

CRP配麦格米特焊机数字化通讯功能使用说明书一、通讯配置通讯接线如下图所示:1.232串口通信设置232串口波特率可用拨码开关进行选择,可选波特率为19200、57600、115200和230400,共四个档。
使用拨码开关选择其中一个波特率,串口设置为数据位8位,停止位1位,无校验位,无流控制。
详见下表:通过拨码开关设置串口的波特率之后,模块必须重新上电,所设置的波特率才会生效,否则将以原来的串口波特率进行通信。
如果CAN通信数据频繁或CAN2.模块的调试在模块上设计有6个LED灯,用来指示模块的工作状态。
①⑤④②⑥③如上图:①为模块232串口接收指示灯。
②为模块232串口发送指示灯。
③为模块电源指示灯。
④为模块CPU工作指示灯。
⑤为模块CAN发送数据指示灯。
⑥为模块CAN接收数据指示灯。
电源指示灯:表示电源状态,模块电源接通该指示灯长亮。
CPU指示灯:表示CPU工作状态,CPU正常工作该指示灯按一定的频率闪烁。
串口接收指示灯:闪烁时表示模块串口正在接收数据。
串口发送数据指示灯:闪烁时表示模块串口正在发送数据。
CAN接收指示灯:闪烁时表示CAN接口正在接收数据CAN发送指示灯:闪烁时表示CAN接口正在发送数据,数据发送成功该灯才亮。
如果CAN接收指示灯闪烁,USART发送指示灯不闪烁,表示模块接收了CAN 数据但是没有进行转发,可能是设置了软件过滤,不转发接收到的ID信息。
如果USART接收指示灯闪烁,CAN发送指示灯不闪烁,表示模块接收了串口数据但没有进行CAN转发,会有以下几种情况。
1.发送的是指令数据。
2.模块进行CRC校验检验时检出数据错误。
3.CAN波特率不匹配,导致信息无法转发。
4.CAN数据帧没有按照要求填充,模块认为数据有误不进行转发。
5.CAN网络不能进行收发通信,如线路断开,终端电阻不匹配。
3.模块的安装和接线1、CAN端口接线在连接安装过程中CAN通信线,请采用带屏蔽层的双绞线,CANH连接JP2 - 1脚,CANL线连接JP2 – 2脚,屏蔽线可靠连接至接头金属外壳。
Medar故障排除
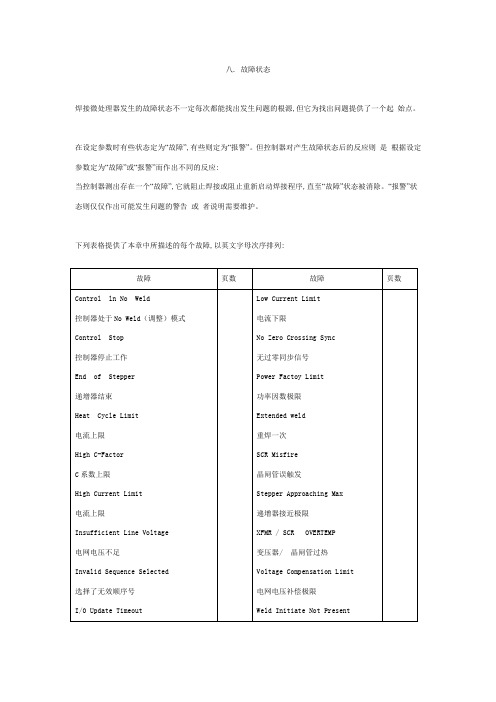
八. 故障状态
焊接微处理器发生的故障状态不一定每次都能找出发生问题的根源,但它为找出问题提供了一个起始点。
在设定参数时有些状态定为“故障”,有些则定为“报警”。
但控制器对产生故障状态后的反应则是根据设定参数定为“故障”或“报警”而作出不同的反应:
当控制器测出存在一个“故障”,它就阻止焊接或阻止重新启动焊接程序,直至“故障”状态被消除。
“报警”状态则仅仅作出可能发生问题的警告或者说明需要维护。
下列表格提供了本章中所描述的每个故障,以英文字母次序排列:
6.解决典型问题
本节介绍现场可能遇到的典型问题及对每种问题推荐的解决方法。
焊机故障代码
job Master 焊枪温度传感器故障
更换 jon master 焊枪
68 Err 068
次级安全保护回路切断
更换TTS PC 板
69 Err 069
焊接过程中;非法改变焊接模式或参数
重新引弧
数字式保护气流量检测装置问题;1:没有找到传感器
70 Err 70.x 2:没有保护气3:校正错误4:电磁阀短路或断路。5;
BPS 板配置故障。 1: 配置没找到 2:check sum 故 障 3:CFM 故障 5:未知型号板 8:未定义 UST 板
检查扁平电缆;更换BPS 板
交流发生器板配置故障。 1: 配置没找到 2:check
25 Err 25.x sum 故障 3:从没有测试 4:测试失败 5:未知型号
更换TTS 板
检查 local net;软件升级
74
75
76
77
Err 77.x
电机电流故障。 X: 7 送丝机马达电流过高。 8:拉 丝机马达电流过高。
检查送丝管;导电嘴;马达; 或更换SR41 板。
78
E-stop
急停激活。
检查急停回路
79
100 Und Opc
101 Prt Fit
102 III Opa
103 III Ina
BPS 50 板。
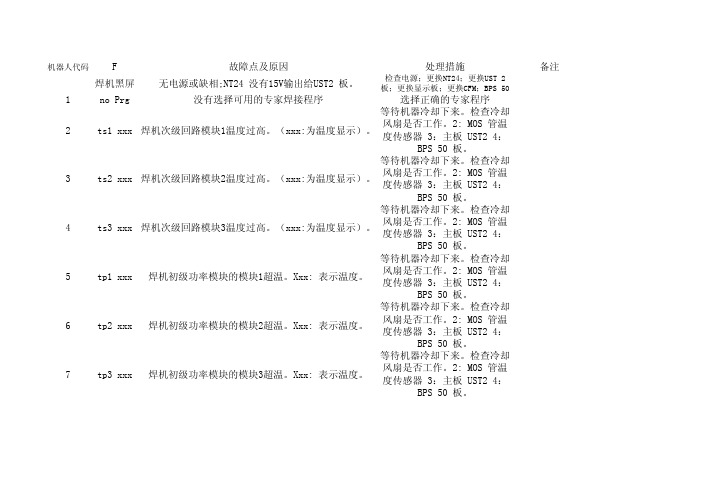
备注
等待机器冷却下来。检查冷却
8
tp4 xxx
焊机初级功率模块的模块4超温。Xxx: 表示温度。
风扇是否工作。2: MOS 管温 度传感器 3:主板 UST2 4:
BPS 50 板。
等待机器冷却下来。检查冷却
9
tp5 xxx
焊机初级功率模块的模块5超温。Xxx: 表示温度。
麦格米特调试参数

P0组:系统管理P1组:状态显示(仅可查看)P2组:基本参数P3组:电机参数P4组:编码器参数P5组:速度控制参数P9组:数字量输入、出参数P10组:模拟量输入、出参数P12组:高级功能参数P14组:伺服油泵控制参数P16组:键盘显示设定参数P25组:伺服油泵选型参数P33组:CAN 通讯P97组:保护与故障参数P98组:驱动器参数P0组常用功能码(系统管理):(1):修改为2时为修改记忆菜单模式,即仅显示修改过的参数。
(2):参数保护设置,选择2时为除该功能码外,其他全部禁止改写。
(3):默认为0000,个位选择为1时可显示和,该参数为过冲保护。
(4):选择2可恢复出厂设置,调试前应先恢复出厂设置。
(5):当驱动器损坏更换驱动器时,先选择1将数据上载,然后将原机的面板更换到新的驱动器上,选择2下载即可。
P1组常用功能码(状态显示(仅可查看)):(1):可查看设定频率。
(2)、、:AI1、2、3输入电压。
(3):实时给定压力(范围是0至设置的系统最高压力)。
(4):实时反馈压力(范围是0至设置的压力传感器量程)。
P2组常用功能码(基本参数):(1):运行命令通道选择,选择1端子使能。
P3组常用功能码(电机参数):(1):电机额定功率。
(2):电机额定电压。
(3):电机额定电流。
(4);电机额定频率。
(5):参数自整定,选择1时为静态学习,选择2时为动态学习,动态学习时电机应该反转(电机轴顺时针)。
每次学习后需要观察的值是否误差在5之内。
(6):编码器安装初始角度。
P5组常用功能码(速度控制参数):(1):低速速度环比例增益。
(2):低速速度环积分时间。
(3):高速速度环比例增益。
(4):高速速度环积分时间。
(5):DEV检出时间,当加减速时间设置很短的情况下,可能转速会波动很快,检测时间果断会误报警,需要加长检测时间,有时候油路不是特别稳定,一天会出现几次报警,也可以增加时间避免报警。
P9组常用功能码(数字量输入、出参数):(1)—:输入端X1到X8的功能选择。
常见数控机床报警信息(中英文对照),太全啦!
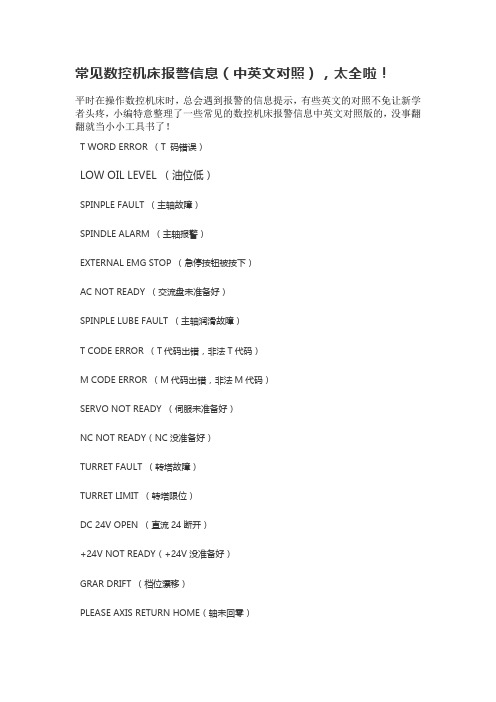
常见数控机床报警信息(中英文对照),太全啦!平时在操作数控机床时,总会遇到报警的信息提示,有些英文的对照不免让新学者头疼,小编特意整理了一些常见的数控机床报警信息中英文对照版的,没事翻翻就当小小工具书了!T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERROR DOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFF太HYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
CRP焊机数字通讯功能使用说明书(麦格米特)(CRP卡)V1.0
CRP配麦格米特焊机数字化通讯功能使用说明书一、通讯配置通讯接线如下图所示:1.232串口通信设置232串口波特率可用拨码开关进行选择,可选波特率为19200、57600、115200和230400,共四个档。
使用拨码开关选择其中一个波特率,串口设置为数据位8位,停止位1位,无校验位,无流控制。
详见下表:通过拨码开关设置串口的波特率之后,模块必须重新上电,所设置的波特率才会生效,否则将以原来的串口波特率进行通信。
如果CAN通信数据频繁或CAN2.模块的调试在模块上设计有6个LED灯,用来指示模块的工作状态。
①⑤④②⑥③如上图:①为模块232串口接收指示灯。
②为模块232串口发送指示灯。
③为模块电源指示灯。
④为模块CPU工作指示灯。
⑤为模块CAN发送数据指示灯。
⑥为模块CAN接收数据指示灯。
电源指示灯:表示电源状态,模块电源接通该指示灯长亮。
CPU指示灯:表示CPU工作状态,CPU正常工作该指示灯按一定的频率闪烁。
串口接收指示灯:闪烁时表示模块串口正在接收数据。
串口发送数据指示灯:闪烁时表示模块串口正在发送数据。
CAN接收指示灯:闪烁时表示CAN接口正在接收数据CAN发送指示灯:闪烁时表示CAN接口正在发送数据,数据发送成功该灯才亮。
如果CAN接收指示灯闪烁,USART发送指示灯不闪烁,表示模块接收了CAN 数据但是没有进行转发,可能是设置了软件过滤,不转发接收到的ID信息。
如果USART接收指示灯闪烁,CAN发送指示灯不闪烁,表示模块接收了串口数据但没有进行CAN转发,会有以下几种情况。
1.发送的是指令数据。
2.模块进行CRC校验检验时检出数据错误。
3.CAN波特率不匹配,导致信息无法转发。
4.CAN数据帧没有按照要求填充,模块认为数据有误不进行转发。
5.CAN网络不能进行收发通信,如线路断开,终端电阻不匹配。
3.模块的安装和接线1、CAN端口接线在连接安装过程中CAN通信线,请采用带屏蔽层的双绞线,CANH连接JP2 - 1脚,CANL线连接JP2 – 2脚,屏蔽线可靠连接至接头金属外壳。
emhart错误信息代码
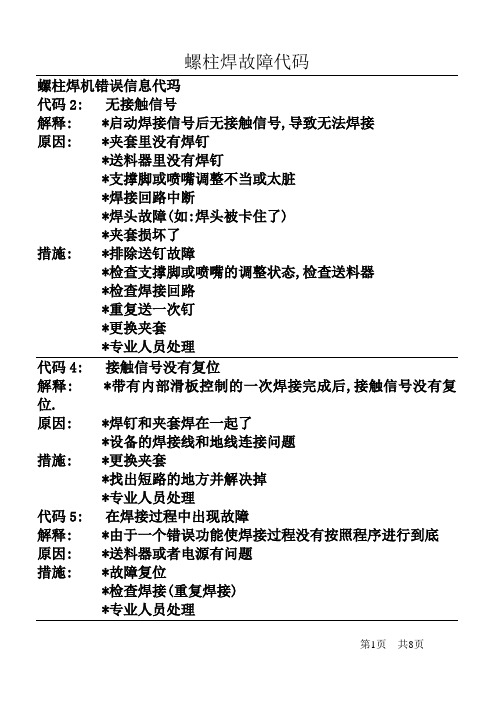
螺柱焊机错误信息代玛代码2: 无接触信号解释: *启动焊接信号后无接触信号,导致无法焊接原因: *夹套里没有焊钉*送料器里没有焊钉*支撑脚或喷嘴调整不当或太脏*焊接回路中断*焊头故障(如:焊头被卡住了)*夹套损坏了措施: *排除送钉故障*检查支撑脚或喷嘴的调整状态,检查送料器*检查焊接回路*重复送一次钉*更换夹套*专业人员处理代码4: 接触信号没有复位解释: *带有内部滑板控制的一次焊接完成后,接触信号没有复位.原因: *焊钉和夹套焊在一起了*设备的焊接线和地线连接问题措施: *更换夹套*找出短路的地方并解决掉*专业人员处理代码5: 在焊接过程中出现故障解释: *由于一个错误功能使焊接过程没有按照程序进行到底原因: *送料器或者电源有问题措施: *故障复位*检查焊接(重复焊接)*专业人员处理第1页共8页代码6: 缺少程序解释: *螺柱焊机不识别程序号码原因: *程序号码是0*没有设置接受信号*数据线中断措施: *检查程序是否编制*检查信号控制端口*专业人员处理代码7: 程序没有激活解释: *由于被选择的焊接程序没有被激活,因此无法实施焊接原因: * 编制程序错误*用户控制端错误*数据线损坏措施: *检查焊接程序并激活,或者选择一个已经被激活的程序 *专业人员处理代码8-12:参数超差解释: *一个错误的焊接参数超出了设定的最大值原因: *程序里的公差范围设定的太小*焊接回路中的电阻太高*电源或者是焊接工具损坏(焊枪,焊头)措施: *将干扰复位*检查公差*检查焊接回路和焊接条件*检查电源和焊接工具代码13: *没有拉弧解释: *焊机通过它的测量线不能确定拉弧过程原因: *拉弧动作没有按照规律被实施*焊接条件阻碍了拉弧第2页共8页*管线总成损坏*自动焊头损坏*送料器损坏*设备内部运行过程被干扰措施: *检查焊接条件*检查焊头*检查送料器*送一次钉*检查和送料器的连线*重复一次焊接*启动焊接完成信号*专业人员处理(如果设备确定没有拉弧,在拉弧电流电压一项中显示 U=99V)代码14:短路焊接解释: *在主电流阶段(无拉弧例外)发生短路焊接原因: *焊接间隙过小*焊接参数过强措施: *焊接完成信号复位*重复一次焊接*送一次钉*检查焊接程序*检查焊头的拉弧*专业人员处理代码15:下落时间超时解释: *下落时间超出最大的允许值,焊接被中断原因: *间隙调整错误*焊接回路中的电阻值过高*没有连接地线测量线第3页共8页*自动焊头或者焊枪损坏措施: *将干扰复位*检查测量线(将焊接回路中的电阻值降低)*检查焊头或焊枪的状态*专业人员处理代码16:空载焊接解释: *在焊接过程中拉弧被断开,或者焊接电流I小于80A 原因: *间隙过大*焊枪在开始焊接时被提起*零件表面油污太多*电源故障措施: *重复一次焊接*送一次钉*检查手枪的调整*检查焊接条件*检查零件表面的装态*专业人员处理代码17: 测量线中断解释: *测量线信号没有被捕捉到原因: *测量线中断或者连接错误*地线测量线和测量线被错接*和工件的接触电压中断*焊接电缆中断措施: *检查面板上的保险丝*按故障复位键*检查焊接线*检查测量线*检查地线测量线*专业人员处理第4页共8页(如果极性接反了,也捕捉不到测量线信号)代码19: 夹套的寿命超时解释: *夹套被用坏应该更换原因: *夹套使用次数的设定值被达到措施: *换新的夹套*故障复位*重新设定保养次数代码23: 手动焊接启动条件解释: *在用手焊枪焊接时没有遵守正确的焊接顺序原因: *角度开关调整错误*启动开关被桥接*正确的顺序是:BAW(接触信号)-WS(角度开关)- START (焊接),应该按照如此顺序焊接措施: *按照正确的顺序焊接*检查角度开关的调整情况*松开焊接开关并重新启动*专业人员处理代码32: 电源超出调整范围解释: *达不到程序设定的焊接电流原因: *外部回路电阻太高*电源故障措施: *检查外部回路*扩大外部回路中的电缆截面*检查电源*专业人员处理代码34: 安全回路解释: *在非焊接状态下外部回路存在着高压原因: *陌生电压*电源损坏第5页共8页措施: *检查外部的陌生电压*检查电源*专业人员处理警告:出现此代码时可能有危险的电压,必须由电器专业人员打开设备门进行检修代码38: LWL-数据连接,送料器解释: *中央CPU电路板和送料器之间的连接中断原因: *连线中断*硬件错误措施: *检查连到送料器上的连线*专业人员处理代码40: LWL-数据连接,电源解释: *ZCPU电路板不能和电源建立连接原因: *连线中断*硬件错误措施: *专业人员处理代码 45: 焊接启动信号没有复位解释: *存在的焊接信号无效原因: *打开设备电源时存在焊接信号*一次急停后存在焊接信号措施: *收回焊接信号*故障复位代码46: 没有送钉解释: *一个焊接信号被返回后,没有相应的一个焊钉送出原因: *最后一次焊接后没有焊钉送出措施: *重复送钉*故障复位代码49: 送料器没有在自动状态解释: *送料器上的钥匙开关没有在自动位置第6页共8页措施: *将要时开关拧到自动位置代码62: ZCPU:存储器模块缺,或者损坏解释: *电路板ZCPU不识别一个损坏或无接触的存储器原因: *存储器没插上或者损坏措施: *插好存储器或者更换*检查ZCPU板*专业人员处理代码100: 送料器: 电压缺少解释: *螺钉送料器无电压供给原因: *送料器里的保险丝坏了*送料器坏了措施: *更换送料器里的保险丝*检查送料器*专业人员处理代码102: 送料器: 螺钉传送错误解释; *在螺钉传送过程中出现故障原因: *螺钉在滑道上卡住了*滑道上有机械故障*最大或最小感应开关坏了*滚筒里空了*送料器坏了措施: *检查送料器或加满螺钉*排除机械故障*专业人员处理代码103: 送料器: 气压过低解释: *送料器入口气压太小原因: *供给送料器的气压太低或没有*送料器里的PE-转换器坏了第7页共8页措施: *检查压缩空气*检查转换器*专业人员处理代码104: 送料器: 分离刀没有前置解释: *送料器显示分离刀故障原因: *螺钉在分离刀和滑道之间卡住了*控制分离刀起始位置的感应开关坏了措施: *排除机械故障*检查控制开关*专业人员处理代码106: 送料器: 送料管锁紧解释: *送料管锁紧信号开关没有被盖上原因: *送料管没有连接措施: *连接好送料管*检查锁紧开关*检查管线总成*检查送料器*专业人员处理代码109: 送料器: 送料循环超时解释: *设备显示一个没有按程序的送料循环原因: *送料器没有把送料循环锁定在最大的监控时间内措施: *检查送料器*专业人员处理第8页共8页。
麦格米特-壁挂送丝机用户手册说明书

壁挂送丝机用户手册版本:V1.0编码:R33010765深圳市麦格米特焊接技术有限公司为客户提供全方位的技术支持,用户可与就近的深圳市麦格米特焊接技术有限公司办事处或客户服务中心联系,也可直接与公司总部联系。
深圳市麦格米特焊接技术有限公司版权所有,保留一切权利,内容如有改动,恕不另行通知。
深圳市麦格米特焊接技术有限公司地址:广东省深圳市南山区科技园北区朗山路紫光信息港B座5楼麦格米特电气:麦格米特焊接:客户服务热线:400-666-2163邮箱:******************邮编:518057前言前言感谢您购买深圳市麦格米特焊接技术有限公司生产的壁挂送丝机(以下简称送丝机)。
本手册提供用户安装配线、功能说明、故障诊断及日常维护相关注意事项。
为确保能正确安装及操作送丝机,发挥其优越性能,请在装机之前,详细阅读此用户手册,并请妥善保存及交给该送丝机的使用者。
麦格米特焊接持续对产品进行研发和创新,本用户手册中的内容、参数、图片与实物有差异时,以实际产品为准,如有变更,恕不另行通知,本公司拥有对本用户手册的最终解释权。
注意事项安全注意事项安全定义请按要求操作,否则可能造成死亡或者重伤。
请按要求操作,否则可能造成中等程度伤害或轻伤,或造成损坏财物。
●使用前请认真阅读此说明书,以便正确使用。
●本送丝机在设计和制造中充分考虑了安全性,但为了确保您能安全使用本送丝机,并防止您及他人遭受伤害,避免发生重大事故,使用时请务必遵守本手册中的注意事项。
安装注意事项·请安装在不可燃物体上,否则有发生火灾的危险。
·不要把可燃物放在附近,否则有发生火灾的危险。
·不要安装在含有爆炸性气体的环境里,否则有引发爆炸的危险。
·必须由具有专业资格的人进行配线作业,否则有触电的危险。
·确认输入电源处于完全断开的情况下,才能进行配线作业,否则有触电的危险。
·上电前必须将外壳安装好,否则有触电的危险。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
输入电源异常
E3
E4 电感或二极管过温
E4
按键错误
E5
输出过流
E6
E7
通信故障
E7
E7
/ 1 2 1~6
1 2 1~17 E6 1 2 4
焊接电源开启时,焊枪开关闭合或焊 枪开关损坏 左侧端子松动(端子过温) 右侧端子松动(端子过温)
输入电源异常
电感过温
二极管过温
按键卡死 输出短路或电流过大 输出二极管模块损坏 焊接电源内部通讯故障 手工送丝机与焊接电源通讯故障 焊接电源内部通讯故障
码管 码管
E7
5
E7
6
E8
E8
E9
E9
E10
E10
E11
E11
E13
1
E13
2
E14
1
E14
2
E17
E17
E18
E18
E19
/
E26
1
E29
E29
E30
E30
E32
E32
E33
E33
E34
E34
E35
E35
原因
对策
手工送丝机内部通讯故障
联系售后
中继器与手工送丝机通讯故障
检查中继器与手工送丝机控制线连接是否正 确
错误名称 主控制板 EEPROM 错误 主控制板非法 内部通信错误 1 内部通信错误 2 保留 内部通信错误 3 焊枪初始状态错误 电源输入过压 电源输入欠压 电源母线过压 电源初级过流 电源过温 电源次级过流 电源输出端子过温 电源次级欠压 电源霍尔异常 电机驱动过流 电机输出欠压 电磁阀驱动异常 拉丝电机过流 水箱水流检测开关故障 寻位模块未激活 JOB 非法 保留 水箱无水流通过
检查水箱里是否有水,检查水流回路
错误代码 Err27 Err28 Err29 Err30 Err31 Err32 Err33 Err34 Err35 Err36 Err37 Err38 Err41 Err42 Err43 Err44 Err45
错误名称 通信掉线 通信异常 拉丝电机欠压 设定超限 机器人主机未准备就绪 内部通信错误 4 主显示板 EEPROM 错误 主显示板按键卡死 主显示板非法 送丝机显示板通讯异常 送丝机显示板 EEPROM 错误 送丝机显示板按键错误 电源显示板非法 电机驱动板非法 主控制板非法 送丝机显示板非法 通讯转接板非法
解决方法 检查网络参数是否设置正确 检查网络是否正常 检查拉丝电机是否堵转或者拉丝电机驱动是否短路 检查焊接电源给定信号是否超限 检查机器人主机是否故障 检查主控制板与显示板之间通信线 下电重启,或联系厂家 检查按键是否卡死 检查主控制板与显示板之间通信线,或联系厂家 检查送丝机显示板通信线 重新上电,或联系厂家 检查送丝机显示板按键 联系厂家 联系厂家 联系厂家 联系厂家 联系厂家
检查焊丝是否堵丝或卡死
推拉丝或中继器电机过流
清理或更换导丝管
清理或更换导电嘴
气阀短路或损坏
检查气阀是否气阀短路或损坏
气阀开路或线缆断开
检查气阀是否开路或线缆是否断开
控线线缆松动或送丝机卡死
检查控线线缆是否松动或送丝机是否卡死
机器人急停信号错误
检查机器人通讯线缆是否连接正确
数字口机器人与焊接电源通讯故障 检查通讯线路
解决方法 下电重启,或者恢复出厂设置,或联系厂家 联系厂家 检查主控制板与通信转接板之间通信线 检查主控制板与电机驱动板之间通信线
检查主控制板与显示板之间通信线 检查焊枪开关信号 检查焊接电源输入接线或电网 检查焊接电源输入接线或电网 检查焊接电源输入接线或电网 检查焊接电源输出是否短路,或联系厂家 检查焊接电源输出是否超载或者风道是否受阻 检查焊接电源输出是否过载或短路 检查焊接电源输出端子是否松动,或是否线缆太细 检查焊接电源输出是否短路 检查焊接电源电流霍尔线缆 检查电机是否堵转或者电机驱动是否短路 检查电机是否堵转或者码盘端子是否松动 检查电磁阀线缆是否开路或短路 检查拉丝电机是否堵转 检查水箱水流检测开关 激活寻位模块(P04) 检查正常焊接时是否切换到用户 JOB 号
麦格米特焊机故障诊断
一、ArtsenⅡ系列故障诊断
故障代码显示如图 1-1 所示。
图 1-1 代码故障显示
焊接电源故障代码及原因对策见下表策
故障代码显示
故障内容
左边数 右边数
原因
对策
码管 码管
开机自检
F00
F00
/
/
焊枪故障
E1
输出端子松动
E2
(端子过温)
E2
表1-2 焊接电源故障及原因对策
错误代码 Err1 Err2 Err3 Err4 Err5 Err6 Err7 Err8 Err9 Err10 Err11 Err12 Err13 Err14 Err15 Err16 Err17 Err18 Err19 Err20 Err21 Err22 Err23 Err24 Err25
将焊枪开关置于 OFF 状态或更换焊枪开关
将输出端子可靠固定 加粗线缆截面积 选择合适规格线缆端子 检查输入线缆是否正确连接 检查输入电源是否正常 严格按照额定负载持续率范围使用 检查焊接电源通风口是否堵塞 对散热器进行清灰 检查风扇工作是否正常 按照图 3-1 面板中编号检查对应编号(见右边 三位数码管显示)按键 检查输出是否短路 检查输出二极管模块是否损坏 联系售后 检查手工送丝机与焊接电源控制线连接是否 正确 联系售后
输入电压过高
检查输入电压是否正常
主变压器损坏
检查主变压器是否损坏
输出接线错误
检查输出接线
主变压器损坏
检查主变压器
输出二极管模块损坏
检查输出二极管模块
主功率板损坏
检查主功率板
输入电压过高
检查输入电压
电流霍尔连接器未插
检查电流霍尔连接器
检查焊丝是否堵丝或卡死
送丝机电机过流
清理或更换导丝管
清理或更换导电嘴
故障
接正确 检查 RFID 读卡器是否损坏
集群控制 RFID 卡与读卡器不匹配
使用正确的 RFID 卡检 查RFID 卡是否损坏
集群控制系统要求 RFID 卡需刷进刷 确保焊机使用前后有刷进和刷出 出,而实际有刷进未刷出
二、Artsen Plus 系列故障诊断
故障代码显示如图 1-2 所示。
图1-2 代码故障显示 焊接电源故障代码及原因对策见下表 1-2。
故障内容
输出过压
原边过流 原边过压 电流霍尔未插
电机过流
气阀故障 码盘开路 机器人急停 机器人通讯故障 水箱保护 群控通讯故障 群控下发参数超 范围 群控需刷卡焊机 未刷卡 群控 RFID 卡读头 通讯故障 群控 RFID 卡不匹 配警告 群控需要刷两次卡 焊机刷进未刷 出警告
故障代码显示
左边数 右边数
检查水流回路是否顺畅
水流量告警
检查水管是否折弯
检查水箱是否正常运行
焊接电源与集群控制器通讯故障
联系售后
集群控制系统下发给焊接电源的工艺 集群控制系统下发正确的工艺参数
参数超范围
集群控制系统要求焊接电源需刷卡才 使用前先刷卡
能使用,而使用时未刷卡
集群控制RFID 读卡器与焊接电源通讯 检查 RFID 读卡器与焊接电源通讯线缆是否连