焊机故障代码
焊接错误代码
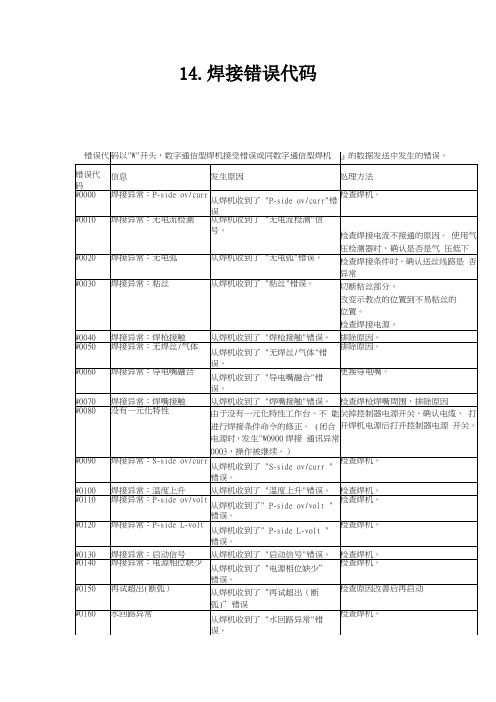
14.焊接错误代码错误代码以"W"开头,数字通信型焊机接受错误或同数字通信型焊机』的数据发送中发生的错误。
错误代码信息发生原因处理方法W0000焊接异常:P-side ov/curr从焊机收到了 "P-side ov/curr"错误检查焊机。
W0010焊接异常:无电流检测从焊机收到了 "无电流检测"信号。
检查焊接电流不接通的原因。
使用气压检测器时,确认是否是气压低下W0020焊接异常:无电弧从焊机收到了 "无电弧"错误。
检查焊接条件时,确认送丝线路是否异常W0030焊接异常:粘丝从焊机收到了 "粘丝"错误。
切断粘丝部分。
改变示教点的位置到不易粘丝的位置。
检查焊接电源。
W0040焊接异常:焊枪接触从焊机收到了 "焊枪接触"错误。
排除原因。
W0050焊接异常:无焊丝/气体从焊机收到了 "无焊丝/气体"错误。
排除原因。
W0060焊接异常:导电嘴融合从焊机收到了 "导电嘴融合"错误。
更换导电嘴。
W0070焊接异常:焊嘴接触从焊机收到了 "焊嘴接触"错误。
检查焊枪焊嘴周围,排除原因W0080没有一元化特性由于没有一元化特性工作台。
不能进行焊接条件命令的修正。
(闭合电源时,发生"W0900焊接通讯异常0003,操作被继续。
)关掉控制器电源开关,确认电缆,打开焊机电源后打开控制器电源开关。
W0090焊接异常:S-side ov/curr从焊机收到了 "S-side ov/curr "错误。
检查焊机。
W0100焊接异常:温度上升从焊机收到了 "温度上升"错误。
检查焊机。
W0110焊接异常:P-side ov/volt从焊机收到了" P-side ov/volt "错误。
NADEX-IWC5A点焊机故障代码
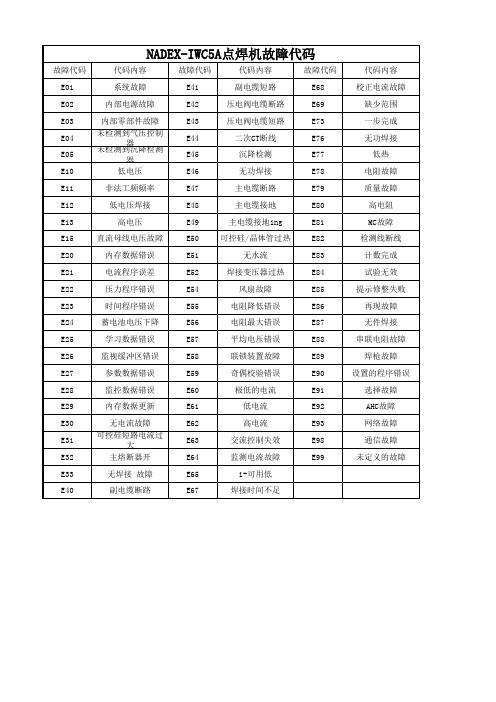
故障代码 E01 E02 E03 E04 E05 E10 E11 E12 E13 E15 E20 E21 E22 E23 E24 E25 E26 E27 E28 E29 E30 E31 E32 E33 E40 代码内容 系统故障 内部电源故障 内部零部件故障 未检测到气压控制器 未检测到沉降检测器 低电压 非法工频频率 低电压焊接 高电压 直流母线电压故障 内存数据错误 电流程序误差 压力程序错误 时间程序错误 蓄电池电压下降 学习数据错误 监视缓冲区错误 参数数据错误 监控数据错误 内存数据更新 无电流故障 可控硅短路电流过大 主熔断器开 无焊接 故障 副电缆断路 故障代码 E41 E42 E43 E44 E45 E46 E47 E48 E49 E50 E51 E52 E54 E55 E56 E57 E58 E59 E60 E61 E62 E63 E64 E65 E67 代码内容 副电缆短路 压电阀电缆断路 压电阀电缆短路 二次CT断线 沉降检测 无功焊接 主电缆断路 主电缆接地 主电缆接地ing 可控硅/晶体管过热 无水流 焊接变压器过热 风扇故障 电阻降低错误 电阻最大错误 平均电压错误 联锁装置故障 奇偶校验错误 极低的电流 低电流 高电流 交流控制失效 监测电流故障 i-可用低 焊接时间不足 故障代码 E68 E69 E73 E76 E77 E78 E79 E80 E81 E82 E83 E84 E85 E86 E87 E88 E89 E90 E91 E92 E93 E98 E99 代码内容 校正电流故障 缺少范围 一步完成 无功焊接 低热 电阻故障 质量故障 高电阻 MC故障 检测线断线 计数完成 试验无效 提示修整失败 再现故障 无件焊接 串联电阻故障 焊枪故障 设置的程序错误 选择故障 AHC故障 网络故障 通信故障 未定义的故障
奥太故障代码(精)
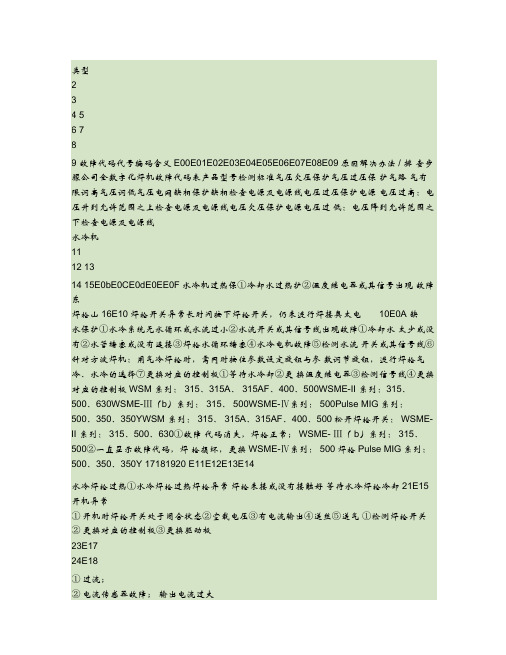
500WSME-Ⅳ系列:500Pulse MIG系列:500、350、350YPulse MIG系列:500、350Pulse MIG系列:500、350、350YZX7 系列WSM 系列WSME 系列山东MZ 系列奥太电气有限公司NbC 系列MIG 系列8485868788899091929394959697989910010110210310410510610710810911011111 2113114115116117118119120121122123124125126127E54E55E56E57E58E59E5AE5bE5CE5dE5EE5FE60E61E62E63E64E65E66E67E 68E69E6AE6bE6CE6dE6EE6FE70E71E72E73E74E75E76E77E78E79E7AE7bE7CE7 dE7EE7F 128129130131 132E80E81E82E83E84E85E86E87E88E89E8AE8bE8CE8dE8EE8FE90E91E92E93E94E95E96E97E98E99E 9AE9bE9CE9EE9FEA0EA1EA2 重新上电复位,或更换模块机器人1331341351361371381391401411421431441451461471481491501511521531481491 50151152153154155群控山东奥太电气有限检查转接板模块指示灯状态,进行相应处理或更换模块;检查转接板模块指示灯状态,根据指示dEV 总线故障dEV 总线不能成功建立连接检查总线连接、总线电源、终端电阻、总线波特率是否正确无机器人准备机器人没有上电或没有初始化完成,即检查机器人是否正常,或更换焊机主控好信号机器人没有给出准备好信号板外部控制器(机器人、专机)给定参数将外部设备(机器人、专机)的给定调给定超限超过当前焊接程序允许范围至适当范围无对应焊接程机器人给定的程序通道没有对应数据修改机器人给定参数,切换到有专家数序库,或调用的存储通道没有存储参数据库和已存储焊接参数的通道紧急停机机器人或专机出现故障公司焊机与dEV 接①与dEV 接口间通信线断开口通信失败②dEV接口故障dEV控制器与①dEV控制器收不到来自dEV 收发模块的dEV 收发模块数据;通信失败②收到的数据持续出错dEV 收发模块dEV收发模块不能正常完成初始化初始化失败dEV 收发模块dEV 收发模块不能正常工作故障①检查通信线、接口电源②更换接口重新上电复位,检查模块供电或更换模块DC 系列LGK 系列185 186 187EC0EC1EC“2推拉丝校准——开路”未执行推拉丝系统校正过程测量不正确. 山188EC3进行“推拉丝校准——开路”重新进行推拉丝系统校正重新进行推拉丝校正.如果仍然出现此代拉丝马达不提供实际转速信号码信息,请与售后服务商联系。
新故障代码

第二层菜单“Ito”功能启 用时 使用水压开关选项时 当焊机与机器人接口或 Fieldbus连接使用时
第 1 页,共 6 页
珠海福尼斯技术部(0756-3324121/3324174 )
Efd 12.2 off (无显示)
不常见的代码
30
从拉丝马达处无实际转速输出 LicNet连接故障(在升级时会显示) 无电源或缺相
让电源冷却下来,必要的话检查风扇是否运行 更换UST板 剪掉凝入部分,此错误信息不需顾虑 换一卷新焊丝,按Setup/Store(21)键可忽略Err | 使用“焊丝末端检测” 056 器选项时 更换新的气瓶并打开其上的气阀/气流计;按 Setup/Store键可忽略no|GAS 核查焊接参数.重新起弧.检查焊接地线是否接妥. 当第二层菜单里的 Arc=ON时 检查次级电路,包括TP4CEL40电子板 保护切断:关闭门接触器 检查应用是否合适 让TP08遥控器冷却下来.更换TP08 检查机器人接口,升级软件,更换机器人接口 更换水箱温度传感器 让水箱冷却下来.打开水箱清洁热交换器 让焊枪冷却下来,检查水循环系统 更换 更换TTS板 重新起弧 1、检查线缆,更换气阀。2、检查供气(最少 2bar)。3、如果没有气体或太少,更换气阀。4、 更换气阀和气体传感器。5、检查线缆,更换气阀。 检查焊缝 消除该故障代码:关机重开,如有必要恢复或维修 LHSB连线。 检查UST板和RCU之间的连接。 A、检查送丝管及导电嘴。B、检查马达,否则更换 之。C、更换SR41板。 闭合安全电路 重新调整压力 重新调整压力 检查焊枪上控制线,否则更换缓冲器内电路板。 检查线路 检查线路
与机器人联用时 使用自动调温选项时 使用自动调温选项时 使用JobMaster焊枪时 使用JobMaster焊枪时 TT/MM2200/MW1700 使用数字化气流控制器 时(等离子发生器内 置) 使用RCU5000时 仅在焊机并联使用或组 合成双丝焊时出现 使用RCU5000时
螺柱焊故障代码

l螺柱焊故障代码1.Weld head rests in R-Position---焊头在原位无动作2.No SOW—与工件无接触信号3.Weld head not in R-Position---枪头不到位4.SOW not reset---SOW信号没有复位5.Sequence fault during weld process---送料器不按顺序进行6.Program preselection missing---程序预选失败7.Program not active---程序没被激活8.Lift fault---提成距离报警9.Short circuit welding---焊接短路10.Droptime Timeout---下落时间超差11.Ldle welding---焊接中断12.Measuring line broken---测量线损坏13.Maintenance free counter necessary---14.Maintenance collet necessary---需更换夹持器15.Maintenance weld tool necessary---需维修焊接工具16.Maintenance feed tube necessary---需维修送料管17.Handgun,Sequence fault—操作顺序不当18.Feeder: Datum line not found—数据线没有找到19.Wrong stud loaded—焊钉装载错误20.Feeder resp.SD2sequence fault--21.Tolerance exceedance general---一般性超差22.SMPS :Control beyond operating range---输出电流小于设定电流23.Earth measuring line broken---地线损坏24.SMPS:Fault security circuit----SMPS安全回路报警25.System configuration---系统设置26.LWL-data connection feeder----通讯光缆损坏27.LWL-data connection customer interface-----机器人接口错误28.LWL-data connection SMPS----CPU与电源模块断路29.SMPS-Program not loaded---程序没有装载30.Feeder :V oltage still at security relais---无24v电压31.Feeder configuration---送料器配置问题32.Weld start not reset—开始焊接信号没有复位33.No stud loaded---夹持器内无钉34.Test mode conditios not met---模拟焊接35.Condition partial OS not met---36.Feeder not in automatic-mode---不在自动模式37.ZCPU:RAM-Module application----存储卡问题38.ZCPU:-RAM-Module memory configuration----存储卡配置问题39.ZCPU:RAM-Module missing or defective-----存储卡错误报警40.SMPS: Boot Loader started----电源电路板损坏41.Feeder: Auxiliary supplies missing----缺辅助电源42.Feeder: Fault at stud divider---道岔送钉错误43.Air pressure too low---外部气压过低44.Feeder: feed tube locking----送料管没有接到焊接工具上45.Feeder: Feed cycle Timeout---送料周期超时46.Feeder: Protective gas pressure controller---送料器的气体压力报警47.DSP-Communication ---DSP卡损坏48.Feeder:+5v console missing—缺少5v电源49.Feeder: LM/solenoid undervoltage---电压过低50.Wrong stud—无法分钉51.Feeder: LM/solenoid overvoltage---马达或电磁线圈电压过高52.LM/solenoid not connected----无法检测到LM电磁线圈的反馈53.Feeder: short circuit outlet LM/solenoid----提升电机安全回路短路54.Feeder: Amplifier earth fault---放大器接地故障55.Feeder: no path measurement signals----无测量信号56.Feeder : no space for lift---提升空间不足57.Feeder: Lift height Timeout----提升时间超差58.Feeder: Amplifier excess temperature---放大器温度过高59.Feeder: no valid Flash-SW ROM DSP----系统没检测到软件60.Feeder: no valid Flash –SW ROMC161----送料器软件不合法61.SD-5: V oltages missing----电压错误62.Stud divider: Position not reached---分钉器没有到位63.SD-5: not in start-position----螺柱没有到指定的位置64.Feeder: LM system fault-----提升电机系统报警65.Feeder: LM not ready---下次焊接没有准备好66.Feeder: Amplifier-card missing/defective---- 放大器板卡故障/报警67Feeder: stud length too short---钉的突出长度不足68.Feeder: Colour marking not possible----送料器电路板软件错误69.Feeder: Wrong software for detected hardware---错误的软件检测硬件70.Feeder: +5v Encoder missing----无5v编码器电压71.SMPS: Temperature too high―――温度过高72.SMPS: Hardware fault―――功率模块故障。
焊接错误代码

外部修磨错误 焊钳预警 焊钳寿命超限 焊钳更换复位 外部修磨错误 外部比例阀监测正常 压力超过公差带值范围 外部调节错误 外部电源电压错误 比例阀OK 相移预警
电机保护的触点被打开了 修磨器工作过程中, 焊接控制器的急停回路被打开了 功能(Monitoring of electrode dressing result-电极修磨结果监控)出 错了 新电极监控的参考值,超过了公差 带的设定范围 功能(Monitoring of electrode dressing result-电极修磨结果监控)出 错了 新电极监控的参考值,在允许的公差 带设定范围之内 在焊接控制器里,外部错误信息 Dressing error被激活了 电极到达了焊钳的预警条件 该焊钳寿命到达 焊钳寿命计数值被复位了 伺服焊钳错误 外部比例阀检测,无错误信息 外部错误信息:Error in proportional valve 压力值超过公差带范围 外部错误信息:Error in proportional valve报告 外部调节错误 外部错误信息:Error in proportional valve报告 外部电源电压错误 外部比例阀又OK了 该电极到达相移预警水准
外部焊接控制信号为高电平 内部焊接控制参数设为OFF 内部焊接控制参数设为ON 焊接和电磁阀工作正常(焊钳闭合) 焊接和电磁阀未就绪(焊钳未闭合) 功率或压力的命令值过高 功率/压力调节过大 98 功率过高(编程值) 功率/压力限制的太小 功率/压力修正值过大 该电极到达了规定的电极寿命 130 外部更换电极请求 电极修磨次数超过了编程的最大次数值 预警该电极马上要到达规定的电极寿命了 30 外部更换电极预警 预警电极修磨次数将要超过编程的最大次数 电极寿命终止 焊钳电极修磨计数已经达到电极寿命上限值 31 注:到达电极寿命上限值后能否继续焊接依赖于 Stop when Tip-Life expired 参数的设定。 工具寿命终止 焊接控制器因电极帽达到寿命而停止 172 电极已经更换 电极更换信号,通过外部已经复位了 131 电极寿命超限 外部请求指示电极寿命超限 133 该电极到达了最大寿命预警的条件 32 电极寿命预警 修磨计数达到编程设定的最大寿命预警值 该电极到达了修磨预警的条件 33 电极修磨预警 修磨计数达到编程设定的修磨预警值 该电极到达了修磨请求的条件 34 需要电极修磨 修磨计数已经超过了编程设定的修磨请求值 修磨前最大焊点数 焊接控制器处于修磨停止 171 电极已修磨 电极修磨已从外部复位 132 电极修磨器预警 该电极达到了电极修磨器的预警条件 35 电极修磨器寿命到达 该电极达到了电极修磨器的最大寿命 36 电极修磨器刀片已经更换 修磨器刀片修磨计数值已经被复位了 134 在输入Rotationcounter1的时钟信号丢失 182-0 修磨器1:修磨器没有工作 旋转计数功能失败 修磨器被阻 输入信号Start dresser1或者Electrode 182-1 修磨器1:修磨器工作过程被终止了 gun closed1在修磨过程中被置为0了 电极修磨器1,在最大的通电时间之内, 182-2 电极修磨器1:最大的ON TIME超限 未能达到编程设定的旋转次数 104 103 105 109 106 182-3 182-4 182-5 182-8 182-9 182-10 182-11 182-12 电极修磨器1:温度错误 电极修磨器1:修磨电机保护被触发了 电极修磨器1:紧急停止 修磨器2:修磨器没有工作 修磨器2:修磨器工作过程被终止了 电极修磨器2:最大的ON TIME 超限 电极修磨器2:温度错误 电极修磨器2:修磨电机保护被触发了 修磨器工作过程中, 监控温度的触点被打开 修磨器工作过程中,电机保护的触点被打开 修磨器工作过程中, 焊接控制器的急停回路被打开了 输入信号Rotationcounter2时钟信号丢失 旋转计数功能失败 修磨器被阻 输入信号Start dresser2或者Electrode gun closed2在修磨过程中被置为0了 电极修磨器2,在最大的通电时间之内, 未能达到编程设定的旋转次数 修磨器工作过程中, 监控温度的触点被打开 修磨器工作过程中,
螺柱焊机错误信息代玛
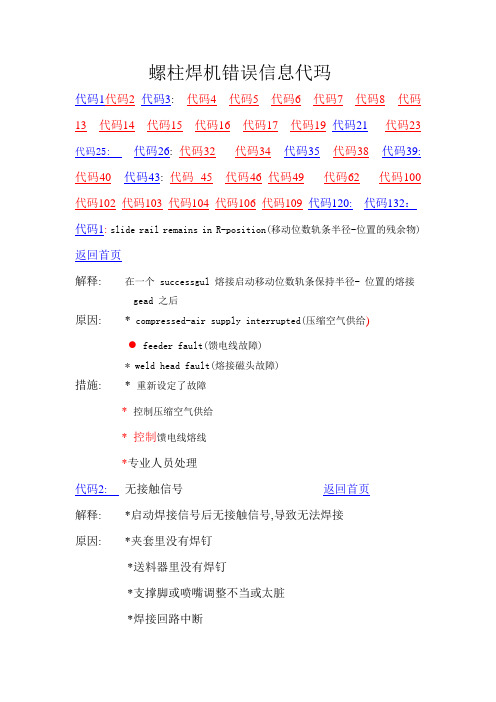
螺柱焊机错误信息代玛代码1代码2 代码3: 代码4 代码5 代码6 代码7 代码8 代码13 代码14 代码15 代码16 代码17 代码19 代码21代码23 代码25: 代码26: 代码32 代码34 代码35代码38 代码39: 代码40 代码43: 代码45 代码46 代码49 代码62代码100 代码102 代码103 代码104 代码106 代码109 代码120:代码132:代码1: slide rail remains in R-position(移动位数轨条半径-位置的残余物) 返回首页解释: 在一个 successgul 熔接启动移动位数轨条保持半径- 位置的熔接gead 之后原因: * compressed-air supply interrupted(压缩空气供给)feeder fault(馈电线故障)* weld head fault(熔接磁头故障)措施: * 重新设定了故障* 控制压缩空气供给* 控制馈电线熔线*专业人员处理代码2: 无接触信号返回首页解释: *启动焊接信号后无接触信号,导致无法焊接原因: *夹套里没有焊钉*送料器里没有焊钉*支撑脚或喷嘴调整不当或太脏*焊接回路中断*焊头故障(如:焊头被卡住了)*夹套损坏了措施: *排除送钉故障*检查支撑脚或喷嘴的调整状态,检查送料器*检查焊接回路*重复送一次钉*更换夹套*专业人员处理代码3: slide rail not in R-position(半径-位置的移动位数轨条解释:proximity switch for R-position not configured,defective orpower supply missing(接近开关为不被配置的半径- 位置)返回首页原因: * drop in compressed-air supply(偶然造访被压缩的- 空气补给)●defective cable package(有缺陷的电缆)●monitoring time after welding was exceeded(监控时间在焊接之后被超过)●defective weld head(焊接处头松动)●defective feeder(进料器有缺陷)●collet welded to work surface(筒夹焊接操作表面)措施: check compressed-air(检查压缩空气)●check tube package(检查电缆)●check weld head-slide rail motion(检查焊接处头)●check or replace weld head(检查焊接处头)●check feeder(检查送料器)●reset fault(重新设定故障)●replace collet(更换焊接头)*专业人员处理代码4: 接触信号没有复位返回首页解释: *带有内部滑板控制的一次焊接完成后,接触信号没有复位. 原因: *焊钉和夹套焊在一起了*设备的焊接线和地线连接问题措施: *更换夹套*找出短路的地方并解决掉*专业人员处理代码5: 在焊接过程中出现故障返回首页解释: *由于一个错误功能使焊接过程没有按照程序进行到底原因: *送料器或者电源有问题措施: *故障复位*检查焊接(重复焊接)*专业人员处理代码6: 缺少程序返回首页解释: *螺柱焊机不识别程序号码原因: *程序号码是0*没有设置接受信号*数据线中断措施: *检查程序是否编制*检查信号控制端口*专业人员处理代码7: 程序没有激活返回首页解释: *由于被选择的焊接程序没有被激活,因此无法实施焊接原因: * 编制程序错误*用户控制端错误*数据线损坏措施: *检查焊接程序并激活,或者选择一个已经被激活的程序*专业人员处理代码8-12:参数超差返回首页解释:*一个错误的焊接参数超出了设定的最大值原因:*程序里的公差范围设定的太小*焊接回路中的电阻太高*电源或者是焊接工具损坏(焊枪,焊头)措施:*将干扰复位*检查公差*检查焊接回路和焊接条件*检查电源和焊接工具代码13:*没有拉弧返回首页解释:*焊机通过它的测量线不能确定拉弧过程原因:*拉弧动作没有按照规律被实施*焊接条件阻碍了拉弧*管线总成损坏*自动焊头损坏*送料器损坏*设备内部运行过程被干扰措施:*检查焊接条件*检查焊头*检查送料器*送一次钉*检查和送料器的连线*重复一次焊接*启动焊接完成信号*专业人员处理(如果设备确定没有拉弧,在拉弧电流电压一项中显示U=99V)代码14:短路焊接返回首页解释:*在主电流阶段(无拉弧例外)发生短路焊接原因:*焊接间隙过小*焊接参数过强措施:*焊接完成信号复位*重复一次焊接*送一次钉*检查焊接程序*检查焊头的拉弧*专业人员处理代码15:下落时间超时返回首页解释:*下落时间超出最大的允许值,焊接被中断原因:*间隙调整错误*焊接回路中的电阻值过高*没有连接地线测量线*自动焊头或者焊枪损坏措施:*将干扰复位*检查测量线(将焊接回路中的电阻值降低)*检查焊头或焊枪的状态*专业人员处理代码16:空载焊接返回首页解释:*在焊接过程中拉弧被断开,或者焊接电流I小于80A 原因:*间隙过大*焊枪在开始焊接时被提起*零件表面油污太多*电源故障措施:*重复一次焊接*送一次钉*检查手枪的调整*检查焊接条件*检查零件表面的装态*专业人员处理代码17: 测量线中断返回首页解释: *测量线信号没有被捕捉到原因: *测量线中断或者连接错误*地线测量线和测量线被错接*和工件的接触电压中断*焊接电缆中断措施: *检查面板上的保险丝*按故障复位键*检查焊接线*检查测量线*检查地线测量线*专业人员处理(如果极性接反了,也捕捉不到测量线信号)代码19: 夹套的寿命超时返回首页解释: *夹套被用坏应该更换原因: *夹套使用次数的设定值被达到措施: *换新的夹套*故障复位*重新设定保养次数代码21 weld head PM required焊接寿命超时返回首页解释: * the weld head is contaminated and thus does not keep therequired drop time(焊接处头被污染和如此没维持必需的下降时间)原因: * the limit value of the drop time tolerance for preventivemaintenance was exceeded(下降时间宽容的界限价值为预防的维护被超过)措施: * replace weld head and perform maintenance(换下焊接处头而且运行维护)●reset fault(重新设定故障)●clear maintenance statistics(清除故障统计)代码23: 手动焊接启动条件返回首页解释: *在用手焊枪焊接时没有遵守正确的焊接顺序原因: *角度开关调整错误*启动开关被桥接*正确的顺序是:BAW(接触信号)-WS(角度开关)- START(焊接),应该按照如此顺序焊接措施: *按照正确的顺序焊接*检查角度开关的调整情况*松开焊接开关并重新启动*专业人员处理代码25: wrong stud loaded(错误的螺钉装载) 返回首页解释: the supplied stud is not the specified stud required by unitcontrol(供应的螺钉不是被叙述的被单位控制需要的螺钉)原因: the weld unit identified an incorrect stud in the weld head viathe lift measuring system or the stud verification test(熔接单位经由升高度测定系统或螺桩证实测验在熔接磁头中识别一个不正确的螺桩)措施: * reset fault(重新设定故障)●repeat feed process重复编写程序●verify correct stud length in the feeder确认正确螺桩馈电线的长度●verify programming确认程序规划代码26: fault feed or stud divider function故障输送或螺桩分配器功能返回首页解释: during stud feed a fault occurred在螺栓装钉时一个故障发生原因: when using a 2-way stud divider a fault occurred at aperipheral unit 当使用2个方法的螺钉分配器的时候在一个一个故障周围的单位发生措施: check stud divider 检查分配器check feeder 检查进料器,check feeding tube 检查送钉管*专业人员处理代码32: 电源超出调整范围返回首页解释: *达不到程序设定的焊接电流原因: *外部回路电阻太高*电源故障措施: *检查外部回路*扩大外部回路中的电缆截面*检查电源*专业人员处理代码34: 安全回路返回首页解释: *在非焊接状态下外部回路存在着高压原因: *陌生电压*电源损坏措施: *检查外部的陌生电压*检查电源*专业人员处理警告:出现此代码时可能有危险的电压,必须由电器专业人员打开设备门进行检修代码35: system configuration fault 系统配置故障返回首页解释: the weld unit identified an unacceptable system configuration 熔接单位识别了一个无法接受的系统配置原因: *incorrect connection of stud divide (SD2 或 SD5) r螺桩分配器的不正确的连接 (SD2 或 SD5)* DEFECTIVE PERIPHERAL UNIT(外部单元损坏)措施: check peripheral 检查外部单元verify system configuration 确认系统配置●check connections 检查连接情况●*专业人员处理代码38: LWL-数据连接,送料器返回首页解释: *中央CPU电路板和送料器之间的连接中断原因: *连线中断*硬件错误措施: *检查连到送料器上的连线*专业人员处理代码39: fiber optic connection to customer inter fault光纤的关联地方出现故障返回首页解释: connection between the ZCPU and the customer interface failed ZCPU 之间的连结和顾客介面失败的原因: external power supply failed外面电源供电失败line interruption划线岔断defective hardware硬件损坏措施: verify power supply to customer interface检查供电的电源专业人员处理代码40: LWL-数据连接,电源返回首页解释: *ZCPU电路板不能和电源建立连接原因: *连线中断*硬件错误措施: *专业人员处理代码43: feeder configuration fault 馈电线配置故障返回首页解释: the weld unit identified an unacceptable system configuration 熔接单位识别了一个无法接受的系统配置原因: when using a stud divider (SD2/SD5)the feeder will indicatean external slide rail control or connection of a manual weldgun 当使用一个螺桩分配器 (SD2/SD5) 馈电线的时候将会指示一只手动熔接枪的一个外面的移动位数轨条控制或连接措施: verify system configuration 检查系统配置check feeder 检查馈电线*专业人员处理代码45: 焊接启动信号没有复位返回首页解释: *存在的焊接信号无效原因: *打开设备电源时存在焊接信号*一次急停后存在焊接信号措施: *收回焊接信号*故障复位代码46: 没有送钉返回首页解释: *一个焊接信号被返回后,没有相应的一个焊钉送出原因: *最后一次焊接后没有焊钉送出措施: *重复送钉*故障复位代码49: 送料器没有在自动状态返回首页解释: *送料器上的钥匙开关没有在自动位置措施: *将要时开关拧到自动位置代码62: ZCPU:存储器模块缺,或者损坏返回首页解释: *电路板ZCPU不识别一个损坏或无接触的存储器原因: *存储器没插上或者损坏措施: *插好存储器或者更换*检查ZCPU板*专业人员处理代码100: 送料器: 电压缺少返回首页解释: *螺钉送料器无电压供给原因: *送料器里的保险丝坏了*送料器坏了措施: *更换送料器里的保险丝*检查送料器*专业人员处理代码102: 送料器: 螺钉传送错误返回首页解释; *在螺钉传送过程中出现故障原因: *螺钉在滑道上卡住了*滑道上有机械故障*最大或最小感应开关坏了*滚筒里空了*送料器坏了措施: *检查送料器或加满螺钉*排除机械故障*专业人员处理代码103: 送料器: 气压过低返回首页解释: *送料器入口气压太小原因: *供给送料器的气压太低或没有*送料器里的PE-转换器坏了措施: *检查压缩空气*检查转换器*专业人员处理代码104: 送料器: 分离刀没有前置返回首页解释: *送料器显示分离刀故障原因: *螺钉在分离刀和滑道之间卡住了*控制分离刀起始位置的感应开关坏了措施: *排除机械故障*检查控制开关*专业人员处理代码106: 送料器: 送料管锁紧返回首页解释: *送料管锁紧信号开关没有被盖上原因: *送料管没有连接措施: *连接好送料管*检查锁紧开关*检查管线总成*检查送料器*专业人员处理代码109: 送料器: 送料循环超时返回首页解释: *设备显示一个没有按程序的送料循环原因: *送料器没有把送料循环锁定在最大的监控时间内措施: *检查送料器*专业人员处理代码120:sd5:voltage fault(sd5:电压故障)返回首页解释: the stud divider sd5 identifies no supply voltage(螺栓分配器 sd5 没有识别供给电压)原因: defective sd5 fuse SD5线线故障。
麦格米特焊机报警代码故障信息
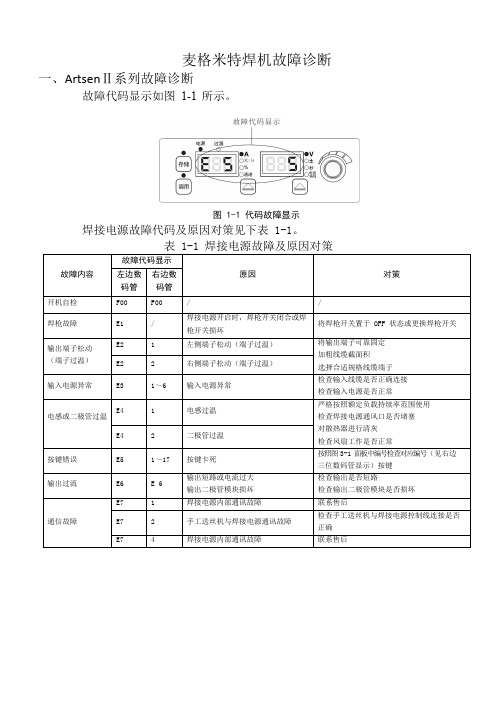
输入电源异常
E3
E4 电感或二极管过温
E4
按键错误
E5
输出过流
E6
E7
通信故障
E7
E7
/ 1 2 1~6
1 2 1~17 E6 1 2 4
焊接电源开启时,焊枪开关闭合或焊 枪开关损坏 左侧端子松动(端子过温) 右侧端子松动(端子过温)
输入电源异常
电感过温
二极管过温
按键卡死 输出短路或电流过大 输出二极管模块损坏 焊接电源内部通讯故障 手工送丝机与焊接电源通讯故障 焊接电源内部通讯故障
码管 码管
E7
5
E7
6
E8
E8
E9
E9
E10
E10
E11
E11
E13
1
E13
2
E14
1
E14
2
E17
E17
E18
E18
E19
/
E26
1
E29
E29
E30
E30
E32
E32
E33
E33
E34
E34
E35
E35
原因
对策
手工送丝机内部通讯故障
联系售后
中继器与手工送丝机通讯故障
检查中继器与手工送丝机控制线连接是否正 确
错误名称 主控制板 EEPROM 错误 主控制板非法 内部通信错误 1 内部通信错误 2 保留 内部通信错误 3 焊枪初始状态错误 电源输入过压 电源输入欠压 电源母线过压 电源初级过流 电源过温 电源次级过流 电源输出端子过温 电源次级欠压 电源霍尔异常 电机驱动过流 电机输出欠压 电磁阀驱动异常 拉丝电机过流 水箱水流检测开关故障 寻位模块未激活 JOB 非法 保留 水箱无水流通过
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
job Master 焊枪温度传感器故障
更换 jon master 焊枪
68 Err 068
次级安全保护回路切断
更换TTS PC 板
69 Err 069
焊接过程中;非法改变焊接模式或参数
重新引弧
数字式保护气流量检测装置问题;1:没有找到传感器
70 Err 70.x 2:没有保护气3:校正错误4:电磁阀短路或断路。5;
BPS 板配置故障。 1: 配置没找到 2:check sum 故 障 3:CFM 故障 5:未知型号板 8:未定义 UST 板
检查扁平电缆;更换BPS 板
交流发生器板配置故障。 1: 配置没找到 2:check
25 Err 25.x sum 故障 3:从没有测试 4:测试失败 5:未知型号
更换TTS 板
检查 local net;软件升级
74
75
76
77
Err 77.x
电机电流故障。 X: 7 送丝机马达电流过高。 8:拉 丝机马达电流过高。
检查送丝管;导电嘴;马达; 或更换SR41 板。
78
E-stop
急停激活。
检查急停回路
79
100 Und Opc
101 Prt Fit
102 III Opa
103 III Ina
BPS 50 板。
备注
等待机器冷却下来。检查冷却
8
tp4 xxx
焊机初级功率模块的模块4超温。Xxx: 表示温度。
风扇是否工作。2: MOS 管温 度传感器 3:主板 UST2 4:
BPS 50 板。
等待机器冷却下来。检查冷却
9
tp5 xxx
焊机初级功率模块的模块5超温。Xxx: 表示温度。
风扇是否工作。2: MOS 管温 度传感器 3:主板 UST2 4:
机器人代码
F
故障点及原因
处理措施
焊机黑屏
无电源或缺相;NT24 没有15V输出给UST2 板。
检查电源;更换NT24;更换UST 2 板;更换显示板;更换CFM;BPS 50
1
no Prg
没有选择可用的专家焊接程序
选择正确的专家程序
等待机器冷却下来。检查冷却
2
ts1 xxx
焊机次级回路模块1温度过高。(xxx:为温度显示)。
坏。 检查推丝马达速度实际值检测
30 EFD 12.1
送丝马达处无实际转速输出
装置及电缆或更换 反馈板 IWGT/ 送丝板/主板/马达 检查拉丝马达速度实际值检测
30 EFD 12.2
拉丝机马达无实际输出转速。
装置及电缆或更换 反馈板 IWGT/ 送丝板/主板/马达
31 Err 31.x
Eeprom 存储故障。
SR4x 板黑匣子不易读取
更换SR4.x 板
EFD 7.x
送丝机黑匣子不易读取
检查电缆或更换黑匣子
30 EFD xx.y
送丝系统故障;
检查送丝系统
30 EFD 8.1
送丝机电流过大;送丝机电机卡死或损坏
送丝软管;送丝轮压力;更换 送丝马达
30 EFD 8.2
推拉丝电机电流过大
送丝软管;送丝轮压力;更换 送丝马达
出现此故障。)
输入授权密码
41
42
43
44
45
46
47
48
49 Err 049
电源缺相
检查供电电源
50
Err 050
中间回路电压不平衡; A: 测得两个电容电压偏差35v 以上(检查顺序1:脱开NT 60 板上的供电电压;在量 电容量测电压。2:将 NT 24 板供电电压拆除,检测 电容电压。 3:将BPS 板上与电容连接的导线拆除; 检测电容电压。)B:测量电压差在35v 以内。(BPS
件升级完成。
CMT 专有故障。
Efd 15.1 缓冲器内设置太松 缓冲内送丝管未放入槽内。
重新调整压力;按“feeder inching" 键确认服务代码
CMT
检查送丝机内易损件;使用合适的
Efd 15.1 主送丝机打滑
电源电压过高 400v +/- 15%
检查供电电源 否则更换 BPS/ NT24/NT61
关掉电源10s, 再开机。如果
多次开机,不能排除故障。检
查保护接地回路。安装焊机与
53
Err PE
地线电流监控器启动。(正常为闭合状态)
地的绝缘装置。否则更换电源
滤波装置。如果地线电流监控
装置为外接独立装置;可单独
38
stop
机器人没有准备好
当使用field bus coupler;初 始化阶段;等待robot 焊接信
号;等待焊机重置信号。
39
no H2O
水流量不足
检查液位;回流流量;水泵压 力;流量传感器。
40
Err Lic
lience key 损坏 (有双脉冲的焊机更换 UST 板后会 检查 lience key;检查并重新
板 8:未定义 UST 板
机器配置故障。1: 配置没找到 2:check sum 故障
26 Err 26.x 3:从没有测试 4:测试失败 5:未知型号板 8:未定 检查电缆;更换焊机配置信息
义 UST 板
27 Err 027
电源电压超出允许范围
测量NT 24 上的24V电压;否 则更换 UST 2 板
BPS 50 板。
等待机器冷却下来。检查冷却
10
tp6 xxx
焊机初级功率模块的模块6超温。Xxx: 表示温度。
风扇是否工作。2: MOS 管温 度传感器 3:主板 UST2 4:
BPS 50 板。
11 Err tF1
次级温度传感器损坏。
更换传感器;检查电缆;或用 22K 电阻临时代替
12 Err tF2
TP08 遥控器超温
冷却
63 EIFxx.y
机器人接口故障;故障码超出服务代码
更换机器人界面;升级软件;
64 Err tF8
水冷却箱温度传感器故障
更换水箱温度传感器
65 hot H2O
冷却装置水温过高。
冷却水温;检查过滤器
66 tJo xxx
job Master 焊枪超温
检查冷却系统
67
Err Jo
28 Err 028
水箱温度传感器故障
更换水箱温度传感器
使用温度传感器 选项时。
29 dsP Cxx
DSP 软件问题
升级软件;更换 UST 2 PC 板
送丝机相关故障
EFD 1.x
通讯故障
更换SR4.x 板
EFD 2.x
振荡器看门狗
更换SR4.x 板
EFD 3.x
时间控制器看门狗
更换SR4.x 板
EFD 5.x
度)。
风扇是否工作。
34 Err tF7
35
dsP Sy
36 dsP nSy
UST 板上温度传感器损坏 软件冲突 软件冲突
更换 UST 板 升级软件;更换 UST 2 PC 板 升级软件;更换 UST 3 PC 板
37
US POL 次级电压检测装置不正确连接,或其他原因损坏。
检查电缆是否破损;更换 UST2 板。
初级温度传感器损坏
更换传感器;检查电缆;或用 22K 电阻临时代替
13 Err tF3
温度传感器损坏
检查连线;更换温度传感器
14 Err tF4
温度传感器损坏
检查连线;更换温度传感器
15 Err tF5
温度传感器损坏
检查连线;更换温度传感器
16 Err tF6
BPS 板故障;或BPS 板连线有问题
检查 BPS 板上的扁平电缆; 或更换BPS 板
30
EFD9.1
外部电压超出允许范围 送丝电机卡死或损坏
1: 检测NT60 板上供电电压2: 输出电压;3:更换送丝马达 。4:中间连接电缆。5:输出
到马达的电压。
30 EFD 9.2
外部电压超出允许范围
检测NT60 板上供电电压;1: 反馈板 2:R41 板 连接线接 头。3:马达损坏 4:碳刷损
焊机次级回路模块3温度过高。(xxx:为温度显示)。
风扇是否工作。2: MOS 管温 度传感器 3:主板 UST2 4:
BPS 50 板。
等待机器冷却下来。检查冷却
5
tp1 xxx
焊机初级功率模块的模块1超温。Xxx: 表示温度。
风扇是否工作。2: MOS 管温 度传感器 3:主板 UST2 4:
BPS 50 板。
20 dsP Axx
显示普通错误
升级软件;更换 UST 2 PC 板
20
dsP A21
LHSB串连线断开或损坏(P-C;T-C 设置为on 时会出 现此报警)
关机重新开机;检查LHSB 线 双丝焊系统故障
21
dsP Exx
DSP 显示故障;1: 充电时间超时。2:充电时;发生 EOF;3:数据交换错误4:EM-stop 指令超时
等待机器冷却下来。检查冷却
6
tp2 xxx
焊机初级功率模块的模块2超温。Xxx: 表示温度。
风扇是否工作。2: MOS 管温 度传感器 3:主板 UST2 4:
BPS 50 板。
等待机器冷却下来。检查冷却
7
tp3 xxx
焊机初级功率模块的模块3超温。Xxx: 表示温度。
风扇是否工作。2: MOS 管温 度传感器 3:主板 UST2 4:
没有电磁阀。
71
Err 71.x
焊接参数超过设定范围 1:电流过大 2:电流过小 3:电压过高 4:电压过低