盾构切削刀具寿命的计算
刀具寿命名词解释
刀具寿命名词解释刀具寿命是指刀具在使用过程中能够保持良好的加工质量和效率的时间。
刀具寿命的长短直接影响着加工效率和成本,因此,准确地了解和掌握刀具寿命的相关概念和知识对于提高加工质量和效率、降低成本具有重要意义。
一、切削速度切削速度是指刀具在加工过程中相对于工件表面的线速度。
它是刀具寿命的重要参数之一,切削速度过高会导致刀具过早磨损,而过低则会影响加工效率。
切削速度的计算公式为:n×π×D,其中n为主轴转速,D为刀具直径。
二、进给量进给量是指刀具在加工过程中沿着工件表面的运动距离。
进给量过大会导致切削力过大,从而影响刀具寿命,进给量过小则会影响加工效率。
进给量的计算公式为:f×n×z,其中f为进给速度,n为主轴转速,z为每齿进给量。
三、切削深度切削深度是指刀具在加工过程中沿着工件表面的切削深度。
切削深度过大会导致切削力过大,从而影响刀具寿命,切削深度过小则会影响加工效率。
切削深度的计算公式为:a×sinα,其中a为刀具半径,α为刀具与工件表面的夹角。
四、刀具磨损刀具磨损是指刀具在使用过程中由于摩擦和热量的作用而逐渐失去切削能力的过程。
刀具磨损是刀具寿命的主要因素之一,磨损过度会导致刀具失效。
常见的刀具磨损形式包括刀尖磨损、刀面磨损和刀片边缘磨损等。
五、断刀断刀是指在加工过程中,刀具由于受到过大的切削力或者其他原因而断裂的现象。
断刀是刀具寿命的一种极端表现,它不仅会影响加工效率,还会造成工件损坏和安全事故。
六、刀具寿命刀具寿命是指刀具能够保持良好的加工质量和效率的时间。
刀具寿命的长短受到多种因素的影响,包括刀具材料、切削条件、刀具几何形状等。
对于同一种刀具材料和加工条件,刀具寿命的长短主要取决于刀具的几何形状和质量。
综上所述,刀具寿命是一个复杂的概念,它不仅受到切削条件和刀具几何形状的影响,还受到刀具材料和制造工艺的影响。
准确地了解和掌握刀具寿命的相关知识和技术,对于提高加工质量和效率、降低成本具有重要意义。
影响盾构机滚刀使用寿命的因素分析
影响盾构机滚刀使用寿命的因素分析任燕【摘要】This paper introduced the cherry varieties,stating the differences between Chinese and Japanese cherry cultural connotations, summed up its application forms,application of the principles and the main direction of the applied in the garden,with a view to explore deep cherry culture concept,and distributes it into park lands cape,so as to form certain culture atmosphere.%根据实际施工经验,分析了影响盾构刀具使用寿命的因素,探讨了地铁区间隧道盾构施工中刀具的合理使用及维护方法,指出在具体工程中要规范操作,以提高刀具的使用寿命,降低项目的生产成本。
【期刊名称】《山西建筑》【年(卷),期】2014(000)020【总页数】3页(P262-264)【关键词】盾构;刀具;使用寿命【作者】任燕【作者单位】中铁十二局集团第二工程有限公司,山西太原 030032【正文语种】中文【中图分类】TU605广深港客运专线狮子洋隧道位于东涌站—虎门站区间。
线路出东涌站后,自沙公堡起,以隧道下穿小虎沥、小虎岛、沙仔沥、沙仔岛、八塘尾水道、狮子洋水道、虎门港沙田港区6号泊位、规划虎门港的监管保税仓库及沿江高速公路后出地面。
隧道全长10 800 m,是目前国内隧道最长、标准最高的水底隧道,同时也是世界上速度目标值最高的水底隧道,是广深港客运专线的控制性工程。
盾构隧道从上到下地层依次为:人工填土层、海陆交互相沉积层(粉质粘土层、淤泥层、淤泥质土层、粉土层、粉细砂层、中砂层、粗砂层、砾石卵石层)、冲积层(粘性土层、淤泥质土层、粉细砂层、中砂层、粗砾砂层、砾石卵石层)、残积土层、基岩(全风化岩层、强风化岩层、弱风化岩层)。
盾构刀盘磨损及刀具更换

盾构刀盘磨损及刀具更换公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-15 刀具使用维护及更换一般规定15.1.1北京地铁盾构隧道施工,多在粉细砂层、圆砾层及卵石层中进行,刀盘、刀具磨损较大,须对刀盘、刀具磨损的检测及更换等有充分的估计。
在定购盾构机时,应充分考虑北京地层条件特点,确定盾构机的面板型式以及刀具配置等,以满足北京地铁盾构施工的需要。
盾构施工前应根据地层的磨耗性、刀盘刀具类型及配置等制定刀具使用计划。
盾构掘进施工前,应综合考虑地层条件,地面条件等因素,确定合理的可能换刀位置。
施工中应使用泡沫、泥浆等添加材,并采取其它减磨、降矩措施,提高刀盘、刀具的寿命。
15.1.6刀盘、刀具的磨损与施工参数的选择、施工方法等密切相关,应充分考虑这些因素的影响,审慎施工。
施工中应密切观察推力、扭矩、渣土性状、机体振动状态等,分析其原因,采取应对措施。
应设定异常掘进的警戒推力及扭矩值,如遇异常情况,应立即停机检查。
北京地铁盾构隧道施工中的刀盘、刀具磨损现象非常复杂,详细情况正在调查和研究中,随着调查研究的深入及施工经验的增多,将及时做补充修订。
刀盘及刀具的选择15.2.1 刀头材质的选择1刀具一般采用真空烧制的E5类钢材,对于有特殊耐磨要求的刀具宜采用耐磨能力是E5两倍的所谓SINTER-H1P真空烧制的E3类钢材。
2表面硬化的方法一般是堆焊耐磨材料,可采用碳化钨或高铬堆焊焊条,堆焊层硬度宜高于HRC60;3 采用超硬重型刀,刀具背面实施硬化堆焊。
刀头种类及型状:1 主切削刀;其切入角度影响切削能力的发挥,应根据施工地层情况,选择切入角度;2 主超前刀(也称先行刀):采用主超前刀,一般可显着增加切削土体的流动性,大大降低主切削刀的扭矩,提高刀具切削效率,减少主切削刀的磨耗。
3 鱼尾刀:为改善中心部位的切削和搅拌效果,宜在刀盘中心部位设计一把尺寸较大的鱼尾刀。
4 盘圈贝型刀:实质上是超前刀,在盾构机穿越砂卵石地层特别是大粒径砂卵石地层时宜采用。
全断面硬岩地层盾构刀具使用寿命延长研究

1引言目前,盾构法施工因其适应性强、对环境干扰小、安全性高、施工质量好等诸多优点普遍使用于我国城市地下空间的开发,但由于全断面硬岩地层强度高,掘进距离长,导致在开挖工作过程中,盾构刀具的磨损问题尤为突出,甚至造成刀具失效损坏,影响泥水盾构机的掘进效率和使用寿命[1]。
同时,盾构刀具的磨损量超过极限或发生异常损坏后需要及时更换,否则会造成相邻刀具使用过载,加剧相邻刀具的磨损及损坏,但是频繁换刀会造成工程时间成本和经济成本激增,甚至多次中断施工可能造成作业面塌方,危及生命安全。
因此,本文围绕穗莞深城际轨道深圳机场—固戍工作区间盾构刀具磨损等问题开展研究,总结刀具磨损的基本规律,分析刀具磨损失效、异常损坏的原因,从刀具更换标准、防松装置、零部件替换、耐磨工艺以及刀盘排渣周期等方面改良优化,提出减少刀具磨损,延长刀具使用寿命的有效措施,可以为类似长距离硬岩地层掘进项目提供重要的参考依据[2]。
2工程案例分析2.1工程概况穗莞深城际轨道深圳机场—固戍工作区间总长4.36km ,属于长距离全断面硬岩地层,其中,全断面微风化花岗岩地层区间长度为3.1km ,区间隧道为标准双洞单线圆形断面,最大拱顶埋深为37~53m 。
采用2台间控式泥水平衡盾构机进行施工,盾构开挖直径为9.14m 。
但泥浆中的渣土颗粒悬浮效果较差,掘进效率相对较低,每环掘进时间约为4h 。
2.2地质条件该工程地质条件复杂,区间双线隧道断面穿越的地层主【作者简介】王思发(1992~),男,山东郓城人,工程师,从事盾构施工研究。
全断面硬岩地层盾构刀具使用寿命延长研究Study on Prolonging the Service Life of Shield Tool in Hard Rock Stratumwith Full Section王思发(中铁十四局集团隧道工程有限公司,济南250000)WANG Si-fa(China Railway 14th Bureau Group Tunnel Engineering Co.Ltd.,Ji ’nan 250000,China)【摘要】针对长距离全断面硬岩地层掘进工况下,盾构刀具易发生磨损失效,缩短刀具工作寿命的问题,结合穗莞深城际铁路机场站-固戍工作区间,分析9m 级泥水盾构机掘进过程中,刀具磨损的基本规律以及磨损失效的原因。
刀具的受力计算和磨损.docx

软土泥水盾构切削刀具的切削力计算模型:X 轴向力为 Fx = F WJ ( sina +^£BS cost?) + F a cosaF 轴向力为F y =F ND (cosc^^Bssina )^F <sina耳中,切削刀下部支撐力为F _ Fy (百inj?+ 戸胭 cos/?〉+ 玖 + F* + [ — tx>$(a+0Y 十/sin (盘 + 件)] sin (tt+j8)(1 —知护抽)+ (#as BB )cos (d式中 严阳二畑时——钢厳擦系数*^IBB = tan — ——地面摩擦系数*9——岩土内摩擦角.1)加速度力为式中 y ——土壤比軍$ b ——刀具宽度] f ——贯人度;v ------ 最周边速率;盘——切削角*3 —-傾斜滑动面亠 2)内聚力为式中 c ——单位面积的内聚力* t 贯人度。
3>粘附力为F -=flW o式中 ——粘附力扌l o ---- 刀具长度*4)垂力为由上述计算模型可知,刀具的磨损受土层物理力学性质*旋转速度和贯人度的診响最 大B 切削力计算模型有助于优化可更换刀具的长度、宽度和刀头解损量。
刀具磨损与刀盘扭矩有密切关系*刀盘的扭矩计算时主聲包括开挖刀具的切削力,刀 盘曲、后根据国际迪用的软土猊水平衡盾构刀具ROWE/BARNES 切削力模型.开挖力眞受力如图冷示.ff|2 7JR 的二雄切削力sing sin((r4*^>亡£>艺仑 士戸)+$in(也2sinp板的摩擦力,刀盘轮缘的摩擦力,主驱动单元(齿轮、轴承》厚擦力。
报据施丁参数计算'刀具切削力Fx约等于刀具总扭矩M堆大约为23MN - m.在转速L 5r/min 下该盾构配置的最大扭拒为26MN- m,可攜足]»工需耍.同时刀具磨损与刀盘贯人度t相关,而刀盘贯人度受盾构总推力母响.盾构推力计算时主要包括盾处摩擦力、着尾与管片的摩擦力、刀盘正面阻力*后方车架牵引阻力。
刀具寿命的计算方法

刀具寿命的计算方法咱先得知道啥影响刀具寿命。
就像人会累一样,刀具在使用过程中会受到各种折磨。
切削的速度呀,那可太关键了。
速度快了,刀具就像在赛道上狂飙的赛车,磨损得也快。
还有进给量,就好比你吃饭一口吃多少,进给量大了,刀具负担就重啦。
再有切削深度,这就像你挖土挖得深不深,太深了刀具也受不了。
那具体咋计算刀具寿命呢?有一种简单的公式法。
不过这公式可不是啥魔法咒语,得好好理解。
一般来说,刀具寿命和切削速度有个反比例关系。
你要是把切削速度提高一倍,那刀具寿命可能就减少到原来的几分之一呢。
比如说,有个经验公式是VT的n次方等于C,这里的V就是切削速度,T是刀具寿命,n和C呢是根据刀具材料和加工条件定的常数。
这就像不同性格的人(不同的刀具材料)和不同的工作环境(加工条件)有不同的相处模式(常数)。
还有一种根据磨损量来计算刀具寿命的方法。
刀具磨损到一定程度就不能再用啦,就像鞋子破了个大洞就没法穿了。
我们可以测量刀具的磨损量,当磨损量达到某个极限值的时候,这个时候刀具使用的时间或者加工的工件数量就可以看作是刀具的寿命。
这个极限磨损量呢,也是要根据具体的加工要求和刀具类型来确定的。
比如说加工精密零件的刀具,可能磨损一点点就不行了,就像化妆的时候,眉毛稍微画歪一点就不好看了。
不过呢,宝子们要知道,实际情况中计算刀具寿命可没那么简单。
因为加工过程中会有各种各样的小意外。
比如说加工材料可能不均匀,就像你吃蛋糕,有的地方奶油多,有的地方蛋糕胚多。
还有可能机床会有点小震动,这就像你走路的时候路面有点颠簸。
这些都会影响刀具的实际寿命,所以在计算刀具寿命的时候,还得根据实际情况做一些调整。
盾构切削刀具寿命的计算
参考文献
1 张凤祥 朱合华 傅德明编著 . 盾构隧道 . 北京 : 人民交通 2 何 其 平 . 土 压 平 衡 盾 构 刀 盘 结 构 探 讨 . 工 程 机 械 2003
!"$ 计算方法
刀具的掘削距离寿命 L 按式 3 >计算 ,式中各量 值的确定如下 :
3 切削刀具寿命的计算
通常盾构刀盘外圈刀具的磨损量 8 由下式 计算
1> 刀具切入量 Pe
刀具切入量 Pe 是 刀 具 每 转 的 切 入 深 度 , 采 用
8
~ ~ ~ ~ K T D N L/V
>
-- 磨损量 mm > 式中 :8-- 磨耗系数 mm/km> !K-- 盾构刀盘外径 m > !D-- 刀盘的转动速度 r/min> !N-- 掘进距离 m> L-- 掘进速度 cm/min > !V为了确定当刀盘磨损达到刀具限定磨耗量时 , 盾构所能掘削推进的距离 , 即确定刀具的掘削距离 寿命 L,可对式 > 作适当变化 :
12.5!10-3 9.92!10-3 1 600 2.3 1.60 3 662 2 000 2 016 2.3 2.32 3 182 2 000
4~15 2~2.75 1.37~5.17
15~25 7.5~12.5 5.17~8.6
25~45 12.5~22.5 8.6~15.5
E-5 E-3 E-2
1.60 2.32 3.04
1把 2把 3把
L
TD N
~8 ~V
K
N D 2R ,可得到 : P! TR
2>
3> 刀具转动距离寿命 7
令P V
7 8 K
刀具寿命的经验公式

刀具寿命的阅历公式
刀具磨损到肯定限度就不能连续使用。
这个磨损限度称为磨钝标准。
规定后刀面上均匀磨损区的高度VB值作为刀具的磨钝标准。
判定磨损
在生产实际中,常常卸下刀具来测量磨损量会影响生产的正常进行,因而不能直接以磨损量的大小,而是依据切削中发生的一些现象来判定刀具是否已经磨钝。
图片
例如:粗加工时,察看加工表面是否显现亮带,切屑的颜色和形状的变化,以及是否显现振动和不正常的声音等;精加工可察看加工表面粗糙度以及测量加工零件的形状与尺寸精度等,发觉异常现象,就要适时换刀。
1.刀具的寿命—一把新刀(或重新刃磨过的刀具)从开始切削至磨损量达到磨钝标准为止所经过的实际切削时间,称为刀具的寿命,用T分钟表示。
又称为刀具耐用度。
2.刀具总寿命——从次投入使用直至报废时所经过的实际切削时间。
•重磨刀具总寿命= T×N
•不重磨刀具总寿命 = T
3.刀具寿命的阅历公式
对于某一切削加工,当工件、刀具材料和刀具几何形状选定之后,切削速度是影响刀具寿命的*重要因素。
提高切削速度,刀具寿命就降低。
这是由于切削速度对切削温度影响*大,因而对刀具磨损影响*大。
第 1 页共 1 页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
损的最外周刀具安装半径, 如表 1 所示。
表 1 各刀具安装半径
刀具种类和位置 安装半径( m) 每条轨迹刀具数
V— ——掘进速度( cm/min)
切削刀具( 内周部)
1.60
1把
为了确定当刀盘磨损达到刀具限定磨耗量时,
切削刀具( 中间部)
2.32
2把
盾构所能掘削推进的距离, 即确定刀具的掘削距离
寿命 L, 可对式( 1) 作适当变化:
刀具损坏的主要形式有刀具的磨耗和脱落。刀
定值( mm)
具的磨耗受刀片的材质、硬度、刀片上作用的推力以
R— ——刀 具 中 容 易 磨 损 的 最 外 周 刀 具 安 装 半
及 地 质 条 件( 砾 石 粒 径 、密 度) 和 刀 具 切 入 深 度 、速
径( m)
度、时间的影响; 刀具脱落主要与安装方法( 焊接或 螺栓连接) 有关, 施工时也受刀柄的磨耗和砾石、障
De s ign a nd Ca lcula tion
· ! !!"
设 通大学 管会生 高 波 !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"
摘 要: 通过对盾构刀具磨损的原因分析和寿命计算, 可以预测盾构在隧道开挖区间刀
具是否需要更换以及需要更换的次数。并通过算例说明刀具寿命预测的分析方法。
( cm/r) λ— ——刀具转动距离寿命, 即达到 刀 具 限 定 磨
计
在刀盘上的安装位置有关, 并且随着刀具掘削里程
算 的增加而增大。布置在刀盘周边的刀具由于线速度
损量时, 边掘削开挖面边转动的可能距 离( km)
大, 切削路线长, 因而磨损快、易折断、寿命短。
t— ——限 定 磨 损 量 , 即 刀 具 磨 损 量 δ的 最 大 限
刀具磨损量是按最大直径处切削轨迹 1 把刀计 算, 当刀具布置数量超过 1 把时, 由于每把刀具的切 削厚度降低, 使切削力减小。因此磨耗系数 K 也相 应减小, 如计算中的盾构中间部 1 条掘削轨迹上配 置 2 把切削刀及外周部 1 条掘削轨迹配置 3 把切削 刀( 见表 1) , 可减少刀具磨损。刀具的实际磨耗系 数 Kn 可参考日本公司施工实绩推算:
关键词: 盾构 刀具 磨损 寿命
!!"
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"
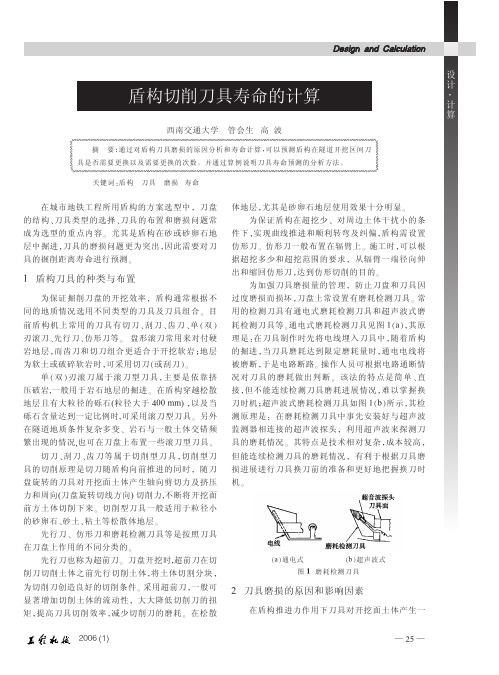
在城市地铁工程所用盾构的方案选型中, 刀盘 的 结 构 、刀 具 类 型 的 选 择 、刀 具 的 布 置 和 磨 损 问 题 常 成为选型的重点内容。尤其是盾构在砂或砂卵石地 层中掘进, 刀具的磨损问题更为突出, 因此需要对刀 具的掘削距离寿命进行预测。
体地层, 尤其是砂卵石地层使用效果十分明显。 为保证盾构在超挖少、对周边土体干扰小的条
件下, 实现曲线推进和顺利转弯及纠偏, 盾构需设置 仿形刀。仿形刀一般布置在辐臂上。施工时, 可以根 据超挖多少和超挖范围的要求, 从辐臂一端径向伸 出和缩回仿形刀, 达到仿形切削的目的。
为加强刀具磨损量的管理, 防止刀盘和刀具因 过度磨损而损坏, 刀盘上常设置有磨耗检测刀具。常 用的检测刀具有通电式磨耗检测刀具和超声波式磨 耗检测刀具等。通电式磨耗检测刀具见图 1( a) , 其原 理是: 在刀具制作时先将电线埋入刀具中, 随着盾构 的掘进, 当刀具磨耗达到限定磨耗量时, 通电电线将 被磨断, 于是电路断路。操作人员可根据电路通断情 况 对 刀 具 的 磨 耗 做 出 判 断 。 该 法 的 特 点 是 简 单 、直 接, 但不能连续检测刀具磨耗进展情况, 难以掌握换 刀时机; 超声波式磨耗检测刀具如图 1( b) 所示, 其检 测原理是: 在磨耗检测刀具中事先安装好与超声波 监测器相连接的超声波探头, 利用超声波来探测刀 具的磨耗情况。其特点是技术相对复杂, 成本较高, 但能连续检测刀具的磨耗情况, 有利于根据刀具磨 损进展进行刀具换刀前的准备和更好地把握换刀时 机。
切削刀具条件: 材质为 E- 3( 日本钢材) , 刀具限
在粉细粘土中掘进 1 km, 刀具依旧完好无损。在北 定磨损量 20 mm。
京地铁 5 号线施工中, 在粉质粘土和卵砾石结合地 4.2 计算方法
层中掘进 625 m 更换一次刀具, 而在粉细砂与卵砾
刀具的掘削距离寿命 L 按式( 3) 计算, 式中各量
表 3 刀具寿命计算结果
设
计
切削刀具 切削刀具 切削刀具
· !
刀具种类及位置
( 内周部) ( 中间部) ( 外周部)
计
限定磨损量 (t mm)
20
20
20
算
得到, 如表 2 所示。
表 2 摩耗系数
×10-3 mm/km
土压
粘土
平衡
4 ̄15
式盾 2 ̄2.75
构
1.37 ̄5.17
砂
15 ̄25 7.5 ̄12.5 5.17 ̄8.6
砂砾
刀头材质 ( 硬质合金)
25 ̄45
E-5
12.5 ̄22.5
E-3
8.6 ̄15.5
E-2
摩耗系数 K(mm/km) 12.5×10-3 12.5×10-3 12.5×10-3
每条轨迹切削刀数 n
1
2
3
Kn(mm/km)
刀具转动距离寿命( km)
12.5×10-3 9.92×10-3 8.63×10-3 1 600 2 016 2 308
( a) 通电式
( b) 超声波式
图 1 磨耗检测刀具
2 刀具磨损的原因和影响因素
在盾构推进力作用下刀具对开挖面土体产生一
工程机械
2006 (1)
— 25 —
De s ign a nd Ca lcula tion
· !
设
定压力。随着刀盘的旋转, 刀具与土砂磨料摩擦, 从
计
而产生磨损。刀具的磨损与地质条件、刀具材质及其
先行刀、仿形刀和磨耗检测刀具等是按照刀具 在刀盘上作用的不同分类的。
先行刀也称为超前刀。刀盘开挖时,超前刀在切 削刀切削土体之前先行切削土体, 将土体切割分块, 为切削刀创造良好的切削条件。采用超前刀, 一般可 显著增加切削土体的流动性, 大大降低切削刀的扭 矩, 提高刀具切削效率, 减少切削刀的磨耗。在松散
式中: δ— ——磨损量( mm) K— ——磨耗系数( mm/km) D— ——盾构刀盘外径( m) N— ——刀盘的转动速度( r/min) L— ——掘进距离( m)
( 1)
回转速 N=1.3 r/min, 则 Pe=2.3 cm/r。
( 2) 刀具安装半径 R
刀具安装半径 R, 采用刀具各组合中最容易磨
!!!!!" · !
设 磨性。
计
( 2) 考虑采用长短刀具并用法切削土体, 其基本
计
思想是利用长短刀具不同的切削高度差( 高差值约
Kn=K/n0.333 式中: Kn— ——l 条轨迹配置 n 把切削刀时的摩耗系数
K— ——1 条轨迹配置 1 把切削刀时的摩耗系数 即 1 条轨迹配置 1 把切削刀的摩耗系数 K 是 l 条轨迹配置 n 把切削刀时的摩耗系数 Kn 的 n0.333 倍。 例如, n=3 的场合, 摩耗系数 Kn= K/n0.333=0.69K, 此时 外 周 部 刀 具 转 动 距 离 寿 命 λ为 1 把 切 削 刀 的 1/0.69=1.45 倍。 4.3 计算结果 根据以上方法进行计算的结果, 如表 3 所示。 从以上可以看出, 各掘削刀具的掘进距 离寿命 L 能满足一个区间隧道掘削距离( 2 000 m 左右) 的要求。并且, 对于与最外周 掘削刀具邻接的保径刀, 因为每 1 轨迹配置 了 6 把, 所以根据上述计算结果, 可以得到 十分足够的掘进距离。 图 2 为刀具磨损量与掘进距离寿命的 预测曲线, 图中显示 3 种刀具掘进距离寿命
若盾构掘削的地层为砂卵石、砾石层 ( 材质取 E- 3, K=22.5) , 则刀具的寿命将大大减少, 计算后得 到 L=1 551 m。因此盾构在区间隧道距离( 2 000 m) 内至少须更换一次刀具。以上计算方法可以预测盾 构刀具最长掘进长度, 计划换刀时机, 从而有利于盾 构的施工管理和提高掘进效率。
mm, 此时取 20 mm
K— ——根据切削刀具材质和地质条件所决定的
— 26 —
工程机械 2006 (1)
De s ign a nd Ca lcula tion
摩耗系数( mm/km) 摩耗系数的定义为: 刀具每掘进 1 km 时的刀具 磨耗量。显然磨耗量一定时磨耗系数越小, 可掘进的 距离越长。摩耗系数 K 根据日本公司盾构施工实绩
5 提高刀具寿命降低刀具磨耗的建议
( 1) 使用硬度大、抗剪性好的超硬钢材制作刀 刃,在切削土砂(卵石)时, 可沿刀具向后流动所经过 的刀具表面实施硬化堆焊, 以便提高刀具自身的耐
图 2 刀具磨损量与掘进距离寿命的预测曲线
工程机械
2006 (1)
— 27 —
De s ign a nd Ca lcula tion
单( 双) 刃滚刀属于滚刀型刀具, 主要是依靠挤 压破岩,一般用于岩石地层的掘进。在盾构穿越松散 地层且有大粒径的砾石(粒径大于 400 mm) , 以及当 砾石含量达到一定比例时,可采用滚刀型刀具。另外 在隧道地质条件复杂多变、岩石与一般土体交错频 繁出现的情况,也可在刀盘上布置一些滚刀型刀具。
切刀、刮刀、齿刀等属于切削型刀具, 切削型刀 具的切削原理是切刀随盾构向前推进的同时, 随刀 盘旋转的刀具对开挖面土体产生轴向剪切力及挤压 力和周向(刀盘旋转切线方向) 切削力,不断将开挖面 前方土体切削下来。切削型刀具一般适用于粒径小 的砂卵石、砂土、粘土等松散体地层。
刀具掘进距离寿命 L( m) 3 662
3 182
2 779