CNC刀具使用寿命表
CNC刀具管理规定
CNC刀具管理规定
CNC刀具管理规定
为了规范刀具的请购、保管、领用及报废等程序,特制定此刀具管理规定。
适用于模具部CNC所有刀具的请购、保管、领用、退库及报废等操作。
模具部负责对刀具的请购、检验、入库、领用、退库手续的办理。
采购部负责刀具的采购。
CNC操作人员负责保管所领用的刀具。
执行程序:
C加工中心将需要使用的刀具及最低库存列一份清单,当刀具库存不足时加工中心人员填写CNC刀具申购单给部门主管,部门主管签字后给采购部采购。
2.刀具采购进来后CNC加工中心人员清点刀具数量及检查刀具型号品质,合格后填写入库单入库。
3.操作人员需要领用新刀具填写CNC刀具领用单,部门主管签收确认后到库房领出刀具,妥善保管。
4.刀具不能使用后经确认后统一放入废刀具盒回收。
非正常刀具损坏,责任人员需填写刀具损坏报告,查明原因作出改善以防止下次继续出现。
CNC刀具进给转速表

刀杆直径(MM)
20
16
12
10
8
6
4
3
限制长度(MM)
90
70
55
45
40
30
15(30)
11(30)
七,整体乌钢刀大概寿命:
刀 具
8R4
Φ8
6R3
Φ6
4R2
Φ4
3R1.5
3
2R1
Φ2
Φ1
大概寿命(H)
4~5
3~4
3~4
2.5~3.5
2~3
2~2.5
2~2.5
1
ቤተ መጻሕፍቲ ባይዱ3000(精)
1600
800(光面)
8R4
7500
2200(粗)
1800(精)
8R0
7500
2000(粗)
1800(精)
6R3
8000
2000(粗)
1600(精)
5R2.5
8000
2000(粗)
1600(精)
5R0
Φ4Φ3
9000
1400
Φ2
10000
1000
Φ1
10000
700
注意:一,63R6刀具通常不在高速机床使用;
2500(粗)
2200(精)
30R5
16R4
2500(粗)
3000(精)
1600(粗)
2000(精)
35R0.8
2000
2500(精)
2000
800(光面)
25R0.8
2200
3000(精)
2000
800(光面)
CNC标准刀具切削参数表

Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
CNC刀具参数表

高速机 开粗/中光 进刀 量 转速
0.25 8000 0.2 8000
光刀 进刀 进给率 量 转速
0.1 0.08 0.06
6000 8000 8000
0.08 0.06 0.06
8000 8000 8000
5000 5000
0.1 8000 0.07 8000
进给率
5000 5000 5000
5000 5000 5000 5000 5000
备注
进给率 5000 5000 5000 5000 5000 5000 5000 5000 5000/1 500 5000/1 500 5000/1 500 5000/1 500 5000 5000 5000 5000 5000 5000 5000 精雕机少用 5000 5000 5000 5000 5000 5000 5000 5000 5000
柄径 12 10 12 10 12 10 12 10
刀长 110 50 110 80 110 50 110 80
刃长
普通机
开粗/中光 进刀 量 转速
涂层合金刀 D12
12 75 25 0.3 1600
涂层合金刀 D10
10 70 25 0.3 1800
涂层合金刀 D8
8 60 21 0.25 2200
转速 10000 10000 10000 10000 10000 10000 10000 10000
进给率 5000 5000 5000 5000 5000 5000 5000 5000
2000
0.2 6000 5000 0.07 8000 5000
2000
0.2 7000 5000 0.07 8000 5000
5000 5000 5000 5000 5000
CNC标准刀具切削参数参考表(加工产品)

转速S 8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
每层切深 0.5
1
1
1.5
1.5
2
2 2 3 4 4 5 6
6000
2
5500
2
5500
3
5000
3
5000
4
光侧面
步距
0.3 0.4 0.5 1 1 1.5
1.5 2
合金粗刀
Φ6 总长60*刃长18MM*3刃
(粗加工专用) Φ8 总长60*刃长20MM*3刃
Φ4 总长75*刃长30MM*3刃
Φ6 总长70*刃长30*3刃
加长合金刀 Φ8 总长102*刃长42MM*3刃
Φ10 总长95*刃长46MM*3刃
Φ12 总长110*刃长55MM*3刃
最大 伸出 长度
每层切深
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
Φ25 总长125*刃长60MM*Φ20柄
Φ16 总长160*刃长100MM
加长白钢平刀 Φ20 总长138*刃长72MM
1200
15
1200
5
1200
6
1200
3
1200
5
1200
7
1200
9
1000
10
1200
加工铝合金材料
光平面
转速S 每层切深 步距
CNC机床的刀具寿命预测与优化研究
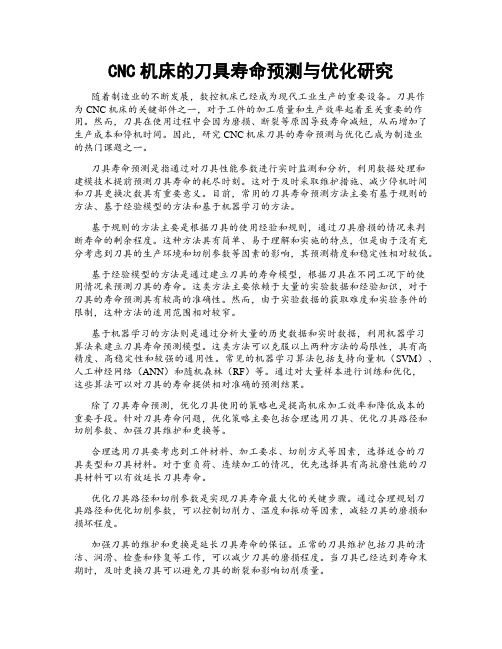
CNC机床的刀具寿命预测与优化研究随着制造业的不断发展,数控机床已经成为现代工业生产的重要设备。
刀具作为CNC机床的关键部件之一,对于工件的加工质量和生产效率起着至关重要的作用。
然而,刀具在使用过程中会因为磨损、断裂等原因导致寿命减短,从而增加了生产成本和停机时间。
因此,研究CNC机床刀具的寿命预测与优化已成为制造业的热门课题之一。
刀具寿命预测是指通过对刀具性能参数进行实时监测和分析,利用数据处理和建模技术提前预测刀具寿命的耗尽时刻。
这对于及时采取维护措施、减少停机时间和刀具更换次数具有重要意义。
目前,常用的刀具寿命预测方法主要有基于规则的方法、基于经验模型的方法和基于机器学习的方法。
基于规则的方法主要是根据刀具的使用经验和规则,通过刀具磨损的情况来判断寿命的剩余程度。
这种方法具有简单、易于理解和实施的特点,但是由于没有充分考虑到刀具的生产环境和切削参数等因素的影响,其预测精度和稳定性相对较低。
基于经验模型的方法是通过建立刀具的寿命模型,根据刀具在不同工况下的使用情况来预测刀具的寿命。
这类方法主要依赖于大量的实验数据和经验知识,对于刀具的寿命预测具有较高的准确性。
然而,由于实验数据的获取难度和实验条件的限制,这种方法的适用范围相对较窄。
基于机器学习的方法则是通过分析大量的历史数据和实时数据,利用机器学习算法来建立刀具寿命预测模型。
这类方法可以克服以上两种方法的局限性,具有高精度、高稳定性和较强的通用性。
常见的机器学习算法包括支持向量机(SVM)、人工神经网络(ANN)和随机森林(RF)等。
通过对大量样本进行训练和优化,这些算法可以对刀具的寿命提供相对准确的预测结果。
除了刀具寿命预测,优化刀具使用的策略也是提高机床加工效率和降低成本的重要手段。
针对刀具寿命问题,优化策略主要包括合理选用刀具、优化刀具路径和切削参数、加强刀具维护和更换等。
合理选用刀具要考虑到工件材料、加工要求、切削方式等因素,选择适合的刀具类型和刀具材料。
刀具寿命管理功能使用说明
刀具寿命管理功能使用1. 刀具寿命管理功能的启用参数(No.002#0)作为刀具寿命功能是否启用的标志(0-未启用,1-启用),当未启用时,相应的刀具寿命管理界面也不显示。
2. 刀具寿命管理显示界面刀具寿命管理界面放入按键中,作为第三个子画面出现,由两个页面组成(按翻页键翻页):重复按《刀补》键时显示的界面刀具寿命管理画面(第一页):刀具寿命管理画面的第一页显示当前所用刀具的寿命管理数据和已定义刀具组的清单。
这页主要用来以组为单位监视刀具的寿命数据。
某组内每一刀具数据的监视、组号的设定和刀具寿命管理数据在下页中显示。
ⅰ.显示说明<当前刀具状况> :显示当前正在使用中刀具的寿命管理数据 方式: 显示寿命数据的计数单位(0:分钟/1:次数)状态: 显示刀具状态(0-未使用,1-使用中,2-寿命到,3-跳跃)<已定义组号> : 只显示所有定义的组号,未定义的组号不显示。
反白显示的组号表示该组内所有刀具的寿命都已达到。
ⅱ.所有已定义数据的删除在该页面下,按下[取消]+[G]键可删除所有定义的数据(包括组号,组内刀具号及寿命值等)。
刀具寿命管理画面(第二页):第二页用于设定和显示某刀具组的寿命管理数据,按序号1~8显示。
刀具组号的选择显示有三种方式:i.直接在第二页界面的《刀具组号P》位置输入组号即显示该组刀具寿命数据,如该组不存在,则作为新定义组号。
新定义组号:22,系统并自动定义第一把刀:ii.在第一页界面的《已定义组号》中移动光标选择组号,翻到第二页时即显示该组内容iii.在第二页界面显示完当前的组号内容后,继续翻页即显示紧跟后面的组号的内容3.刀具寿命数据的定义刀具寿命数据的设置有两种方式:①编写NC程序并运行程序设置,②直接从刀具寿命管理界面输入。
① 编写NC程序设置例:P:刀具组号码1 – 32L:每把刀具的寿命0 - 999999分 或 0 - 999999次N:方式选择(0-时间、 1-次数)T:刀具及刀补号编程注意:ⅰ.P 指令指定的刀具组号可以不连续,但请尽可能按照升序,由画面监视时较容易看刀具组号。
CNC刀具使用管理制度
CNC刀具使用管理制度一、总则为规范CNC刀具的使用管理,提高生产效率和刀具使用寿命,特制定本管理制度。
二、适用范围本管理制度适用于所有使用CNC刀具的生产车间和相关人员。
三、责任部门1.生产主管:负责CNC刀具的日常管理工作,包括刀具的选购、清洗、维护和更换等工作。
2.质量部门:负责对CNC刀具的检验和维护进行监督和检查,确保刀具的正常使用。
3.仓储部门:负责对CNC刀具进行统一管理和保管,确保刀具的完好无损。
4.操作人员:负责按照规定正确使用CNC刀具,并及时向生产主管汇报刀具使用情况。
四、刀具使用原则1.按照生产工艺要求正确选择合适的刀具;2.保持刀具的清洁和润滑,防止刀具生锈;3.避免刀具碰撞和撞击,避免刀具损坏;4.定期对刀具进行检验和维护,确保刀具的正常使用;5.切削液需定期更换,保持刀具的刀具的切削性能。
五、刀具使用管理1.选购与标识:生产主管负责根据生产需求选购合适的CNC刀具,并在刀具上标明使用工艺和所属车间。
2.清洗与保养:操作人员在使用完毕后应及时清洗和润滑刀具,确保刀具的正常使用寿命。
3.检验与维护:质量部门定期对刀具进行检验和维护,确保刀具的正常使用和安全性。
4.更换与报废:生产主管定期检查刀具磨损情况,及时更换磨损严重的刀具,并对报废刀具进行登记和销毁。
六、安全管理1.操作人员在使用刀具时应戴好劳保用品,确保安全作业。
2.在更换刀具时应停机操作,避免因操作不慎造成安全事故。
3.切勿私自改装或调整其他工具使用刀具,以免造成危险。
4.发现异常情况及时停机检查,确保安全生产。
七、刀具库管理1.仓储部门对刀具进行统一管理和保管,确保刀具的完整性和安全性。
2.刀具应按照相关标准和要求分类存放,以便查找和管理。
3.对刀具的出入库要进行登记和备案,确保刀具的流通有序。
八、处罚措施1.对于违反本管理制度的相关人员,将根据不同的情节给予不同程度的批评和处罚。
2.对于重大违章者将按照公司规定进行严厉处罚,并追究其相关责任。
CNC机床加工中的常见问题和解决方法
CNC机床加工中的常见问题和解决方法CNC(Computer Numerical Control)机床是一种通过计算机控制的自动化机械设备,广泛应用于各种制造领域。
然而,在CNC机床加工过程中,常常会遇到一些问题,这些问题可能会影响生产效率和产品质量。
本文将探讨CNC机床加工中的常见问题,并提供相应的解决方法。
一、加工误差在CNC机床加工过程中,加工误差是一个常见但严重的问题。
加工误差可由多个因素引起,如机床本身的精度、刀具磨损、工件固定不稳等。
解决方法:1. 定期检查和校准机床:定期检查机床的各项指标,如尺寸、精度等,并进行必要的校准。
2. 使用高质量的刀具:选择高质量的刀具,并定期检查和更换磨损严重的刀具。
3. 合理选择切削参数:根据不同工件的要求,合理选择切削参数,如切削速度、进给量等。
4. 工件的正确固定:确保工件在加工过程中的稳定性,使用适当的夹具和夹紧方式。
二、刀具寿命刀具寿命是CNC机床加工中常见的问题之一。
刀具在加工过程中会磨损,当刀具磨损达到一定程度后,加工质量将受到影响。
解决方法:1. 使用合适的刀具:根据具体加工任务选择合适的刀具,如硬质合金刀具、涂层刀具等。
2. 定期检查和更换刀具:定期检查刀具的磨损情况,并根据实际情况及时更换磨损严重的刀具。
3. 合理选择切削参数:合理选择切削参数,如切削速度、进给量等,以延长刀具寿命。
4. 刀具磨砺和修复:合理使用磨床进行刀具的磨砺和修复,以提高刀具的使用寿命。
三、工件表面质量工件表面质量是产品质量的重要指标之一。
在CNC机床加工过程中,由于刀具磨损、加工参数设置不当等原因,工件的表面质量可能无法满足要求。
解决方法:1. 合理选择刀具:选择适合加工要求的刀具,并根据需要进行刀具的修复和更换。
2. 优化切削参数:根据工件材料、形状和加工要求,优化切削参数,如切削速度、进给量等,以提高工件表面质量。
3. 定期检查和维护机床:定期检查和维护机床,确保机床的正常运行和精度稳定。
CNC刀具参数表
0.015 20000
0.015 20000
CNC刀具参数表
刀具参数 刀具类型 刀具名称 柄径 6 12 10 8 6 25 20 16 25 20 16 刀长 100 100 100 100 100 120 110 95 160 140 120 刃长 30 40 40 35 30 50 45 40 80 65 60 精雕机 开粗/中光 进刀量转速 0.12 0.25 0.25 0.2 0.15 15000 10000 10000 12000 15000 加长合金刀 D6 加长合金刀 R6 加长合金刀 R5 加长合金刀 R4 加长合金刀 R3 白钢刀 白钢刀 白钢刀 D25 D20 D16 5000 5000 5000 5000 5000 光刀 进给率 进刀量转速 0.04 0.1 0.08 0.06 0.05 16000 12000 12000 15000 16000 进给率 5000/1500 5000 5000 5000 5000 光边 光边 光边 光边 光边 光边 备注
CNC刀具参数表
刀具参数 刀具类型 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 防震刀把 防震刀把 防震刀把 防震刀把 防震刀把 防震刀把 刀具名称 D63R6 D63R6 D63R6 D50R5 D50R5 D50R0.8 D50R.8 D35R5 D30R5 D32R0.8 D32R0.8 D25R0.8 D25R0.8 D20R0.8 D20R0.8 D16R0.8 D16R0.8 D12R0.8 D10R0.8 R10 R10 R8 R8 R6 R5 D16R0.8 D12R0.5 D8R0.5 R8 R6 R4 柄径 48 48 48 48 48 48 48 32 25 25 32 25 25 20 20 16 16 12 10 25 20 20 16 12 10 16 12 8 16 12 8 刀长 150 200 300 300 200 300 200 250 150 150 250 150 200 150 200 150 200 130 120 150 200 150 200 130 120 200 150 110 200 150 110 0.3 0.2 15000 15000 5000 5000 0.1 0.07 18000 18000 5000 5000 精雕机少用 0.06 0.06 15000 15000 5000 5000 高速机少用 精雕机少用 0.2 0.15 10000 10000 5000 5000 0.08 0.07 12000 12000 5000 5000 高速机少用 高速机少用 高速机少用 刃长 精雕机 开粗/中光 进刀量转速 光刀 进给率 进刀量转速 进给率 备注